Способ обработки внутренних поверхностей вращения нежестких заготовок из сталей без термоулучшения
Номер патента: 5492
Опубликовано: 30.09.2003
Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ НЕЖЕСТКИХ ЗАГОТОВОК ИЗ СТАЛЕЙ БЕЗ ТЕРМОУЛУЧШЕНИЯ(71) Заявители Минаков Анатолий Петрович Ящук Олег Викторович(72) Авторы Минаков Анатолий Петрович Ящук Олег Викторович(73) Патентообладатели Минаков Анатолий Петрович Ящук Олег Викторович(57) Способ обработки внутренних поверхностей вращения нежестких заготовок из сталей без термоулучшения, отличающийся тем, что он включает размерную лезвийную обработку, поверхностное пластическое деформирование жесткими рабочими элементами до получения на обрабатываемой поверхности параметра шероховатости 0,250,16 мкм и центробежную пневмовибродинамическую обработку деформирующими элементами до получения на обрабатываемой поверхности параметра шероховатости 0,16 мкм.(56) Минаков А.П. и др. Технологические основы пневмовибродинамической обработки нежестких деталей. - Мн. Навукатэхнка, 1995. - С. 230-232.1038203 , 1983.2009862 1, 1994.2128572 1, 1999.1317983, 1973.4237913, 1980. Изобретение относится к технологии машиностроительного производства, а именно к тонким доводочным процессам обработки, главным образом внутренних поверхностей вращения нежестких заготовок, материалом для которых служит сталь без термоулучшения. Известно, что при окончательной обработке методом поверхностного пластического деформирования (ППД) внутренних поверхностей вращения жестких заготовок получают параметр шероховатости 0,80,1 мкм. В случае же обработки методом ППД внутренних поверхностей вращения тонкостенных заготовок параметр шероховатости а получается в 24 раза грубее 1. Наряду с этим производственный опыт финишной обработки методом ППД внутренних поверхностей вращения нежестких заготовок из стали в состоянии поставки (без термоулучшения) после предварительной размерной лезвийной обработки однозначно показывает достижимые пределы параметра 0,250,16 мкм. 5492 1 Известна также центробежная пневмовибродинамическая обработка (ПВДО) деформирующими элементами, находящимися в условиях свободного перемещения в турбулентном кольцевом потоке сжатого воздуха 2. Недостатком традиционных способов ПДЦ, в том числе и ПВДО, является невозможность достижения на обрабатываемой внутренней поверхности вращения, для нежестких заготовок из сталей без термоулучшения, параметра а 0,16 мкм. Известна абразивная доводка, которую выполняют за одну или несколько последовательных операций, отличающихся величиной снимаемого припуска. Так, при исходной шероховатости а 0,50,2 мкм для получения 0,160,08 мкм и точности 53 мкм требуется одна абразивная доводочная операция, а для получения 0,080,04 мкм и точности 2,51,0 мкм - две абразивных доводочных операции и т.д. 3. Недостатками абразивных доводочных процессов являются необходимость применения дорогостоящих абразивных паст и суспензий сложность назначения оптимальной величины припуска на обработку ухудшение экологии производства. Кроме того, для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, более предпочтительным является снижение шероховатости поверхности зеркала гильзы гидроцилиндра, и повышение размерной точности отверстия, обеспечиваемое абразивной доводкой, является необязательным дорогостоящим дополнением. Известно, что при шероховатости стальной поверхности грубее 0,1 мкм полимер интенсивно изнашивается 4. Задачей изобретения является достижение значения параметра шероховатости а 0,16 мкм на обрабатываемой внутренней поверхности вращения у нежестких заготовок из сталей без термоулучшения. Указанная задача решается способом, который, согласно изобретению, включает размерную лезвийную обработку, поверхностное пластическое деформирование жесткими рабочими элементами до получения на обрабатываемой поверхности параметра шероховатости 0,250,16 мкм и центробежную пневмовибродинамическую обработку деформирующими элементами до получения на обрабатываемой поверхности параметра шероховатости а 0,16 мкм. Было установлено, что после ППД жестким роликовым накатником, проведение центробежной ПВДО позволяет на обрабатываемой поверхности достигать параметра шероховатости 0,16 мкм. Пример. Финишная обработка внутренней цилиндрической поверхности гильзы гидроцилиндра, выполненная на токарно-винторезном станке мод. 1620. В качестве заготовки использовалась бесшовная горячекатаная труба из стали 35 с твердостью НВ 187. Длина обработки 500 мм. Внутренний диаметр 100 Н 7. Шероховатость поверхности отверстия по чертежу а 0,06 мкм. Толщина стенки 9 мм, т.е. коэффициент 0,9 и данную заготовку следует относить к категории нежестких 5. В качестве деформирующих элементов при центробежной ПВДО применялись стандартные шары из стали ШХ 15 следующих диаметров, в порядке их расположения в рядах инструмента 12,7 9,525 7,938 5,556 мм. Шероховатость поверхности отверстия у партии заготовок после ППД жестким роликовым накатником составила а 0,250,16 мкм. Режимы процесса окончательной центробежной ПВДО частота вращения заготовки,200500 мин-1 давление подводимого к инструменту сжатого воздуха, Р 0,30,45 МПа подача инструмента (шаров),0,050,3 мм/об. количество проходов инструментом,2. 2 5492 1 В результате обработки по предлагаемому способу на различных режимах достигается шероховатость обрабатываемой поверхности в пределах а 0,150,05 мкм. Источники информации 1. Справочник технолога-машиностроителя / Под ред. А.Г. Косиловой, Р.К. Мещерякова. 4-е изд., перераб. и доп. В 2-х т. Т. 2. - М. Машиностроение, 1985. - С. 402, 496. 2. Минаков А.П., Бунос А.А. Технологические основы пневмовибродинамической обработки нежестких деталей / Под ред. П.И. Яшерицына. - Мн. Навукатэхнка, 1995. С. 304. 3. Ящерицын П.И., Зайцев А.Г., Барботько А.И. Тонкие доводочные процессы обработки деталей машин и приборов. - Мн. Наука и техника, 1976. - С. 68, 328. 4. Гаркунов Д.Н. Триботехника Учебник для студентов втузов. - 2-е изд., перераб. и доп. - М. Машиностроение, 1989. - С. 65, 328. 5. Ящерицын П.И., Минаков А.П. Упрочняющая обработка нежестких деталей в машиностроении. - Мн. Наука и техника, 1986. - С. 12-13, 215. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 39/02
Метки: обработки, термоулучшения, сталей, способ, заготовок, поверхностей, вращения, внутренних, нежестких
Код ссылки
<a href="https://by.patents.su/3-5492-sposob-obrabotki-vnutrennih-poverhnostejj-vrashheniya-nezhestkih-zagotovok-iz-stalejj-bez-termouluchsheniya.html" rel="bookmark" title="База патентов Беларуси">Способ обработки внутренних поверхностей вращения нежестких заготовок из сталей без термоулучшения</a>
Инструмент для пневмовибродинамической обработки внутренних цилиндрических поверхностей
Номер патента: U 966
Опубликовано: 30.09.2003
Авторы: Ящук Олег Викторович, Титова Елена Валерьевна, Ткачев Александр Владимирович, Минаков Анатолий Петрович, Камчицкая Ирина Дмитриевна
МПК: B24B 39/02
Метки: обработки, поверхностей, цилиндрических, пневмовибродинамической, внутренних, инструмент
Текст:
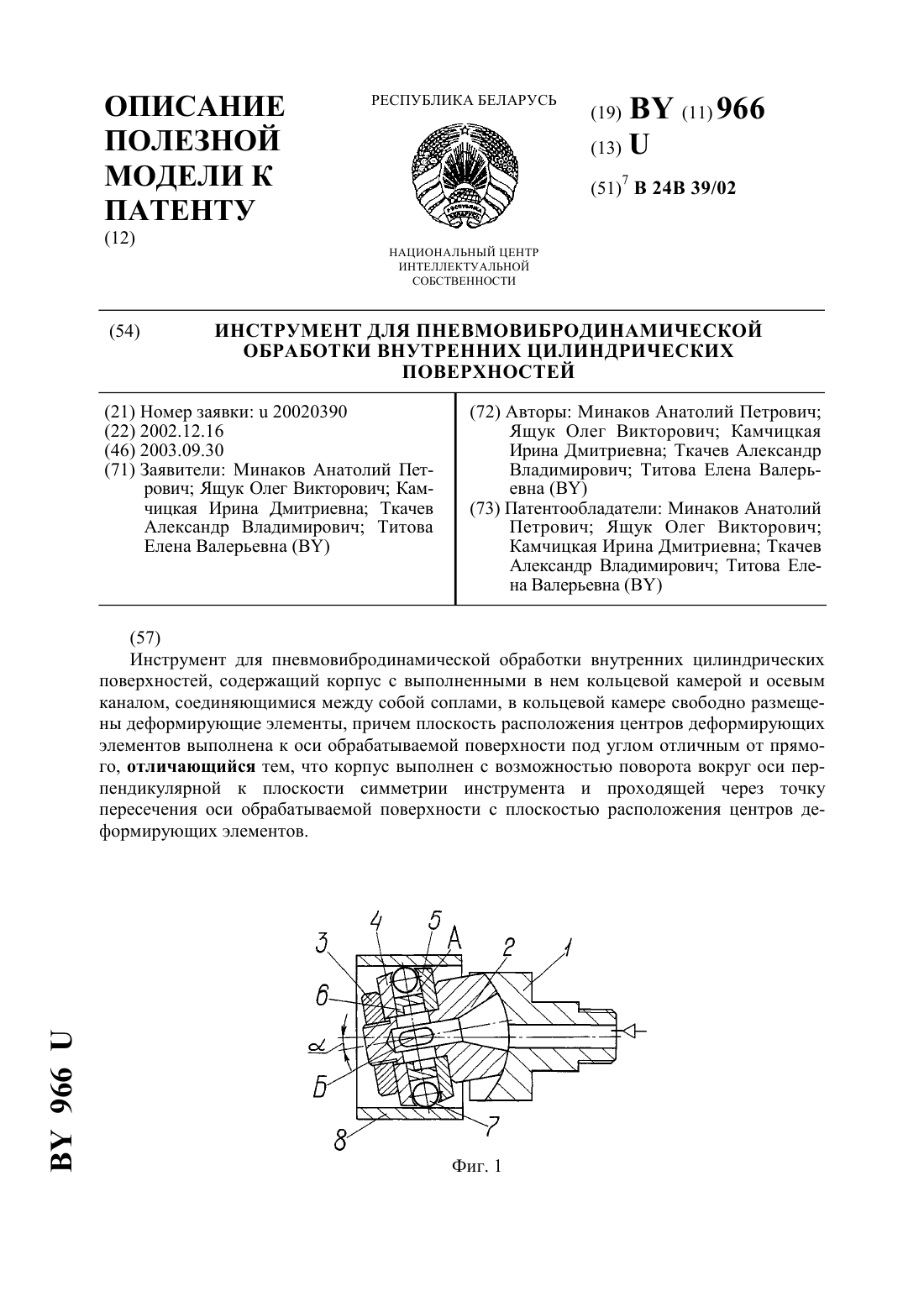
...деформирующие элементы, причем плоскость расположения центров деформирующих элементов выполнена к оси обрабатываемой поверхности под углом отличным от прямого 2. Рассматриваемый инструмент позволяет наносить на обрабатываемую поверхность микрорельеф в виде сетки ромбовидной формы, но не позволяет регулировать угол наклона плоскости расположения центров деформирующих элементов, что ограничивает его технологические возможности. Задачей...
Способ механической обработки внутренних поверхностей дисковым резцом

Номер патента: 5536
Опубликовано: 30.09.2003
Автор: Бурский Вячеслав Александрович
МПК: B23B 1/00
Метки: резцом, дисковым, обработки, внутренних, механической, поверхностей, способ
Текст:
...вращение вокруг оси, совпадающей с осью вращения детали, а вращение резца вокруг собственной оси осуществляют также принудительно. Сообщение принудительного вращения дисковому резцу вокруг оси, совпадающей с осью вращения детали, а также принудительного вращения дисковому резцу вокруг собственной оси обеспечивает возможность обработки внутренних поверхностей. Одновременно с этим, за счет принудительного вращения дискового резца вокруг...
Способ токарной обработки нежестких деталей
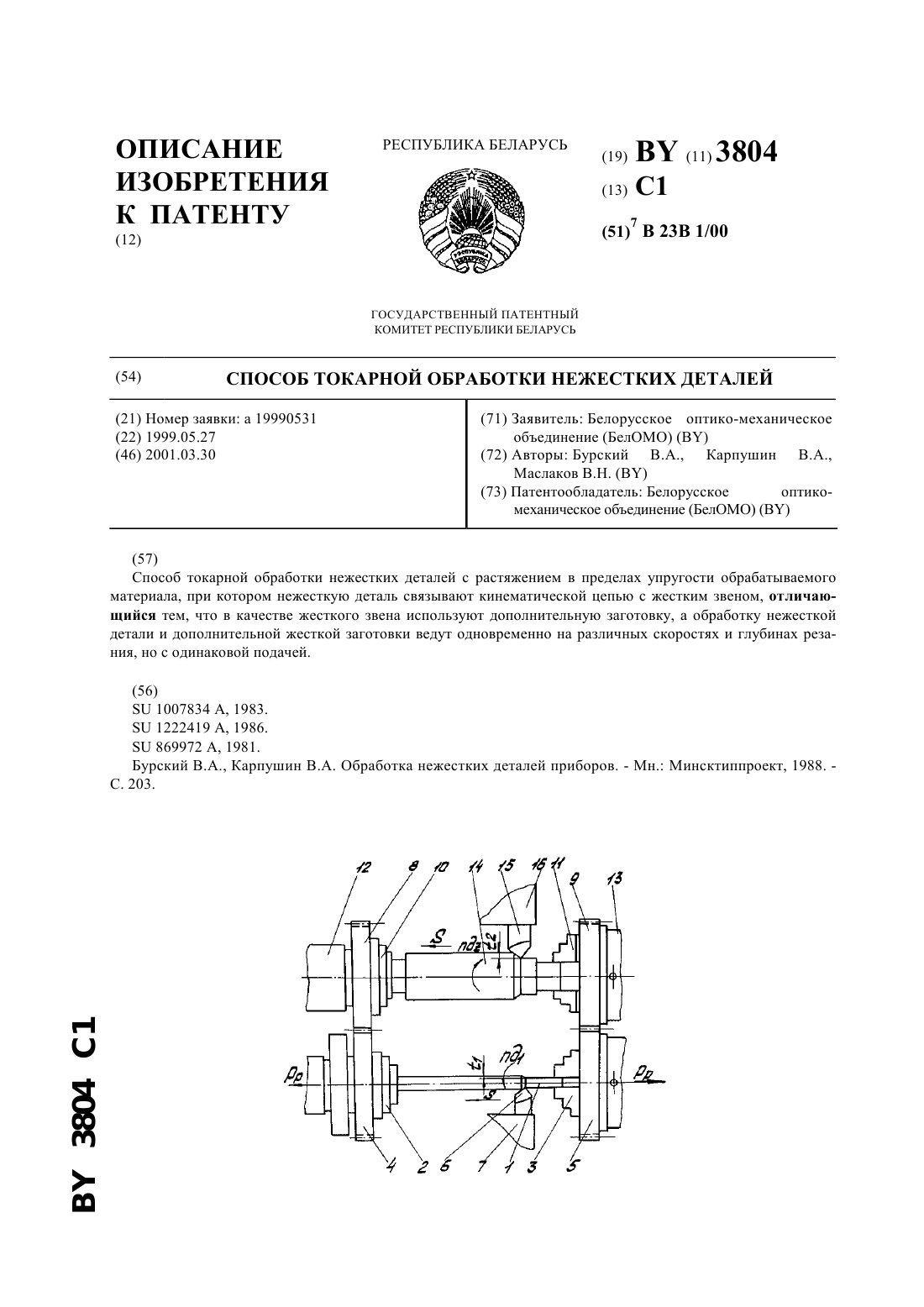
Номер патента: 3804
Опубликовано: 30.03.2001
Авторы: Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич
МПК: B23B 1/00
Метки: обработки, деталей, способ, токарной, нежестких
Текст:
...резания не менее чем в 2 раза по сравнению с использованием известных технических решений. Обработка детали и жесткой заготовки с различными глубинами резания позволяет снимать припуск с жесткой заготовки значительно больший, чем с обрабатываемой детали, что также повышает производительность процесса резания. Обработка нежесткой детали и жесткой заготовки с одинаковой подачей позволяет построить простую кинематическую связь между двумя...
Устройство для токарной обработки нежестких деталей
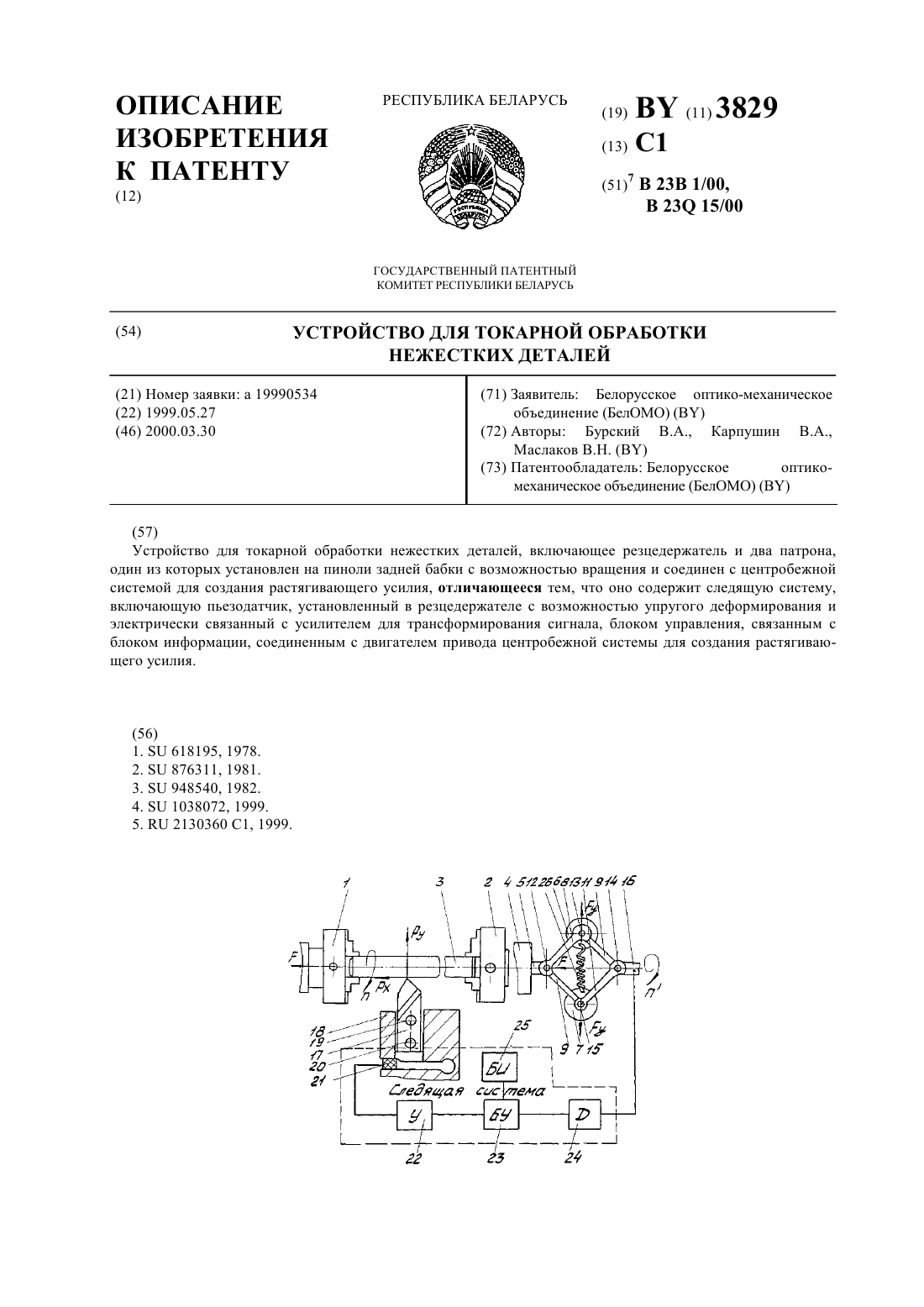
Номер патента: 3829
Опубликовано: 30.03.2001
Авторы: Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович
МПК: B23Q 15/00, B23B 1/00
Метки: устройство, нежестких, обработки, токарной, деталей
Текст:
...патрона, один из которых установлен на пиноли задней бабки с возможностью вращения и соединен с центробежной системой для создания растягивающего усилия, устройство содержит следящую систему, включающую пьезодатчик, установленный в резцедержателе с возможностью упругого деформирования и электрически связанный с усилителем для трансформирования сигнала, блоком управления, связанным с блоком информации, соединенным с двигателем привода...
Устройство для токарной обработки нежестких деталей
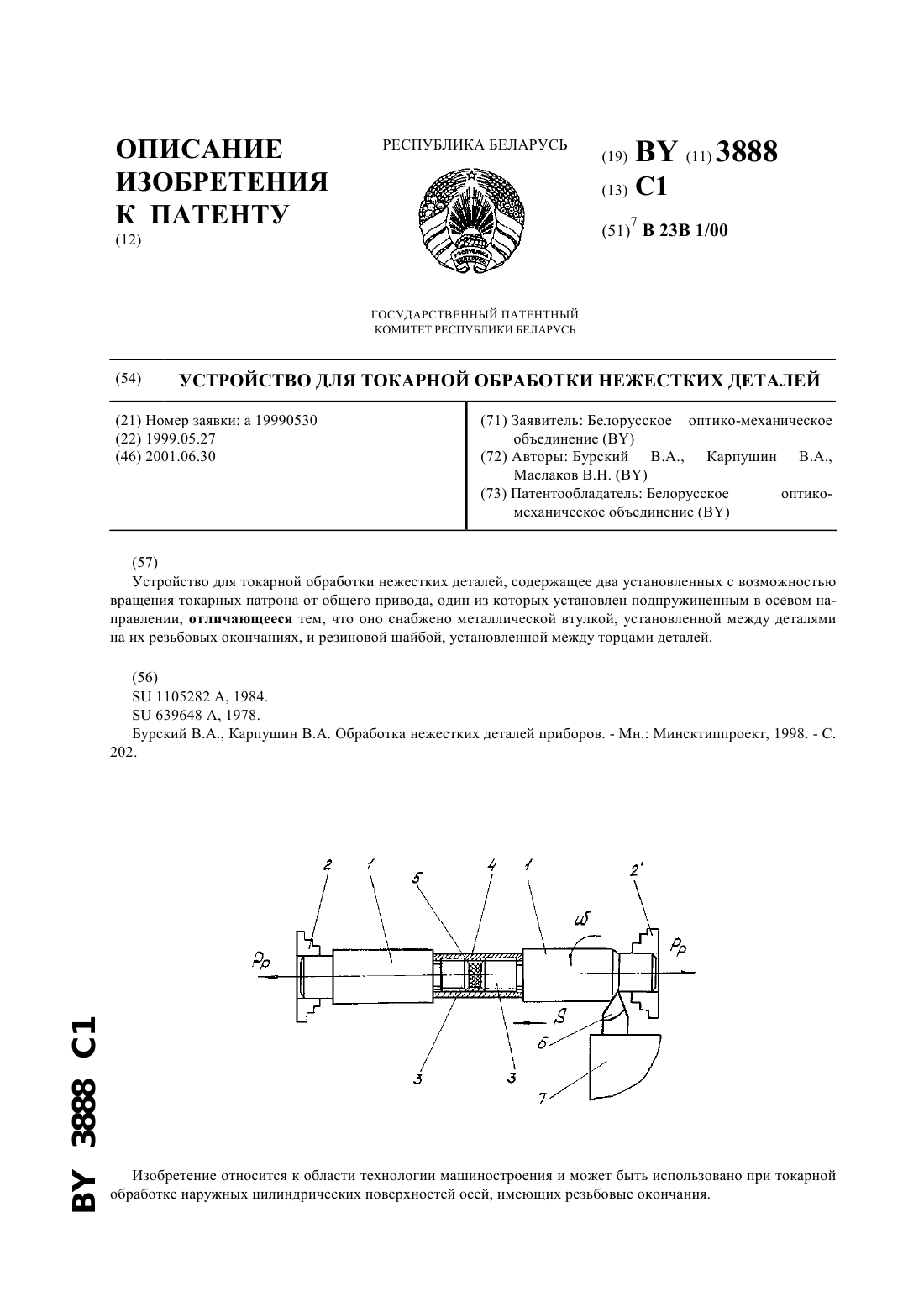
Номер патента: 3888
Опубликовано: 30.06.2001
Авторы: Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич
МПК: B23B 1/00
Метки: токарной, деталей, обработки, устройство, нежестких
Текст:
...возможности обработки деталей, имеющих резьбовые окончания, а также повышение производительности процесса обработки и качества обработанной поверхности. Это достигается тем, что в устройстве для токарной обработки нежестких деталей, содержащем два установленных с возможностью вращения токарных патронов общего привода, один из которых установлен подпружиненным в осевом направлении, устройство снабжено металлической втулкой, установленной...
Предыдущий патент: Речная электростанция
Следующий патент: Сушилка для сыпучих материалов
Случайный патент: Упаковочный контейнер для жидких продуктов