Способ плакирования взрывом заготовок с криволинейной поверхностью в форме шарового сегмента
Номер патента: 6554
Опубликовано: 30.09.2004
Авторы: Ядевич Александр Иванович, Стефанович Роман Викторович, Сериков Юрий Викторович, Корнилович Александр Васильевич, Борисов Евгений Павлович, Волчек Анатолий Яковлевич
Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ ЗАГОТОВОК С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ В ФОРМЕ ШАРОВОГО СЕГМЕНТА(71) Заявители Государственное учреждение Научно-исследовательский институт импульсных процессов с опытным производством Общество с ограниченной ответственностью Научно-производственное предприятие Хорда-гидравлика(72) Авторы Ядевич Александр Иванович Стефанович Роман Викторович Корнилович Александр Васильевич Волчек Анатолий Яковлевич Борисов Евгений Павлович Сериков Юрий Викторович(73) Патентообладатели Государственное учреждение Научно-исследовательский институт импульсных процессов с опытным производством Общество с ограниченной ответственностью Научно-производственное предприятие Хорда-гидравлика(57) Способ плакирования взрывом заготовок с криволинейной поверхностью в форме шарового сегмента, включающий профилирование плакирующей заготовки по конфигурации поверхности плакируемой, расположение их с зазором друг относительно друга, формование взрывчатого вещества и его инициирование, отличающийся тем, что плакирующую заготовку перед инициированием взрывчатого вещества смещают в сторону, обратную направлению детонации, на 0,51,0 высоты зазора.(56)2113955 1, 1998.2098250 1, 1997.3135560 1, 1983.57156882 , 1982.5470012 , 1995. Изобретение относится к области композиционных материалов. Способ может найти применение в машиностроении, автомобилестроении, тракторостроении и других отраслях промышленности для изготовления плакированных деталей различного назначения, в частности блоков цилиндров аксиально-плунжерных насосов. Известен способ плакирования взрывом, при котором плакирующую заготовку с зарядом взрывчатого вещества (ВВ) устанавливают относительно плакируемой с зазором и инициируют заряд ВВ 1. Недостатком способа является низкая прочность или отсутствие соединения при плакировании криволинейных поверхностей. Наиболее близким техническим решением является способ плакирования взрывом,включающий профилирование плакирующей заготовки по конфигурации поверхности плакируемой, расположение их с зазором друг относительно друга, формование взрывчатого вещества и его инициирование 2. Недостатком указанного способа плакирования взрывом является невозможность получения равнопрочного соединения (с одинаковой прочностью по всей площади сварного шва) при плакировании заготовок с криволинейной поверхностью, например с внутренней полостью в форме шарового сегмента. В этом случае при плакировании заготовок по указанному способу в центральных частях полости сваренной заготовки образуются непровары, а на остальной плакированной поверхности наблюдается соединение с увеличенными амплитудой и длиной волн к краю сферической поверхности, то есть не достигается равнопрочность соединения. Известно, что при плакировании взрывом металлических поверхностей прочность сварного шва определяется углом соударениясвариваемых заготовок 1. При данной толщине определенного металла угол соударения зависит от высоты заряда ВВ (Н) и величины зазора между заготовками (о). При равной высоте заряда ВВ угол соударения определяется временем разворота плакирующей заготовки под действием давления продуктов детонации заряда ВВ, который, в свою очередь, определяется величиной зазора между заготовками . Известно, что при высоте зазора , равной 0,8 толщины плакирующей пластины, ее разворот происходит практически на максимальный угол соударения. При сварке заготовок с плоскими поверхностями угол соударенияравен углу разворота плакирующей заготовки продуктами детонации . При прочих равных условиях с увеличением угла соударения до определенных значений прочность соединения возрастает от 0 до максимального значения и затем падает до 0. В тех случаях, когда для определенных заготовок угол соударенияявляется недостаточным для получения прочного соединения применяется угловая схема сварки, когда заготовки устанавливаются предварительно под углом . Тогда. При плакировании заготовок с криволинейной поверхностью в форме шарового сегмента в зоне перехода плоской плакируемой поверхности к поверхности сферической выемки(зона А, фиг. 1) происходит скачкообразное увеличение угла соударение на величину/2,где- диаметр сферической выемки у основания, - радиус выемки. 2 6554 1 Например, при плакировании бронзой с медным подслоем толщиной 3 мм стальной заготовки при 80 мм и 175 мм в зоне А (фиг. 1) уголсоставляет около 13, при оптимальном угле соударения на плоской части 6, то есть угол соударения в этой зоне скачкообразно возрастает более, чем в 3 раза. Вследствие этого в зоне перехода к сферической части происходит резкий рост волн, наблюдается их неравномерность и турбулентность, что в свою очередь приводит к непроварам, прожогам и т.д. и в конечном итоге к низкой прочности сварного соединения. Обратная картина наблюдается в зоне перехода от поверхности сферической выемки к плоской плакируемой поверхности (зона В, фиг. 1). В этом случае происходит скачкообразное уменьшение угла соударения, что приводит к плоскому соударению свариваемых поверхностей и соединение не образуется. Техническая задача, решаемая изобретением, заключается в получении равнопрочного соединения при плакировании плоских заготовок с криволинейной поверхностью в форме шарового сегмента. Поставленная задача достигается тем, что в известном способе плакирования взрывом заготовок с криволинейной поверхностью в форме шарового сегмента, включающем профилирование плакирующей заготовки по конфигурации поверхности плакируемой, расположение их с зазором друг относительно друга, формование взрывчатого вещества и его инициирование, плакирующую заготовку перед инициированием взрывчатого вещества смещают в сторону, обратную направлению детонации, на 0,51,0 высоты зазора. В заявляемой совокупности отличительных признаков формообразование плакирующей заготовки по конфигурации плакируемой поверхности обеспечивает режим скользящего соударения с двойным перегибом метаемой пластины при сохранении постоянными режимов сварки, что обеспечивает равнопрочное соединение. Изобретение поясняется чертежом (фиг. 2), на котором представлена схема установки обоймы с плакирующей заготовкой и зарядом ВВ на ней относительно плакируемой заготовки. Экспериментально установлено, что стабилизация режимов соударения, а, соответственно, получение равнопрочного соединения достигается тогда, когда плакирующую заготовку профилируют по конфигурации плакируемой поверхности в форме шарового сегмента на плоской заготовке и при установке смещают в сторону, обратную направлению детонации, на 0,51,0 высоты зазора между свариваемыми поверхностями. В этом случае в зоне перехода плоской плакируемой поверхности к поверхности сферической выемки (зона А, фиг. 1) происходит уменьшение зазора, а соответственно,уменьшение угла разворота плакирующей пластины продуктами детонации , что приводит в свою очередь к уменьшению угла соударения . В зоне перехода от поверхности сферической выемки к плоской плакируемой поверхности (зона В, фиг. 1) при смещении заготовок друг относительно друга происходит увеличение зазора, а, соответственно, возрастает угол разворота плакирующей пластины продуктами детонациии одновременно увеличивается угол соударения . При смещении плакирующей заготовки относительно плакируемой на величину менее 0,5 высоты зазора (о) эффект не достигается, а при смещении на величину более 1,0 высоты зазора (о), зазор в зоне перехода плоской поверхности к поверхности сферической выемки уменьшается настолько, что при метании затрудняется выход воздуха из зазора,вследствие чего происходит его захлопывание, прожог и разрушение заготовки. Сущность изобретение поясняется следующими примерами. Предлагаемый способ реализован при плакировании цилиндрической заготовки из стали 45 бронзой ПА Бр Огр 9-3 с медным подслоем толщиной 3,2 мм (фиг. 2). Изготавливают заготовку из стали 45120 мм высотой 40 мм, имеющую полость в форме шарового сегмента радиусом 175 мм и диаметром сечения у основания 80 мм. Бронзовую заготовку 1 с медным подслоем общей толщиной 3 мм, диаметром 140 мм профилируют по конфигурации плакируемой поверхности стальной заготовки. Спрофи 3 6554 1 лированную бронзовую заготовку 1 устанавливают на обойму 2 из полипропилена. Затем на поверхности плакирующей бронзовой заготовки формуют заряд ВВ 3 высотой 18 мм с 33. Обойму 2 с профилированной бронзовой заготовкой 1 и зарядом ВВ 3 устанавливают в выточки на стальной заготовке 4, обеспечив зазор 2,4 мм, что составляет 0,8 толщины плакирующей бронзовой заготовки 1. Затем обойму 2 с плакирующей бронзовой заготовкой 1 смещают относительно плакируемой в сторону, обратную направлению фронта детонации ВВ на 0 0,3 0,5 0,8 1,0 1,3 высоты зазора о, равного 2,4 мм, то есть на 0 0,7 1,2 1,9 2,4 и 3,1 мм. Затем на заряде ВВ 3 располагают электродетонатор 5 и проводят инициирование. После сварки обойма 2 разрушается. Результаты измерений прочности на отрыв слоев в зависимости от величины смещения плакирующей заготовки относительно плакируемой (как результат трех измерений) представлены в таблице. Место определения прочности соединения на сваренной заготовке представлено на фиг. 3. Таблица Прочность соединения, МПа Величина Место определения прочности соединения п/п смещения зона А зона Б зона В зона Г 1 0 230 50 145 200 2 0,3225 80 160 210 3 0,5230 220 225 225 4 0,8220 210 220 230 5 1,0225 205 215 220 6 1,3220 0 0 25 7 по прототипу 230 25 0 0 Как видно из результатов испытаний, равнопрочное соединение между сталью и бронзой достигается при смещении плакирующей заготовки относительно плакируемой на 0,51,0 высоты зазора (пп. 3, 4, 5). В этом случае различие в прочности по длине сваренной заготовки составляет 25 МПа. В других случаях это различие составляет 180 МПа (п. 1),145 МПа (п. 2) и 220 МПа (п. 6). При плакировании взрывом стальной заготовки с криволинейной поверхностью в форме шарового сегмента по способу-прототипу без смещения происходит разрушение заготовки, то есть получить равнопрочное соединение невозможно. Экспериментально установлено, что использование предлагаемого способа позволяет получить равнопрочное соединение плакированием взрывом заготовок с локальными сферическими полостями в случаях, когда соотношение радиуса сферы к диаметру сферической выемки не менее 1,5 при радиусе сферы не более 300 мм. Таким образом, использование предлагаемого способа позволяет получить равнопрочное соединение при плакировании взрывом металлических поверхностей с локальными полостями в форме шарового сегмента. Источники информации 1. Дерибас А.А. Физика упрочнения и сварки взрывом. - Новосибирск Наука, 1972. С. 47-51. 2. Крупин А.В. и др. Обработка металлов взрывом. - М. Металлургия, 1991. - С. 458459. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23K 20/08
Метки: криволинейной, способ, форме, плакирования, заготовок, взрывом, поверхностью, сегмента, шарового
Код ссылки
<a href="https://by.patents.su/5-6554-sposob-plakirovaniya-vzryvom-zagotovok-s-krivolinejjnojj-poverhnostyu-v-forme-sharovogo-segmenta.html" rel="bookmark" title="База патентов Беларуси">Способ плакирования взрывом заготовок с криволинейной поверхностью в форме шарового сегмента</a>
Металлическая проволока с обработанной поверхностью, используемая при изготовлении усиливающих конструкций изделий из эластомерных материалов, способ плакирования поверхности стального сердечника, содержащегося в проволоке (варианты), усиливающая констру
Номер патента: 5095
Опубликовано: 30.06.2003
Авторы: Пьетро КАВАЛЛОТТИ, Федерико ПАВАН
МПК: B29C 70/00, C25D 5/00, C23C 2/38...
Метки: варианты, конструкций, проволоке, эластомерных, обработанной, изделий, плакирования, материалов, используемая, сердечника, усиливающих, содержащегося, поверхностью, металлическая, проволока, констру, способ, стального, усиливающая, поверхности, изготовлении
Текст:
...в концентрации от 80 до 120 г/л сульфат аммония в концентрации от 60 до 90 г/л тиоцианат аммония в концентрации от 40 до 80 г/л. В первой электролитической ванне поддерживают температуру, выбираемую в диапазоне от 20 до 40 С, при значениях рН, лежащих в диапазоне от 4,5 до 5,5, предпочтительно 5,0. К первой электролитической ванне прикладывают катодный ток плотностью от 15 до 25 А/дм 2. Вторая электролитическая ванна содержит гептагидрат...
Дверца камеры сварки взрывом
Номер патента: 5007
Опубликовано: 30.03.2003
Авторы: Недошитко Лариса Павловна, Романенков Владимир Андреевич, Каспер Юрий Владимирович
МПК: E06B 3/34, B23K 20/08
Метки: взрывом, сварки, дверца, камеры
Текст:
...общий вид дверцы. На фиг. 2 вид по А-А. На фиг. 3 вид по Б-Б. Дверца устанавливается на цилиндрической стенке камеры сварки взрывом 1 (фиг. 1) и содержит полотно 2 (фиг. 2), закрепленное на обрамлении 3 между двумя направляющими 4. Стопор 5 в сборе с пружиной 6, работающей на скручивание на оси 7, своим коротким концом покоится на ручке 8. Дверца работает следующим образом в состоянии перед взрывом стопор 5 с помощью ручки 8 удерживает...
Атовакон в форме частиц, фармацевтическая композиция, способ получения атовакона в форме частиц и способ получения фармацевтической композиции
Номер патента: 4673
Опубликовано: 30.09.2002
Автор: Алан Рой ДЕРН
МПК: A61P 33/02, A61K 31/12, A61K 9/14...
Метки: атовакона, атовакон, форме, получения, способ, фармацевтическая, композиция, фармацевтической, композиции, частиц
Текст:
...через пространственно неподвижную площадь, в которой происходит выделение энергии, то повышенная однородность размера частиц и более маленькие размеры достигаются скорее при использовании Микропсевдоожижителя, чем при использовании традиционных методов получения тонкодисперсных частиц. Таким образом, в первом аспекте настоящее изобретение обеспечивает маленькие частицы атовакона. Предпочтительно частицы являются микропсевдоожиженными...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Король В. А., Степаненко А. В., Исаевич Г. А.
МПК: B21H 7/00
Метки: длине, осуществления, заготовок, переменным, изготовления, устройство, профилем, способ, изделий
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Уплотнение шарового затвора
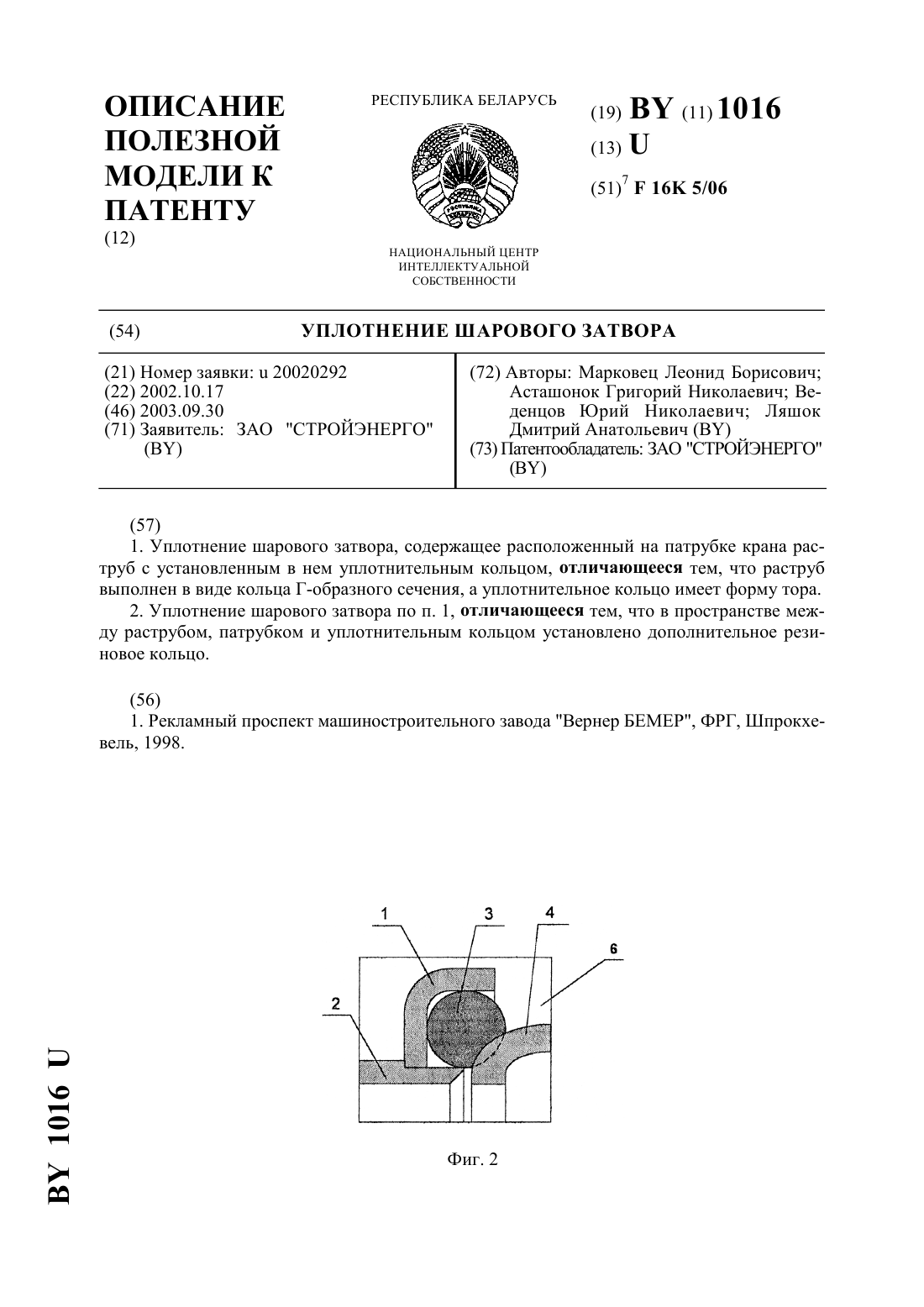
Номер патента: U 1016
Опубликовано: 30.09.2003
Авторы: Ляшок Дмитрий Анатольевич, Марковец Леонид Борисович, Асташонок Григорий Николаевич, Веденцов Юрий Николаевич
МПК: F16K 5/06
Метки: шарового, затвора, уплотнение
Текст:
...от назначения шарового крана. Это позволяет исключить пружины, т.к. упругие свойства примененного материала выполняют функции пружин (поджатие уплотнительного кольца к шаровой пробке, обеспечивающее плотность затвора при малых рабочих давлениях и колебаниях температуры и компенсацию износа). Кроме того, эластичное уплотнительное кольцо не требует высокой точности посадочного места под его установку,что дает возможность сложный для...
Предыдущий патент: Эндопротез коленного сустава
Следующий патент: Припой для высокотемпературной пайки
Случайный патент: Способ диагностики хронической гипергликемии