Способ упрочнения дисковых фрез металлокерамическим твердым сплавом
Номер патента: 6368
Опубликовано: 30.09.2004
Авторы: Клименков Степан Степанович, Груздев Дмитрий Александрович, Новиков Александр Кузьмич

Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРОЧНЕНИЯ ДИСКОВЫХ ФРЕЗ МЕТАЛЛОКЕРАМИЧЕСКИМ ТВЕРДЫМ СПЛАВОМ(71) Заявитель Витебский государственный технологический университет(72) Авторы Клименков Степан Степанович Груздев Дмитрий Александрович Новиков Александр Кузьмич(73) Патентообладатель Витебский государственный технологический университет(57) Способ упрочнения дисковых фрез металлокерамическим твердым сплавом, включающий вращение металлической заготовки фрезы относительно оси с пропусканием через заготовку электрического тока, отличающийся тем, что упрочнение осуществляют путем гальванического осаждения, при этом до придачи заготовке вращения производят нанесение на ее поверхность из электролита металлической фазы твердого сплава при плотности тока 15 А/дм 2, вращение заготовки осуществляют со скоростью 0,4-0,6 м/с при одновременном осаждении из электролита металлической фазы твердого сплава при плотности тока 50 А/дм 2 и керамической фазы твердого сплава с размерами частиц 5-10 мкм.(56) амойлов В.С. и др. Металлообрабатывающий твердосплавной инструмент Справочник. - М. Машиностроение, 1988. - С. 215.1310147 1, 1987.1526940 1, 1989.1534100 1, 1990.2096518 1, 1997.0352721 2, 1990.4405411 , 1983.05059582 , 1993. 6368 1 Изобретение относится к машиностроению, в частности к способу упрочнения дисковых фрез металлокерамическим твердым сплавом. В настоящее время изготовление твердосплавных дисковых фрез соединением твердого сплава со стальной основой осуществляются следующими способами пайкой пластин из твердого сплава припоями с высокой температурой плавления, диффузионной сваркой и склеиванием. Дисковые фрезы шириной до 5 мм изготавливают также из монолитных твердосплавных заготовок. Прототипом предлагаемого способа является электроконтактный способ изготовления твердосплавных дисковых фрез, при котором соединение твердого сплава со стальной основой осуществляется пайкой припоями с высокой температурой плавления 1, стр. 215. С помощью данного способа можно паять твердосплавные фрезы с шириной пластин до 6,5 мм. Твердосплавные пластины крепятся с помощью специального клея в пазах, предварительно выполненных на зубьях заготовки дисковой фрезы. Через заготовку и электрод, поджимающий пластину, проводится электрический ток. В результате контактного плавления образуется сплав, который заполняет зазор между твердосплавной пластиной и стальной основой заготовки дисковой фрезы и при кристаллизации образует паяное соединение. Припаивание всех пластин осуществляется за счет дискретного вращения заготовки дисковой фрезы. Недостатками данного способа являются малая производительность процесса и низкое качество соединения твердого сплава со сталью. Кроме того, требуются предварительная механическая обработка, которая занимает значительную часть времени технологического процесса. Особое внимание уделяется подготовке инструмента и пластин из твердого сплава к пайке. Поверхности, по которым образуется паяный шов, должны быть ровными, чистыми, без трещин, расслоя, вспучивания. Анализ эксплуатации напайного инструмента, показывает, что 20 его, а на некоторых предприятиях и более, выходит из строя в результате выпадения пластин из твердого сплава и поломок в результате трещин. Технической задачей, на решение которой направлено изобретение, является упрочнение дисковых фрез металлокерамическим твердым сплавом. Указанная техническая задача решается за счет того, что упрочнение осуществляют путем гальванического осаждения, при этом до подачи заготовке вращения производят нанесение на ее поверхность из электролита металлической фазы твердого сплава при плотности тока 15 А/дм 2, вращение заготовки осуществляют со скоростью 0,40,6 м/с при одновременном осаждении из электролита металлической фазы твердого сплава при плотности тока 50 А/дм 2 и керамической фазы с размерами частиц 510 мкм. Принципиальная схема реализации способа изображена на фиг. 1. На фиг. 1 обозначены стойка 1, лопастной смеситель 2, заготовка дисковой фрезы 3,прокладка 4, цилиндрический кобальтовый анод 5, кольцо 6, цилиндрическая гальваническая ванна 7. Направление движения потока электролита-суспензии показано стрелками. Способ осуществляется следующим образом. Набор заготовок дисковых фрез 3 с чередованием прокладок 4 из непроводящих электрический ток материалов устанавливают на стойке 1, являющейся катодом, и помещают в гальваническую ванну 7. Ванна заполняется электролитом с мелкодисперсными металлокерамическими частицами с гранулометрическим составом 510 мкм, распределенных по всему объему раствора. Применение прокладок 4 из непроводящих электрический ток материалов позволяет значительно сэкономить расход осаждаемого материала за счет локализации тех участков, на которые наносится покрытие. Внедрение частиц, поддерживаемых во взвешенном состоянии посредством механического перемешивания лопастным смесителем 2, в гальванический осадок происходит одновременно с увеличением слоя осаждаемого материала. Циркуляция электролита-суспензии осуществляется с помощью окон, прорезанных в аноде 5. Перемешивание элетролита-суспензии осуществляется с целью 2 6368 1 интенсификации процесса, так как вследствие этого быстрее восполняется убыль разрядившихся на катоде ионов металла, применяющегося в качестве связки. Фиксация анода в горизонтальном положении осуществляется с помощью кольца 6. Вращательное движение сообщается стойке 1 с закрепленными на ней смесителем, дисковыми фрезами и прокладками. С целью качественного внедрения металлокерамических частиц в осадок вращение необходимо осуществлять навстречу зубьям дисковой фрезы. Скорость движения электролита-суспензии составляет 0,40,6 м/с. Плотность тока данного процесса составляет 50 А/дм 2. Пример. Упрочнение дисковых фрез металлокерамическим твердым сплавом по предлагаемому способу. Дисковые фрезы, на зубья, которых планируется нанести металлокерамический твердый сплав, подвергают обезжириванию в растворе(2030 г/л). После этого поверхности заготовок дисковых фрез, на которые не планируется наносить композиционное покрытие, изолируют при помощи токоизолирующих прокладок, не вступающих в реакцию с соляной кислотой. Поверхности зубьев дисковых фрез подвергают травлению в 15 растворе соляной кислоты в течение 2 минут и последующей промывке в воде. После проведения подготовительных операций набор дисковых фрез помещают в гальваническую ванну, заполненную электролитом следующего состава 180 г/л 472 4 25 г/л Н 3 ВО 3 30 г/л 180 г/л 472 4 25 г/л Н 3 ВО 3 30 г/л. Для нанесения металлической подложки завеску набора дисковых фрез в гальваническую ванну осуществляют под током. Плотность тока 15 А/дм 2. В качестве анодов используется никелевый литой полый цилиндр, так как он растворяется более равномерно. Процесс осаждения металлической подложки - 15 мин. Набору заготовок дисковых фрез придается вращательное движение со скоростью 0,5 м/с. Вращение осуществляется навстречу зубьям дисковой фрезы. В ванну с электролитом добавляют частицы карбида хрома с гранулометрическим составом 5-10 мкм и в количестве 330450 г/л. После засыпки частиц карбида хрома плотность тока повышается до 50 А/дм 2. Температура электролита-суспензии поддерживается в пределах 5560 С, а РН - электролита 5,5. Процесс осаждения композиционного покрытия продолжался 22,5 часа. После извлечения из ванны осуществлена промывка дисковых фрез. Толщина осажденного слоя составляет 0,50,7 мм. Состав композиционного покрытия 41 карбид хрома 59 . Твердость полученного на заготовке дисковой фрезы металлокерамического твердого сплава 80 . Прочность при изгибе 65 кгс/мм 2, при сжатии - 330 кгс/мм 2. Источники информации 1. Металлообрабатывающий твердосплавной инструмент Справочник / Самойлов, Э.Ф. Эйхманс и др. - М. Машиностроение, 1988. - С. 367. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C25D 5/04
Метки: твердым, фрез, дисковых, способ, сплавом, металлокерамическим, упрочнения
Код ссылки
<a href="https://by.patents.su/3-6368-sposob-uprochneniya-diskovyh-frez-metallokeramicheskim-tverdym-splavom.html" rel="bookmark" title="База патентов Беларуси">Способ упрочнения дисковых фрез металлокерамическим твердым сплавом</a>
Способ упрочнения алмаза
Номер патента: 2282
Опубликовано: 30.09.1998
Авторы: Коршунов Федор Павлович, Шипило Виктор Брониславович, Шишонок Елена Михайловна, Попельнюк Галина Петровна
МПК: C01B 31/06, C30B 29/04, C30B 33/04...
Метки: упрочнения, способ, алмаза
Текст:
...атомы и вакансии. Молекулы углекислого газа, окружающие алмазный порошок во время облучения, диссоциируют на ионы углерода и кислорода. Последующая температурная обработка при Т 450-750 С интенсифицирует в алмазе диффузионные процессы, приводит к миграции по решетке междоузлий и вакансий. Прочность алмазных порошков, обработанных по данному способу, возрастает по двум основным причинам. Во-первых, за счет снижения в материале...
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Пасах Е. В., Кукин С. Ф.
МПК: B24B 39/02
Метки: цилиндрических, ультразвуком, способ, деталей, упрочнения, поверхностей, наружных
Текст:
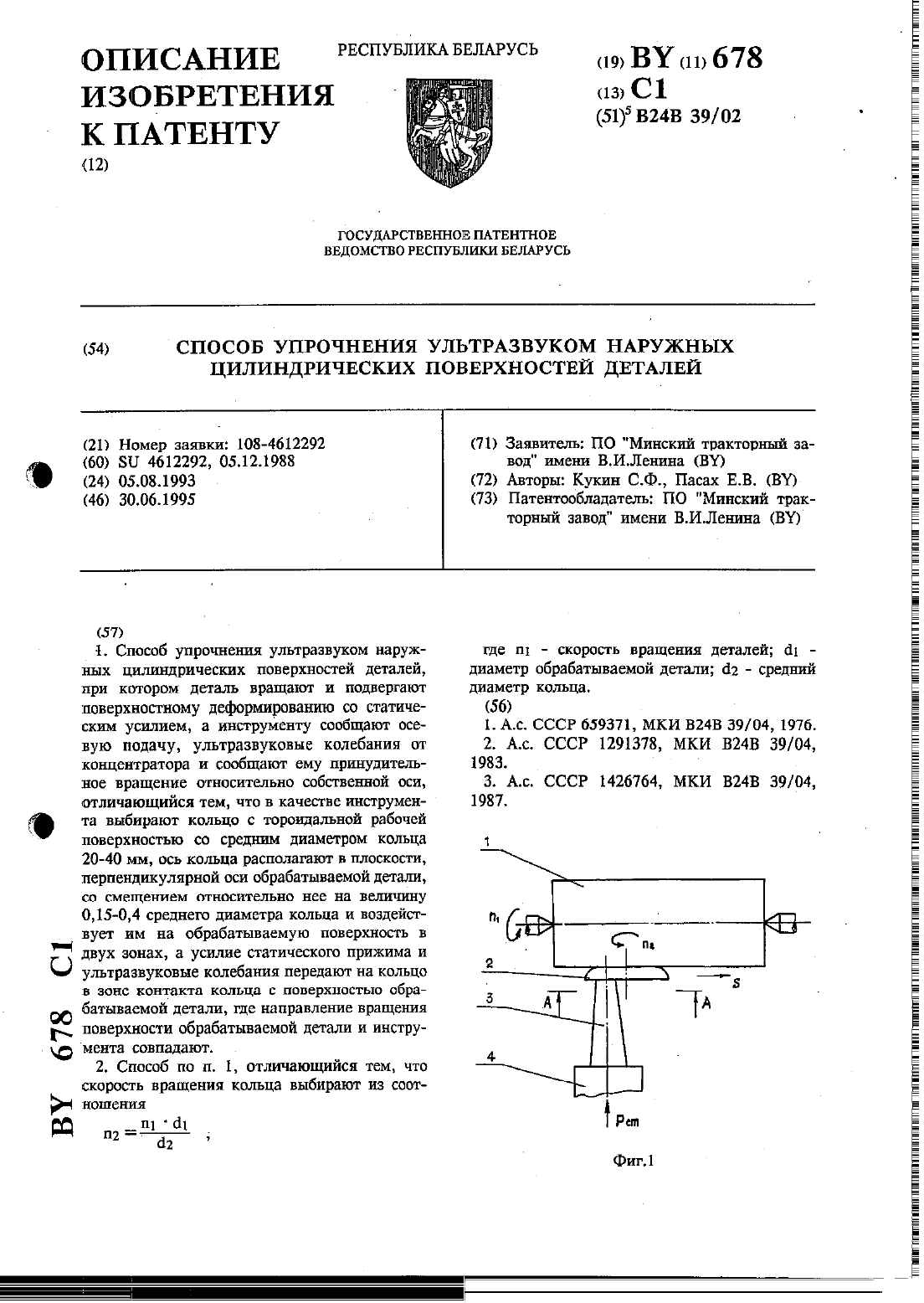
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Способ формования композиционного материала
Номер патента: 5796
Опубликовано: 30.12.2003
Авторы: Клименков Степан Степанович, Трубников Юрий Валентинович, Новиков Александр Кузьмич
МПК: C25D 15/00
Метки: способ, композиционного, материала, формования
Текст:
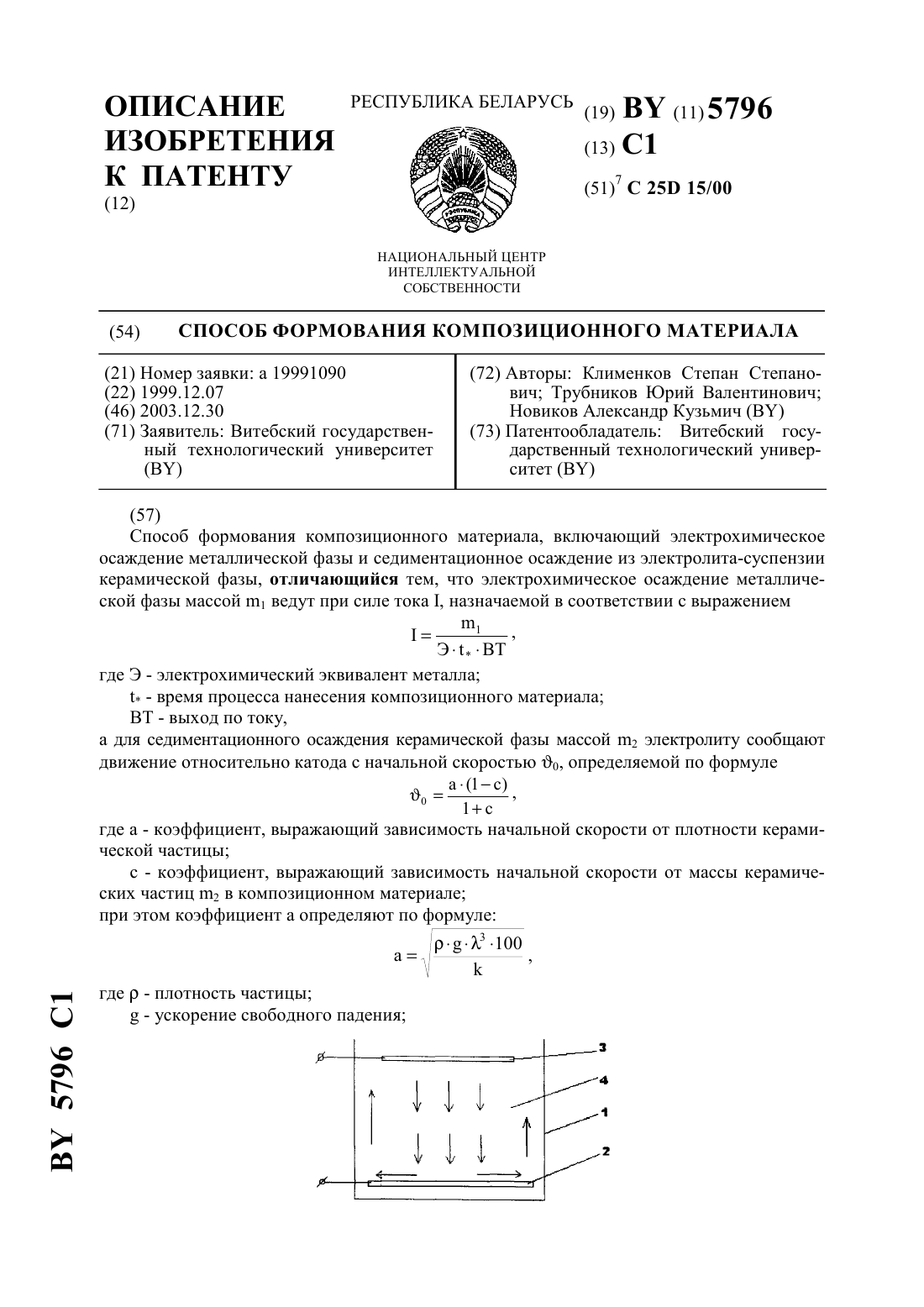
...время процесса нанесения композиционного материала ВТ - выход по току,2 5796 1 а для седиментационного осаждения керамической фазы массой 2 электролиту сообщают движение относительно катода со скоростью 0, определяемой по формуле(1) 0,1 где а - коэффициент, выражающий зависимость начальной скорости от плотности керамической частицы с - коэффициент, выражающий зависимость начальной скорости от массы керамических частиц 2 в композиционном...
Фреза холодная
Номер патента: U 754
Опубликовано: 30.12.2002
Авторы: Канашевский Александр Георгиевич, Журавский Сергей Леонидович, Шутман Марат Иосифович
МПК: B23C 5/00, E01C 23/06
Текст:
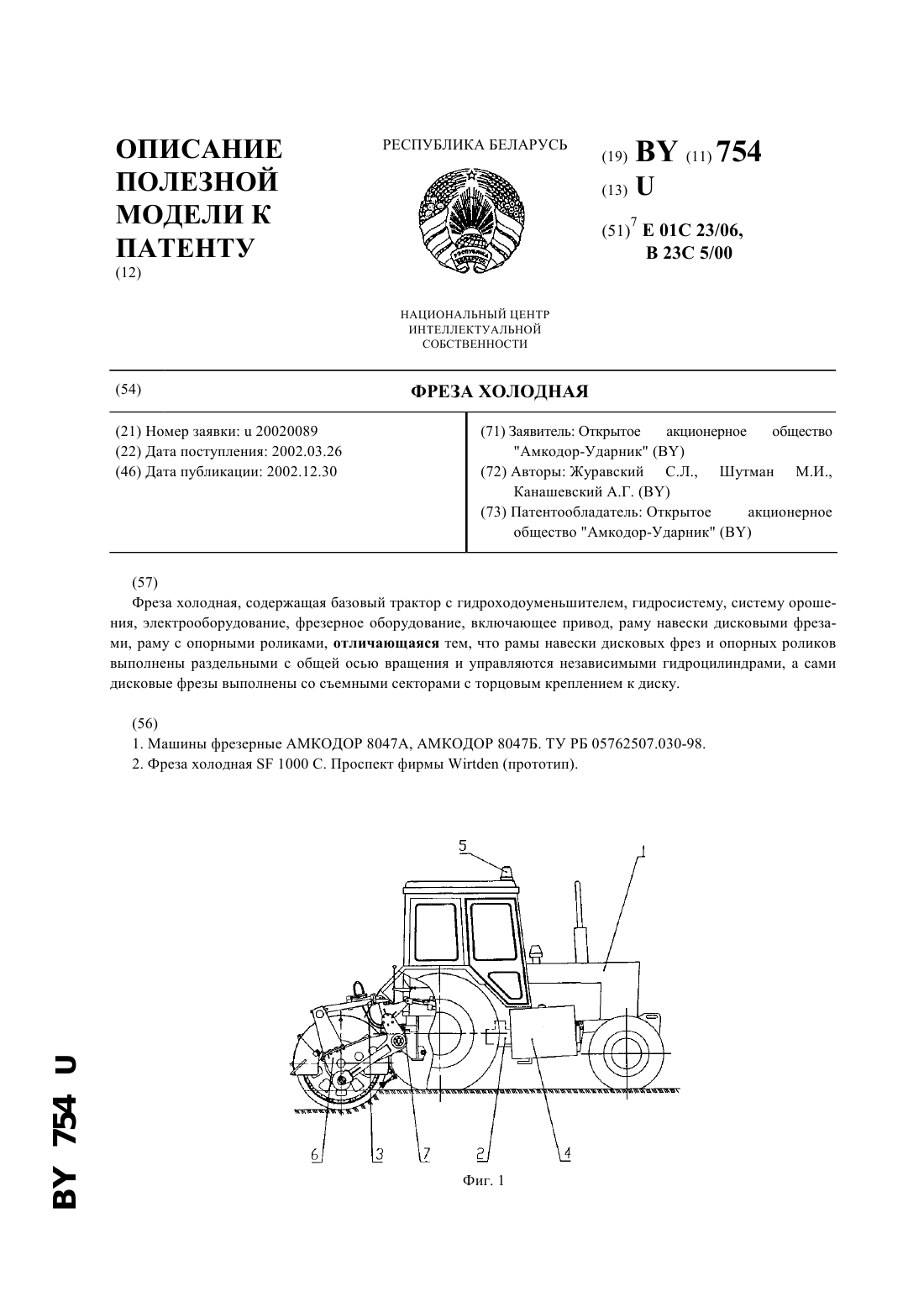
...общий вид. Фиг. 2 - фрезерное оборудование, общий вид. Фиг. 3 - то же, вид сверху. Фиг. 4 - сечение по А-А по фиг. 2. Фиг. 5 - дисковая фреза. Фреза холодная содержит базовый трактор 1 с гидроходоуменьшителем 2, гидросистему 3, систему орошения 4, электрооборудование 5, фрезерное оборудование 6, включающее привод 7, раму навески 8 дисковых фрез 9 и 10 и раму 11 с опорными роликами 12 и 13. Фрезерное оборудование 6 закреплено в задней...
Устройство для магнитоэлектрического упрочнения деталей
Номер патента: 5564
Опубликовано: 30.09.2003
Авторы: Кульгейко Михаил Петрович, Гринкевич Игорь Викторович
МПК: B23H 9/00
Метки: упрочнения, магнитоэлектрического, деталей, устройство
Текст:
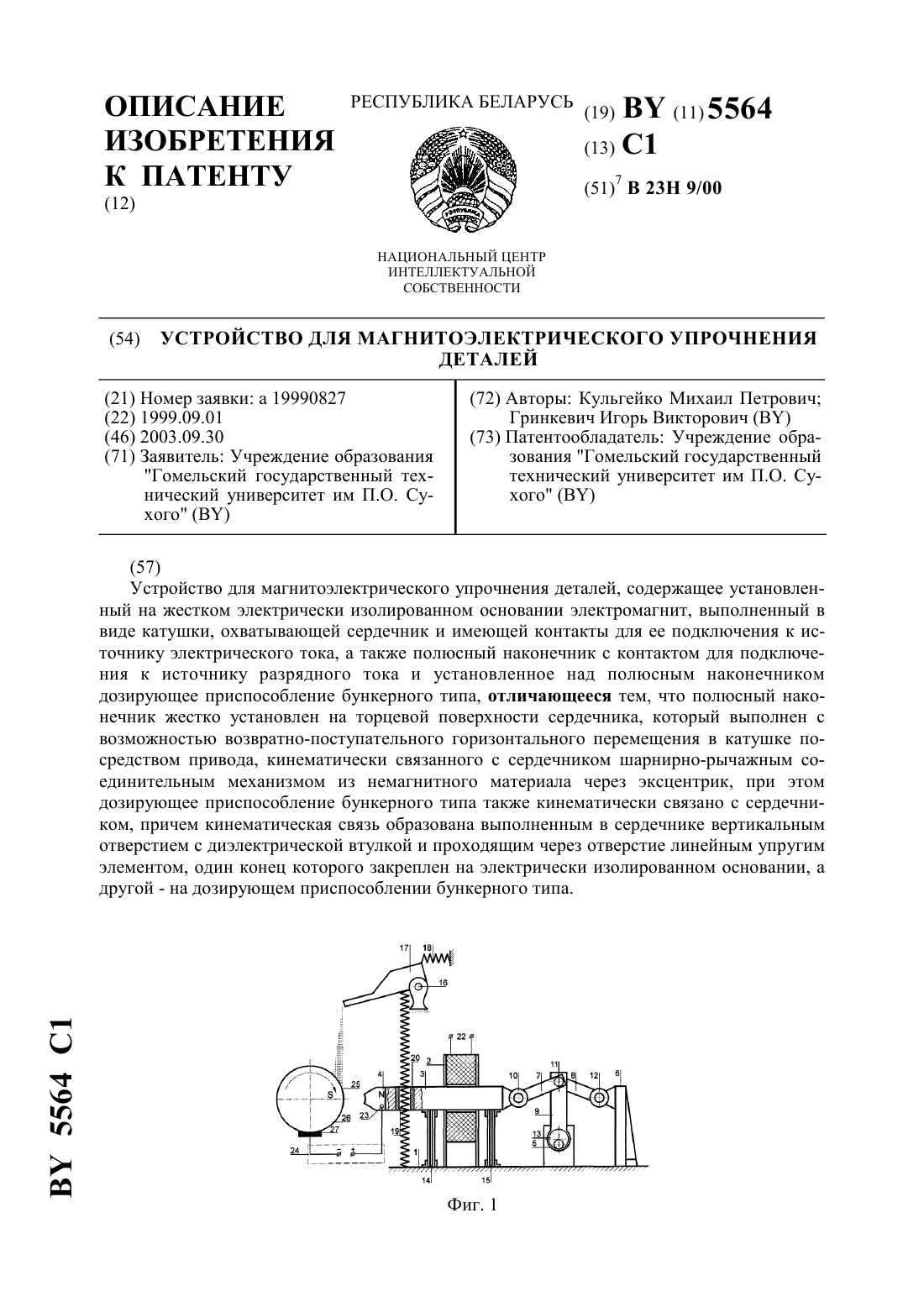
...которая зависит от равномерности подачи порошка в рабочий зазор. Поэтому,базирующее приспособление бункерного типа должно иметь средство регулирования скорости подачи ферропорошка. Задачей настоящего изобретения является повышение стабильности процесса упрочнения за счет обеспечения постоянства минимальной величины рабочего зазора и однородности магнитного поля в нем, возможности варьирования частотой осцилляции и скоростью подачи...
Предыдущий патент: Установка для термообработки дисперсных материалов
Следующий патент: Способ получения напряженно-деформированного состояния образца материала для определения его механических характеристик при сжатии
Случайный патент: Вакуумная установка