Сварочная машина для изготовления проволочных сеток и плоских каркасов
Номер патента: 2110
Опубликовано: 30.06.1998
Авторы: Столович Александр Юрьевич, Боровицкий Игорь Константинович, Дубовский Александр Семенович, Нагаев Борис Петрович
Текст
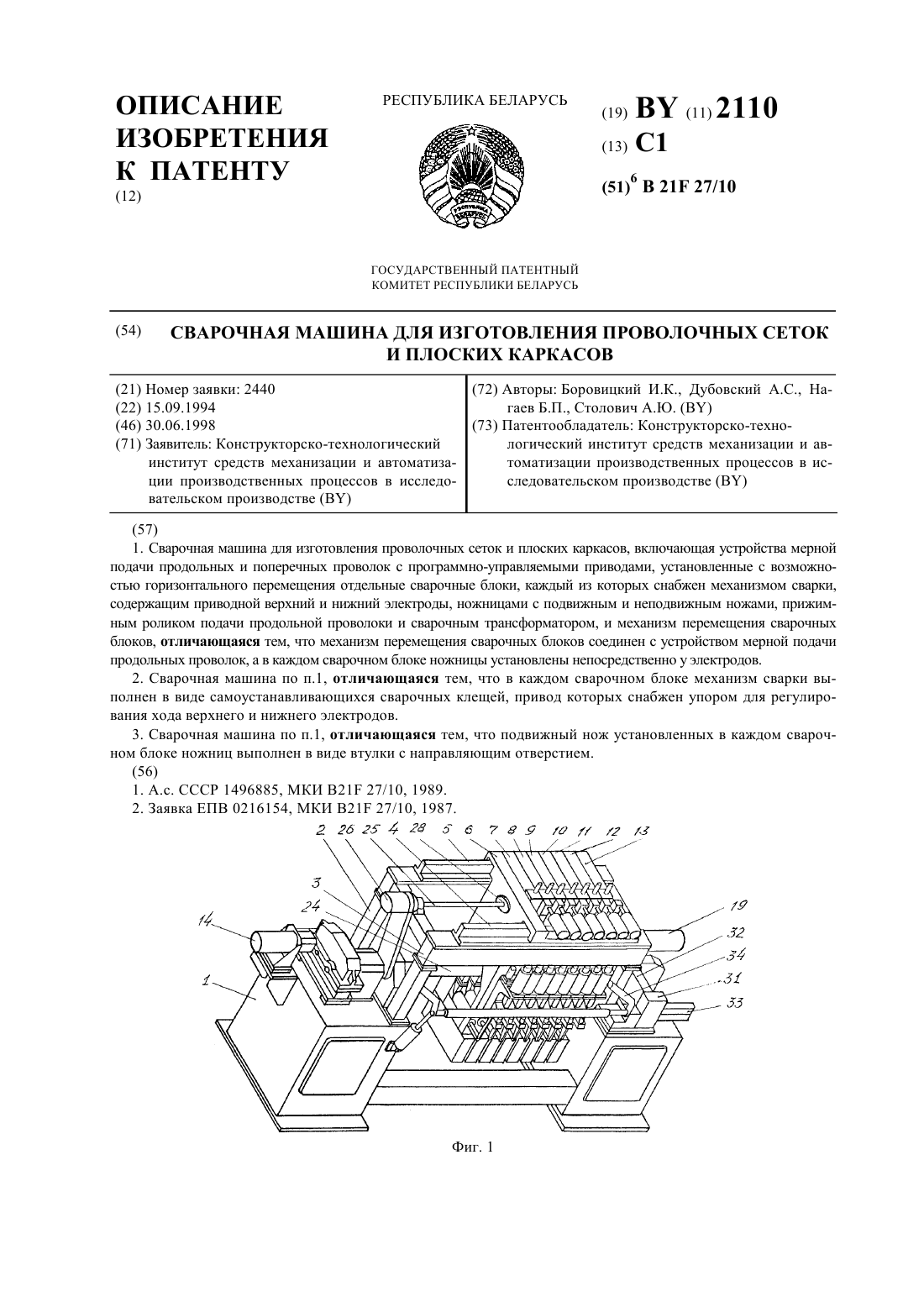
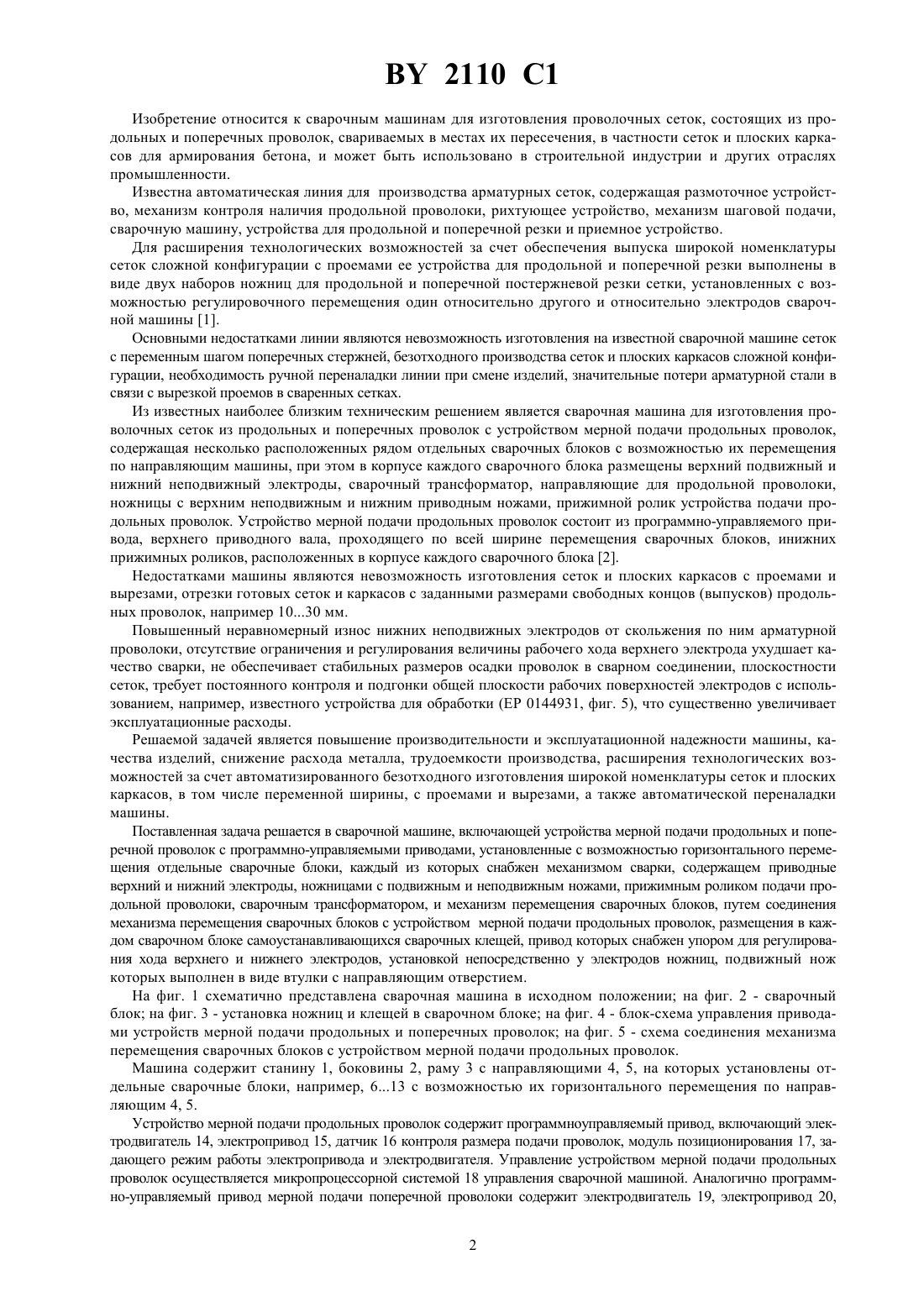
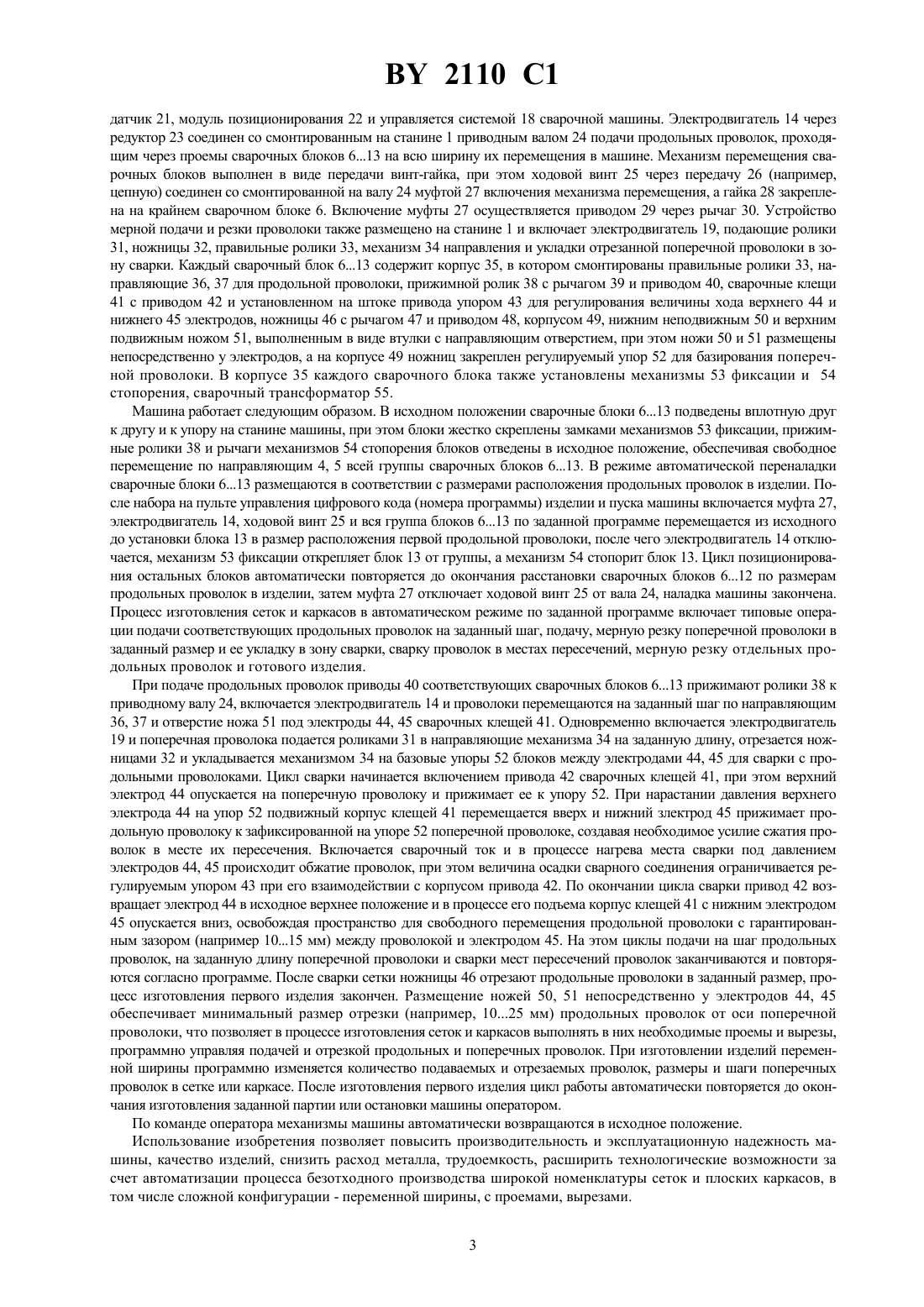
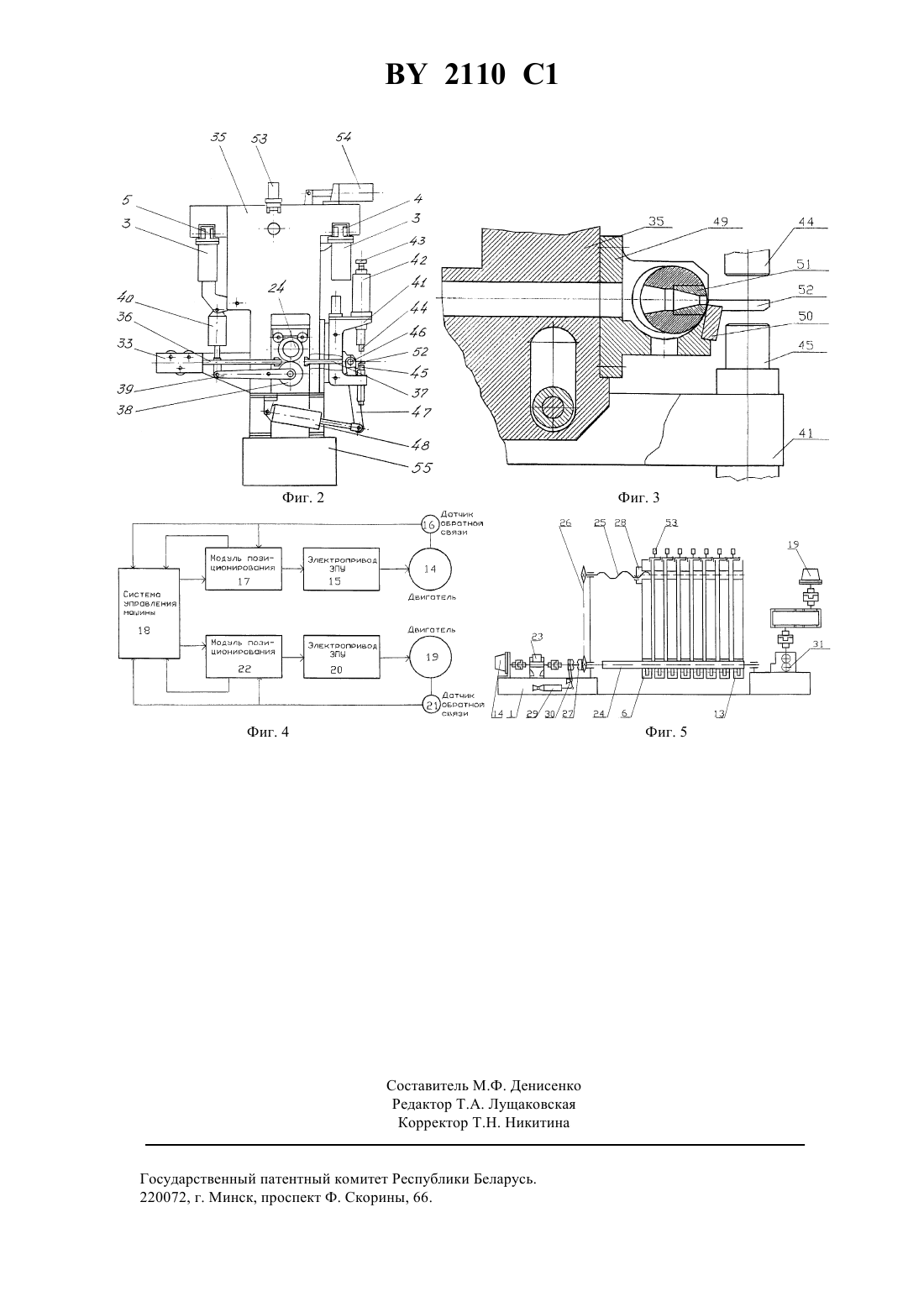
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СВАРОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СЕТОК И ПЛОСКИХ КАРКАСОВ(73) Патентообладатель Конструкторско-техно(46) 30.06.1998 логический институт средств механизации и ав(71) Заявитель Конструкторско-технологический томатизации производственных процессов в исинститут средств механизации и автоматизаследовательском производствеции производственных процессов в исследовательском производстве(57) 1. Сварочная машина для изготовления проволочных сеток и плоских каркасов, включающая устройства мерной подачи продольных и поперечных проволок с программно-управляемыми приводами, установленные с возможностью горизонтального перемещения отдельные сварочные блоки, каждый из которых снабжен механизмом сварки,содержащим приводной верхний и нижний электроды, ножницами с подвижным и неподвижным ножами, прижимным роликом подачи продольной проволоки и сварочным трансформатором, и механизм перемещения сварочных блоков, отличающаяся тем, что механизм перемещения сварочных блоков соединен с устройством мерной подачи продольных проволок, а в каждом сварочном блоке ножницы установлены непосредственно у электродов. 2. Сварочная машина по п.1, отличающаяся тем, что в каждом сварочном блоке механизм сварки выполнен в виде самоустанавливающихся сварочных клещей, привод которых снабжен упором для регулирования хода верхнего и нижнего электродов. 3. Сварочная машина по п.1, отличающаяся тем, что подвижный нож установленных в каждом сварочном блоке ножниц выполнен в виде втулки с направляющим отверстием. 2110 1 Изобретение относится к сварочным машинам для изготовления проволочных сеток, состоящих из продольных и поперечных проволок, свариваемых в местах их пересечения, в частности сеток и плоских каркасов для армирования бетона, и может быть использовано в строительной индустрии и других отраслях промышленности. Известна автоматическая линия для производства арматурных сеток, содержащая размоточное устройство, механизм контроля наличия продольной проволоки, рихтующее устройство, механизм шаговой подачи,сварочную машину, устройства для продольной и поперечной резки и приемное устройство. Для расширения технологических возможностей за счет обеспечения выпуска широкой номенклатуры сеток сложной конфигурации с проемами ее устройства для продольной и поперечной резки выполнены в виде двух наборов ножниц для продольной и поперечной постержневой резки сетки, установленных с возможностью регулировочного перемещения один относительно другого и относительно электродов сварочной машины 1. Основными недостатками линии являются невозможность изготовления на известной сварочной машине сеток с переменным шагом поперечных стержней, безотходного производства сеток и плоских каркасов сложной конфигурации, необходимость ручной переналадки линии при смене изделий, значительные потери арматурной стали в связи с вырезкой проемов в сваренных сетках. Из известных наиболее близким техническим решением является сварочная машина для изготовления проволочных сеток из продольных и поперечных проволок с устройством мерной подачи продольных проволок,содержащая несколько расположенных рядом отдельных сварочных блоков с возможностью их перемещения по направляющим машины, при этом в корпусе каждого сварочного блока размещены верхний подвижный и нижний неподвижный электроды, сварочный трансформатор, направляющие для продольной проволоки,ножницы с верхним неподвижным и нижним приводным ножами, прижимной ролик устройства подачи продольных проволок. Устройство мерной подачи продольных проволок состоит из программно-управляемого привода, верхнего приводного вала, проходящего по всей ширине перемещения сварочных блоков, инижних прижимных роликов, расположенных в корпусе каждого сварочного блока 2. Недостатками машины являются невозможность изготовления сеток и плоских каркасов с проемами и вырезами, отрезки готовых сеток и каркасов с заданными размерами свободных концов (выпусков) продольных проволок, например 1030 мм. Повышенный неравномерный износ нижних неподвижных электродов от скольжения по ним арматурной проволоки, отсутствие ограничения и регулирования величины рабочего хода верхнего электрода ухудшает качество сварки, не обеспечивает стабильных размеров осадки проволок в сварном соединении, плоскостности сеток, требует постоянного контроля и подгонки общей плоскости рабочих поверхностей электродов с использованием, например, известного устройства для обработки (ЕР 0144931, фиг. 5), что существенно увеличивает эксплуатационные расходы. Решаемой задачей является повышение производительности и эксплуатационной надежности машины, качества изделий, снижение расхода металла, трудоемкости производства, расширения технологических возможностей за счет автоматизированного безотходного изготовления широкой номенклатуры сеток и плоских каркасов, в том числе переменной ширины, с проемами и вырезами, а также автоматической переналадки машины. Поставленная задача решается в сварочной машине, включающей устройства мерной подачи продольных и поперечной проволок с программно-управляемыми приводами, установленные с возможностью горизонтального перемещения отдельные сварочные блоки, каждый из которых снабжен механизмом сварки, содержащем приводные верхний и нижний электроды, ножницами с подвижным и неподвижным ножами, прижимным роликом подачи продольной проволоки, сварочным трансформатором, и механизм перемещения сварочных блоков, путем соединения механизма перемещения сварочных блоков с устройством мерной подачи продольных проволок, размещения в каждом сварочном блоке самоустанавливающихся сварочных клещей, привод которых снабжен упором для регулирования хода верхнего и нижнего электродов, установкой непосредственно у электродов ножниц, подвижный нож которых выполнен в виде втулки с направляющим отверстием. На фиг. 1 схематично представлена сварочная машина в исходном положении на фиг. 2 - сварочный блок на фиг. 3 - установка ножниц и клещей в сварочном блоке на фиг. 4 - блок-схема управления приводами устройств мерной подачи продольных и поперечных проволок на фиг. 5 - схема соединения механизма перемещения сварочных блоков с устройством мерной подачи продольных проволок. Машина содержит станину 1, боковины 2, раму 3 с направляющими 4, 5, на которых установлены отдельные сварочные блоки, например, 613 с возможностью их горизонтального перемещения по направляющим 4, 5. Устройство мерной подачи продольных проволок содержит программноуправляемый привод, включающий электродвигатель 14, электропривод 15, датчик 16 контроля размера подачи проволок, модуль позиционирования 17, задающего режим работы электропривода и электродвигателя. Управление устройством мерной подачи продольных проволок осуществляется микропроцессорной системой 18 управления сварочной машиной. Аналогично программно-управляемый привод мерной подачи поперечной проволоки содержит электродвигатель 19, электропривод 20,2 2110 1 датчик 21, модуль позиционирования 22 и управляется системой 18 сварочной машины. Электродвигатель 14 через редуктор 23 соединен со смонтированным на станине 1 приводным валом 24 подачи продольных проволок, проходящим через проемы сварочных блоков 613 на всю ширину их перемещения в машине. Механизм перемещения сварочных блоков выполнен в виде передачи винт-гайка, при этом ходовой винт 25 через передачу 26 (например,цепную) соединен со смонтированной на валу 24 муфтой 27 включения механизма перемещения, а гайка 28 закреплена на крайнем сварочном блоке 6. Включение муфты 27 осуществляется приводом 29 через рычаг 30. Устройство мерной подачи и резки проволоки также размещено на станине 1 и включает электродвигатель 19, подающие ролики 31, ножницы 32, правильные ролики 33, механизм 34 направления и укладки отрезанной поперечной проволоки в зону сварки. Каждый сварочный блок 613 содержит корпус 35, в котором смонтированы правильные ролики 33, направляющие 36, 37 для продольной проволоки, прижимной ролик 38 с рычагом 39 и приводом 40, сварочные клещи 41 с приводом 42 и установленном на штоке привода упором 43 для регулирования величины хода верхнего 44 и нижнего 45 электродов, ножницы 46 с рычагом 47 и приводом 48, корпусом 49, нижним неподвижным 50 и верхним подвижным ножом 51, выполненным в виде втулки с направляющим отверстием, при этом ножи 50 и 51 размещены непосредственно у электродов, а на корпусе 49 ножниц закреплен регулируемый упор 52 для базирования поперечной проволоки. В корпусе 35 каждого сварочного блока также установлены механизмы 53 фиксации и 54 стопорения, сварочный трансформатор 55. Машина работает следующим образом. В исходном положении сварочные блоки 613 подведены вплотную друг к другу и к упору на станине машины, при этом блоки жестко скреплены замками механизмов 53 фиксации, прижимные ролики 38 и рычаги механизмов 54 стопорения блоков отведены в исходное положение, обеспечивая свободное перемещение по направляющим 4, 5 всей группы сварочных блоков 613. В режиме автоматической переналадки сварочные блоки 613 размещаются в соответствии с размерами расположения продольных проволок в изделии. После набора на пульте управления цифрового кода (номера программы) изделии и пуска машины включается муфта 27,электродвигатель 14, ходовой винт 25 и вся группа блоков 613 по заданной программе перемещается из исходного до установки блока 13 в размер расположения первой продольной проволоки, после чего электродвигатель 14 отключается, механизм53 фиксации открепляет блок 13 от группы, а механизм 54 стопорит блок 13. Цикл позиционирования остальных блоков автоматически повторяется до окончания расстановки сварочных блоков 612 по размерам продольных проволок в изделии, затем муфта 27 отключает ходовой винт 25 от вала 24, наладка машины закончена. Процесс изготовления сеток и каркасов в автоматическом режиме по заданной программе включает типовые операции подачи соответствующих продольных проволок на заданный шаг, подачу, мерную резку поперечной проволоки в заданный размер и ее укладку в зону сварки, сварку проволок в местах пересечений, мерную резку отдельных продольных проволок и готового изделия. При подаче продольных проволок приводы 40 соответствующих сварочных блоков 613 прижимают ролики 38 к приводному валу 24, включается электродвигатель 14 и проволоки перемещаются на заданный шаг по направляющим 36, 37 и отверстие ножа 51 под электроды 44, 45 сварочных клещей 41. Одновременно включается электродвигатель 19 и поперечная проволока подается роликами 31 в направляющие механизма 34 на заданную длину, отрезается ножницами 32 и укладывается механизмом 34 на базовые упоры 52 блоков между электродами 44, 45 для сварки с продольными проволоками. Цикл сварки начинается включением привода 42 сварочных клещей 41, при этом верхний электрод 44 опускается на поперечную проволоку и прижимает ее к упору 52. При нарастании давления верхнего электрода 44 на упор 52 подвижный корпус клещей 41 перемещается вверх и нижний злектрод 45 прижимает продольную проволоку к зафиксированной на упоре 52 поперечной проволоке, создавая необходимое усилие сжатия проволок в месте их пересечения. Включается сварочный ток и в процессе нагрева места сварки под давлением электродов 44, 45 происходит обжатие проволок, при этом величина осадки сварного соединения ограничивается регулируемым упором 43 при его взаимодействии с корпусом привода 42. По окончании цикла сварки привод 42 возвращает электрод 44 в исходное верхнее положение и в процессе его подъема корпус клещей 41 с нижним электродом 45 опускается вниз, освобождая пространство для свободного перемещения продольной проволоки с гарантированным зазором (например 1015 мм) между проволокой и электродом 45. На этом циклы подачи на шаг продольных проволок, на заданную длину поперечной проволоки и сварки мест пересечений проволок заканчиваются и повторяются согласно программе. После сварки сетки ножницы 46 отрезают продольные проволоки в заданный размер, процесс изготовления первого изделия закончен. Размещение ножей 50, 51 непосредственно у электродов 44, 45 обеспечивает минимальный размер отрезки (например, 1025 мм) продольных проволок от оси поперечной проволоки, что позволяет в процессе изготовления сеток и каркасов выполнять в них необходимые проемы и вырезы,программно управляя подачей и отрезкой продольных и поперечных проволок. При изготовлении изделий переменной ширины программно изменяется количество подаваемых и отрезаемых проволок, размеры и шаги поперечных проволок в сетке или каркасе. После изготовления первого изделия цикл работы автоматически повторяется до окончания изготовления заданной партии или остановки машины оператором. По команде оператора механизмы машины автоматически возвращаются в исходное положение. Использование изобретения позволяет повысить производительность и эксплуатационную надежность машины, качество изделий, снизить расход металла, трудоемкость, расширить технологические возможности за счет автоматизации процесса безотходного производства широкой номенклатуры сеток и плоских каркасов, в том числе сложной конфигурации - переменной ширины, с проемами, вырезами. 3 Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: B21F 27/10
Метки: сеток, изготовления, плоских, проволочных, каркасов, машина, сварочная
Код ссылки
<a href="https://by.patents.su/4-2110-svarochnaya-mashina-dlya-izgotovleniya-provolochnyh-setok-i-ploskih-karkasov.html" rel="bookmark" title="База патентов Беларуси">Сварочная машина для изготовления проволочных сеток и плоских каркасов</a>
Способ изготовления каркасов покрышек радиальных пневматических шин “Машенька”
Номер патента: 104
Опубликовано: 30.09.1994
Авторы: Щербакова Т. С., Котляров И. Н., Гладких С. А., Дроздова В. В., Рекитар М. И.
МПК: B29D 30/06
Метки: покрышек, пневматических, машенька, изготовления, радиальных, каркасов, способ, шин
Текст:
...а- . расстояние между нитями 14 толщи- на каркаса ЦК.После формования (на 11 стадии сборки) каркаса на резиновой диаф рагме 3 его слои 1 а 161 ввытягиваютна резиновой диафрагме 3 до диаметра ВЦ, определенного внешними раз-. мерами покрышки (фиг.3).Формование осуществляют до проникновения нитей корда одногойслоя в другой и образования каркаса толщиной меньшей суммарной топщины нитей корда в слоях, при этом 1 д соц/од 1,8.В результате этого...
Фиксатор арматурных каркасов
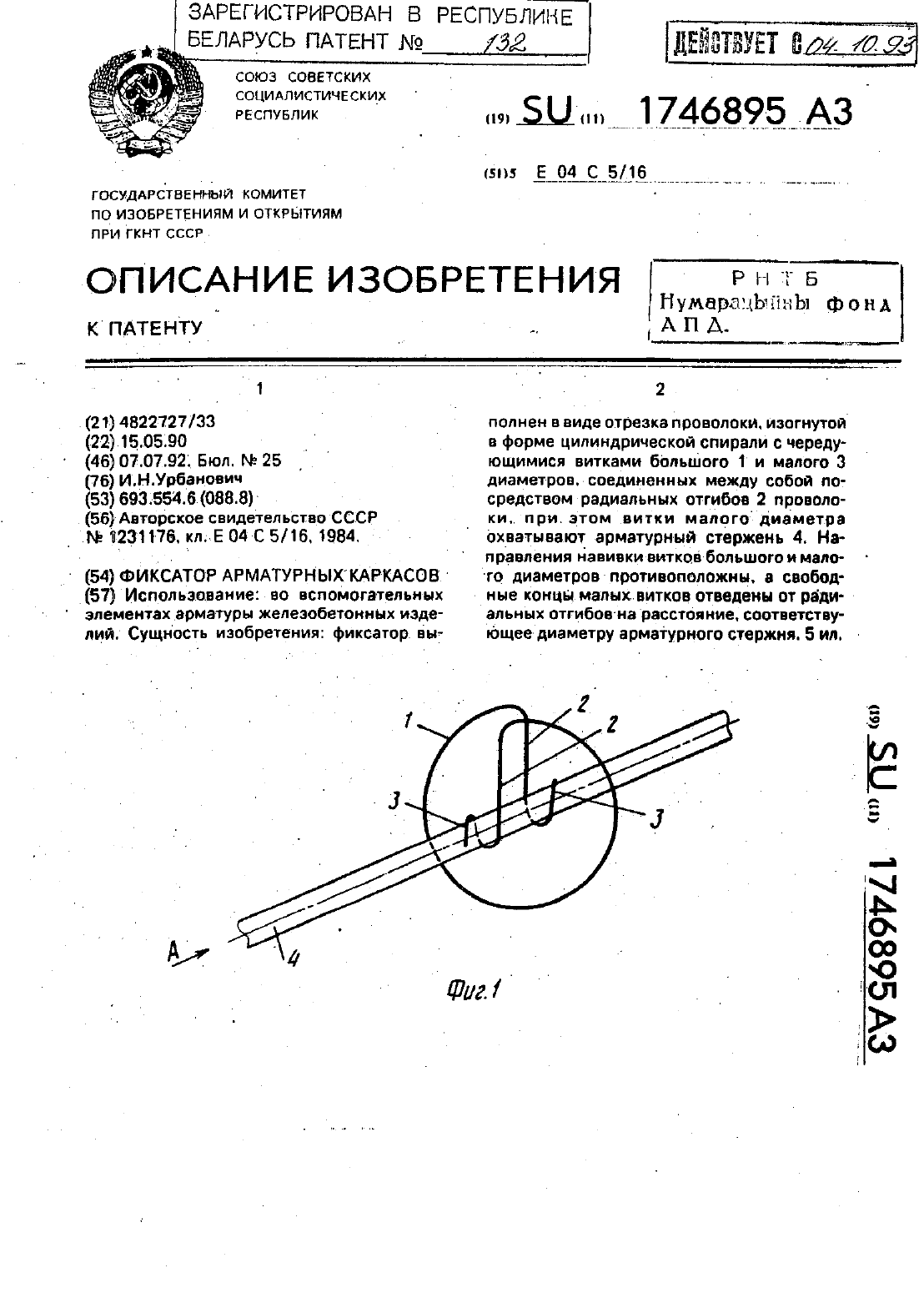
Номер патента: 132
Опубликовано: 30.09.1994
Автор: Урбанович Игорь Николаевич
МПК: E04C 5/16
Метки: фиксатор, арматурных, каркасов
Текст:
...цель достигается тем. что в фиксаторе арматурных каркасов. представляющем собой отрезок проволоки. изогнутой в формецилиндрической спирали сЧЕОСДУЮЩИМИСЯ ВИТКЗМИ БОЛЬШОГО И МЗЛОГОдиаметров. соединенных между собой посредством радиальных отгибов проволоки. причем витки малого диаметра охватывают арматурный стержень. направление навивки витков большого и малого диаметровПООТИВОПОЛОЖНЫ. Э КОНЦЫ ВИТКОБ МЭПОГО ДИаметра отведены от радиальных...
Способ сборки пространственных металлических конструкций, машина для сборки пространственных металлических конструкций
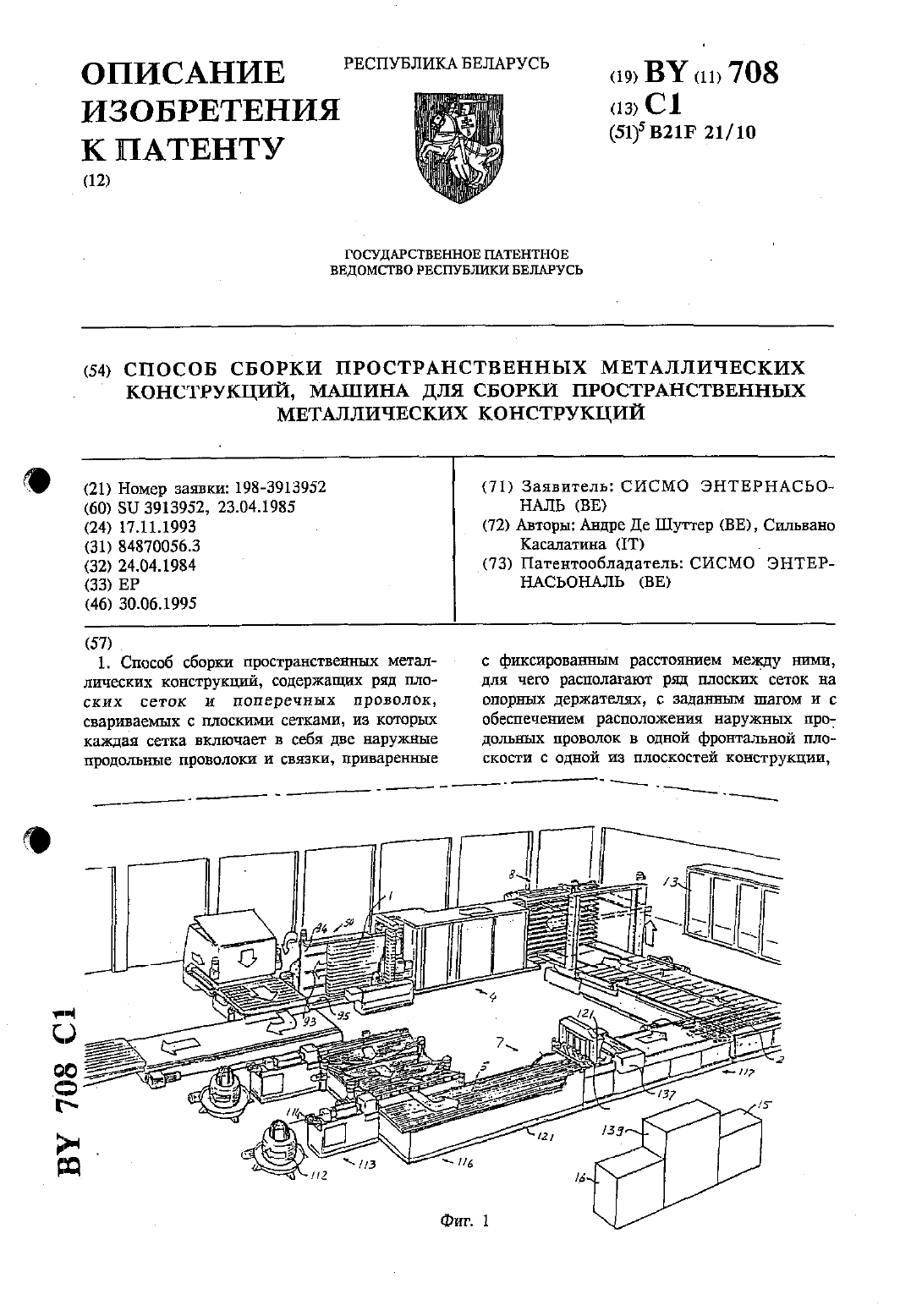
Номер патента: 708
Опубликовано: 30.06.1995
Авторы: Сильвано Касалатина, Андре Де Шуттер
МПК: B21F 21/10
Метки: машина, пространственных, конструкций, способ, сборки, металлических
Текст:
...друг другас) приваривание в соответствующих пересекающихся точках продольных проволок к связкам так, что упомянутые проволоки располагаются по существу в той же плоскости что и связкис) подачу продольных проволок относительно упомянутых выравнивающих держателейна расстояние, равное шагу связок, для образования следующей разметочной секции, равной по существу предыдущей разметочной секциие) установку второй связки таким образом,что...
Устройство для изготовления ребристых трубчатых радиаторов из плоских труб
Номер патента: 1335
Опубликовано: 16.09.1996
Авторы: Дьяков Игорь Иванович, Белицкая Анна Ивановна
МПК: B21D 53/02, B23P 15/26
Метки: устройство, изготовления, трубчатых, труб, плоских, радиаторов, ребристых
Текст:
...( в случае расположения на планшайбе одного резца) плоская труба перемещается на шаг ребер и затем инструмент срезает следующее ребро. данное устройство позволяет нарезать ребра при постоянной подаче трубы. при этом частоту вращения резца п необходимо согласовать со скоростью осевого перемещения(подачи) трубы следующим образом Е вы где 59 скорость осевого перемещения трубы. мм/мин т шаг ребер ммМ число резцов. равномерно расположенных...
Кругловязальная машина для изготовления кулирного трикотажа с основными и уточными нитями
Номер патента: 223
Опубликовано: 30.12.1994
Авторы: Онищенко П. П., Смирнов Л. С., Присяжнюк П. А., Драх Ф. М., Викулов И. М., Масленников Ю. И.
МПК: D04B 9/18
Метки: кулирного, основными, нитями, машина, изготовления, трикотажа, уточными, кругловязальная
Текст:
...нити расположен внутри гребенки, частичный разрез на фиг.3 вязальная система, где нитеводнтель петлеобразуюеи НИТИ расположен сна- ружи гребенки, частичный разрезна фиг. 4 нитеводитель для подачи петлеооразующей нити снаружи гребен7 947237 - в . котажа, для образования которого исл игл 26 и взаимодействующие с замкае пользованы нитеводители петлеобра ми 29, также.охватывающими игольный зуюдей нити, расположенные только цилиндр 25. Замки...
Предыдущий патент: Композиция для получения фенольного пенопласта
Следующий патент: Способ прокатки арматурных профилей с продольным разделением раската
Случайный патент: Пищевая добавка для мясных изделий (варианты)