Способ травления высококачественной стали
Текст
23 1/28 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ТРАВЛЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ(57) 1. Способ травления высококачественной стали, преимущественно, полос, включающий электрохимическое травление нейтральным раствором сульфата натрия, обработку в водном растворе серной кислоты при нагревании и окончательную обработку смесью на основе неорганических кислот, отличающийся тем, что обработку серной кислотой осуществляют перед электрохимическим травлением, а в качестве смеси на основе неорганических кислот используют смесь азотной и фтористоводородной кислот, смесь азотной и серной кислот или смесь фтористоводородной кислоты и фторида железа . 2. Способ по п. , отличающийся тем, что обработку серной кислотой ведут при температуре 60-95,предпочтительно 75-85. 3. Способ по п. 2, отличающийся тем, что обработку ведут серной кислотой концентрацией 200-500 г/л,предпочтительно 300-400 г/л. 4. Способ по п. 1, отличающийся тем, что между обработкой серной кислотой и электрохимическим травлением и/или электрохимическим травлением и окончательной обработкой стальную полосу очищают щетками. 5. Способ по п. 1, отличающийся тем, что продолжительность обработки серной кислотой составляет от 5 до 30, а электрохимического травления - от 25 до 50 общего времени обработки. Изобретение касается способа травления высококачественных сталей, используемых преимущественного для создания теплых энергетических зон, при котором сталь подвергается травлению нейтральным электролитом с последующей обработкой нитрующей азотной кислотой или смесью фторида железа с фтористоводородной кислотой. В металлургической промышленности, и в частности, при производстве высококачественных сталей, в последние годы все шире применяется метод травления высококачественных сталей нейтральным электролитом. Там, например, в АТ -252685 сказано, что материал можно подвергать травлению в водных растворах солей щелочных металлов минеральных кислот и затем в водных растворах минеральных кислот, преимущественно серной кислоты, причем обе стадии обработки протекают электролитически, т.е. при использовании тока. В качестве нейтрального электролита используется преимущественно водный раствор сульфата натрия. Плотность тока колеблется в пределах 5-15 А/дм 2. В принципе возможны и более высокие плотности тока, но они не применяются ввиду плохой проводимости высококачественных сталей при необходимом в данном случае повышенном напряжении. Как следует из- 387406, последующую обработку в кислоте, преимущественно в нитрующей кислоте, можно проводить и без использования тока. При этом под термином нитрующая кислота следует подразумевать смесь азотной и фтористоводородной кислот. Травление под током в нитрующей кислоте не применяется ввиду проблем с материалом электрода, способным выдержать действие тока и кислоты. 2125 1 Несмотря на высокий эффект травления, характерный для этого известного способа, последний имеет один недостаток, состоящий в достаточно продолжительной по времени обработке материала. Так, например, время травления в нейтральном электролите и нитрующей кислоте для полосы из высококачественной стали толщиной 3 мм составляет 120 секунд, для 6 мм - полосы - 240 секунд, а для полосы из железа (стандарт А 430) даже 270 секунд, так что требования по снижению продолжительности травления не сходят с повестки дня. В патентной заявке Японии 55-50469 описывается чисто химический метод травления хромированной стали. Травление проводится без использования тока сначала в соляной или серной кислоте с последующей обработкой для достижения более высокой степени густоты (3)3, 2(4)3 или (4)2 28 - раствором. Удаление окалины, сопровождающееся появлением светлой блестящей поверхности, производится без применения тока в процессе обработки солями трехвалентного железа или персульфатами. Однако данный метод предназначен только для ферритной стали, поскольку аустенитная и хромистая стали, содержащие в качестве дополнительного компонента никель, дают окалину совсем другого состава, не подверженную воздействию описанного метода. Поэтому задачей настоящего изобретения является создание способа совсем другого типа, при котором при сохранении и даже возрастании эффекта достигаемого в соответствии с ранее предлагаемыми способами, одновременно сокращается продолжительность обработки. В соответствии с изобретением эта задача решается за счет того, что травлению с использованием нейтрального электролита предшествует обработка серной кислотой. При этом указанная обработка проводится при температуре 60-95 С, оптимально в диапазоне температур от 75 до 85 С. Одна из особенностей предлагаемого метода состоит в том, что концентрация серной кислоты составляет 200-500 г/л, оптимально 300-400 г/л. Предварительная обработка серной кислотой составляет от 5 до 30 от общего времени обработки, продолжительность травления в нейтральном электролите соответственно 25-50. Преимущество предлагаемого в соответствии с изобретением трехстадийного метода травления состоит в том,что он может быть использован как для аустенитной (А 304 и 316), так и для форритной стали (А 430), и в обоих случаях дает значительное сокращение времени травления. Непродолжительная по времени обработка высококачественной стали предпочтительно разбавленной серной кислотой перед погружением в нейтральный электролит может значительно сократить время травления в нейтральном электролите и последующей обработки смесью азотной и серной кислот, что обеспечит значительное повышение мощностей на тех же производственных площадях. С другой стороны новые установки при той производственности, что и существующие, могут иметь значительно меньшие размеры, а следовательно являются более выгодными экономически, что позволит сэкономить капиталовложения. Так же как и в предлагаемых ранее способах эффект травления можно значительно повысить за счет очистки обрабатываемого материала между отдельными стадиями обработки. Очистка с применением щеток проводится в интервале между предварительной обработкой серной кислотой и травлением электролитом и смесью азотной и серной кислот или в том и другом случаях, а также после обработки смесью кислот. Подобная очистка не оказывает влияния на продолжительность травления, но снижает расход кислоты, поскольку окалина удаляется с чистой поверхности. Изобретением наглядно иллюстрируется следующими примерами Пример 1. Полосу из высококачественной стали марки А 304, толщиной 3,1 мм обрабатывали сначала серной кислотой с концентрацией 350 г/л при температуре 85 С, а затем нитрующей кислотой (концентрация 25 г/ли 150 г/л НО 3) при температуре 55 С. Продолжительность травления составляла в общей сложности 180 секунд соотношение этапов обработки - 21. При применении нейтрального электролита, в данном случае а 24 с концентрацией 150 г/л, вместо серной кислоты и последующей обработки смесью азотной и серной кислот с теми же компонентами, что и ранее, удалось сократить продолжительность травления до 120 секунд, причем соотношение стадий определялось как 11. Изменялась поляризация полосы с плотностью тока на аноде 10 А/дм 2, на катоде - 20 А/дм 2. Затем снова на аноде - 10 А/дм 2. Температура нейтрального электролита составляла 80 С. После введения стадии предварительной обработки серной кислотой, удалось сократить продолжительность последующего травления в электролите и довести общий цикл обработки до 90 секунд, причем соотношение времени на отдельных стадиях выражалось теперь как 124. Значения концентраций и температур, соответствовали вышеуказанным значениям. Пример 2. Полосу из высококачественной стали А 316, толщиной 6 мм, подвергали одинаковой для всех трех примеров обработке, описанной в примере 1, с сохранением тех же параметров. Продолжительность травления 360 секунд в серной кислоте и смеси азотной и серной кислот удалось сократить до 240 секунд, в нейтральном электролите в нитрующей кислоте - до 140 секунд. Такие результаты были достигнуты после предварительноЙ обработки серной кислотой с травлением в нейтральном электролите и при последующей обработке смесью азотной и серной кислот. 2125 1 Пример 3. Для полосы из форритной стали (А 430) продолжительность травления для первых двух методов в соответствии с приведенными выше примерами составляла 270 секунд. После дополнительной предварительной обработки серной кислотой перед травлением нейтральным электролитом удалось сократить продолжительность обработки до 210 секунд. При сравнении проб для трех применяемых методов травления удалось установить, что зрительно поверхность материала имела одинаковую степень отражения, хорошо протравливалась без образования окалины. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
Метки: травления, высококачественной, способ, стали
Код ссылки
<a href="https://by.patents.su/3-2125-sposob-travleniya-vysokokachestvennojj-stali.html" rel="bookmark" title="База патентов Беларуси">Способ травления высококачественной стали</a>
Способ производства высококачественной стали в дуговой печи
Номер патента: 1155
Опубликовано: 14.06.1996
Авторы: Корченов Юрий Иванович, Дорофеев Генрих Алексеевич, Мазуров Евгений Федорович, Афанасиади Афанасий Григорьевич, Цейтлин Марк Аронович, Феоктистов Юрий Васильевич, Падерин Сергей Николаевич, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович
МПК: C21C 5/52
Метки: способ, производства, стали, высококачественной, дуговой, печи
Текст:
...основан на комплексном использовании факторов, снижающих время полного расплавления первой части металлической шихты, заваливаемой на болото, ускорении протекания, рафинирующих процессов и всей плавки, повышении воспроизводимости показателей энерго-метадхлурптческих результатов за счет управления процессами окисления, нагрева и плавления шихты.Завалка композиционного шихтовою материала в виде брикетов из сплавленных чугуна и...
Раствор для травления тантала
Номер патента: 1032
Опубликовано: 14.03.1996
Автор: Апанович Леонтий Васильевич
МПК: C23F 1/26
Метки: травления, тантала, раствор
Текст:
...схем.Целью изобретения является улучшеПосле нанесении пленки тантала накремниевую подложку в установке вакуумного напыления плазменным распылением ее извлекают из установки. и на ппенкутантала наносят фоторезис-т. вскрывают контактные окна в нем. затем высушивают. В результате на поверхности пленки тантала в скрытых контактных окнах образуется тонкий слой оксида тантала.Известный раствор, содержащий фтористоводородную кислоту в смеси с...
Способ термомеханической обработки арматурной стали
Номер патента: 1664
Опубликовано: 30.03.1997
Авторы: Дышлевич Виктор Федорович, Бобренок Геннадий Людвигович, Олейник Вадим Анатольевич, Стеблов Анвер Борисович, Тихонов Игорь Николаевич, Токмаков Вадим Анатольевич, Бондаренко Александр Николаевич, Парусов Владимир Васильевич, Луценко Владимир Анатольевич, Сычков Александр Борисович
МПК: C21D 8/08
Метки: способ, обработки, арматурной, стали, термомеханической
Текст:
...установлено, что такая структура является наиболее предпочтительной перед деформацией металла в чистовом блоке. В этом случае размер кристаллизованных зерен после обжатия в чистовых клетях наименьший, что обеспечивает требуемый комплекс механических свойств арматурной стали. Пример конкретной реализации. Предлагаемый способ термомеханической обработки арматурной стали в мотках был опробован при прокатке опытной партии в потоке...
Способ сдвоенной прокатки арматурной стали
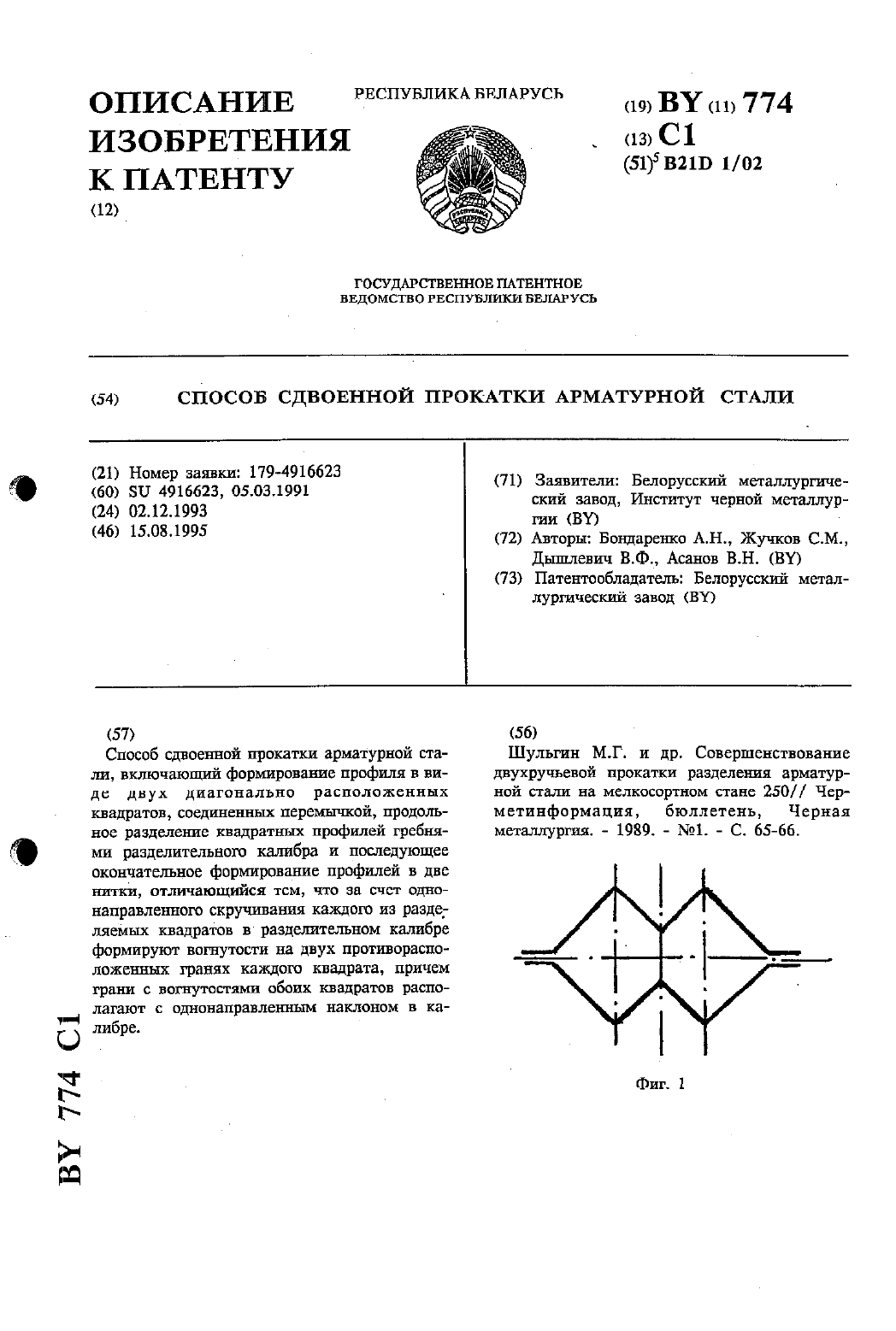
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Дышлевич В. Ф., Асанов В. Н., Бондаренко А. Н., Жучков С. М.
МПК: B21D 1/02
Метки: способ, стали, прокатки, сдвоенной, арматурной
Текст:
...износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное...
Способ непрерывной плавки стали
Номер патента: 713
Опубликовано: 30.06.1995
Авторы: Отто Келлер, Кристиан Якемар, Людвиг фон Богданди, Луциан Похмарски, Герхард Миттер, Ханс-Юрген Лангхаммер
МПК: C21B 13/00, C21C 5/28
Метки: стали, способ, плавки, непрерывной
Текст:
...Целесообразно вводить в расплав при выпуске его в разливочиый ковш вступающие в экзотермические реакции добавки такие, как, например,51, А 1 или Экзотермические реагирующие сплавы. Благодаря контролю щлакового режима в соответствии с настоящим изобретением и образованию шлака вышеуказанного состава становится возможным ввести процесс с образованием большого количества шлака при использовании разливочных ковшей технически разумных размеров,...
Предыдущий патент: Способ улавливания вредных примесей выхлопных газов
Следующий патент: Теплообменный аппарат
Случайный патент: Гидростатическая трансмиссия транспортного средства