Способ упрочнения рессоры и устройство для его осуществления
Номер патента: 8654
Опубликовано: 30.12.2006
Авторы: Степаненко Александр Васильевич, Король Владимир Андреевич

Текст
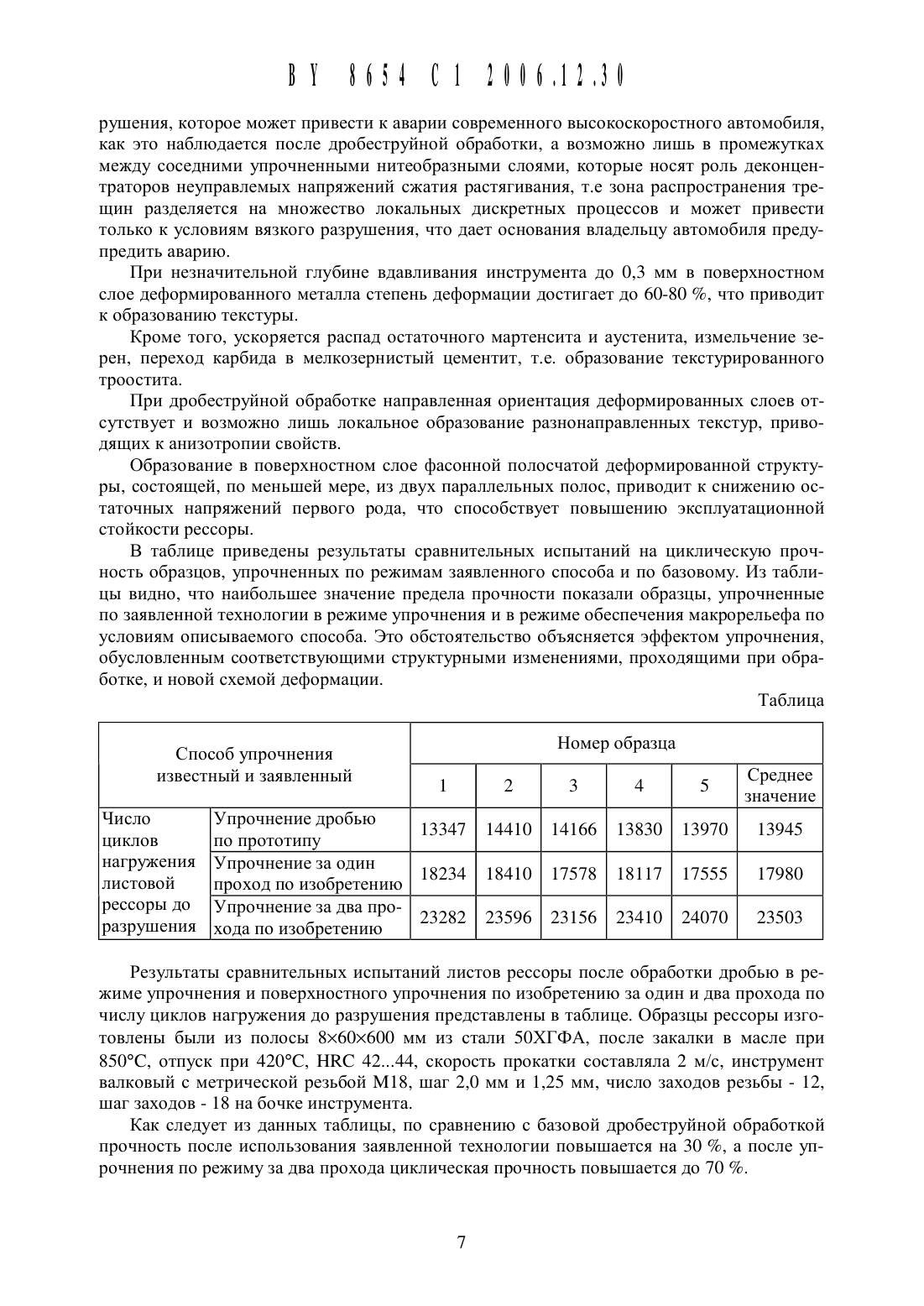
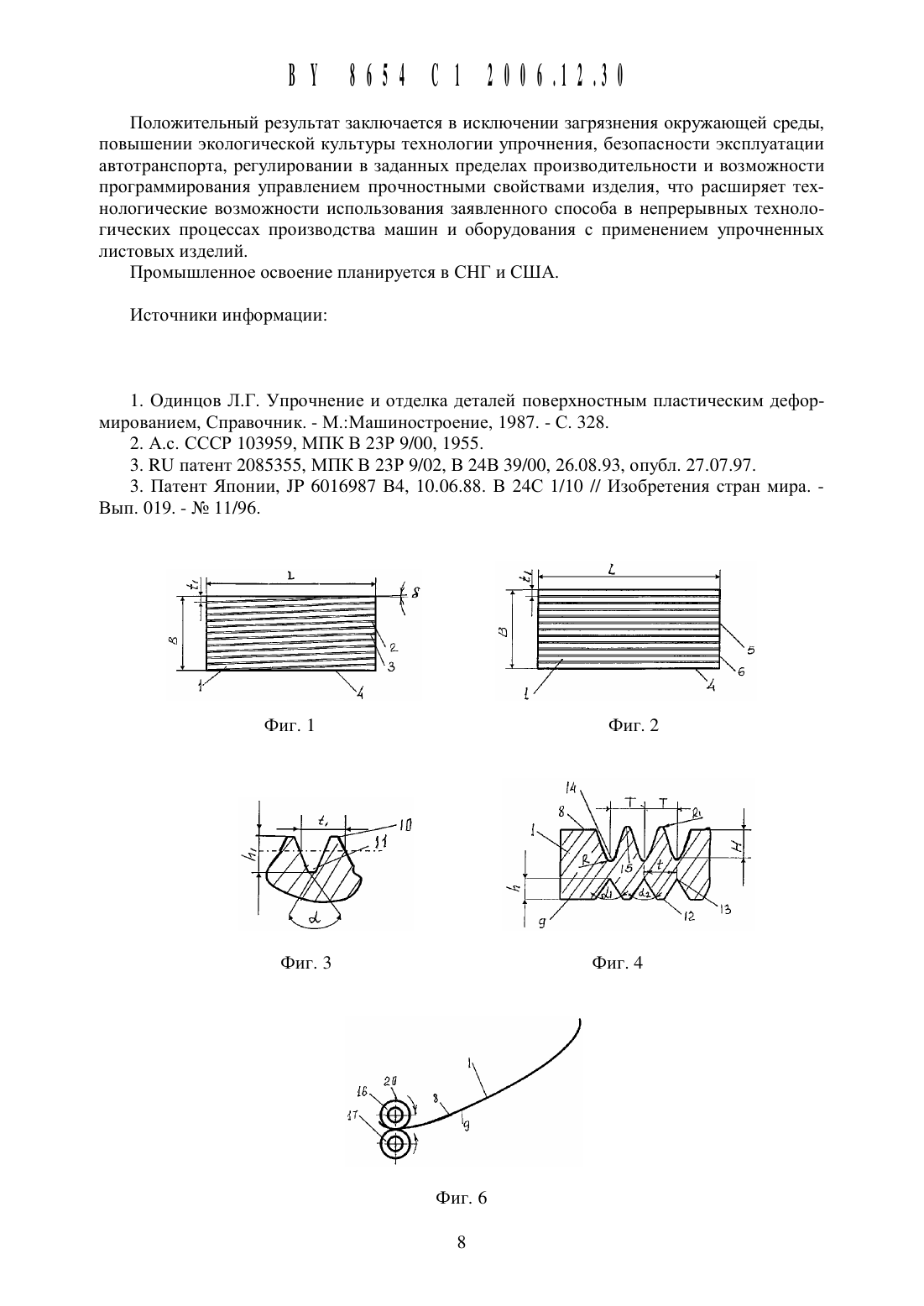
7. Способ по любому из пп. 1-6, отличающийся тем, что полосчатую деформированную структуру образуют в поверхностном слое рессоры в виде периодической макроструктуры с образованием в поперечном сечении продольных выступов И впадин.8. Способ по п. 7, отличающийся тем, что фасонный профиль полосчатой деформированной структуры образуют в виде угловых впадин и прямолинейных выступов.9. Способ по любому из п. 7 или 8, отличающийся тем, что впадины полосчатой деформированной структуры образуют с различными углами раскрытия.10. Способ по п. 7, отличающийся тем, что впадины полосчатой деформированной структуры образуют в форме вогнутого криволинейного фасонного профиля с одинаковым и/или разным радиусом кривизны.11. Способ по любому из пп. 1-10, отличающийся тем, что полосчатую деформированную структуру образуют на вогнутой и/или выпуклой стороне рессоры с различной по величине глубиной деформации.12. Способ по любому из пп. 1-11, отличающийся тем, что полосчатую деформированную структуру образуют на вогнутой и/или выпуклой стороне рессоры с одинаковым по величине щагом.13. Способ по любому из пп. 1-11, отличающийся тем, что полосчатую деформированную структуру образуют на вогнутой и/или выпуклой стороне рессоры с различным по величине шагом.14. Способ по любому из пп. 1-13, отличающийся тем, что полосчатую деформированную структуру периодического профиля образуют продольной холодной прокаткой рессоры между деформирующими вращающимися инструментами или между деформирующим инструментом и недеформирующим инструментом.15. Способ по п. 14, отличающийся тем, что при продольной холодной прокатке рессоры между деформирующими инструментами осуществляют рассогласование вращения инструментов.16. Способ по любому из пп. 1-3, 5-15, отличающийся тем, что полосчатую деформированную структуру образуют на вогнутой и/или выпуклой стороне рессоры путем совмещения продольной деформации и сдвиговой деформации в поперечном направлении относительно оси рессоры.17. Устройство для упрочнения рессоры, содержащее средство деформации для создания на упрочняемой поверхности рессоры напряжений сжатия, отличающееся тем, что средство деформации выполнено в виде валковой клети с, по меньшей мере, одним приводным валком, поверхность бочки которого образована, по меньшей мере, двумя кольцеобразными периодическими выступами и впадинами регулярного характера по кольцевой направляющей.18. Устройство по п. 17, отличающееся тем, что периодические выступы и впадины выполнены на поверхности бочки валка в виде однозаходной и/или многозаходной резьбы.19. Устройство по любому из пп. 17-18, отличающееся тем, что валки в клети вь 1 полнены различного диаметра.20. Устройство по любому из пп. 17-19, отличающееся тем, что валковая клеть вь 1 полнена в виде пары гладкий - резьбовой валок.21. Устройство по любому из пп. 17-19, отличающееся тем, что валковая клеть вь 1 полнена в виде пары резьбовой - резьбовой валок, соответственно, с правой или левой резьбой.22. Устройство по п. 21, отличающееся тем, что резьбовые валки выполнены с постоянным и/или переменным Шагом резьбы.23. Устройство по пп. 21-22, отличающееся тем, что резьбовые валки выполнены с постоянным Шагом и/или с различной глубиной резьбы.24. Устройство по любому из пп. 17-18, 20-23, отличающееся тем, что валки в клети выполнены одинакового диаметра.Изобретение относится К технологическим процессам повышения эксплуатационных свойств деталей путем холодного поверхностного упрочнения пластической деформацией, преимущественно рессорного листа.Известны способы поверхностного пластического упрочнения деформированием листовых изделий (ППД) путем обработки дробью, центробежной обработки, применяемые для повышения эксплуатационных свойств изделий 1.Известное устройство, реализующее способ поверхностного пластического деформирования (ППД), включает дробеструйный автомат центробежной обработки дробью изделий 1.Рекомендуемые режимы обработки ориентированы на обеспечение эффекта упрочнения и минимальной шероховатости за счет многократного перекрытия следов пластической деформации от дробного инструмента, что существенно снижает производительность обработки.Известен способ упрочнения контактных поверхностей сопрягаемых стальных деталей малой жесткости с образованием на обрабатываемых поверхностях наклепом рифлений 2.Известное устройство, реализующее способ обработки контактных поверхностей сопрягаемых стальных деталей малой жесткости, включает дробеметную установку для образования на обрабатываемых поверхностях наклепом рифлений 2.Рифления представляют совокупность дискретных непересекающихся следов от воздействия обрабатывающего дробного инструмента.Недостатком способа является ограниченная область его применения.В качестве прототипа принят способ упрочнения листового металла, в том числе рессорного листа, при котором подлежащую упрочнению зону подвергают дробеструйной обработке для повышения упрочнения металла путем создания на его поверхности напряжений сжатия вследствие дробной деформации поверхности, при этом изменяют плотность расположения по поверхности дискретных участков для регулирования разнопрочности металла, что не исключает депланацию профиля листовой рессоры 3.Устройство для реализации описанного выше способа упрочнения включает дробеметную установку, в которой для получения требуемой глубины отпечатка изменяют кинетическую энергию дроби за счет варьирования частоты вращения ротора установки. В описанных выше условиях обработки она составляла 1600, 2100, 2700, 3500 об/мин. Время экспозиции обработки во всех случаях составляло 20 с 3.Недостаток известных технологий упрочнения рессоры проявляется в загрязнении окружающей среды, низкой экологической культуре, в малой производительности и невозможности прецизионным управлением прочностными свойствами изделия.В процессе эксплуатации рессорного листа, упрочненного по известной технологии известными устройствами, разрушение рессорного листа происходит путем лавинообразного движения трещин по всему сечению листа в виде хрупкого разрушения, которое повышает аварийность движения современного высокоскоростного автомобиля.Кроме того, известные технологии практически трудно поддаются программированию, что делает их непригодными в непрерывных технологических процессах производства машин и оборудования с применением упрочненных листовых изделий.В основу изобретения поставлена задача исключения загрязнения окружающей среды,повышение экологической культуры технологии упрочнения, регулирования в заданных пределах производительности и возможности программирования управлением прочностными свойствами изделия.Поставленная задача достигается тем, что в способе упрочнения рессоры, включающем создание на ее поверхности напряжений сжатия путем деформации поверхности, согласно изобретению, напряжения сжатия создают образованием в поверхностном слое фасонной полосчатой деформированной структуры, состоящей, по меньшей мере, из двух параллельных полос периодического профиля в поперечном сечении.В способе полосчатую деформированную структуру образуют в продольном направлении из полос, параллельных длинной стороне рессоры.В способе полосчатую деформированную структуру образуют из полос, направленных под углом К длинной стороне рессоры.В способе полосчатую деформированную структуры в продольном направлении образуют совместно со сдвиговой деформацией поверхности рессоры в поперечном направлении.В способе полосы полосчатой деформированной структуры образуют вдоль прямой линии и/или кривой линии.В способе полосчатую деформированную структуру образуют на вогнутой и/или вь 1 пуклой стороне рессоры.В способе полосчатую деформированную структуру образуют в поверхностном слое рессоры в виде периодической макроструктуры с образованием в поперечном сечении,продольных выступов и впадин.В способе фасонный профиль полосчатой деформированной структуры образуют в виде угловых впадин и прямолинейных выступов.В способе впадины полосчатой деформированной структуры образуют с различными углами раскрытия.В способе впадины полосчатой деформированной структуры образуют в форме вогнутого криволинейного фасонного профиля с одинаковым и/или разным радиусом кривизны.В способе полосчатую деформированную структуру образуют на вогнутой и/или вь 1 пуклой стороне рессоры с различной по величине глубиной деформации.В способе полосчатую деформированную структуру образуют на вогнутой и/или вь 1 пуклой стороне рессоры с одинаковым по величине щагом.В способе полосчатую деформированную структуру образуют на вогнутой и/или вь 1 пуклой стороне рессоры с различным по величине щагом.В способе полосчатую деформированную структуру периодического профиля образуют продольной холодной прокаткой рессоры между деформирующими вращающимися инструментами или между деформирующим инструментом и недеформирующим инструментом.В способе при продольной холодной прокатке рессоры между деформирующими инструментами осуществляют рассогласование вращения инструментов.В способе полосчатую деформированную структуру образуют на вогнутой и/или вь 1 пуклой стороне рессоры путем совмещения продольной деформации и сдвиговой деформации в поперечном направлении относительно оси рессоры.В устройстве для осуществления способа для упрочнения рессоры, содержащем средство деформации для создания на упрочняемой поверхности напряжений сжатия, согласно изобретению, средство деформации выполнено в виде валковой клети с, по меньщей мере,одним приводным валком, поверхность бочки которого образована, по меньщей мере,двумя кольцеобразными периодическими выступами и впадинами, регулярного характера по кольцевой направляющей.В устройстве периодические выступы и впадины выполнены на поверхности бочки валки в виде однозаходной и/или многозаходной резьбы.В устройстве валки в клети выполнены различного диаметра.В устройстве валковая клеть выполнена в виде пары гладкий-резьбовой валок.В устройстве валковая клеть выполнена в виде пары резьбовой-резьбовой валок, соответственно, с правой или с левой резьбой.В устройстве резьбовые валки выполнены с постоянным щагом и/или переменным щагом резьбы.В устройстве резьбовые валки выполнены с постоянным щагом и/или с различной глубиной резьбы.В устройстве валки в клети выполнены одинакового диаметра.Между отличительными признаками и техническим результатом имеется причинноследственная связь, содержащая элементы неочевидности для данной области техники. Исключение для упрочнения рессоры дробеструйной обработки и замена ее прокаткой придает изобретению новое качество, заключающееся в высокой экологической культуре,повышении регулируемой производительности, совместимости с программным продуктом, и обусловливает ее высокую технологичность в промышленном использовании.Разрушение рессорного листа в процессе его эксплуатации с исключением лавинообразного движения трещин по всему сечению листа в виде хрупкого разрушения и заменой его пластическим разрушением повышает безаварийность эксплуатации современного высокоскоростного автомобиля.По сведениям, которыми располагает заявитель, предлагаемая совокупность существенных признаков, характеризующих сущность полезной модели, не известна из уровня техники, следовательно, изобретение соответствует критерию новизна.Предлагаемая сущность изобретения может быть многократно практически использована в любой области техники. В этой связи очевидным является соответствие заявленной полезной модели критерию промышленная применимость. Для лучшего понимания изобретения его поясняют чертежом, гдефиг. 1 - показан общий вид в плане упрочняемой рессоры с деформированной структурой под углом к длинной стороне рессорыфиг. 2 - показан общий вид в плане упрочняемой рессоры с деформированной структурой параллельно длинной стороне рессорыфиг. 3 - вид деформированной структуры в сечении в виде продольных выступов и впадинфиг. 4, 5 - схемы образования полосчатой деформированной структуры с различной по величине глубиной 11 и Н деформирования, шагом и конфигурацией выступов и впадинфиг. 6 - схема прокатки для образования полосчатой деформированной структуры на вогнутой стороне и/или выпуклой стороне рессорыфиг. 7 - схема устройства для образования полосчатой деформированной структурыфиг. 8 и 9 - схема устройства выступов и впадин в виде однозаходной или многозаходной резьбы для образования полосчатой деформированной структурыфиг. 10 - схема образования полосчатой деформированной структуры криволинейной траекториифиг. 11 - схема устройства, валковая клеть которого выполнена в виде пары гладкий валок-резьбовой валокфиг. 12 - схема устройства, валковая клеть которого выполнена в виде пары резьбовой валок-резьбовой валок, соответственно, с левой или с правой резьбой в паре.Реализация способа обработки осуществляется следующим образом.Способ упрочнения рессоры 1 по фиг. 1, 2 длиной Ь и шириной В включает создание на ее поверхности напряжений сжатия посредством дробной деформации поверхности. Напряжения сжатия создают путем образования в поверхностном слое рессоры 1 деформированной структуры, состоящей, по меньшей мере, из двух параллельных полос 2, 3.Полосчатую деформированную структуру по фиг. 1 образуют также из полос 2, 3, направленных под углом б к длинной стороне 4 рессоры 1.Полосчатую деформированную структуру образуют по фиг. 2 в продольном направлении параллельно длинной стороне 4 рессоры 1 также из полос 5 и 6.Каждый элемент полос 2, 3, 5, 6, 7 полосчатой деформированной структуры образован по фиг. 1, 2, 10 вдоль прямолинейной или криволинейной траектории.Полосчатую деформированную структуру, согласно схеме прокатки по фиг. 6, образуют на вогнутой стороне 8 и/или выпуклой стороне 9 рессоры 1.Полосчатую деформированную структуру по фиг. 3 образуют в поверхностном слое рессоры в виде периодической макроструктуры с возможностью образования в попереч
МПК / Метки
МПК: B23P 9/02, C21D 7/02, B24B 39/06
Метки: осуществления, устройство, упрочнения, рессоры, способ
Код ссылки
<a href="https://by.patents.su/9-8654-sposob-uprochneniya-ressory-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ упрочнения рессоры и устройство для его осуществления</a>
Устройство для крепления рессоры подвески транспортного средства

Номер патента: U 2692
Опубликовано: 30.04.2006
Авторы: Крицкий Михаил Андреевич, Корсаков Владимир Владимирович, Чернов Владимир Андреевич
МПК: B60G 11/00
Метки: рессоры, крепления, средства, устройство, подвески, транспортного
Текст:
...между стенками лонжеронов, которая необходима для восприятия скручивающего раму момента от боковых сил на осях колес. Задачей предполагаемой полезной модели является уменьшение металлоемкости и повышение надежности устройства для крепления рессоры подвески транспортного средства. Технический результат - выполнение поперечины жестко закрепленной к нижним полкам лонжеронов рамы транспортного средства позволяет существенно уменьшить...
Устройство для формирования уха рессоры
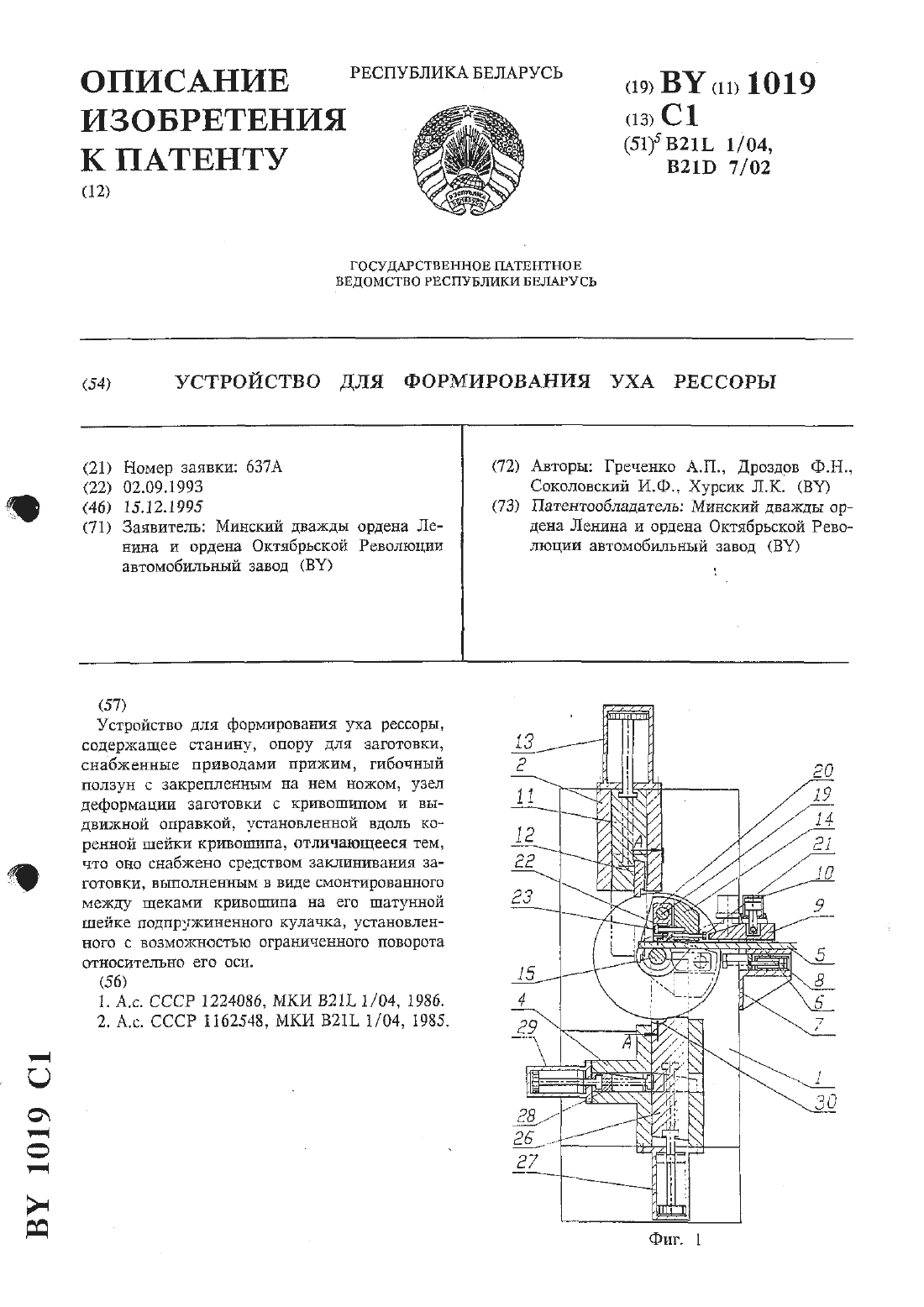
Номер патента: 1019
Опубликовано: 15.12.1995
Авторы: Соколовский Игорь Феликсович, Греченко Александр Павлович, Хурсик Леонид Кириллович, Дроздов Феликс Николаевич
Метки: рессоры, уха, формирования, устройство
Текст:
...для формирования уха рессоры содержит станиту 1 с направляющими 2, 3, 4. На боковой стенке станины 1 смонтирована опора для заготовки 5 в виде каретки б. расположенной в направляющих кронштейна 7 и приводимой от силового цилиндра 8. Опора снабжена прижимом 9, размещенным на каретке б, приводимым от силового Цилиндра 10. В направляющих 2 расположен гибочный ползун 11 с закрепленным на нем ножом 12,Перемещаемый силовым цилиндром 13. В...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Король В. А., Исаевич Г. А., Степаненко А. В.
МПК: B21H 7/00
Метки: заготовок, изготовления, устройство, профилем, переменным, изделий, способ, длине, осуществления
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Способ упрочнения алмаза
Номер патента: 2282
Опубликовано: 30.09.1998
Авторы: Шишонок Елена Михайловна, Попельнюк Галина Петровна, Коршунов Федор Павлович, Шипило Виктор Брониславович
МПК: C30B 29/04, C01B 31/06, C30B 33/04...
Метки: алмаза, упрочнения, способ
Текст:
...атомы и вакансии. Молекулы углекислого газа, окружающие алмазный порошок во время облучения, диссоциируют на ионы углерода и кислорода. Последующая температурная обработка при Т 450-750 С интенсифицирует в алмазе диффузионные процессы, приводит к миграции по решетке междоузлий и вакансий. Прочность алмазных порошков, обработанных по данному способу, возрастает по двум основным причинам. Во-первых, за счет снижения в материале...
Способ объемного упрочнения стальных заготовок
Номер патента: 8408
Опубликовано: 30.08.2006
Авторы: Дыбов Олег Антонович, Ушеренко Сергей Миронович
МПК: B21D 26/06, C21D 10/00
Метки: упрочнения, объемного, заготовок, способ, стальных
Текст:
...заготовку или комплект заготовок с диаметром торцевой поверхности, не превышающим диаметра струи легирующего вещества, помещают в обойму и устанавливают в грунте на металлический цилиндр, причем отношение общей массы цилиндра и заготовки или комплекта заготовок к массе легирующего вещества струи составляет 10-36. Установка заготовок в грунте в обойме предотвращает поперечное смещение их в процессе соударения со струей, снижает эффект боковой...
Предыдущий патент: Способ нанесения покрытий в вакууме
Случайный патент: Способ получения сухого казеината натрия