Способ изготовления изделий переменного по длине профиля
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Исаевич Георгий Александрович, Король Владимир Андреевич, Степаненко Александр Васильевич
Текст
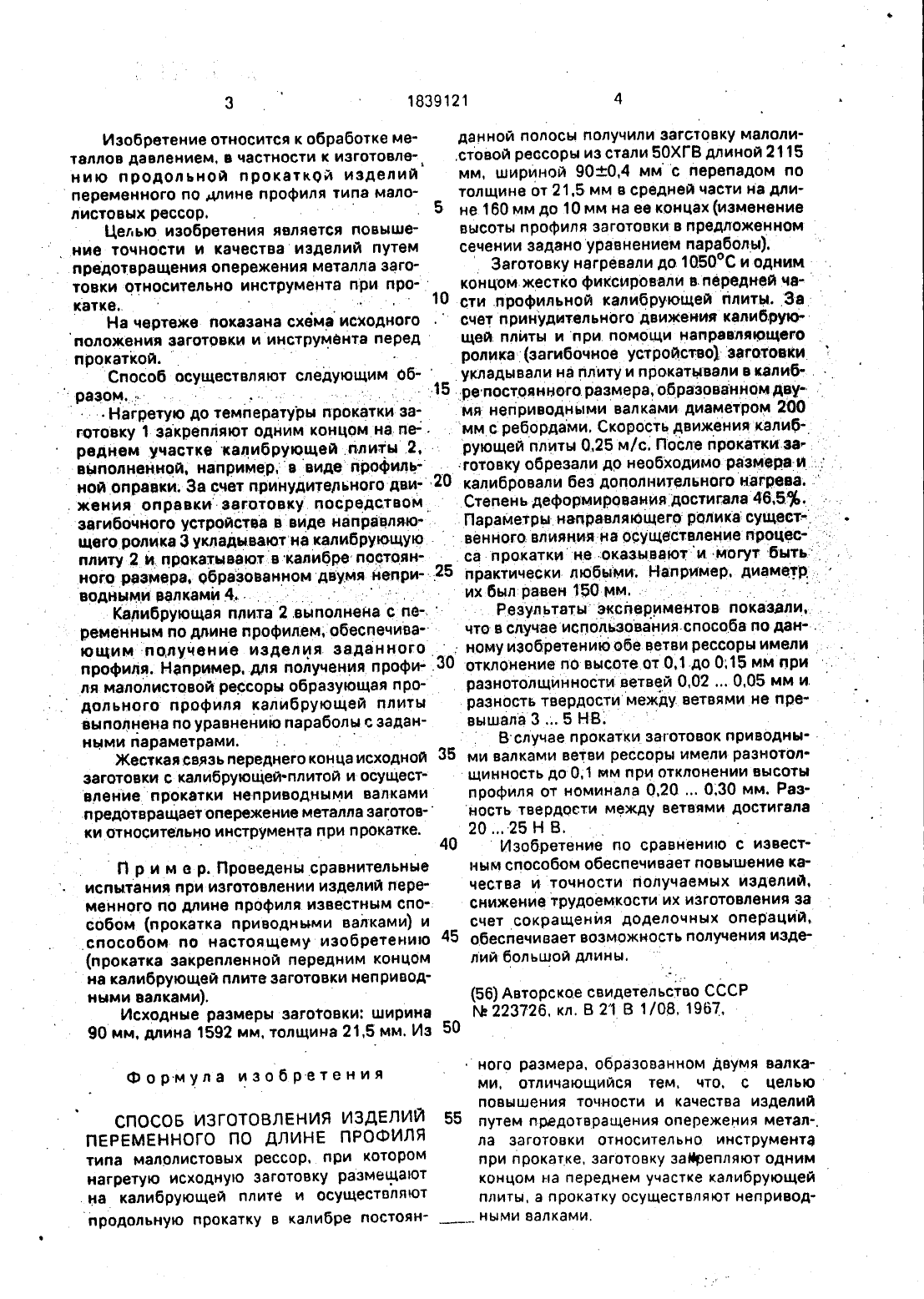
БЕЛАРУСЬ ПАТЕНТ мэмхд ДЕЙВТВУЕТ п м 052004. поучительно инструмент гири- удо- тецпературьупрокатт зимовку 1 затопляют у бшмгггктщомда переднем шасткеиалиориочцей ч . .ттигдьтотеннойнатимедвоидетофшъной (72)СтепщеэкоАВКорогъ-ВАИшщнГА.-гчпоправки За счет- принудитешюго движении ваш Щтшйпоеоедстаом- загибочюго устрой-лава дшдемапрщшего 190 3 на плиту гйи тошнит в кати чостоятбгопамерапббпазовжбэжтНети- А с ребордщиповышениеточаитт- .- Цепь гизобгтшэ 1 поеьцпермедточаостиизделий путем цзедщнрццения опережения металла дзаготощоткости й качества получаем изделий, пикете трУдоемкостидих изготовления обеспечивается за д счет еояфащенид додепояньвх операций. 1 илИзобретение относится к обработке металпов давлением, в частности к изготовлению продольной прокаткой изделийпеременного по длине профиля типа малолистовых рессор. . . Целью изобретения является повыше ние точности и качестваивделий путемпредотвращения опережения металла заготовки относительн катке. г 4 На чертеже показана схема исходного положения заготовки иинструмента перед прокаткой.- у Способ осуществляют следующим об рааом..вг .- -Нагретую до температуры прокаткиза готовку 1 закрепляют одним концом на. пед реднем угчасткекалибрующей плиты 2. выполненной. например в виде профильной оправки. За счет принудительного-цент. жения оправки-заготовку посредством звгибочного устройства ввиде направляю щегоролика З Укладывают на калибрующую плиту 2 и прокатывают в талибов-ч постоянного ра тзодными волками а ременным по длине профилемуобеспечивающим получение изделия заданного профиля. Например. для получения профи дольного- профи-ля калибрующей плиты выполнена по уравнению параболы с заданными параметрами. . . Жесткая связь переднего конца исходной заготовки с калибрующей-плитой и- осуществление прокатки не-приводными вал-ками предотвращает опережение металла заготов У ки относительно инструмента при прокатке.. А Пр и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором нагретую исходную заготовку размещают на калибрующей плите и осуществляютля малолистоеой рессоры образующая про-данной полосы получили заготовку малолистовой рессоры из стали БОХГВ длиной 2115 мм. шириной 9004 мм с перепадом по толщине от 21.51 мм в средней части на длине 160 мм до 10 мм на ее концах (изменениевысоты профиля заготовки в предложенномЗаготовку нагревали до 1050 С и одним г. концомжестко фиксировали впередней че- я-сти профильной калибрующей плиты. За д счет принудительного движения калибруто-гроликафзагибочное устройство заготовки ц т укладывали на плиту и прокатывали в калиб- . - ддрепостоянното. размера, образованном дву-дмя- неприводнъпми валками диаметром 200г. ммс ребордами. Скорость движения калибрующей плиты 0,25 м/с. После прокаткиваг готовку обрезали до необкодимочрстзмераидд калибровали без дополнительного таагрева.Параметры направляющего ролика сущест. разность твердости между ветвями не превышала З .. 5 НВДми валками ветви рессоры имели разнотол щинность до-0,1 мм при отклонении высоты профиля от номинала 0.20030 мм. Раз ность твердости между ветвями достигалаИзобретение по сравнению с извест-чным способом обеспечивает повышение качестваточности получаемых изделий. снижение тРУдоемкостиих изготовления за счет сокращения доделочных операций,обеспечивает возможность получения изделий большой длины. ч(56) Авторское свидетельство СССР М 223726, кл. В 21 В 1/08. 1967.путем П-ПВДОТВРЗПДЭНИЯ ОПЭОЗЖЗНИЯ метал ла ЗЭГОТОВКИ относительно инструментаконцом на переднем участке калибрующейплиты. а прокатку осуществляют неприводными валками.е-нтов- показали. ц что- в случаеисполдвзованияспособа по дани д ному изобретению обе. ветви рессоры имели2 Вслучае прокатки заготовок приводны- а. . . Составитль В. Мальцев д . . Редактор С. Кулаковэ Твхред Мморгантал Корректорр, лисинду.Зака 1 э 3400 - Тираж . Подписное НПО Поиск Роспатента 113035. Москва ж-зб, Раушсхай наб 4/5
МПК / Метки
МПК: B21H 8/00
Метки: изделий, длине, переменного, профиля, способ, изготовления
Код ссылки
<a href="https://by.patents.su/3-4087-sposob-izgotovleniya-izdelijj-peremennogo-po-dline-profilya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделий переменного по длине профиля</a>
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Король В. А., Степаненко А. В., Исаевич Г. А.
МПК: B21H 7/00
Метки: заготовок, длине, устройство, переменным, профилем, изготовления, осуществления, способ, изделий
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Способ прокатки изделий переменного профиля и устройство для его осуществления
Номер патента: 2948
Опубликовано: 30.09.1999
Авторы: Сильванович Николай Владимирович, Степаненко Александр Васильевич, КУДИН Виктор Михайлович, Король Владимир Андреевич, Исаевич Леонид Александрович, Рудович Александр Олегович, Соколовский Игорь Феликсович
МПК: B21B 1/08, B21B 13/02
Метки: способ, прокатки, осуществления, профиля, переменного, устройство, изделий
Текст:
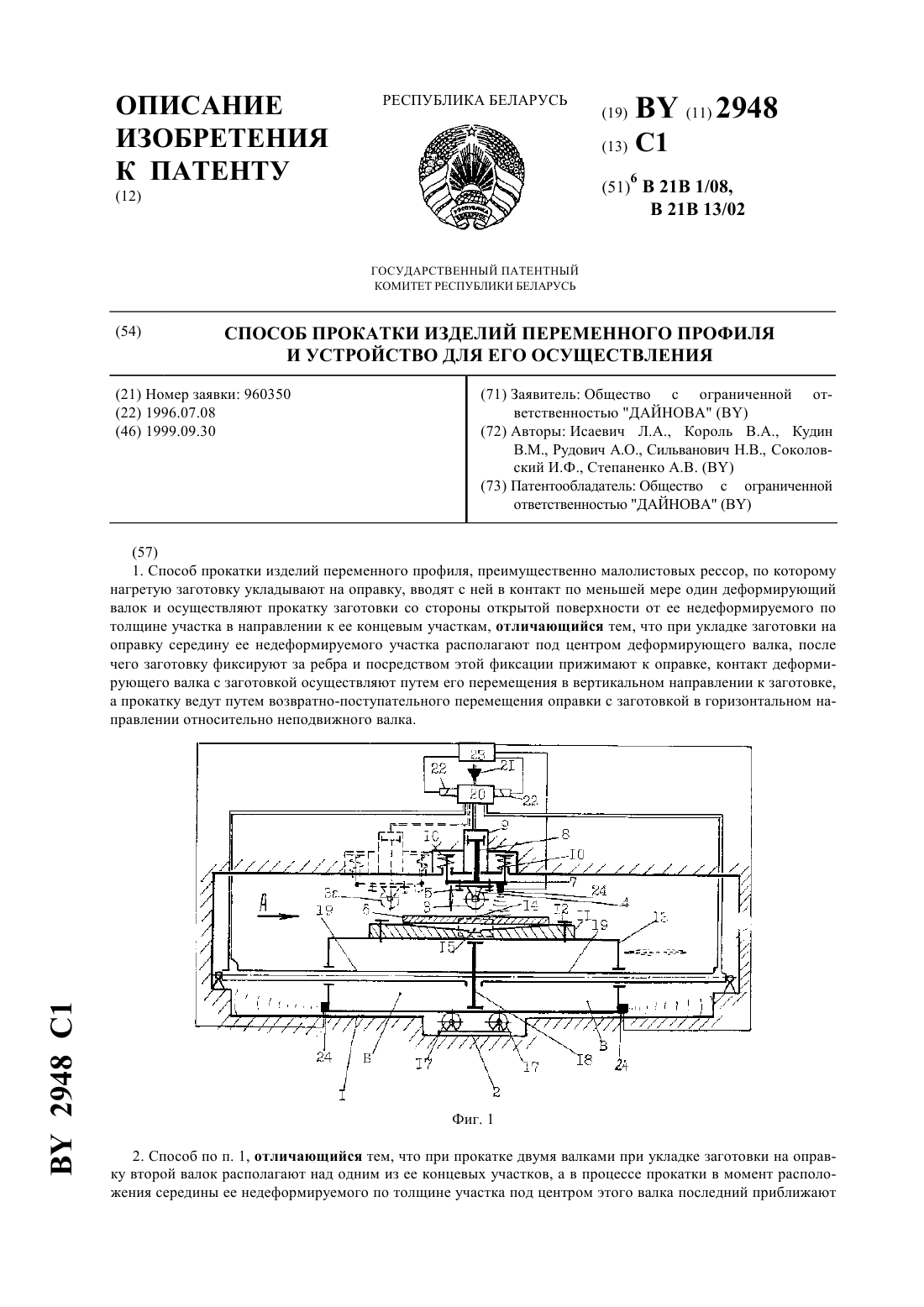
...оправку, снабженную прижимом для заготовки, имеются следующие существенные отличия ложемент выполнен в виде горизонтально расположенного на опорных валках гидроцилиндра, профилированная оправка закреплена на верхней поверхности его корпуса, а поршень гидроцилиндра соединен с закрепленными в станине полыми штоками, сообщенными с внутренней полостью гидроцилиндра и через распределитель с источником текучей среды, который соединен с...
Стан для прокатки изделий переменного профиля
Номер патента: U 114
Опубликовано: 30.03.2000
Авторы: Исаевич Леонид Александрович, Рудович Александр Олегович, Павлович Александр Эдуардович
МПК: B21B 1/08
Метки: стан, прокатки, переменного, изделий, профиля
Текст:
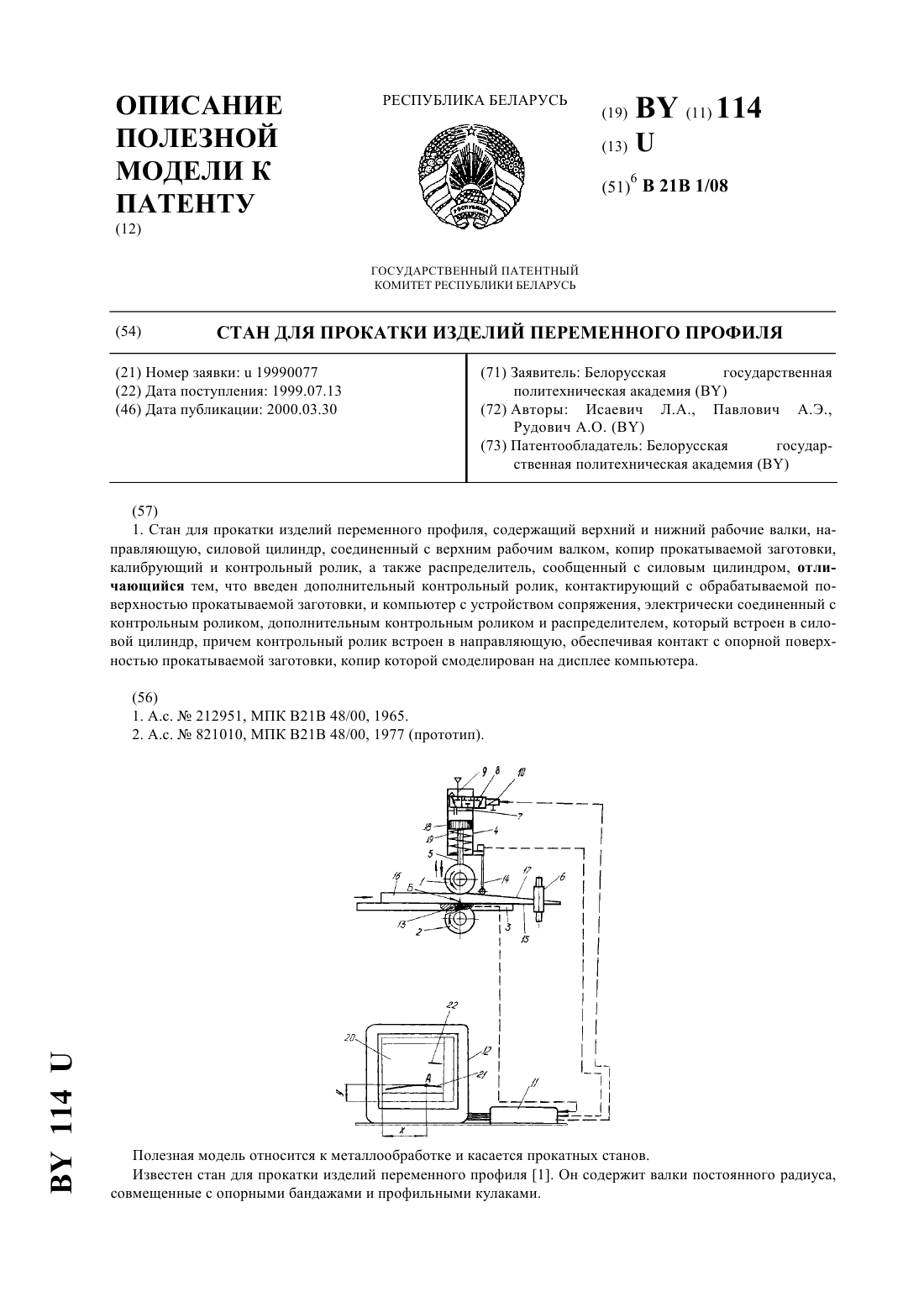
...заготовки направлено на возможность использования компьютера для управления процессом прокатки. Моделирование копира на дисплее компьютера упрощает конструкцию контрольной части стана и его габариты. Сущность полезной модели поясняется чертежом. Стан для прокатки изделий переменного профиля содержит верхний и нижний приводные рабочие валки 1, 2, направляющую 3, силовой цилиндр 4, шток 5 которого соединен с верхним рабочим валком 1, и...
Штамп для изготовления фасонных изделий
Номер патента: 123
Опубликовано: 30.09.1994
Автор: Павлов Лев Григорьевич
МПК: B21K 1/12, B21J 13/02
Метки: фасонных, изделий, изготовления, штамп
Текст:
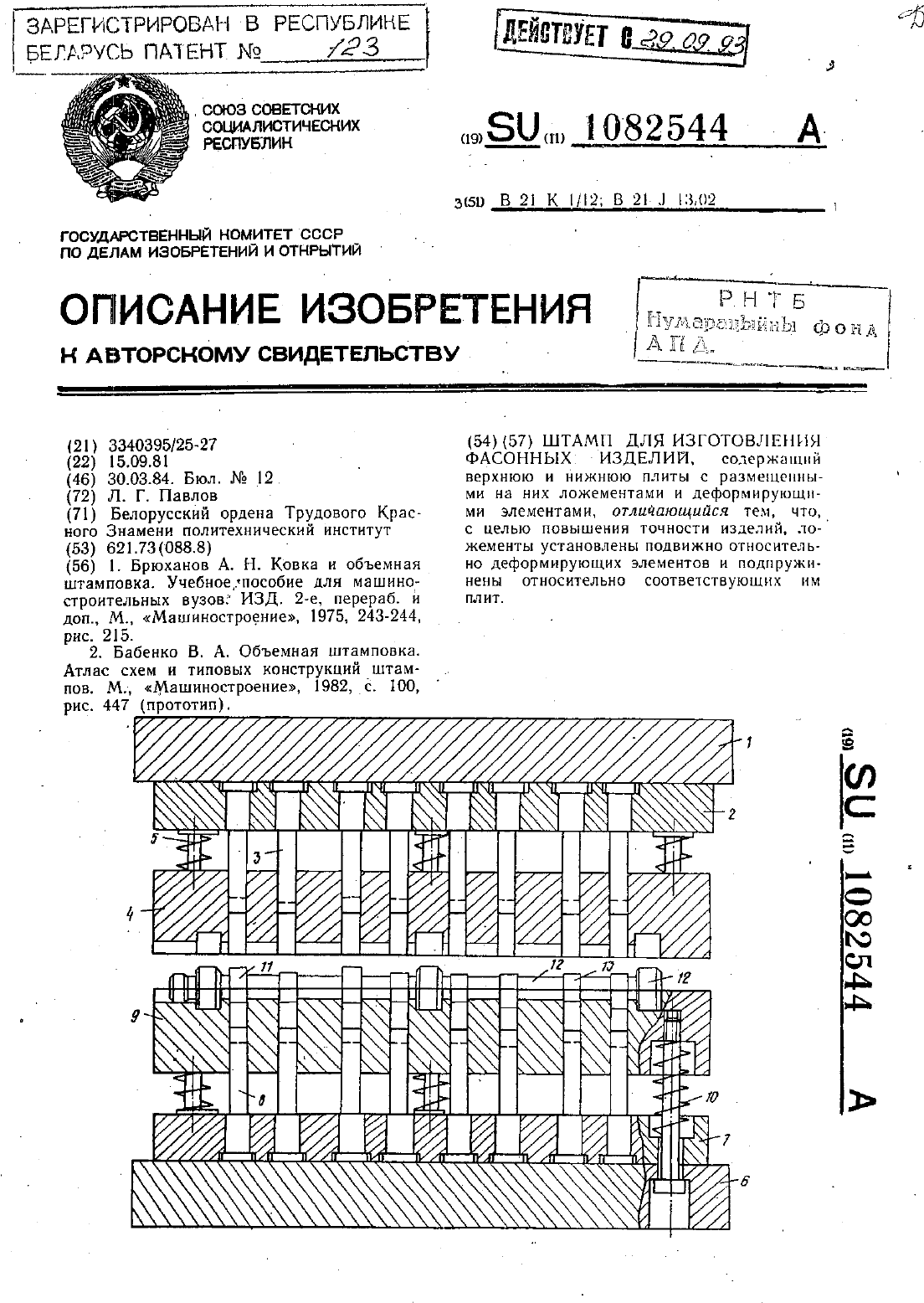
...точность изделий и повышенный расход металла. Цель изобретения - повышение точности изделий и снижение расхода металла.УКЗЗЗННЗЯ ЦЕЛЬ ДОСТИГЗЕТСЯ ТЕМ, ЧТО В штампе для изготовления фасонных изделий, содержащем верхнюю и нижнюю плиТЫ С размещенными на НИХ ложементами и деформирующими элементами, ложементы установлены подвижно относительно деформирующих элементов и подпружннены относительно соответствующих им плит.На чертеже показан...
Способ изготовления погонажных изделий с объемным рисунком сложной конфигурации на вулканизаторах непрерывного действия
Номер патента: 4079
Опубликовано: 30.09.2001
Авторы: Русецкий Валерий Викторович, Марусова Софья Николаевна, Мельников Вячеслав Иванович, Мороз Виктор Аркадьевич, Рунович Валентина Илларионовна, Пасько Вера Борисовна, Александрович Александр Романович
МПК: B29C 35/06
Метки: объемным, рисунком, изготовления, погонажных, изделий, действия, конфигурации, вулканизаторах, способ, сложной, непрерывного
Текст:
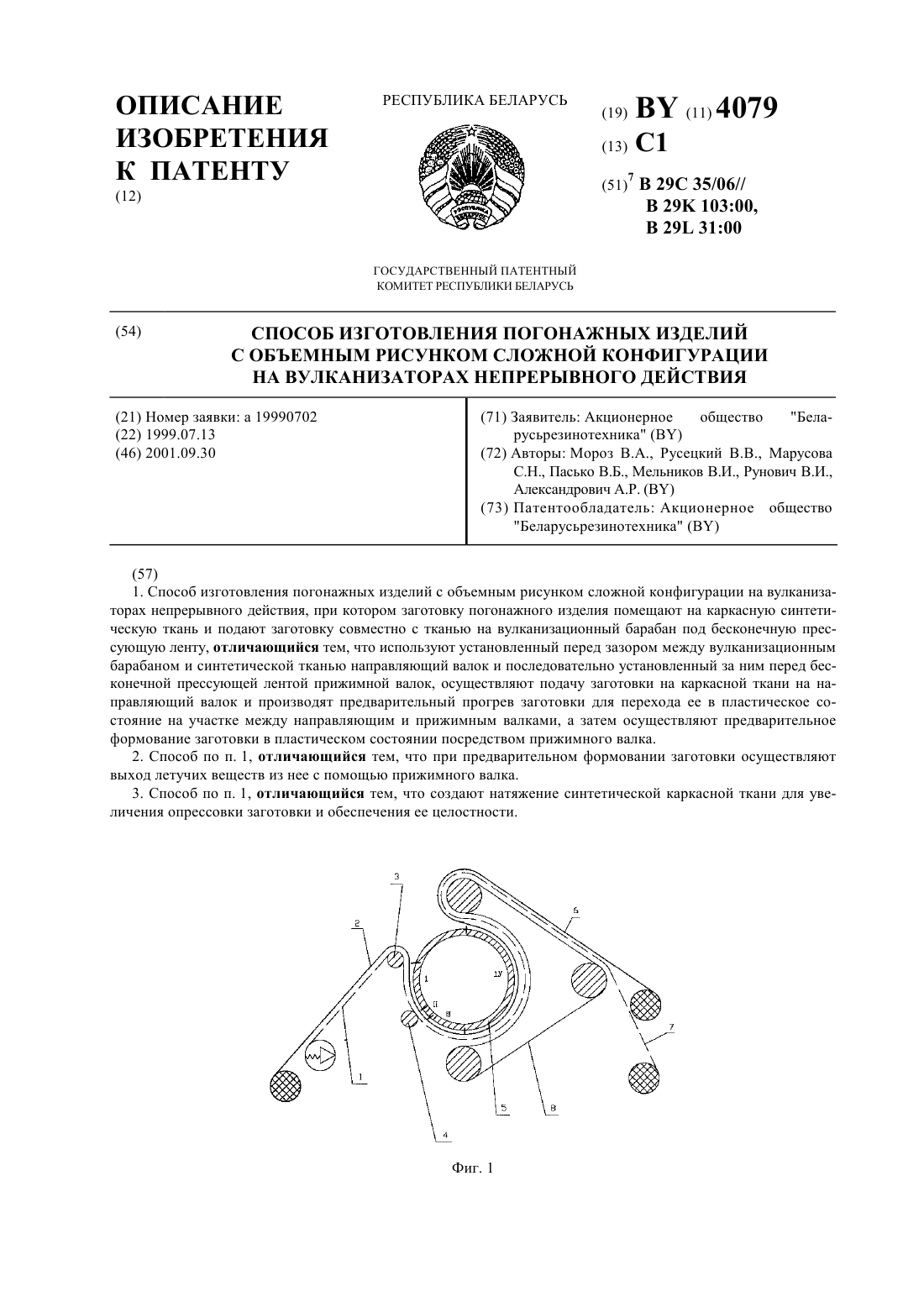
...барабан обжимается шестью внешними сегментами формы с обогревом и гидравлическим усилием сжатия 3,5 МПа. Благодаря высокому гидравлическому давлению на ротационных вулканизаторах фирмы Патекс обеспечивается выпуск качественных погонажных изделий. В то же время непрерывные вулканизаторы фирмы Патекс имеют сложное конструктивно-аппаратурное оформление, пароэнергоемки. Наиболее близким к заявленному по технической сущности и достигаемому...
Предыдущий патент: Свертываемые жалюзи, используемые в качестве затемняющего экрана
Следующий патент: Таблетированный препарат для улучшения процессов пищеварения
Случайный патент: Способ синтеза частиц кубического нитрида бора