Способ определения положения измерительной головки манипулятора
Номер патента: 5419
Опубликовано: 30.09.2003

Текст
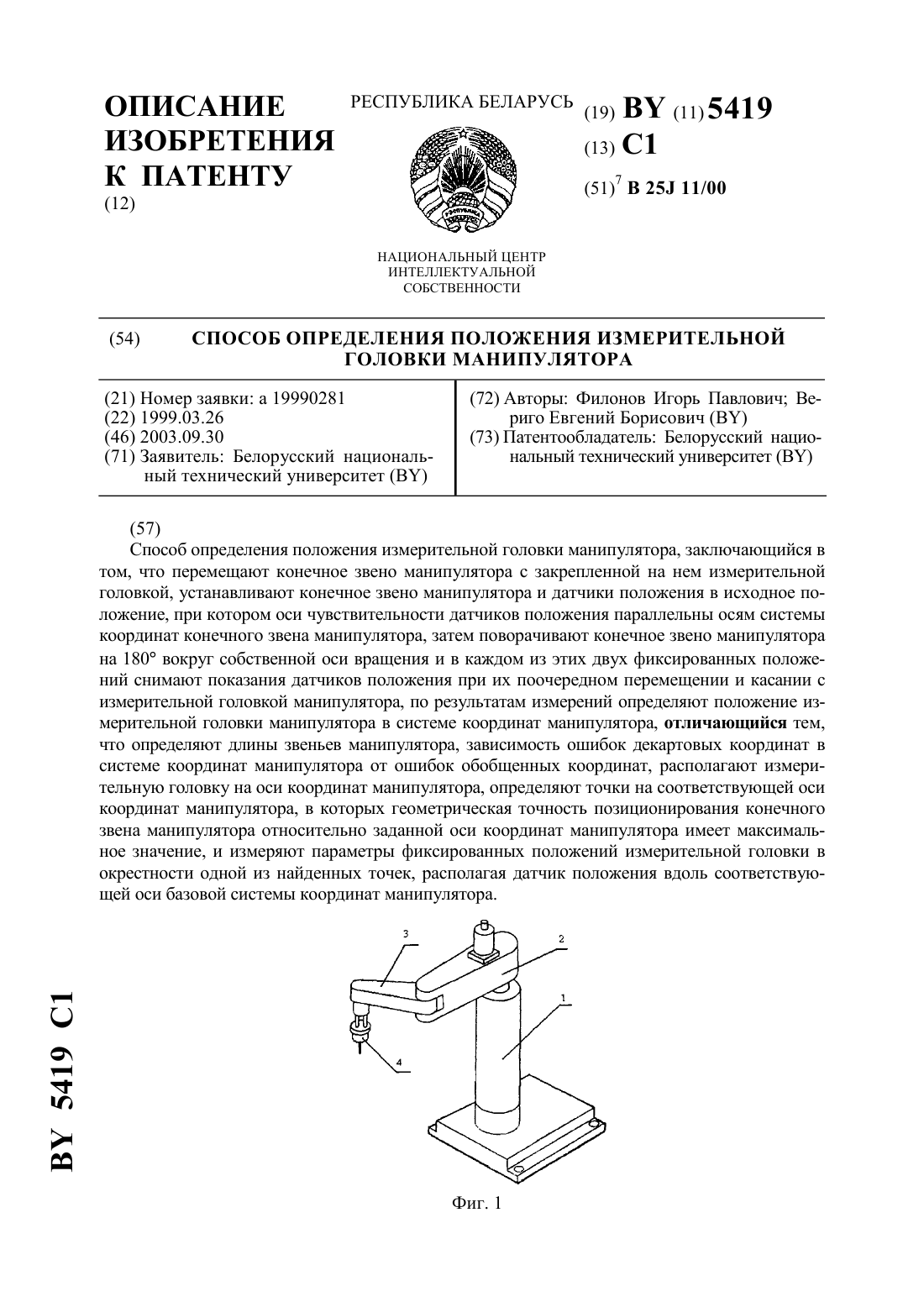
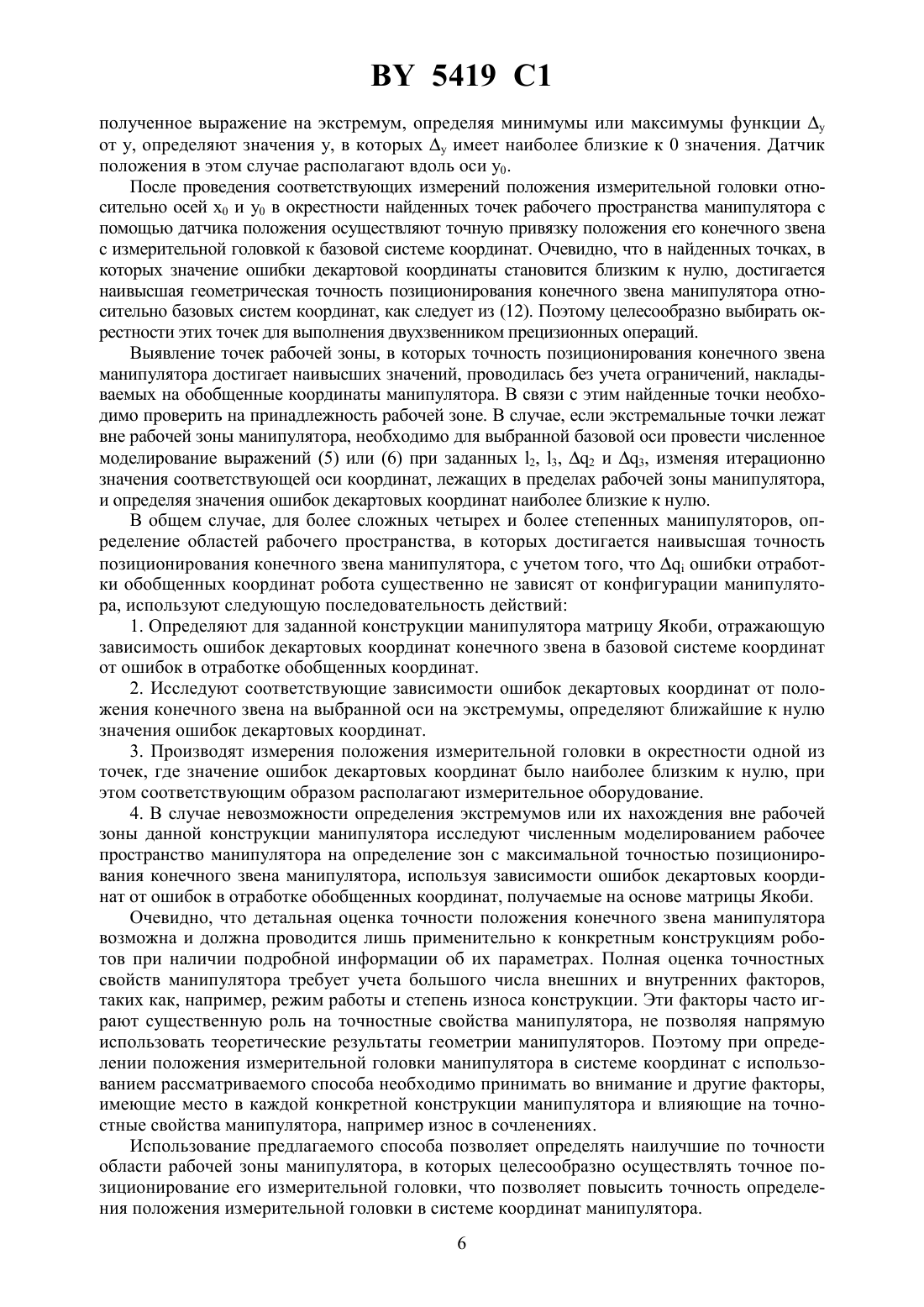
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ИЗМЕРИТЕЛЬНОЙ ГОЛОВКИ МАНИПУЛЯТОРА(71) Заявитель Белорусский национальный технический университет(72) Авторы Филонов Игорь Павлович Вериго Евгений Борисович(73) Патентообладатель Белорусский национальный технический университет(57) Способ определения положения измерительной головки манипулятора, заключающийся в том, что перемещают конечное звено манипулятора с закрепленной на нем измерительной головкой, устанавливают конечное звено манипулятора и датчики положения в исходное положение, при котором оси чувствительности датчиков положения параллельны осям системы координат конечного звена манипулятора, затем поворачивают конечное звено манипулятора на 180 вокруг собственной оси вращения и в каждом из этих двух фиксированных положений снимают показания датчиков положения при их поочередном перемещении и касании с измерительной головкой манипулятора, по результатам измерений определяют положение измерительной головки манипулятора в системе координат манипулятора, отличающийся тем,что определяют длины звеньев манипулятора, зависимость ошибок декартовых координат в системе координат манипулятора от ошибок обобщенных координат, располагают измерительную головку на оси координат манипулятора, определяют точки на соответствующей оси координат манипулятора, в которых геометрическая точность позиционирования конечного звена манипулятора относительно заданной оси координат манипулятора имеет максимальное значение, и измеряют параметры фиксированных положений измерительной головки в окрестности одной из найденных точек, располагая датчик положения вдоль соответствующей оси базовой системы координат манипулятора.(56)2009881 1, 1994.0235779 1, 1987. Изобретение относится к области машиностроения и может быть использовано для координатной привязки промышленных роботов к технологическому оборудованию, для определения областей рабочей зоны манипуляторов промышленных роботов, в которых целесообразно проводить наиболее точные операции, например прецизионную сборку. Известен способ определения положения наконечника измерительной головки, описанный в 1, по которому перемещают конечное звено манипулятора с закрепленной на нем измерительной головкой, последовательно устанавливая в два базисных относительных положения конечное звено манипулятора и датчик, при которых ось чувствительности датчика параллельна одной из осей системы координат конечного звена манипулятора, затем конечное звено манипулятора устанавливают относительно датчика в дополнительное к каждому из базисных положение, путем поворота конечного звена на 180 вокруг собственной оси вращения и в каждом из этих четырех фиксированных положений снимают показания датчика при его перемещении и касании с измерительной головкой манипулятора в системе координат конечного звена, определяют по полуразностям показаний датчика для каждого из базисных положений и дополнительного к нему. Недостатком известного способа является то, что он не учитывает неравноценность геометрической точности манипулятора в различных областях рабочей зоны. Это не позволяет достичь высокой точности определения положения измерительной головки в системе координат манипулятора. Наиболее близким техническим решением является способ определения положения измерительной головки манипулятора 2, в котором перемещают конечное звено манипулятора с закрепленной на нем измерительной головкой, устанавливают конечное звено робота и датчики в исходное положение относительно положения, при котором оси чувствительности датчиков параллельны осям системы координат конечного звена робота, затем поворачивают конечное звено на 180 вокруг собственной оси вращения и в каждом из этих двух фиксированных положений снимают показания датчиков при их поочередном перемещении и касании с измерительной головкой, по результатам измерений определяют положение измерительной головки манипулятора в системе координат манипулятора. Недостатком известного способа является то, что он не учитывает наличие наилучших в смысле геометрической точности точек рабочей зоны, в которых целесообразно проводить определение положения измерительной головки манипулятора заданными техническими средствами. Задача, решаемая изобретением, - повышение точности определения положения измерительной головки манипулятора за счет нахождения точек рабочей зоны робота, в которых позиционирование конечного звена манипулятора имеет наилучшие показатели геометрической точности. Поставленная задача решается тем, что в способе определения положения измерительной головки манипулятора перемещают конечное звено манипулятора с закрепленной на нем измерительной головкой, устанавливают конечное звено манипулятора и датчики в исходное положение относительно положения, при котором оси чувствительности датчиков параллельны осям системы координат конечного звена манипулятора, затем поворачивают конечное звено на 180 вокруг собственной оси вращения и в каждом из этих двух фиксированных положений снимают показания датчиков положения при их очередном перемещении и касании с измерительной головкой манипулятора, по результатам измерений определяют положение измерительной головки манипулятора в системе координат манипу 2 5419 1 лятора, определяют длины звеньев манипулятора, зависимость ошибок декартовых координат в системе координат манипулятора от ошибок обобщенных координат, располагают измерительную головку на оси координат манипулятора, определяют точки на соответствующей оси координат манипулятора, в которых геометрическая точность позиционирования конечного звена манипулятора относительно заданной оси координат манипулятора имеет максимальное значение, измеряют параметры фиксированных положений измерительной головки в окрестности одной из найденных точек, располагая датчик положения вдоль соответствующей оси базовой системы координат манипулятора. Сущность предлагаемого способа поясняется чертежами, где на фиг. 1 - представлена схема исполнительного механизма робота семействас измерительной головкой, закрепленной на конечном звене, фиг. 2 - представлена кинематическая схема двухзвенного манипулятора,фиг. 3 - представлена кинематическая схема двухзвенного манипулятора, у которого измерительная головка находится на оси 0, фиг. 4 - представлена кинематическая схема двухзвенного манипулятора, когда звенья 2 и 3 вытянуты вдоль оси 0, измерительная головка находится на оси х 0, фиг. 5 - представлена кинематическая схема двухзвенного манипулятора, когда звенья 2 и 3 сложены вдоль оси 0, фиг. 6 - представлена кинематическая схема двухзвенного манипулятора, когда звенья 2 и 3 расположены перпендикулярно оси х 0,измерительная головка находится на оси 0, длина звена 3 равна длине звена 2, фиг. 7 - представлена кинематическая схема двухзвенного манипулятора, когда звено 3 расположено перпендикулярно оси х 0, измерительная головка находится на оси х 0, длина звена 3 меньше длины звена 2. Определение положения измерительной головки в базовой системе координат робота необходимо для качественного выполнения роботом последующих технологических операций, например сборки. На фиг. 1 представлена схема исполнительного механизма робота семейства . Манипулятор содержит подвижное звено 1, имеющее возможность поступательного перемещения, подвижные звенья 2 и 3 с вращательными кинематическими парами. К конечному звену 3 крепится измерительная головка 4. Конечное звено робота с измерительной головкой выводят в некоторую область рабочего пространства робота, где заранее установлен связанный с основанием датчик линейных перемещений 5. Суть данного способа определения положения измерительной головки в системе координат робота заключается в определении области рабочего пространства робота, в котором будет установлен датчик перемещений 5 и проведены измерения положения измерительной головки манипулятора. Нахождение области рабочего пространства, в котором геометрическая точность позиционирования конечного звена манипулятора относительно заданных осей координат робота имеет максимальное значение, можно рассматривать на примере двухзвенного манипулятора, получаемого путем рассмотрения двух последних звеньев манипулятора робота , представленного на фиг. 1. На фиг. 2 представлена кинематическая схема двухзвенного манипулятора, который получают, рассматривая два последних звена с вращательными кинематическими парами робота . Порядковые номера звеньев 2 и 3 оставлены при рассмотрении двухзвенного плоского манипулятора в соответствии с номерами звеньев робота . На фиг. 2 указаны длины звеньев 2 и 3, базовая система координат двухзвенного робота х 0 у 0, помещенная в начало звена 2, система координат звена 2 - х 2 у 2 и система координат 33 звена 3, а также углы поворота звеньев 2 и 3. Рабочая зона манипулятора, представленного на фиг. 2, представляет собой круг в случае равенства длин звеньев манипулятора или кольцо в случае, если длины звеньев не равны, т.е. рассматривают на данном этапе двухзвенный манипулятор без ограничений, накладываемых на обобщенные координаты манипулятора,учитывая их после проведения исследования. 5419 1 Полагают, что в номинальном положении измерительная головка лежит на оси х 0, как показано на фиг. 3. Датчик положения располагают также на оси х 0, как показано на фиг. 3. Необходимо измерять координату х положения измерительной головки в базовой системе координат робота 0 у 0. Декартовые координаты измерительной головки х и у в системе координат робота 00 записывают как х 223( 23 ) (1)223 (23 ) , (2) где 2 - обобщенная координата (угол поворота) звена 2 3 - обобщенная координата (угол поворота) звена 3. Переходят к малым приращениям х, у декартовых координат и 2, 3 обобщенных координат звеньев манипулятора в (1) и (2) х 2 ( 22 )3( 2323 ) (3)2 ( 22 )3(2323 ). С учетом (1) и (2) преобразуют выражения (3) и (4) к виду х 23( 23 ) 3(6) Выражения (5) и (6) в матричной форме имеют вид где 2 - ошибка отработки обобщенной координаты 2 3 - ошибка отработки обобщенной координаты 3 х - ошибка положения измерительной головки относительно базовой оси х 0 системы координат робота у - ошибка положения измерительной головки относительно базовой оси у 0 системы координат робота. Матрица 22 в правой части матричной записи выражений (5) и (6) является матрицей Якоби двухзвенного манипулятора на фиг. 2. Так как полагают, что измерительная головка расположена на оси х 0, то можно принимать координату у измерительной головки робота в системе координат робота равной 0. Тогда выражение (5) записывают, как х 3( 23 ) 3 .(7) Выражают (23) через координату измерительной головки х. Используя треугольник, образованный звеньями манипулятора и осью х 0, определяют (23), как( 23 )( 3222 2 ) / 2 3. Определяют (23), как( 23 )12 ( 23 ). Знак минус перед корнем не ставят, так как полагают, что звенья манипулятора находятся в первой четверти плоскости, образованной осями базовой системы координат робота х 0 у 0. Очевидно, что для рассматриваемого двухзвенного манипулятора существует симметричная относительно оси х 0 конфигурация манипулятора, в которой измерительная головка манипулятора также будет лежать на оси х 0 и иметь ту же координату х, при этом звенья манипулятора будут находится в четвертой четверти. В этом случае перед корнем для (23) необходимо ставить знак минус. В зависимости от конкретного случая может быть принята к работе любая из конфигураций относительно оси х 0. В данном случае 4 5419 1 принимают к дальнейшему рассмотрению конфигурацию манипулятора, показанную на фиг. 3 в первой четверти. Тогда выражение для (23) с учетом (8) принимает вид 1(10) 2 Для точного определения координаты х необходимо найти такое значение координаты х положения измерительной головки на оси х 0 системы координат робота, для которого значение х является наиболее близким к нулю при заданных 2, 3 длинах звеньев манипулятора и ошибках 2, 3 отработки обобщенных координат. Для полного устранения ошибки х необходимо, чтобы правая часть выражения (7) была равна 0. Это возможно при 230 или 23180, что выполнимо при значении координаты схвата хм, равной соответственно 23, 2 - 3 и 0. Соответствующие данным значениям конфигурации двухзвенного манипулятора представлены на фиг. 4 и фиг. 5. На фиг. 4 представлена конфигурация двухзвенного манипулятора, звенья которого вытянуты вдоль оси 0, на фиг. 5 - конфигурация двухзвенного манипулятора, звенья которого сложены вдоль оси х 0. Для получения наиболее точного значения положения измерительной головки относительно базовой оси х 0 помещают конечное звено со схватом в окрестность точки с координатами у 00, х 0 хм и измеряют координату х измерительной головки датчиком положения, расположенным вдоль оси х 0 системы координат манипулятора. Полагая, что значения ошибок отработки обобщенных координат 2 и 3 не зависят от положения конечного звена в системе координат манипулятора, для всех возможных конфигураций манипулятора находят экстремумы функции (10) по х, для определения экстремальных значений хэ. Для этого берут производную правой части выражения (10) по х и приравнивают его к 0.(11) 222 ( 322 2 )4( 322 2 ) 2 На основании полученного выражения (11) делают вывод, что экстремумами функции На основе (7) и (12) делают вывод, что экстремальными значениями для ошибки х являются значения обобщенных координат 2390 и 23-90. В этом случае имеют место максимумы или минимумы значений х в зависимости от знаков составляющих величин выражения (7). На основе экстремальных значений для (11) и (7) представлены конфигурации двухзвенного манипулятора и соответствующие значения хэ, в которых имеет место максимум или минимум выражения (7). В случае максимума в заданной конфигурации манипулятора ошибка х принимает максимальное положительное значение при заданных 3 и 3, а в случае минимума - максимальное отрицательное значение. При выполнении условия (12) и 2390 или 23-90 значение погрешности позиционирования схвата имеет максимальное по модулю значение при заданных 3 и 3. Следовательно при нахождении манипулятора в данной конфигурации наиболее целесообразно судить о максимальной погрешности позиционирования х двухзвенного манипулятора вдоль базовой оси х 0. Соответствующие конфигурации двухзвенных манипуляторов с положением конечного звена в окрестности экстремальных точек с координатами у 00 и 0 э показаны для 23 на фиг. 6 и для 23 на фиг. 7. В такой же последовательности, как и относительно оси х 0, проводят определение положения измерительной головки относительно оси у 0. Для этого располагают измерительную головку манипулятора на оси у 0, принимают в (6) значение х равным 0, исследуют 5 5419 1 полученное выражение на экстремум, определяя минимумы или максимумы функции у от у, определяют значения у, в которыхимеет наиболее близкие к 0 значения. Датчик положения в этом случае располагают вдоль оси у 0. После проведения соответствующих измерений положения измерительной головки относительно осей х 0 и у 0 в окрестности найденных точек рабочего пространства манипулятора с помощью датчика положения осуществляют точную привязку положения его конечного звена с измерительной головкой к базовой системе координат. Очевидно, что в найденных точках, в которых значение ошибки декартовой координаты становится близким к нулю, достигается наивысшая геометрическая точность позиционирования конечного звена манипулятора относительно базовых систем координат, как следует из (12). Поэтому целесообразно выбирать окрестности этих точек для выполнения двухзвенником прецизионных операций. Выявление точек рабочей зоны, в которых точность позиционирования конечного звена манипулятора достигает наивысших значений, проводилась без учета ограничений, накладываемых на обобщенные координаты манипулятора. В связи с этим найденные точки необходимо проверить на принадлежность рабочей зоне. В случае, если экстремальные точки лежат вне рабочей зоны манипулятора, необходимо для выбранной базовой оси провести численное моделирование выражений (5) или (6) при заданных 2, 3, 2 и 3, изменяя итерационно значения соответствующей оси координат, лежащих в пределах рабочей зоны манипулятора,и определяя значения ошибок декартовых координат наиболее близкие к нулю. В общем случае, для более сложных четырех и более степенных манипуляторов, определение областей рабочего пространства, в которых достигается наивысшая точность позиционирования конечного звена манипулятора, с учетом того, чтоошибки отработки обобщенных координат робота существенно не зависят от конфигурации манипулятора, используют следующую последовательность действий 1. Определяют для заданной конструкции манипулятора матрицу Якоби, отражающую зависимость ошибок декартовых координат конечного звена в базовой системе координат от ошибок в отработке обобщенных координат. 2. Исследуют соответствующие зависимости ошибок декартовых координат от положения конечного звена на выбранной оси на экстремумы, определяют ближайшие к нулю значения ошибок декартовых координат. 3. Производят измерения положения измерительной головки в окрестности одной из точек, где значение ошибок декартовых координат было наиболее близким к нулю, при этом соответствующим образом располагают измерительное оборудование. 4. В случае невозможности определения экстремумов или их нахождения вне рабочей зоны данной конструкции манипулятора исследуют численным моделированием рабочее пространство манипулятора на определение зон с максимальной точностью позиционирования конечного звена манипулятора, используя зависимости ошибок декартовых координат от ошибок в отработке обобщенных координат, получаемые на основе матрицы Якоби. Очевидно, что детальная оценка точности положения конечного звена манипулятора возможна и должна проводится лишь применительно к конкретным конструкциям роботов при наличии подробной информации об их параметрах. Полная оценка точностных свойств манипулятора требует учета большого числа внешних и внутренних факторов,таких как, например, режим работы и степень износа конструкции. Эти факторы часто играют существенную роль на точностные свойства манипулятора, не позволяя напрямую использовать теоретические результаты геометрии манипуляторов. Поэтому при определении положения измерительной головки манипулятора в системе координат с использованием рассматриваемого способа необходимо принимать во внимание и другие факторы,имеющие место в каждой конкретной конструкции манипулятора и влияющие на точностные свойства манипулятора, например износ в сочленениях. Использование предлагаемого способа позволяет определять наилучшие по точности области рабочей зоны манипулятора, в которых целесообразно осуществлять точное позиционирование его измерительной головки, что позволяет повысить точность определения положения измерительной головки в системе координат манипулятора. 6 5419 1 Таким образом, приведенный способ определения положения измерительной головки манипулятора позволяет решить поставленную задачу, заключающуюся в повышении точности определения положения измерительной головки в системе координат манипулятора, за счет определения длин звеньев манипулятора, определения зависимости ошибок декартовых координат в системе координат манипулятора от ошибок обобщенных координат, расположения измерительной головки на соответствующей оси координат, определения точек на соответствующей оси, в которых геометрическая точность позиционирования конечного звена манипулятора относительно заданной оси координат манипулятора имеет максимальное значение,измерения параметров фиксированных положений измерительной головки в окрестности одной из найденных точек, расположения датчика положения вдоль соответствующей оси базовой системы координат манипулятора, таким же образом измерения положения измерительной головки относительно других осей системы координат манипулятора, и на основании полученных результатов измерений, определения положения измерительной головки в системе координат манипулятора. Источники информации 1.2009882, 1994. 2.2009881, 1994. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B25J 11/00
Метки: положения, манипулятора, головки, способ, определения, измерительной
Код ссылки
<a href="https://by.patents.su/7-5419-sposob-opredeleniya-polozheniya-izmeritelnojj-golovki-manipulyatora.html" rel="bookmark" title="База патентов Беларуси">Способ определения положения измерительной головки манипулятора</a>
Способ управления манипулятором промышленного робота

Номер патента: 5369
Опубликовано: 30.09.2003
Авторы: Вериго Евгений Борисович, Филонов Игорь Павлович
МПК: B25J 9/16
Метки: управления, способ, манипулятором, промышленного, робота
Текст:
...фактическое положение схвата в системе координат робота, на основании сравнения с заданным положением схвата вдоль заданной траектории определяют линейные перемещения схвата, обеспечивающие его переход в заданное положение, преобразуют полученные линейные перемещения схвата в обобщенные координаты звеньев манипулятора и формируют сигналы управления приводными двигателями звеньев манипулятора для достижения заданного положения схвата,...
Шарнир манипулятора

Номер патента: 5083
Опубликовано: 30.03.2003
Автор: Вериго Евгений Борисович
МПК: B25J 17/00
Метки: манипулятора, шарнир
Текст:
...уменьшить износ контактирующих поверхностей сферической головки 1 и опоры 2 шарнира манипулятора. Прокладка 6 из пористого материала с микропорами служит для хранения дополнительного запаса смазывающей жидкости 7. Материал пористого тела подбирается таким,что он смачивается жидкостью высокомолекулярного полимера. Пористое тело 6 и смазывающая жидкость 7 находятся в непосредственном контакте, поэтому смазывающая жидкость под...
Устройство определения углового положения вращающегося объекта
Номер патента: 3712
Опубликовано: 30.12.2000
Авторы: Анищик Виктор Михайлович, Ярмолович Вячеслав Алексеевич
МПК: G01B 7/30
Метки: вращающегося, объекта, определения, углового, положения, устройство
Текст:
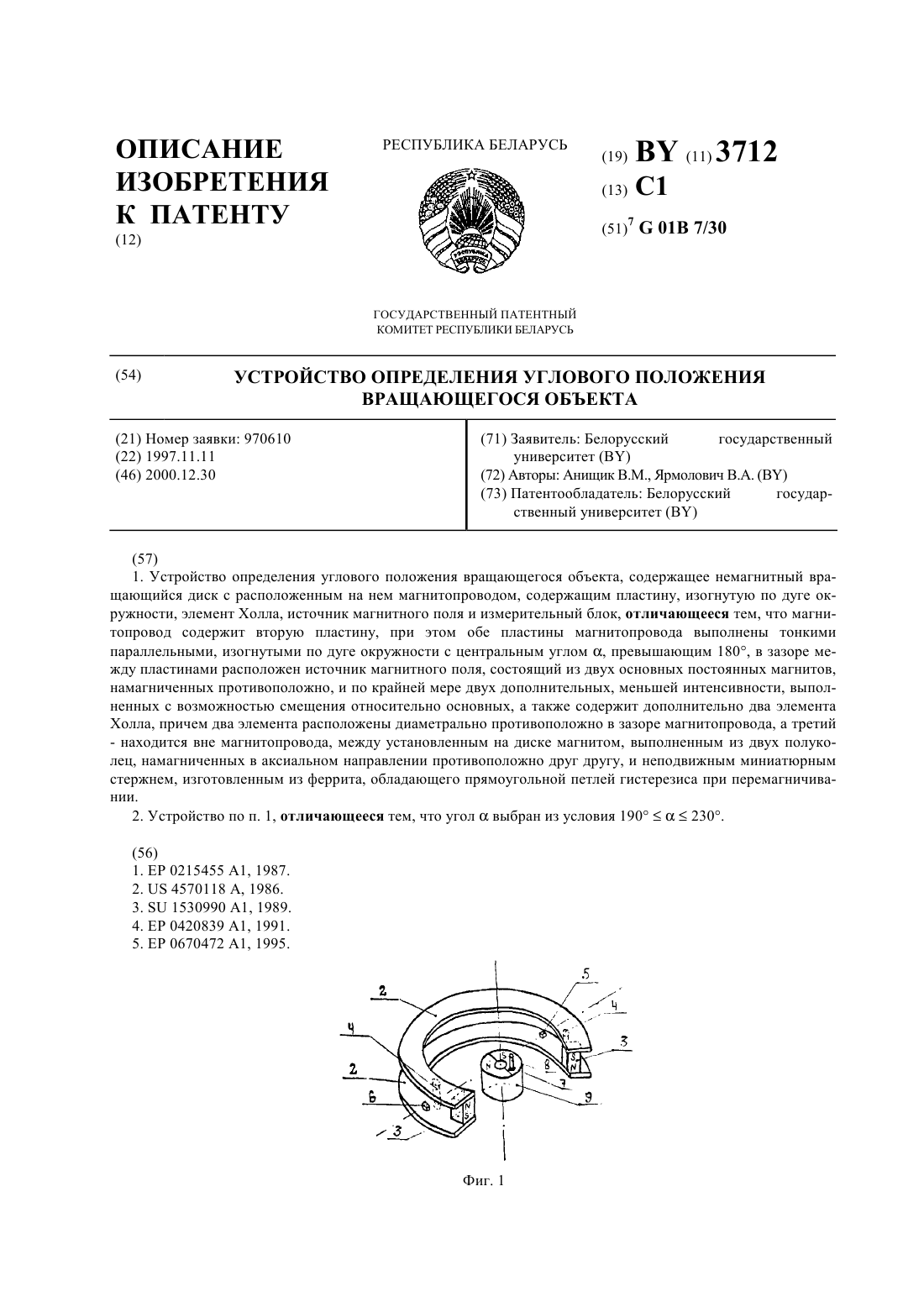
...источников магнитного поля в магнитопроводе, обеспечивающее строго линейную зависимость выходного сигнала от угла поворота в диапазоне углов более 180 при многооборотном вращении независимо от идентичности и симметричности постоянных магнитов. При этом выходной сигнал не зависит от аксиальных смещений вращающегося диска. Новым является использование трех элементов Холла, находящихся в функциональной связи с источниками магнитного...
Способ управления манипулятором промышленного робота
Номер патента: 4972
Опубликовано: 30.03.2003
Авторы: Филонов Игорь Павлович, Вериго Евгений Борисович
МПК: B25J 9/16
Метки: управления, способ, робота, манипулятором, промышленного
Текст:
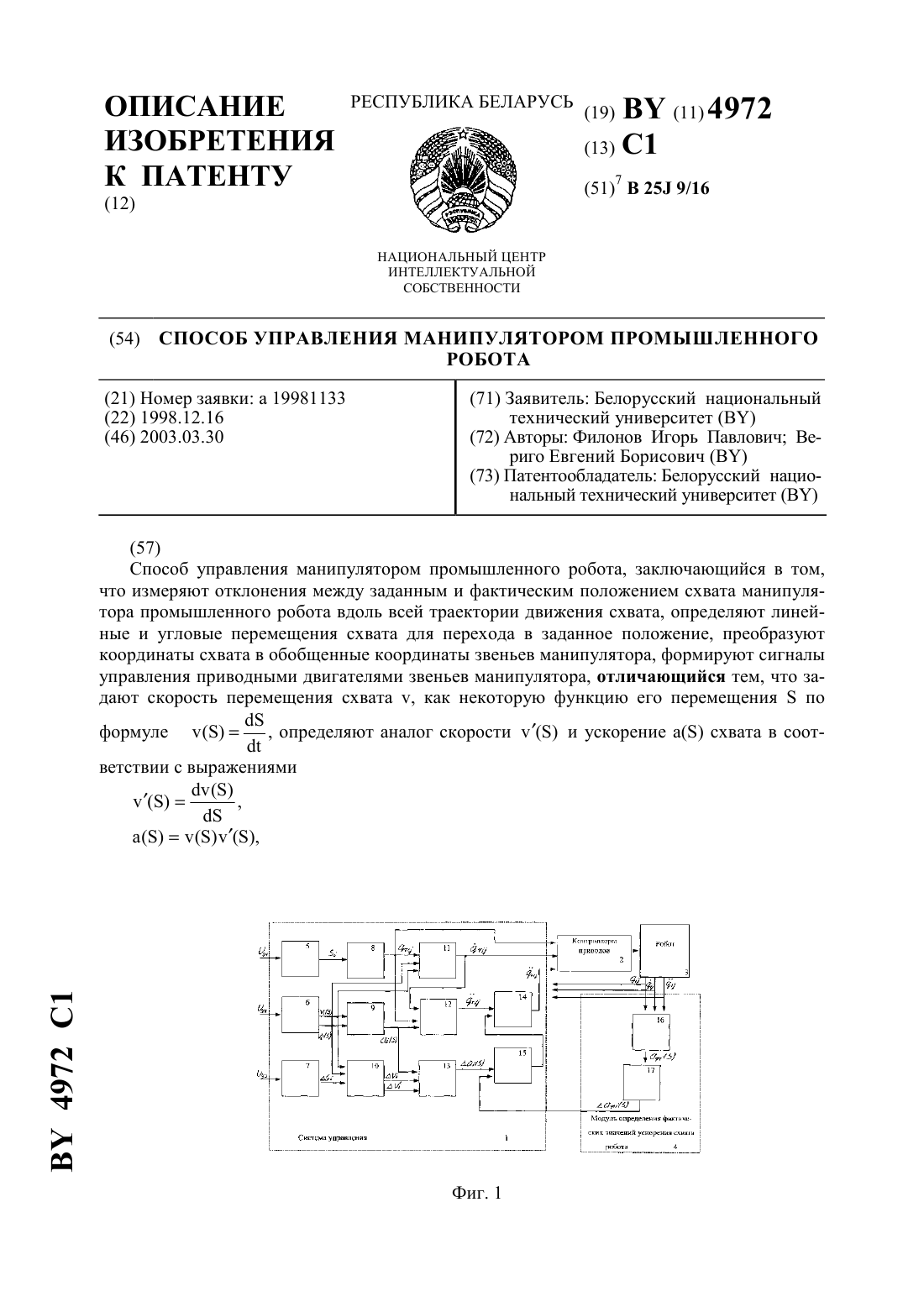
...схема манипулятора с шестью степенями подвижности фиг. 3 представлены зависимости скорости, аналога скорости, ускорения схвата и обобщенных ускорений звеньев манипулятора от пути фиг. 4 представлена блок-схема алгоритма управления манипулятором. 3 4972 1 Блок-схема системы управления манипулятором промышленного робота представлена на фиг. 1. На фиг. 1 обозначены 1 - система управления, 2 - контроллеры приводов, 3 робот и 4 - модуль...
Наконечник лазерного манипулятора

Номер патента: 2865
Опубликовано: 30.06.1999
Автор: Путырский Леонид Алексеевич
МПК: A61B 17/34
Метки: лазерного, наконечник, манипулятора
Текст:
...6. Наконечник лазерного манипулятора фиксируют к конусообразной указке 4 с помощью винта 7. Поверхность внутреннего отверстия 3 цилиндрического стержня 2 выполнена конической (фиг. 2) в соответствии с конусообразной формой указки 4. Наконечник лазерного манипулятора используют следующим образом. При рассечении тканей молочной железы, начиная с кожных покровов, наконечник лазерного манипулятора снимают (после соответствующего...
Предыдущий патент: Способ получения легковесных огнеупорных динасовых изделий
Следующий патент: Способ извлечения алмазов из отходов алмазообработки
Случайный патент: Устройство для электронного измерения профиля луча лазера