Способ соединения деталей стрелки
Текст
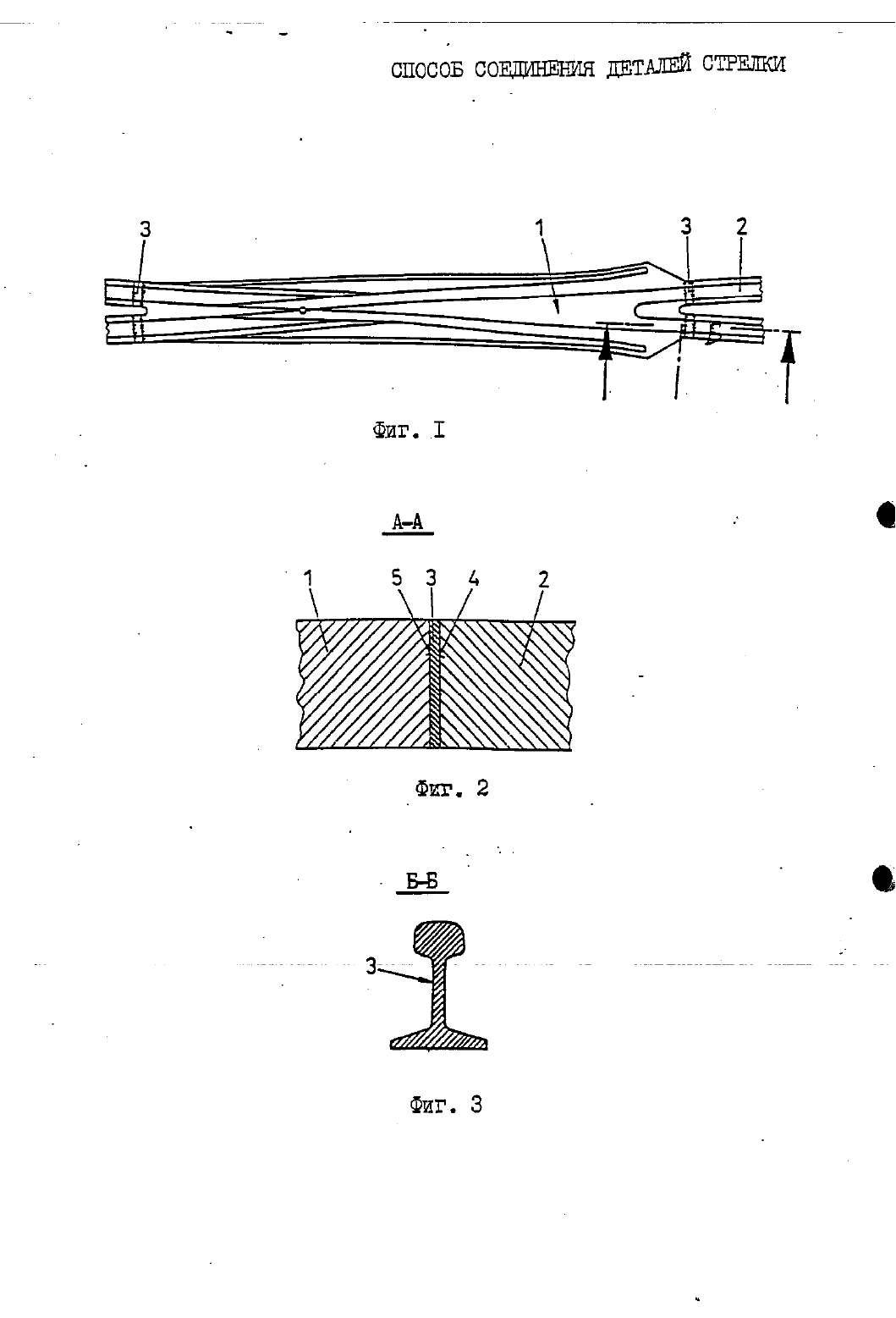
/ Способ соединения деталей стрелкиИзобретение относится н способу соединения деталей стрелок, состоящих из литой аустенитной внсономарганцовистой стали, таких, наприер как крестовина и связанные с ней рельсы из марганпрвистой стали с признающим к нмм рельсом из углеродистой стали с применением промежуточной детали из низкоуглеродистой аустенитной стали.Целью изобретения является достипение длительной прочности и более равномерного распределения структуры во всей зоне сверни. В частности, исключение термообработки после второй сварки со сталью нормального рельса долннс при этом улучшить воспроизводимость прочностннх свойств сварного соединения, причем одновременно долины достигаться лучшие величины прогиба и лучшие величины длительной прочности.Изобретение поясняется с помощью схематически изображенного на чертежах примера осуществления. На этих чертежах понаваннна фиг.1 крестовина пересечения с присоединенными нормальными рельсам из углеродистой стали нвалитета 1110 860на фиг.2 - в увеличенном масштабе сечение по А-А на фиг.1Крестовина 1 состоит из литой аустенитной внсокомарганЦовистой стали. К этой крестовине приварена нормальные рельсы 2с промежуточным включением промежуточных деталей З за счетПромежуточные детали длиной около 500 мм занимали в сва рочной машине для стыковой сварки сплавлением. Промежуточные детали имеют изобраненнй на фиг.З профиль нормального рельса. Эти промежуточные детали длиной 50 м сначала свариваютс нормальным рельсом 2 за счет стыковой сварниоплавлением,причем возникает сварной шов 4, изображенный на фиг.2. Зову этого сварного шва 4 затем подвергают описаннойвнше термообработке для того, чтобы устранить образование мартенсита. После этого промежуточные детали обрезают таким образом, что ихдлина, измеренная от сварного шва 4, составляет около 15 мм, ПОСЛЕ ЧЕГО ОСУЩЭСТБПЯЮТ ВТОРУЮ сварку РВВНЫМ 0613830191 за СЧВТстыковой сварки сплавлением с нрестовиной 1. При сварке в свою очередь оплавляются от 5 до 10 мм длины промежуточной детали, так что оставшаяся промежуточная деталь имеет минимальную длину 5 мм менду сварннм шом 4 и сварным швом 5, причем марган цовистая крестовина 1 через сварной шов 5 соединена с промежуточной деталью.Способ, согласно изобретению, состоит в основном в том,что используют промежуточную деталь из стабилизированной На и/или Т малоуглеродистой аустенитной стали, в частности хромоникелевой стали, и что вслед за первым сварным соединениемосуществляют термообработку, в частности диффузионный отвиг, при температуре между 350 С и 1 О 0 ОС. За счет того, что исполь зуют променуточмую деталь из стабилизированной ниобием и/или титаном малоуглеродистой аустенитной стали, в частности хромоникелевой стали, снимается доля свободного углерода и ограничивается диффузия углерода, отрицательно воздействующая на механические характеристики сварного соединения. За счет того,что теперь вслед за этой первой стновой сваркой сплавлениеммежду УГЛЕРОДИСТОЙ СТЭЛЬЮ РВЛЪСЗ И ПРОМЕЖУТОЧНОЙ ДЭТЕШЪЮ ОСУЩЕствлнют целенаправленную термообработку, достигается сглаживание различной в нонцентраци полностью различных сплавов промежуточной детали и стали рельса за счет диффузии, причем одновременно не только достигается выравнивание концентраций в зоне сварки, но танне вновь устраняетсяобразованный при спределенных обстоятельствах мартенсит. После обрезки промепуточной детали до .необходимой минимальной длины для второго сварочного процесса соединение с деталью, состоящей из литой аустенитнсйВНСОКОМЗРГЗШДОВПОТО ОТЕЛИ, СООТВЭТОТЕВЕО РЗЛЪООМ ИЗ МЭРГЭЕЦО вистой стали, вновь монет происходить с помощью стыковой свар ки сплавлением, причем здесь далее не требуется выдерживать нкаких особы условий в отношении охландения. Второе сварное соединение монет охлаждаться в спокойном воздухе, как это соответствует одной предпочтительной форме осуществления, без того,чтобы это приводило н новым, нежелательным явлениям увеличения твердости в зоне первого сварного соединения. В целом за счет го рода осуществления способа для всего сварного соединения получаются величины прогиба, которые до двух раз превышают величины прогиба, достижимые с помощью известных способов, причем одновременно без дополнительных мероприятий могли бы достигаться величины длительной прочности до 250 Н/мг.термообработку предпочтительным образом осуществляют в тембчение промежутка времени от 2 до 5 часов, благодаря чему обес печивается то, что вновь надежно может устраниться опасность образования мартенсита. Образование мартенсита дана при целенаправленном ведении способа во время первой сварки и, в частности, при замедленном охлаждении после первой сварки не может быть надепноисключено, причем за счет целенаправленной термо обработки помимо устранения образованого при определенных об 4стоятельствах мартенсита в самой значительной степени выравнивается профиль концентрации химических злементов в зоне сварки, за счет чего получаются более внсокие величины прочности и величины прогиба.Особенно предпочтительным образом способ терообработни осуществляют таким образом, что термообработку проводят за время от 2 до 5 чсов, после чего производят охлапдеиме в спокойном воздухе.На основании достипимой за счет термообработки гомогенизации распределения концентрации в зоне сварки после первой стыковой сварки сплавлением и на основании того обстоятельства, что образованный при определенных обстоятельствах мартенсит надежно устранен, далее можно действовать, как это соответствует одному предпочтительном дальнейшему осуществлению способа согласно изобретению, таким образом, что вслед за вто рнм процессом сварки производят охлаждение в спокойном воздухеВ качестве материала для промежуточной детали предпочтительно могут применяться стали квалитета ХШООЫПГЗ 18 9, ХОСЪ ЭТЗ 18 10,. ХШОСЪ-Мшв 18 9 или ХЗСЫ/Мв 18 10. Такого рода стабилизированные шюбием, соответственно титаном, стали имеют максимальное содержание углерода 0,06 весовнхао, причем титан, соответственно ниобий, для стабилизации используют в количестве, которое в случае титана соответствует по меньшей мере 5-кратному содержанию углерода и в случае ниобия - по мен шей мере Ш 0 кратному содержанию углерода. В качестве особенно предпочтителной при этом проявила себя промежуточная деталь,имеюая следующий ориентировочный анализ
МПК / Метки
МПК: E01B 11/44
Метки: стрелки, деталей, соединения, способ
Код ссылки
<a href="https://by.patents.su/8-727-sposob-soedineniya-detalejj-strelki.html" rel="bookmark" title="База патентов Беларуси">Способ соединения деталей стрелки</a>
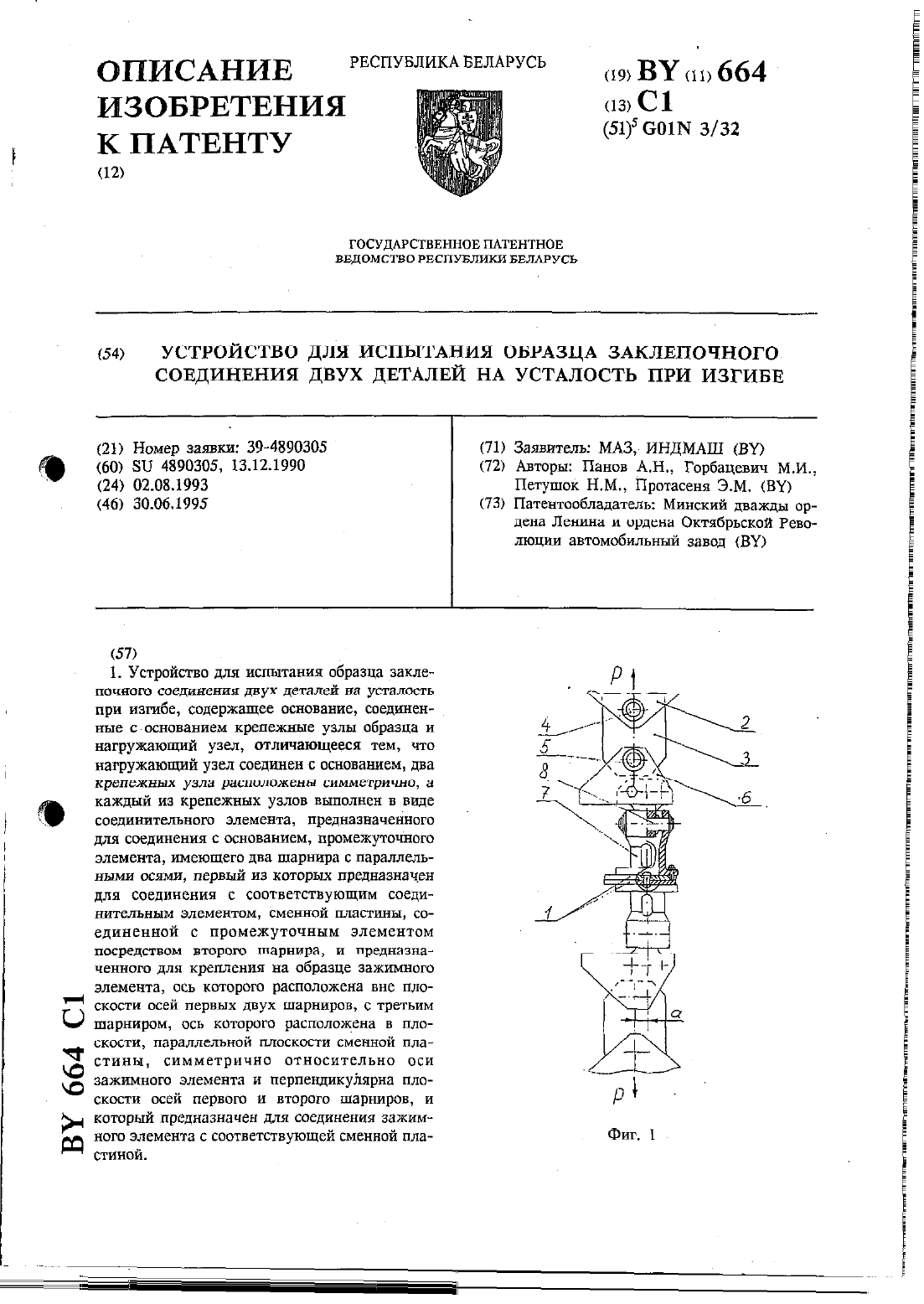
Устройство для испытания образца заклепочного соединения двух деталей на усталость при изгибе
Номер патента: 664
Опубликовано: 30.06.1995
Авторы: Петушок Н. М., Панов А. Н., Горбацевич М. И., Протасеня Э. М.
МПК: G01N 3/32
Метки: деталей, устройство, образца, испытания, изгибе, усталость, соединения, заклепочного, двух
Текст:
...испытаний.Задача изобретения заключается в повышении точности испытаний и обеспечении испытаний не только на изгиб, но и на изгиб с растяжением.Поставленная задача выполняется благодаря тому, что в устройстве для испытания образца заклепочного соединения двух деталей на усталость при изгибе, содержащем основание,соединенные с основанием крепежные узлы образца и нагружающий узел, согласно изобретению последний соединен с основанием, два...
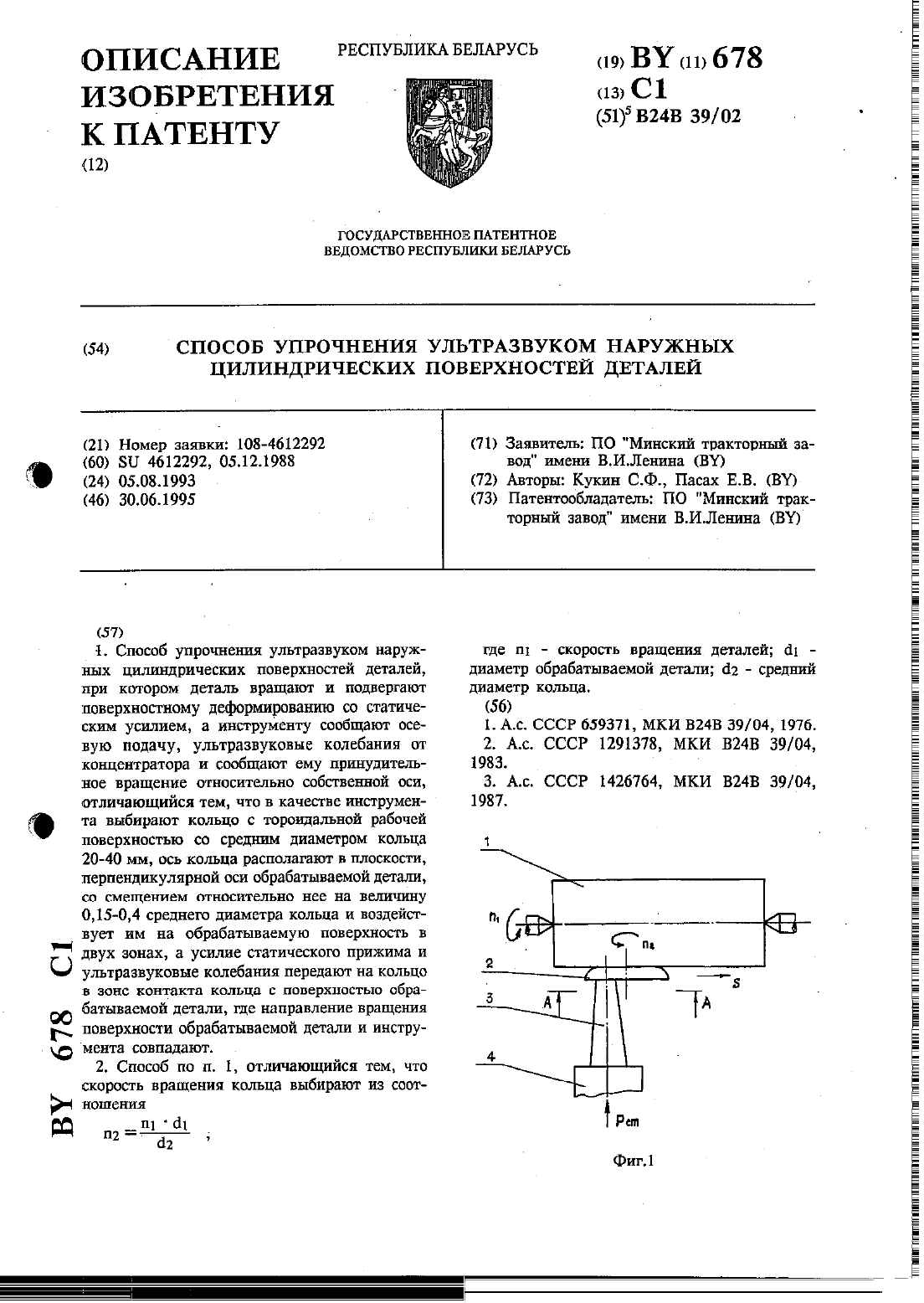
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Кукин С. Ф., Пасах Е. В.
МПК: B24B 39/02
Метки: способ, поверхностей, цилиндрических, упрочнения, деталей, ультразвуком, наружных
Текст:
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
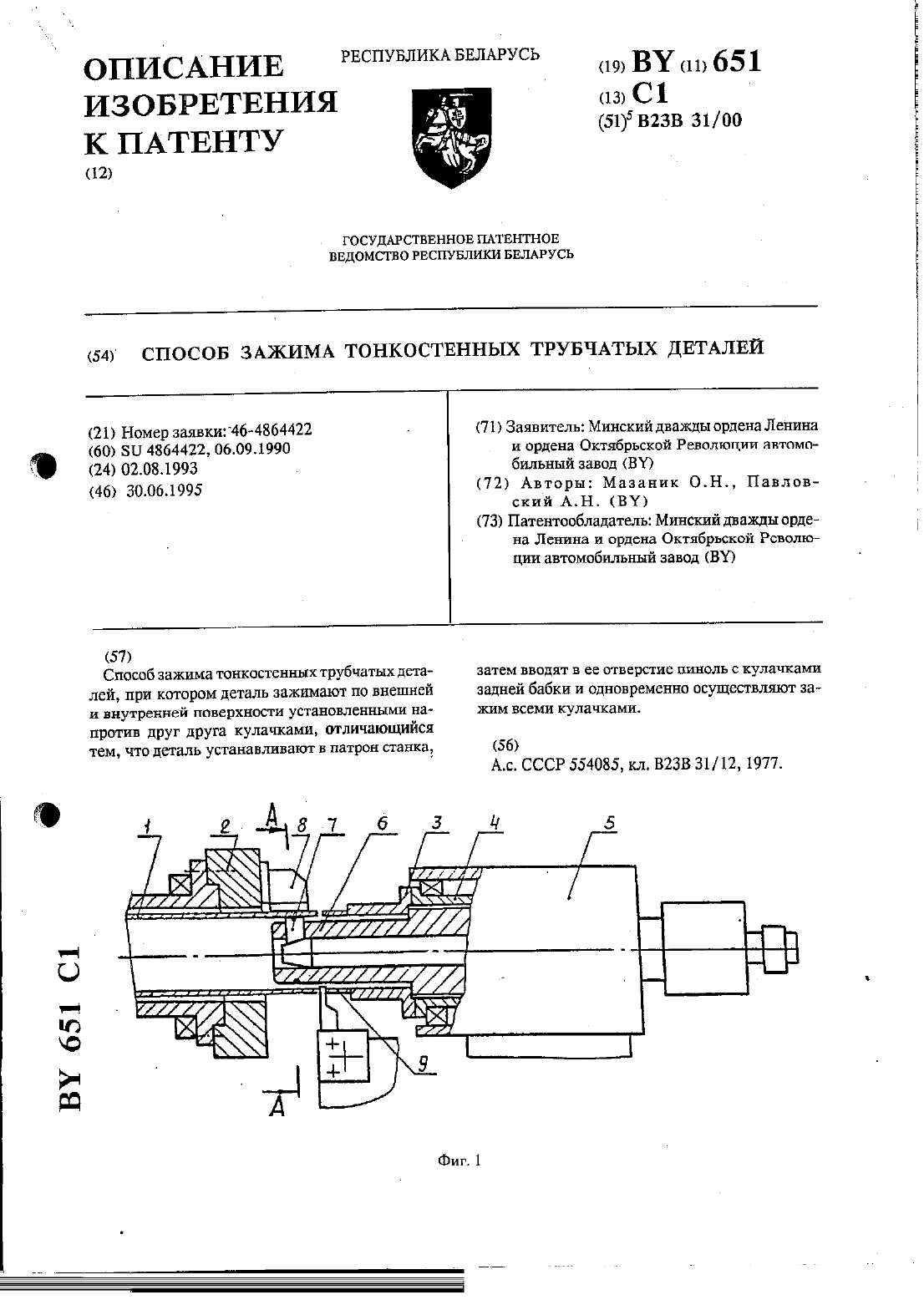
Способ зажима тонкостенных трубчатых деталей
Номер патента: 651
Опубликовано: 30.06.1995
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23B 31/00
Метки: деталей, тонкостенных, способ, трубчатых, зажима
Текст:
...деталь зажимают по внешней и внутренней поверхности установленными напротив друг друга кулачкаМИ, СОГЛЗСНО ИЗОБРСТСНИЮ ДСТЗЛЬ устанавливают в патрон станка, затем вводят в ее отверстие пиноль с кулачками задней бабки и одновременно осуществляют зажим всеми кулачками.На фит.1 изображена конструктивная схема устройства для осуществления способа на фигСпособ осуществляется следующим образом. цилиндрическую тонкостенную трубчатую деталь 1, если...
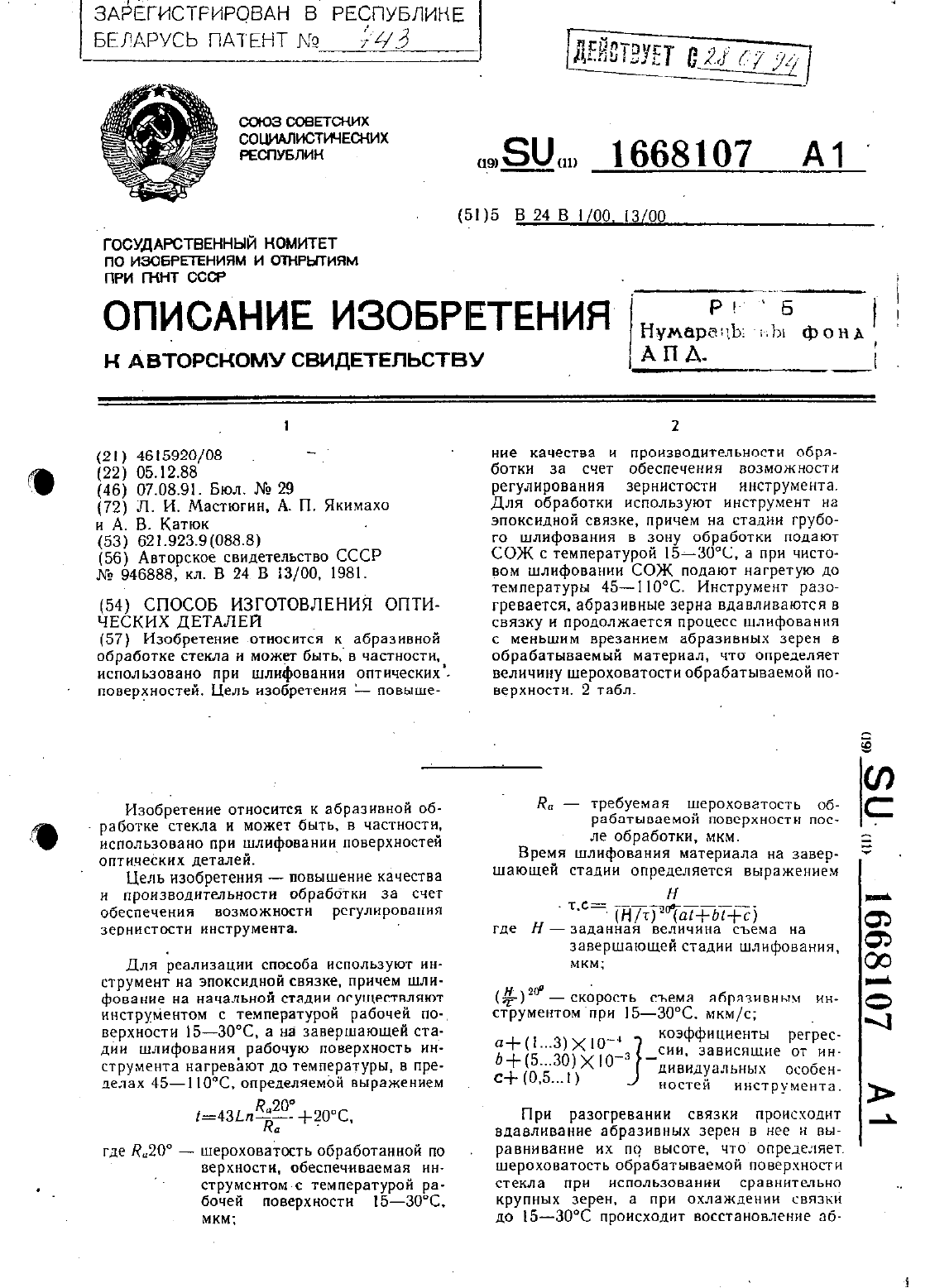
Способ изготовления оптических деталей
Номер патента: 443
Опубликовано: 30.03.1995
Авторы: Якимахо А. П., Катюк А. В., Мастюгин Л. И.
МПК: B24B 13/00, B24B 1/00
Метки: способ, оптических, деталей, изготовления
Текст:
...инструмент на эпоксидной связке.зону обработки подают смазочио-охлаж ающую жидкость (СОЖ) при 153 ОС,прилагают давление, приводят в деиствие кинематическую часть станка и осуществляЮТ ПРОЦЕСС ШЛНфОВаНИЯ. ПОСЛЕ СНЯТИЯ ОСновной части припуска детали, не останавливая станка, вместо СОЖ при 1530 С подают СОЖ, нагретую до 4511 ОС. Инструмент разогревается, абразивные зерна вдавливаются в связку и продолжается процесс шлифования с меньшим...
Устройство для обработки оптических деталей
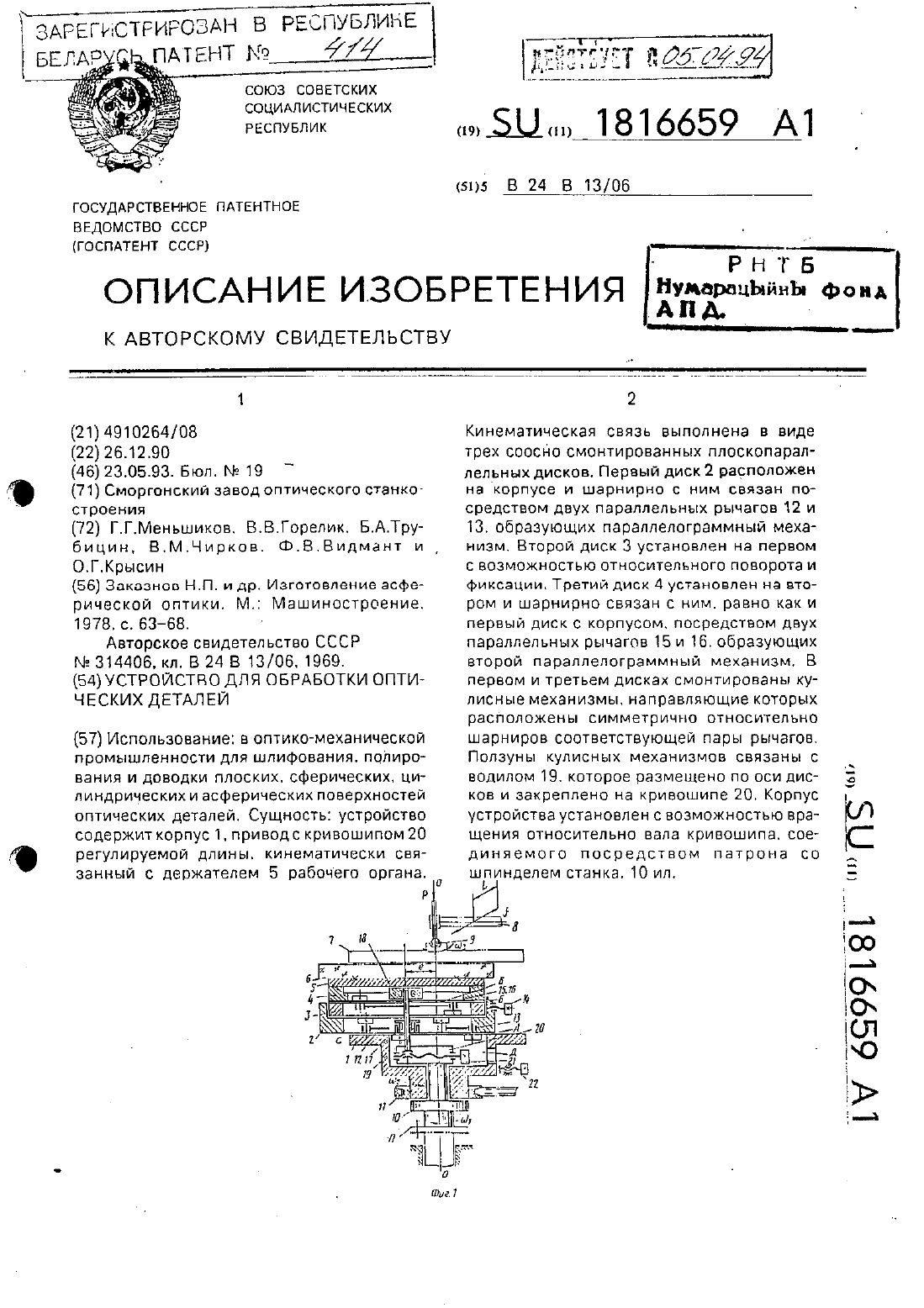
Номер патента: 414
Опубликовано: 30.03.1995
Авторы: Меньшиков Г. Г., Горелик В. В., Видмант Ф. В., Чирков В. М., Трубицин Б. А., Крысин О. Г.
МПК: B24B 13/06
Метки: обработки, деталей, оптических, устройство
Текст:
...первый и второй, Таким образом. механизм устройства состоит из двух кулисно-параллелограммных механизмов. установленных на общей вращательной паре.Па раллелограммн ые механизмы служат для преобразования вращательного движения кривошипа 20 в поступательные по двум взаимно перпендикулярным направлениям.кулисные механизмы выполняют функцию приводных соответствующих параллелограммных механизмов.Устройство работает следующим образом.Посредством...
Предыдущий патент: Способ изготовления плит и прессованных изделий
Следующий патент: Устройство для транспортирования изделий
Случайный патент: Котёл-утилизатор радиационных теплопотерь печей обжига строительных материалов