Способ плазменного напыления покрытия
Номер патента: 13686
Опубликовано: 30.10.2010
Авторы: Оковитый Вячеслав Александрович, Соболевский Сергей Борисович, Пантелеенко Федор Иванович, Ильющенко Александр Федорович, Оковитый Василий Вячеславович, Асташинский Валентин Миронович, Шевцов Александр Иванович
Текст
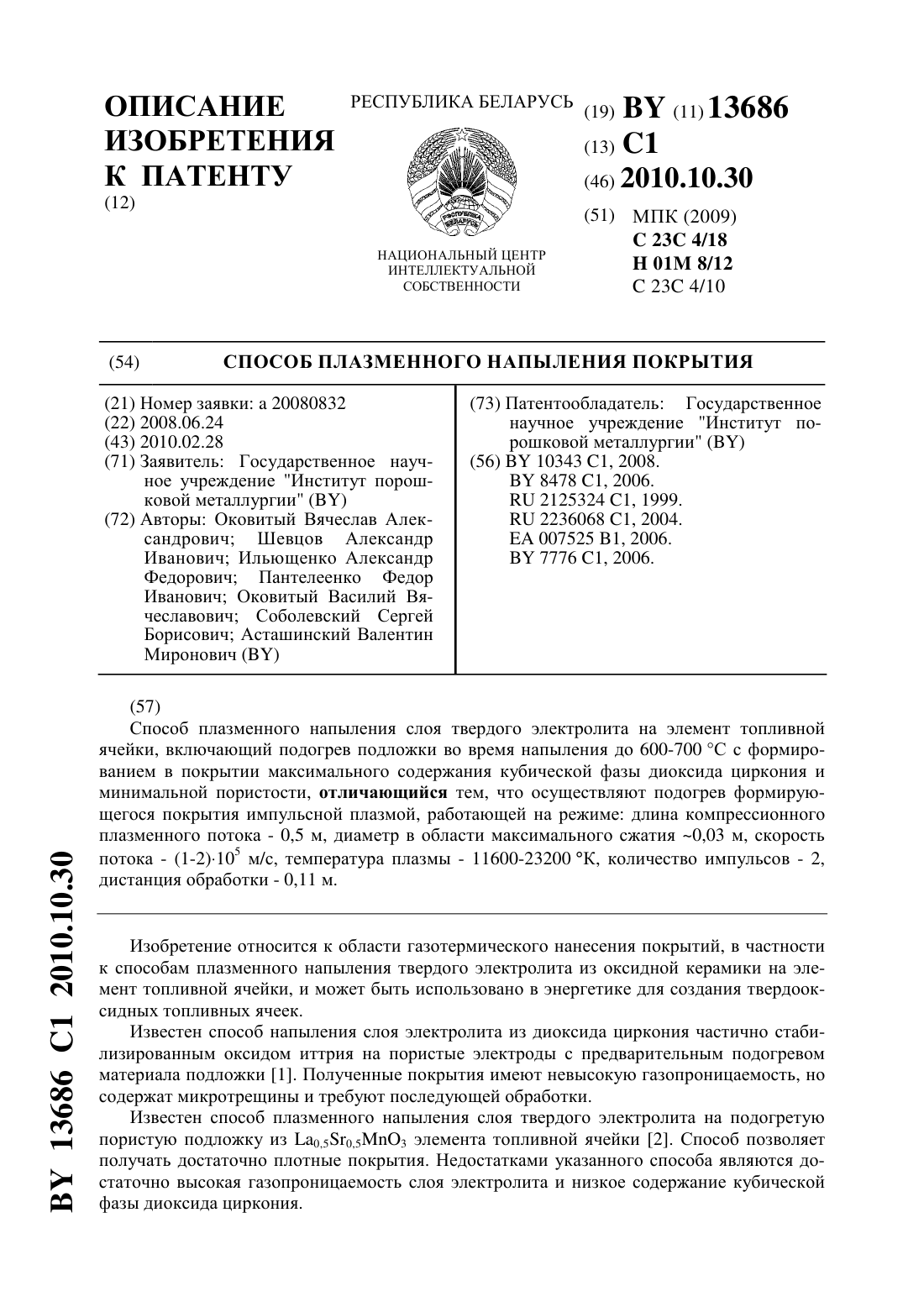
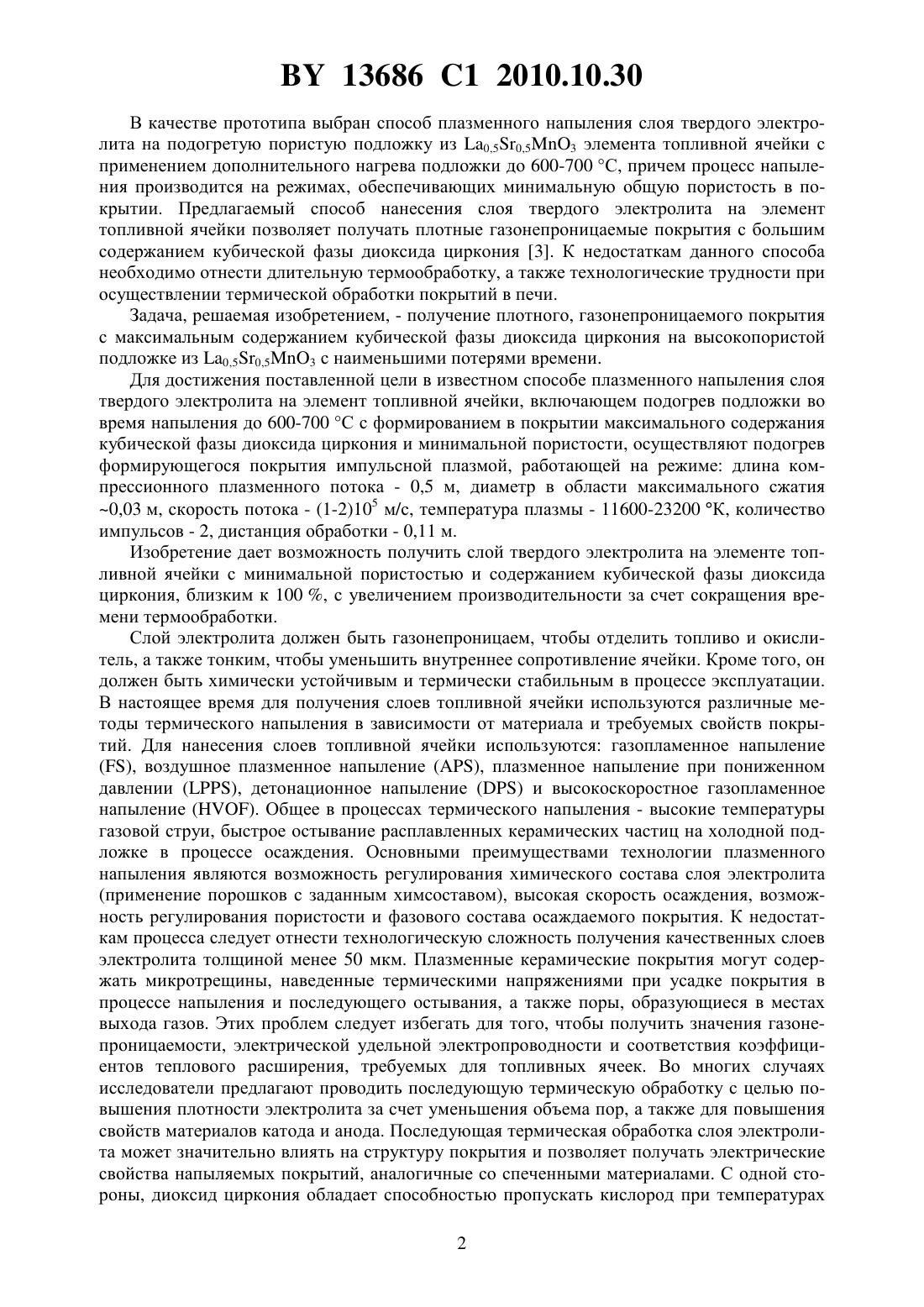
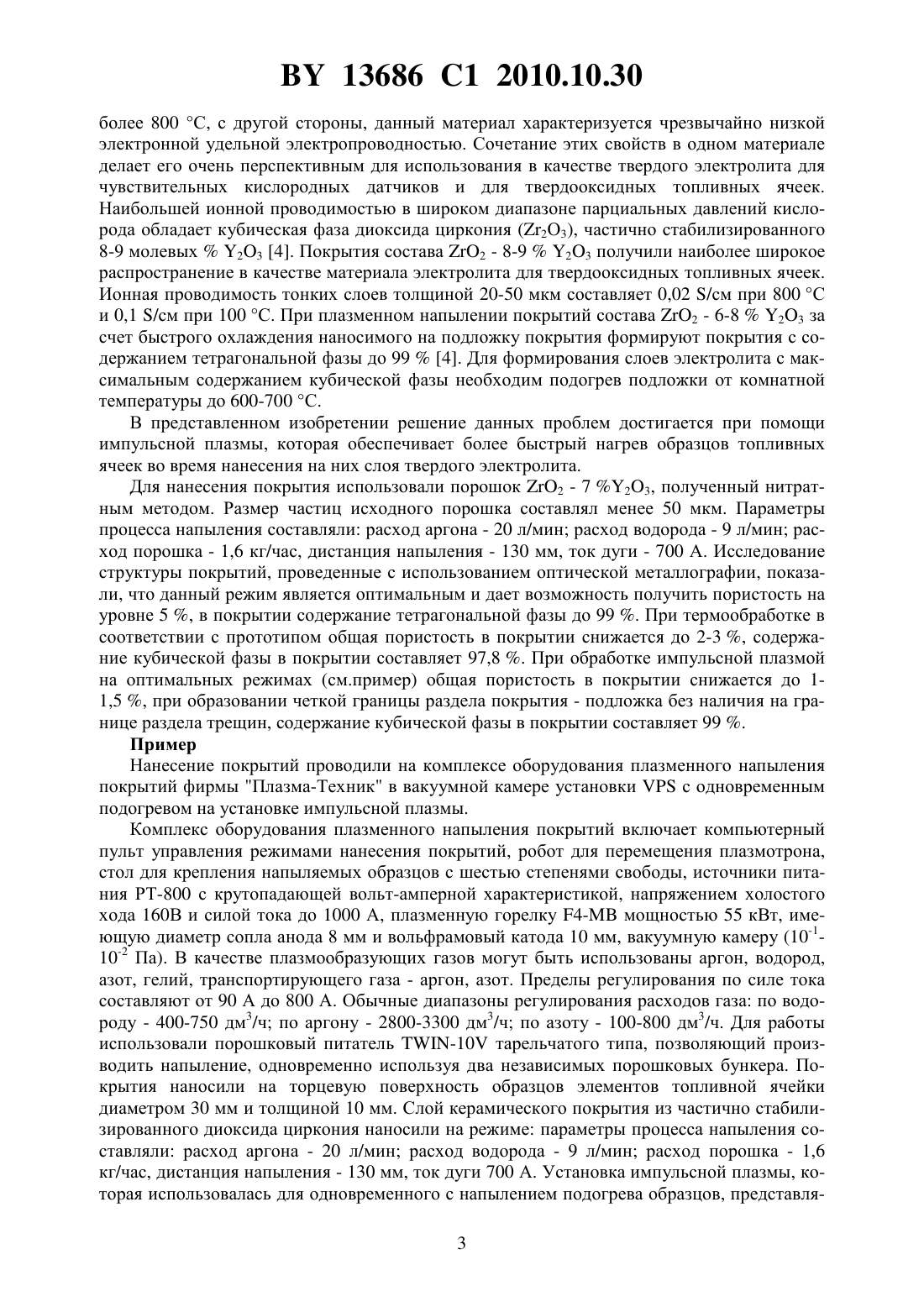
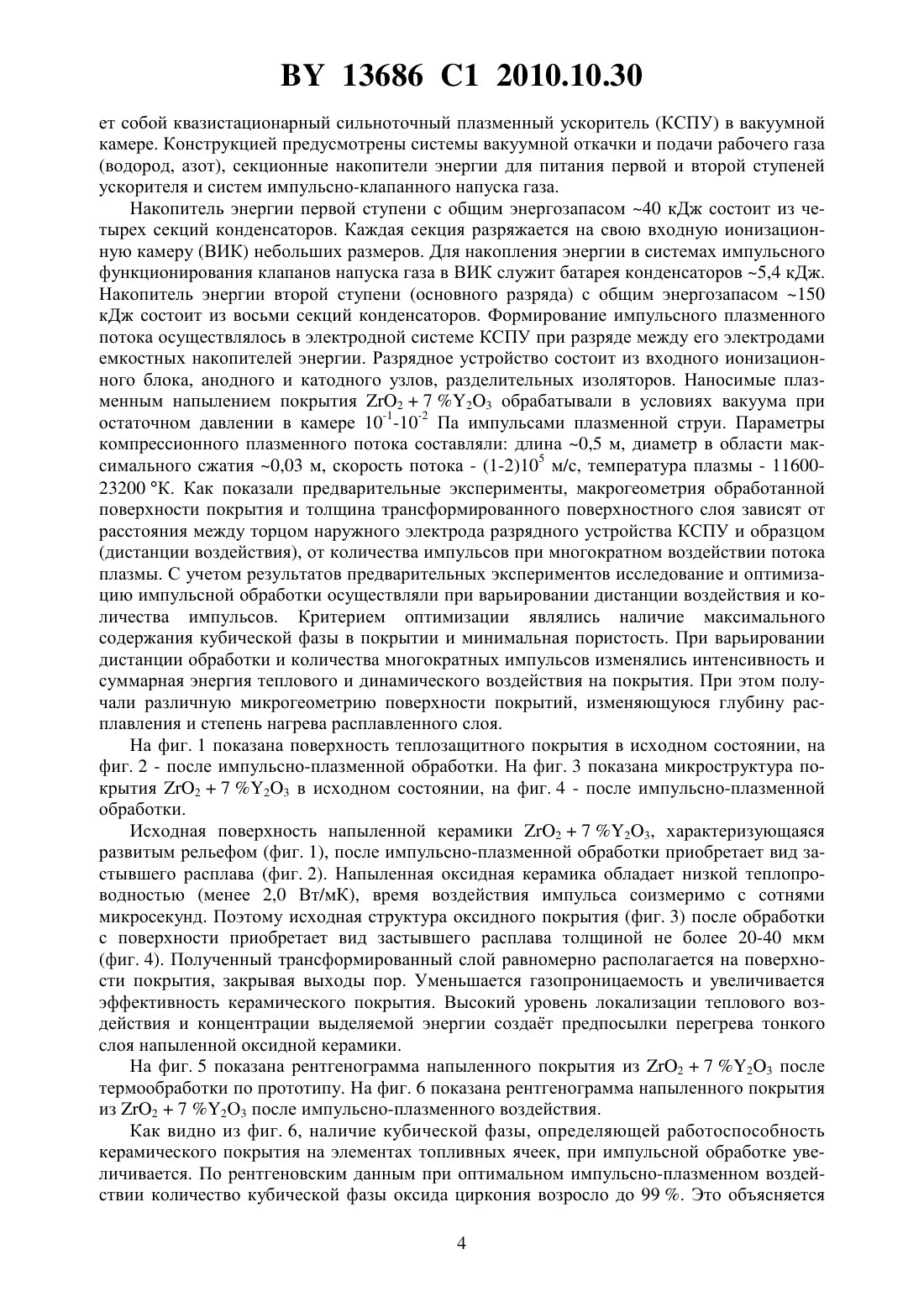
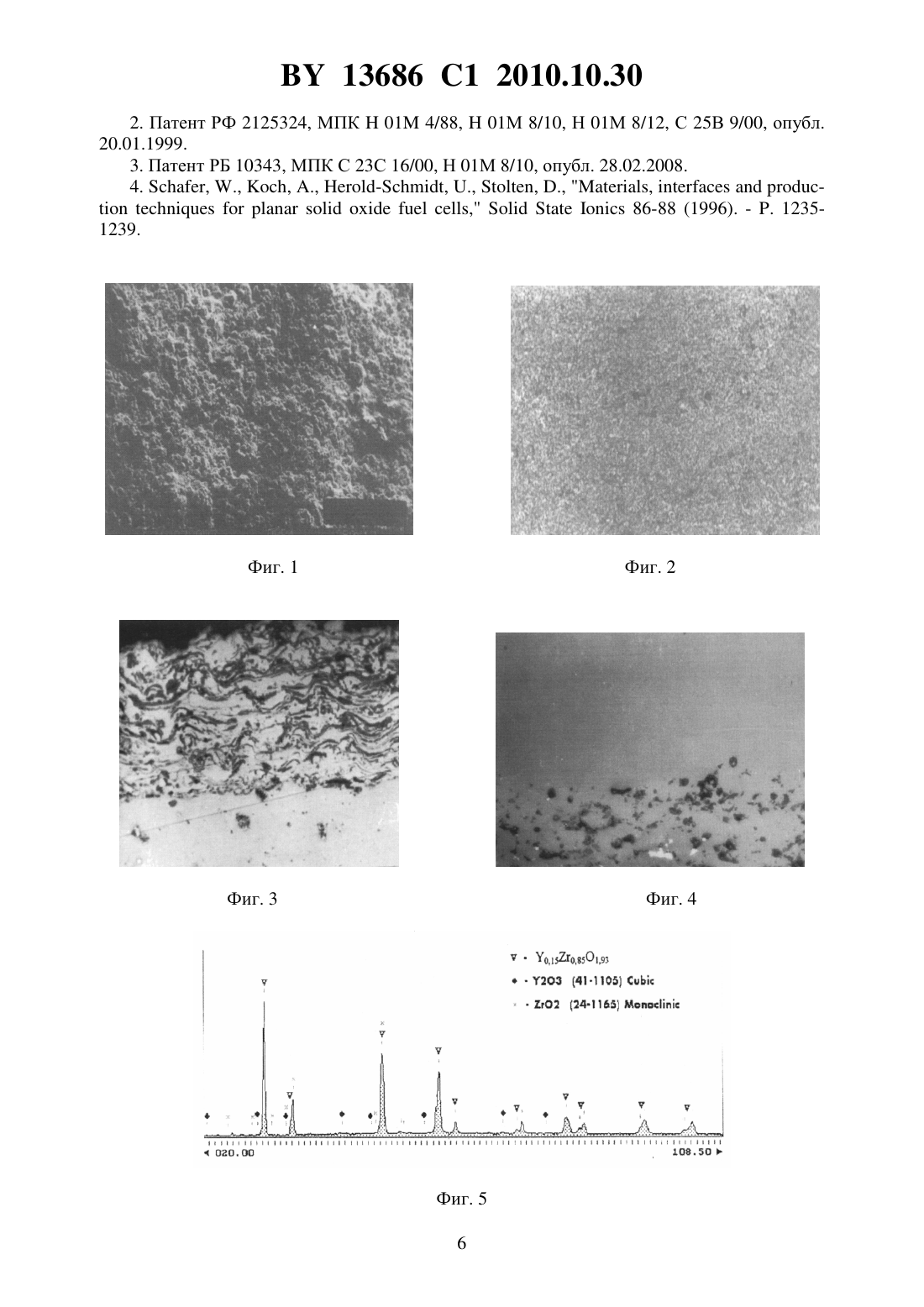
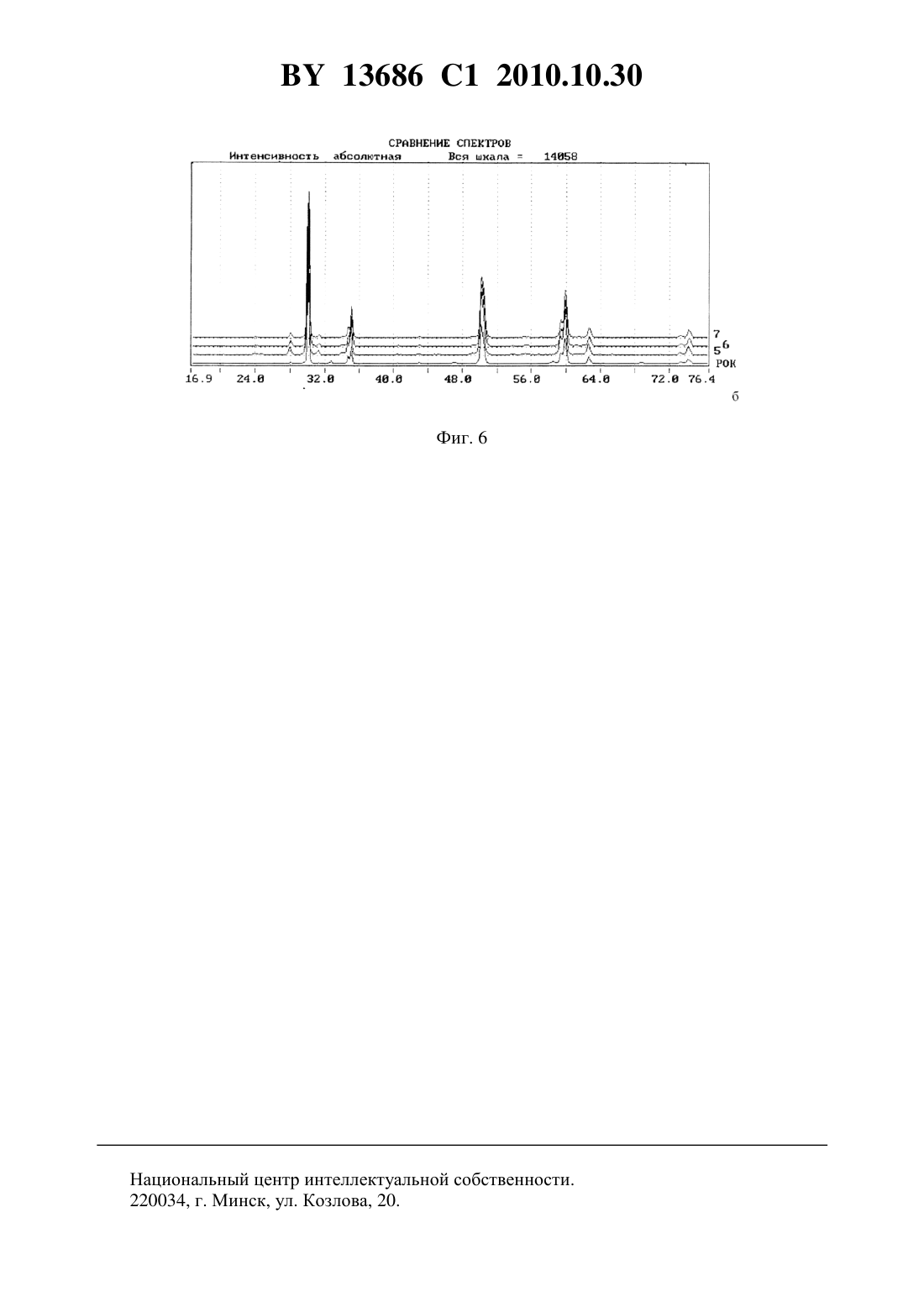
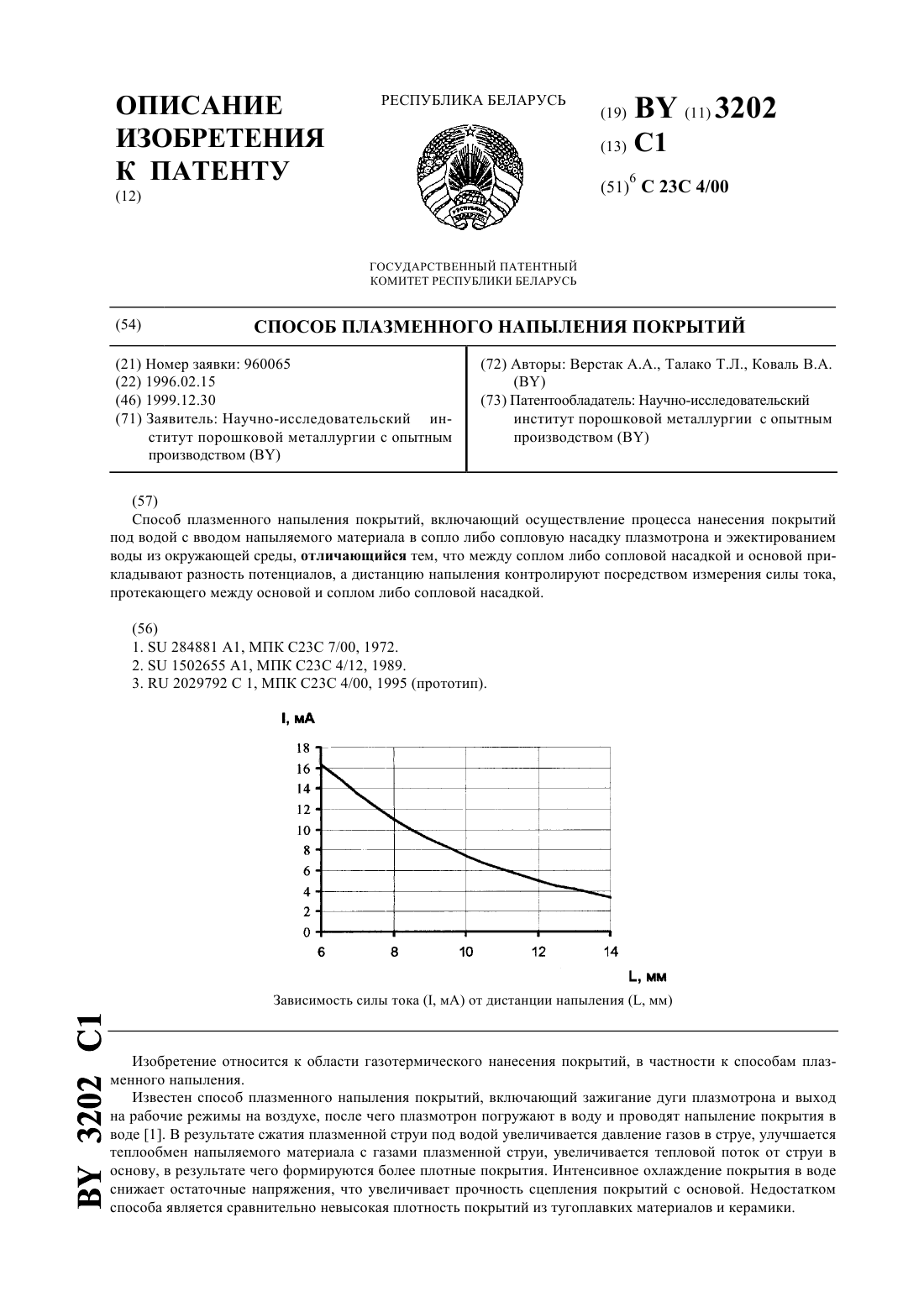
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Оковитый Вячеслав Александрович Шевцов Александр Иванович Ильющенко Александр Федорович Пантелеенко Федор Иванович Оковитый Василий Вячеславович Соболевский Сергей Борисович Асташинский Валентин Миронович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ плазменного напыления слоя твердого электролита на элемент топливной ячейки, включающий подогрев подложки во время напыления до 600-700 С с формированием в покрытии максимального содержания кубической фазы диоксида циркония и минимальной пористости, отличающийся тем, что осуществляют подогрев формирующегося покрытия импульсной плазмой, работающей на режиме длина компрессионного плазменного потока - 0,5 м, диаметр в области максимального сжатия 0,03 м, скорость потока - (1-2)105 м/с, температура плазмы - 11600-23200 К, количество импульсов - 2,дистанция обработки - 0,11 м. Изобретение относится к области газотермического нанесения покрытий, в частности к способам плазменного напыления твердого электролита из оксидной керамики на элемент топливной ячейки, и может быть использовано в энергетике для создания твердооксидных топливных ячеек. Известен способ напыления слоя электролита из диоксида циркония частично стабилизированным оксидом иттрия на пористые электроды с предварительным подогревом материала подложки 1. Полученные покрытия имеют невысокую газопроницаемость, но содержат микротрещины и требуют последующей обработки. Известен способ плазменного напыления слоя твердого электролита на подогретую пористую подложку из 0,50,53 элемента топливной ячейки 2. Способ позволяет получать достаточно плотные покрытия. Недостатками указанного способа являются достаточно высокая газопроницаемость слоя электролита и низкое содержание кубической фазы диоксида циркония. 13686 1 2010.10.30 В качестве прототипа выбран способ плазменного напыления слоя твердого электролита на подогретую пористую подложку из 0,50,53 элемента топливной ячейки с применением дополнительного нагрева подложки до 600-700 С, причем процесс напыления производится на режимах, обеспечивающих минимальную общую пористость в покрытии. Предлагаемый способ нанесения слоя твердого электролита на элемент топливной ячейки позволяет получать плотные газонепроницаемые покрытия с большим содержанием кубической фазы диоксида циркония 3. К недостаткам данного способа необходимо отнести длительную термообработку, а также технологические трудности при осуществлении термической обработки покрытий в печи. Задача, решаемая изобретением, - получение плотного, газонепроницаемого покрытия с максимальным содержанием кубической фазы диоксида циркония на высокопористой подложке из 0,50,53 с наименьшими потерями времени. Для достижения поставленной цели в известном способе плазменного напыления слоя твердого электролита на элемент топливной ячейки, включающем подогрев подложки во время напыления до 600-700 С с формированием в покрытии максимального содержания кубической фазы диоксида циркония и минимальной пористости, осуществляют подогрев формирующегося покрытия импульсной плазмой, работающей на режиме длина компрессионного плазменного потока - 0,5 м, диаметр в области максимального сжатия 0,03 м, скорость потока - (1-2)105 м/с, температура плазмы - 11600-23200 К, количество импульсов - 2, дистанция обработки - 0,11 м. Изобретение дает возможность получить слой твердого электролита на элементе топливной ячейки с минимальной пористостью и содержанием кубической фазы диоксида циркония, близким к 100 , с увеличением производительности за счет сокращения времени термообработки. Слой электролита должен быть газонепроницаем, чтобы отделить топливо и окислитель, а также тонким, чтобы уменьшить внутреннее сопротивление ячейки. Кроме того, он должен быть химически устойчивым и термически стабильным в процессе эксплуатации. В настоящее время для получения слоев топливной ячейки используются различные методы термического напыления в зависимости от материала и требуемых свойств покрытий. Для нанесения слоев топливной ячейки используются газопламенное напыление, воздушное плазменное напыление , плазменное напыление при пониженном давлении , детонационное напылениеи высокоскоростное газопламенное напыление . Общее в процессах термического напыления - высокие температуры газовой струи, быстрое остывание расплавленных керамических частиц на холодной подложке в процессе осаждения. Основными преимуществами технологии плазменного напыления являются возможность регулирования химического состава слоя электролита(применение порошков с заданным химсоставом), высокая скорость осаждения, возможность регулирования пористости и фазового состава осаждаемого покрытия. К недостаткам процесса следует отнести технологическую сложность получения качественных слоев электролита толщиной менее 50 мкм. Плазменные керамические покрытия могут содержать микротрещины, наведенные термическими напряжениями при усадке покрытия в процессе напыления и последующего остывания, а также поры, образующиеся в местах выхода газов. Этих проблем следует избегать для того, чтобы получить значения газонепроницаемости, электрической удельной электропроводности и соответствия коэффициентов теплового расширения, требуемых для топливных ячеек. Во многих случаях исследователи предлагают проводить последующую термическую обработку с целью повышения плотности электролита за счет уменьшения объема пор, а также для повышения свойств материалов катода и анода. Последующая термическая обработка слоя электролита может значительно влиять на структуру покрытия и позволяет получать электрические свойства напыляемых покрытий, аналогичные со спеченными материалами. С одной стороны, диоксид циркония обладает способностью пропускать кислород при температурах 2 13686 1 2010.10.30 более 800 С, с другой стороны, данный материал характеризуется чрезвычайно низкой электронной удельной электропроводностью. Сочетание этих свойств в одном материале делает его очень перспективным для использования в качестве твердого электролита для чувствительных кислородных датчиков и для твердооксидных топливных ячеек. Наибольшей ионной проводимостью в широком диапазоне парциальных давлений кислорода обладает кубическая фаза диоксида циркония (2 О 3), частично стабилизированного 8-9 молевых 23 4. Покрытия состава 2 - 8-923 получили наиболее широкое распространение в качестве материала электролита для твердооксидных топливных ячеек. Ионная проводимость тонких слоев толщиной 20-50 мкм составляет 0,02 /см при 800 С и 0,1 /см при 100 С. При плазменном напылении покрытий состава 2 - 6-823 за счет быстрого охлаждения наносимого на подложку покрытия формируют покрытия с содержанием тетрагональной фазы до 994. Для формирования слоев электролита с максимальным содержанием кубической фазы необходим подогрев подложки от комнатной температуры до 600-700 С. В представленном изобретении решение данных проблем достигается при помощи импульсной плазмы, которая обеспечивает более быстрый нагрев образцов топливных ячеек во время нанесения на них слоя твердого электролита. Для нанесения покрытия использовали порошок 2 - 7 23, полученный нитратным методом. Размер частиц исходного порошка составлял менее 50 мкм. Параметры процесса напыления составляли расход аргона - 20 л/мин расход водорода - 9 л/мин расход порошка - 1,6 кг/час, дистанция напыления - 130 мм, ток дуги - 700 А. Исследование структуры покрытий, проведенные с использованием оптической металлографии, показали, что данный режим является оптимальным и дает возможность получить пористость на уровне 5 , в покрытии содержание тетрагональной фазы до 99 . При термообработке в соответствии с прототипом общая пористость в покрытии снижается до 2-3 , содержание кубической фазы в покрытии составляет 97,8 . При обработке импульсной плазмой на оптимальных режимах (см.пример) общая пористость в покрытии снижается до 11,5 , при образовании четкой границы раздела покрытия - подложка без наличия на границе раздела трещин, содержание кубической фазы в покрытии составляет 99 . Пример Нанесение покрытий проводили на комплексе оборудования плазменного напыления покрытий фирмы Плазма-Техник в вакуумной камере установкис одновременным подогревом на установке импульсной плазмы. Комплекс оборудования плазменного напыления покрытий включает компьютерный пульт управления режимами нанесения покрытий, робот для перемещения плазмотрона,стол для крепления напыляемых образцов с шестью степенями свободы, источники питания РТ-800 с крутопадающей вольт-амперной характеристикой, напряжением холостого хода 160 В и силой тока до 1000 А, плазменную горелку 4- мощностью 55 кВт, имеющую диаметр сопла анода 8 мм и вольфрамовый катода 10 мм, вакуумную камеру (10-110-2 Па). В качестве плазмообразующих газов могут быть использованы аргон, водород,азот, гелий, транспортирующего газа - аргон, азот. Пределы регулирования по силе тока составляют от 90 А до 800 А. Обычные диапазоны регулирования расходов газа по водороду - 400-750 дм 3/ч по аргону - 2800-3300 дм 3/ч по азоту - 100-800 дм 3/ч. Для работы использовали порошковый питатель -10 тарельчатого типа, позволяющий производить напыление, одновременно используя два независимых порошковых бункера. Покрытия наносили на торцевую поверхность образцов элементов топливной ячейки диаметром 30 мм и толщиной 10 мм. Слой керамического покрытия из частично стабилизированного диоксида циркония наносили на режиме параметры процесса напыления составляли расход аргона - 20 л/мин расход водорода - 9 л/мин расход порошка - 1,6 кг/час, дистанция напыления - 130 мм, ток дуги 700 А. Установка импульсной плазмы, которая использовалась для одновременного с напылением подогрева образцов, представля 3 13686 1 2010.10.30 ет собой квазистационарный сильноточный плазменный ускоритель (КСПУ) в вакуумной камере. Конструкцией предусмотрены системы вакуумной откачки и подачи рабочего газа(водород, азот), секционные накопители энергии для питания первой и второй ступеней ускорителя и систем импульсно-клапанного напуска газа. Накопитель энергии первой ступени с общим энергозапасом 40 кДж состоит из четырех секций конденсаторов. Каждая секция разряжается на свою входную ионизационную камеру (ВИК) небольших размеров. Для накопления энергии в системах импульсного функционирования клапанов напуска газа в ВИК служит батарея конденсаторов 5,4 кДж. Накопитель энергии второй ступени (основного разряда) с общим энергозапасом 150 кДж состоит из восьми секций конденсаторов. Формирование импульсного плазменного потока осуществлялось в электродной системе КСПУ при разряде между его электродами емкостных накопителей энергии. Разрядное устройство состоит из входного ионизационного блока, анодного и катодного узлов, разделительных изоляторов. Наносимые плазменным напылением покрытия 27 23 обрабатывали в условиях вакуума при остаточном давлении в камере 10-1-10-2 Па импульсами плазменной струи. Параметры компрессионного плазменного потока составляли длина 0,5 м, диаметр в области максимального сжатия 0,03 м, скорость потока - (1-2)105 м/с, температура плазмы - 1160023200 К. Как показали предварительные эксперименты, макрогеометрия обработанной поверхности покрытия и толщина трансформированного поверхностного слоя зависят от расстояния между торцом наружного электрода разрядного устройства КСПУ и образцом(дистанции воздействия), от количества импульсов при многократном воздействии потока плазмы. С учетом результатов предварительных экспериментов исследование и оптимизацию импульсной обработки осуществляли при варьировании дистанции воздействия и количества импульсов. Критерием оптимизации являлись наличие максимального содержания кубической фазы в покрытии и минимальная пористость. При варьировании дистанции обработки и количества многократных импульсов изменялись интенсивность и суммарная энергия теплового и динамического воздействия на покрытия. При этом получали различную микрогеометрию поверхности покрытий, изменяющуюся глубину расплавления и степень нагрева расплавленного слоя. На фиг. 1 показана поверхность теплозащитного покрытия в исходном состоянии, на фиг. 2 - после импульсно-плазменной обработки. На фиг. 3 показана микроструктура покрытия 27 23 в исходном состоянии, на фиг. 4 - после импульсно-плазменной обработки. Исходная поверхность напыленной керамики 27 23, характеризующаяся развитым рельефом (фиг. 1), после импульсно-плазменной обработки приобретает вид застывшего расплава (фиг. 2). Напыленная оксидная керамика обладает низкой теплопроводностью (менее 2,0 Вт/мК), время воздействия импульса соизмеримо с сотнями микросекунд. Поэтому исходная структура оксидного покрытия (фиг. 3) после обработки с поверхности приобретает вид застывшего расплава толщиной не более 20-40 мкм(фиг. 4). Полученный трансформированный слой равномерно располагается на поверхности покрытия, закрывая выходы пор. Уменьшается газопроницаемость и увеличивается эффективность керамического покрытия. Высокий уровень локализации теплового воздействия и концентрации выделяемой энергии создат предпосылки перегрева тонкого слоя напыленной оксидной керамики. На фиг. 5 показана рентгенограмма напыленного покрытия из 27 23 после термообработки по прототипу. На фиг. 6 показана рентгенограмма напыленного покрытия из 27 2 О 3 после импульсно-плазменного воздействия. Как видно из фиг. 6, наличие кубической фазы, определяющей работоспособность керамического покрытия на элементах топливных ячеек, при импульсной обработке увеличивается. По рентгеновским данным при оптимальном импульсно-плазменном воздействии количество кубической фазы оксида циркония возросло до 99 . Это объясняется 4 13686 1 2010.10.30 кратковременностью импульсного воздействия. Сравнительные характеристики покрытий, полученных плазменным напылением с термообработкой по прототипу и предлагаемому способам, приведены в табл. 1. Использование предлагаемого способа нанесения слоя твердого электролита на элемент топливной ячейки позволяет получать плотные газонепроницаемые покрытия с максимальным содержанием кубической фазы диоксида циркония. Таблица 1 Сравнительные характеристики покрытий Способ нанесения Фазовый состав покрытия Газопроницаемость,Пористость,покрытий 2-23 см 4 г-1 с-1 Прототип 2-3 97,8 кубической фазы 1,510-8 Предлагаемый 1-1,5 99 кубической фазы 0,910-8 В табл. 2 представлены результаты оптимизации режимов импульсно-плазменных воздействий на пористость, газопроницаемость и наличие кубической фазы обрабатываемого керамического покрытия. Таблица 2 Пористость и фазовый состав покрытия 2-23 Дистанция Толщина импульсно- Наличие куКоличество Пористость, Газопроницаемость,оплавленного плазменной бической импульсов(режим 3) 81 0,12 92,2 2,0 2,610-8 0,11 91,4 1,0 2,910-8 0,10 90,5 1,5 3,010-8- рентгенограммы выделенных режимов приведены на фиг. 6. Согласно данным табл. 2, оптимальные дистанции импульсно-плазменной обработки поверхностных слоев для покрытий 2-23 - 0,11 м. Необходимо также отметить, что при управлении пористостью в зависимости от дистанции обработки наблюдается достижение ее заданных (расчетных) значений 1-1,5 с определенной точностью. Наряду с дистанцией обработки оптимизировали суммарное количество импульсов для получения толщины поверхностных в пределах 60-80 мкм. Установлено, что необходимое количество импульсов для полного проплавления покрытий составляет 2 воздействия. Источники информации 1. . , К.// 3 . ., ,(1991). . 167. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: H01M 8/12, C23C 4/10, C23C 4/18
Метки: покрытия, способ, напыления, плазменного
Код ссылки
<a href="https://by.patents.su/7-13686-sposob-plazmennogo-napyleniya-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ плазменного напыления покрытия</a>
Способ плазменного напыления слоя твердого электролита на элемент топливной ячейки
Номер патента: 10343
Опубликовано: 28.02.2008
Авторы: Оковитый Вячеслав Александрович, Соболевский Сергей Борисович, Ильющенко Александр Федорович, Подвойский Андрей Петрович
МПК: H01M 8/10, C23C 16/00
Метки: электролита, способ, твердого, плазменного, ячейки, слоя, топливной, напыления, элемент
Текст:
...фазы необходим предварительный подогрев подложки от комнатной температуры до 600-700 С. В представленном изобретении решение данных проблем достигается при помощи источника нагрева с обратной связью, используемого для поддержания постоянной температуры образцов топливных ячеек во время нанесения на них слоя твердого электролита. 2 10343 1 2008.02.28 Для нанесения покрытия использовали порошок 2-7 23, полученный нитратным методом....
Способ плазменного напыления покрытий
Номер патента: 3202
Опубликовано: 30.12.1999
Авторы: Талако Татьяна Леонидовна, Верстак Андрей Александрович, Коваль Виталий Александрович
МПК: C23C 4/00
Метки: способ, плазменного, покрытий, напыления
Текст:
...не уменьшая при этом температуру напыляемого материала. Тем самым создаются условия для ведения процесса напыления при коротких дистанциях (5 - 12 мм), обеспечивающие высокую плотность и повышенную прочность сцепления покрытий с основой. Однако этот режим напыления реализуется в узком диапазоне дистанций, что требует точного ее контроля. Уменьшение дистанции напыления приводит к образованию трещин, окислению и разрушению покрытий...
Способ плазменного напыления
Номер патента: 3298
Опубликовано: 30.03.2000
Авторы: Верстак Андрей Александрович, Талако Татьяна Леонидовна, Коваль Виталий Александрович
МПК: C23C 4/00
Метки: напыления, способ, плазменного
Текст:
...струю воды расходом от 2 до 15 л/мин. Сущность предлагаемого изобретения заключается в следующем. В процессе охлаждения покрытия в воде у его поверхности образуется тепловой пограничный слой. Толщина этого слоя играет существенную роль в теплообмене покрытия с окружающей средой (водой), так как указанный слой оттесняет последнюю от поверхности покрытия. Между покрытием и водой образуется как бы дополнительное тело, которое вносит...
Способ плазменного нанесения биосовместимого покрытия
Номер патента: 11652
Опубликовано: 28.02.2009
Авторы: Асташинский Валентин Миронович, Ильющенко Александр Федорович, Оковитый Вячеслав Александрович, Шевцов Александр Иванович
МПК: C23C 4/04, A61L 27/00, C23C 4/18...
Метки: нанесения, покрытия, способ, биосовместимого, плазменного
Текст:
...алюминия) - 6 г/мин, толщина слоя 40 мкм.Нанесение наружного слоя мощность плазменной струи - 30 кВт, расход плазмообразующих газов - 30 л/мин (аргон) и 5 л/мин (водород), расход транспортирующего газа 3 л/мин, дистанция напыления - 130 мм, расход порошка гидроксиапатита - 5 г/мин, толщина слоя - 40 мкм. Напыленное по прототипу покрытие термообрабатывали при 8731073 К в течении 1-2 часов в термопечи СНОЛ-1.По предлагаемому изобретению...
Способ получения мультислойного вакуумно-плазменного покрытия
Номер патента: 11698
Опубликовано: 30.04.2009
Авторы: Фролов Игорь Станиславович, Гречихин Леонид Иванович, Голушко Виктория Маратовна, Иващенко Сергей Анатольевич
МПК: C23C 14/00
Метки: получения, покрытия, вакуумно-плазменного, способ, мультислойного
Текст:
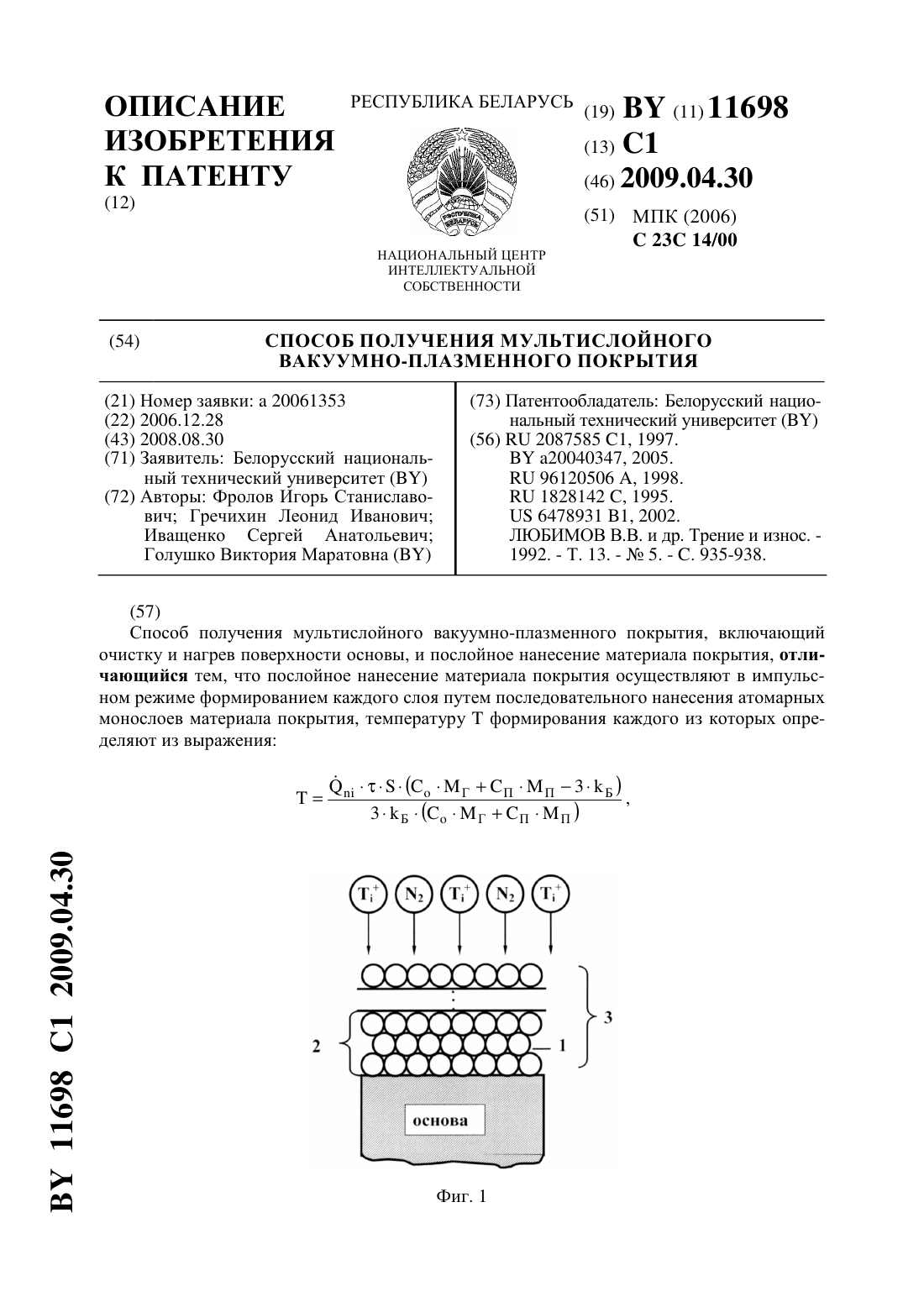
...напыления УРМ 3.279.048 в импульсном режиме работы испарителя производилось осаждение мультислойного покрытияна образцы из стали 12 Х 18 Н 10 Т. Режимы осаждения ток дуги 90 А, напряжение на образце 100 В,давление реакционного газа (азота) в вакуумной камере 810-2 Па. Скорость осаждения покрытия для данных режимов составляет 0,18 мкм/мин. Атомарные монослои 1 (фиг. 1) материала покрытия в каждом слое 2 наносились до температуры,...
Предыдущий патент: Способ и устройство для улучшения динамических характеристик цифровой системы фазовой синхронизации
Следующий патент: Состав покрытия электрода
Случайный патент: Смеситель пенный универсальный насосной установки автомобиля воздушно-пенного тушения