Способ плазменного напыления
Номер патента: 3298
Опубликовано: 30.03.2000
Авторы: Талако Татьяна Леонидовна, Верстак Андрей Александрович, Коваль Виталий Александрович
Текст
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(57) Способ плазменного напыления покрытий, включающий осуществление процесса нанесения покрытий под водой с вводом напыляемого материала в сопло либо сопловую насадку плазмотрона, отличающийся тем, что в зону наибольшего градиента температур между напыленным покрытием и окружающей водой подают струю воды расходом от 2 до 15 л/мин.(56) 1. 284881, П 23 С 7/00,1972. 2. Заявка ФРГ 3216025, П 23 С 7/00,1983. 3.2029792 1, П 23 4/00, 1995 (прототип). 4. Барвинок В.А. Управление напряженным состоянием и свойства плазменных покрытий.М., 1990.С.134-137. Изобретение относится к области газотермического нанесения покрытий, в частности к способам плазменного напыления. Известен способ плазменного напыления покрытий, включающий зажигание дуги плазмотрона и выход на рабочие режимы на воздухе, после чего плазмотрон погружают в воду и проводят напыление покрытия в воде 1. В результате увеличения давления газов в плазменной струе под водой, вызванного испарением воды, улучшается теплообмен напыляемого материала с газами струи, что позволяет повысить плотность покрытий. Интенсивное охлаждение покрытия в воде снижает остаточные напряжения и приводит к увеличению прочности сцепления покрытий с основой. Недостатком способа являются сравнительно высокие термические напряжения в покрытиях, что в ряде случаев приводит к их растрескиванию и отслаиванию. Известен способ плазменного напыления, отличающийся тем, что в зону контактирования напыляемого материала с основой в момент начала образования покрытия точно дозированной тонкой струей подается охладитель 2. За счет использования охладителя во время напыления удается сократить градиент температур между последовательно наносимыми слоями покрытия, а также понизить уровень остаточных напряжений у этих слоев за счет образования известного количества микротрещин вследствие резкого охлаждения. Недостатком способа является снижение температуры в пятне напыления, что затрудняет (снижает скорость) физико-химическое взаимодействие напыляемого материала с основой, следствием чего является ухудшение когезионных связей в покрытии. В качестве прототипа выбран способ плазменного напыления под водой с использованием эжектирования воды из окружающей среды по периферии сопла либо сопловой насадки 3. Дополнительное обжатие плазменной струи за счет давления пара эжектированной воды увеличивает температуру плазменной струи,улучшает распределение частиц напыляемого материала и теплообмен в струе, что позволяет повысить плотность покрытий. Уменьшение размеров плазменной струи под водой обусловливает снижение дистанции напыления до 5-20 мм и уменьшение диаметра пятна напыления до 5-7 мм. В результате значительно увеличивается тепловой поток от плазменных газов к напыляемой поверхности, что требует более интенсивного теплоотвода от нее. Недостатком способа является невозможность эффективного регулирования скорости охлаждения покрытий. 3298 1 Техническая задача, которую решает предлагаемое изобретение, заключается в увеличении прочности сцепления покрытий с основой путем снижения остаточных напряжений за счет увеличения скорости охлаждения покрытий. Поставленная техническая задача решается тем, что в известном способе в зону наибольшего градиента температур между напыленным покрытием и окружающей водой подают дозированную струю воды расходом от 2 до 15 л/мин. Сущность предлагаемого изобретения заключается в следующем. В процессе охлаждения покрытия в воде у его поверхности образуется тепловой пограничный слой. Толщина этого слоя играет существенную роль в теплообмене покрытия с окружающей средой (водой), так как указанный слой оттесняет последнюю от поверхности покрытия. Между покрытием и водой образуется как бы дополнительное тело, которое вносит дополнительное термическое сопротивление, численное значение которого пропорционально его толщине. В свою очередь толщина пограничного слоя зависит от скорости обтекания его окружающей средой. Подача струи воды в зону наибольшего градиента температур уменьшает толщину пограничного слоя и интенсифицирует процессы теплообмена. При подаче струи воды расходом менее 1 л/мин скорость охлаждения покрытий увеличивается незначительно. Подача струи расходом более 15 л/мин связана со сложностью ее технической реализации. Изобретение дает возможность существенно повысить скорость охлаждения покрытий и увеличить прочность сцепления покрытий с основой за счет снижения остаточных напряжений. Сущность изобретения иллюстрируется следующими примерами. Пример 1. Оценивали скорость охлаждения медного блока после обработки его плазменной струей в воде. Медный блок размером 75 х 75 х 75 мм обрабатывали плазменной струей при следующих параметрах работы плазмотрона ток дуги 500 А, расход плазмообразующих газов - аргона 50 л/мин, водорода 12 л/мин, диаметр анода 6 мм, расстояние от сопла плазмотрона до поверхности медного блока 20 мм. В зону наибольшего градиента температур между напыленным покрытием и окружающей водой через 4 отверстия диаметром 1,5 мм в кольцевой сопловой насадке плазмотрона параллельно оси плазменной струи подавали струю воды расходом 4 л/мин. Скорость охлаждения медного блока оценивали по коэффициенту теплоотдачи, определяемому с помощью методики, описанной в 4. Коэффициент теплоотдачи медного блока при использовании охлаждающей струи воды составлял около 100 кВт/м 2, в то время как в спокойной воде его величина была порядка 1 кВт/м 2. Пример 2. Проводили нанесение покрытия из порошка сплава марки Амперит-9930 фракции 40-63 мкм. Покрытие наносили на поверхность образцов из среднеуглеродистой стали размером 100 х 40 х 5 мм. Покрываемую поверхность предварительно подвергали струйно-абразивной обработке корундом. Процесс напыления осуществляли на оборудовании фирмы - А типас порошковым питателем -10 и плазмотроном типа 4. Покрытия наносили в камере, заполненной на 3/4 объема водой. Для предотвращения налипания частиц напыляемого материала на сопло плазмотрона использовали противоток при угле ввода газа 45-60. Струю воды подавали, как в примере 1. Режим нанесения покрытия ток дуги 650 А, напряжение 60 В, расход плазмообразующих газов - аргона 65 л/мин, водорода 5 л/мин, расход порошка 0,1 г/с, расход транспортирующего газа (аргона) / противотока 3/5 л/мин, дистанция напыления 18 мм. Прочность сцепления покрытий с основой определяли штифтовым методом. Сравнительные данные свойств покрытий представлены в таблице. Способ напыления Прототип Напыление без дополнительного охлаждения Предлагаемое изобретение Подача в зону наибольшего градиента температур между напыленным покрытием и окружающей водой струи воды расходом 2 л/мин Подача в зону наибольшего градиента температур между напыленным покрытием и окружающей водой струи воды расходом 4 л/мин Подача в зону наибольшего градиента температур между напыленным покрытием и окружающей водой струи воды расходом 6 л/мин Подача в зону наибольшего градиента температур между напыленным покрытием и окружающей водой струи воды расходом 6 л/мин Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: C23C 4/00
Метки: напыления, плазменного, способ
Код ссылки
<a href="https://by.patents.su/2-3298-sposob-plazmennogo-napyleniya.html" rel="bookmark" title="База патентов Беларуси">Способ плазменного напыления</a>
Способ плазменного напыления покрытий
Номер патента: 3202
Опубликовано: 30.12.1999
Авторы: Коваль Виталий Александрович, Верстак Андрей Александрович, Талако Татьяна Леонидовна
МПК: C23C 4/00
Метки: напыления, плазменного, способ, покрытий
Текст:
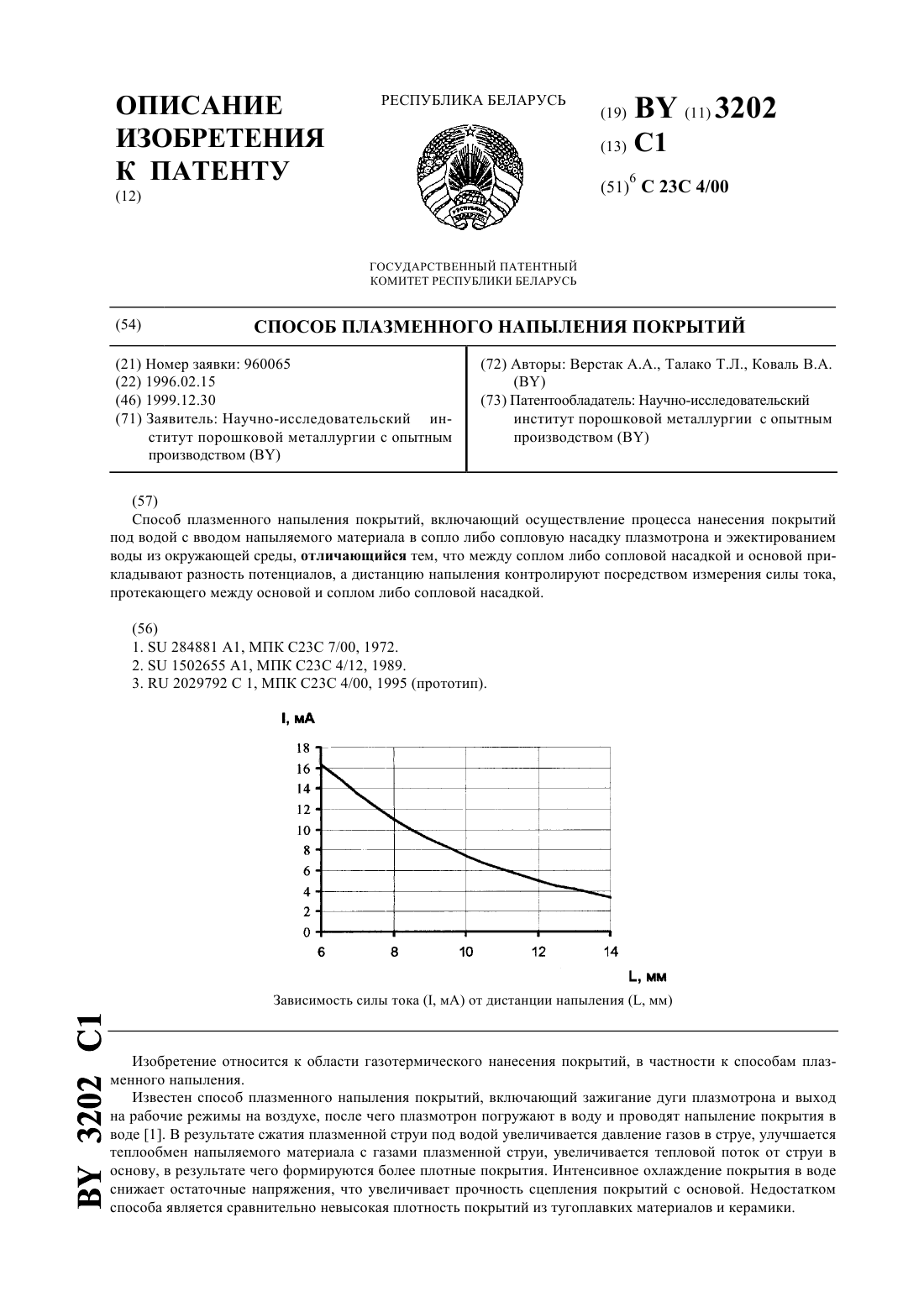
...не уменьшая при этом температуру напыляемого материала. Тем самым создаются условия для ведения процесса напыления при коротких дистанциях (5 - 12 мм), обеспечивающие высокую плотность и повышенную прочность сцепления покрытий с основой. Однако этот режим напыления реализуется в узком диапазоне дистанций, что требует точного ее контроля. Уменьшение дистанции напыления приводит к образованию трещин, окислению и разрушению покрытий...
Способ плазменного нанесения биосовместимых покрытий
Номер патента: 2756
Опубликовано: 30.03.1999
Авторы: Трофимова Ирина Валериановна, Кулак Анатолий Иосифович, Ильющенко Александр Федорович, Лесникович Лариса Александровна, Оковитый Вячеслав Александрович, Соболевский Сергей Борисович
Метки: биосовместимых, покрытий, плазменного, нанесения, способ
Текст:
...при температуре ниже 1200 С и времени менее 2 час, не происходит полного уплотнения частиц порошка и упорядочения структуры гидроксиапатита (кристаллизации). При проведении выдержки порошков при температуре выше 1300 С и времени свыше 3 часов начинаются процессы разложения гидроксиапатита, связанные с выделением воды из ОН групп, и диструкцией фосфатных анионов, что приводит к образованию продуктов разложения гидроксиапатита - СаО и Са 3 Р 4....
Способ плазменного нанесения покрытий в вакууме
Номер патента: 313
Опубликовано: 30.12.1994
Авторы: Точицкий Э. И., Селифанов О. В., Станкевич Е. В.
МПК: C23C 15/00
Метки: покрытий, плазменного, способ, нанесения, вакууме
Текст:
...с 1 д согтавляет 10 10 секунд 10 10 микросекунд). а также для интенсивного смешивания плазменньж лото показано) ДЛЯ ПРЗКТИЧЕСКН ПОЛНОГО УСков и формирования направленного к подложкодержателю потока плазмы осаждаемого материала. АКроме того, высокоинерционные микрокапли плазменных потоков (в случае 5 использования эрозионной плазмы)при достижении поверхности, нагретой до темературы близкой к критической температуре конденсации используемого...
Порошковый сплав на основе меди для газотермического напыления покрытий
Номер патента: 2330
Опубликовано: 30.09.1998
Авторы: Шалай Александр Николаевич, Ивашко Виктор Сергеевич, Богуш Владимир Николаевич, Манойло Евгений Данилович, Безверхий Виктор Иванович, Попко Сергей Васильевич, Куприянов Игорь Львович
Метки: напыления, покрытий, сплав, порошковый, газотермического, основе, меди
Текст:
...0,01 мм. Цикл испытаний - 3 мин (3,5-10 циклов). База испытаний 107 циклов. Среда дистиллированная вода с температурой 25 С.Испытания на износостойкость покрытий проводились на стенде, изготовленном на базе сверлильного станка. Покрытия наносились на поверхность образцов диаметром 30,0 мм и толщиной 5 мм, затем шлифовались на плоскошлифовальном станке. Образцы устанавливались на штифтах в емкости с маслом.Контртело из чугуна СЧ 2 д-48, въг...
Порошковый керамический материал для газотермического напыления покрытий
Номер патента: 2327
Опубликовано: 30.09.1998
Авторы: Соболевский Сергей Борисович, Гущин Владимир Иосифович, Манойло Евгений Данилович, Ивашко Виктор Сергеевич, Ильющенко Александр Федорович
МПК: C04B 35/10
Метки: материал, напыления, керамический, покрытий, порошковый, газотермического
Текст:
...после засыпки в ник порошка устанавливают в сушильном шкафу марки СНОЛ 3,5/300. Операцию отжива свяующего компонента проводят при 150 С в течение 1,5 ч. После операции отжига алундо вые лодочки с порошком устанавливают В рабочей зоне трубчатой печи СТА-0,56/17,5 М 2 для операднн спекания. опередит спекания проводят при 16 О 0 С в течение 6 ч. После проведения операции спекания проводят дробление матернала с последующи рассевом. для нанесения...
Предыдущий патент: Препарат для профилактики бесплодия и яловости у животных
Следующий патент: Устройство для повышения выживаемости ооцитов
Случайный патент: Способ получения изделия из композиционного материала на основе карбида кремния и железа