Состав покрытия электрода
Номер патента: 13609
Опубликовано: 30.10.2010
Авторы: Астрейко Людмила Александровна, Никитина Алла Сергеевна, Олешкевич Дмитрий Анатольевич, Игнатович Зоя Владимировна

Текст
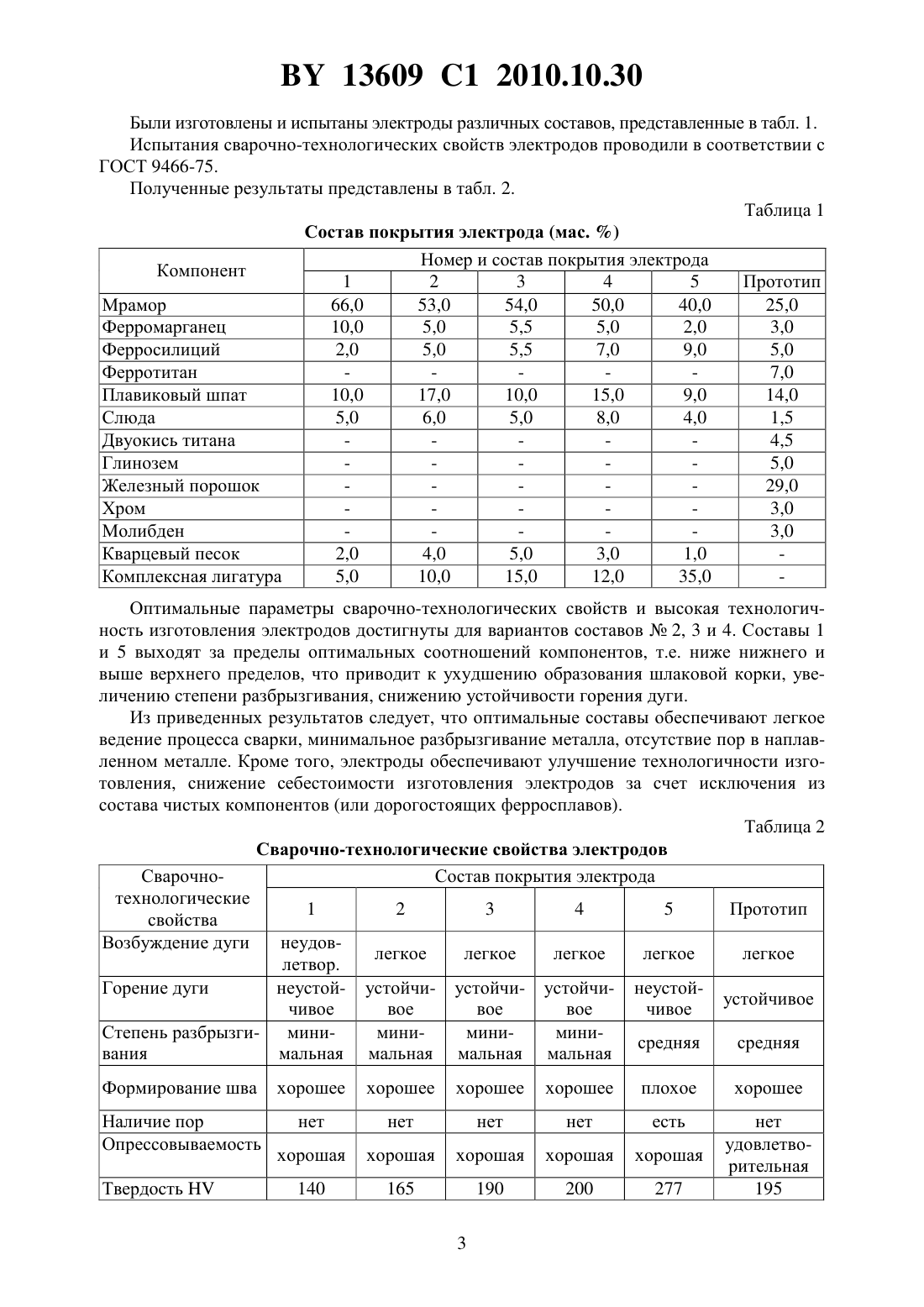
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Астрейко Людмила Александровна Игнатович Зоя Владимировна Олешкевич Дмитрий Аннатольевич Никитина Алла Сергеевна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Состав покрытия электрода, содержащий мрамор, ферросилиций, ферромарганец,плавиковый шпат и слюду, отличающийся тем, что дополнительно содержит кварцевый песок и комплексную лигатуру, включающую хром и молибден, при следующем соотношении ингредиентов, мас.мрамор 45-55 ферросилиций 2-8 ферромарганец 2-8 плавиковый шпат 10-20 слюда 5-10 кварцевый песок 2-8 комплексная лигатура 10-20. Изобретение относится к области ручной дуговой сварки, в частности к электродам для сварки конструкций из низколегированных теплоустойчивых сталей. Для сварки низколегированных теплоустойчивых сталей используются электроды с основным типом покрытия, содержащие в составе покрытия мрамор и плавиковый шпат. Для улучшения механических свойств наплавленного металла к вышеуказанным компонентам добавляют легирующие элементы (,и др.) и ферросплавы. Применение комплексных лигатур позволяет повысить предел текучести и предел прочности металла шва. Путем уменьшения содержания чистых легирующих элементов стремятся снизить себестоимость электродов. Из известных наиболее близким по технической сущности, принятым за прототип, является электрод с покрытием 1, содержащим (мас. ) мрамор 24,0-32,0 плавиковый шпат 10,0-18,0 двуокись титана 1,5-7,0 глинозем 3,0-7,0 13609 1 2010.10.30 слюда 0,5-3,0 железный порошок 23,0-35,0 марганец 2,0-5,0 ферротитан 5,0-10,0 ферросилиций 2,0-6,0 хром 2,0-5,0 молибден 2,0-5,0. Главным недостатком электрода с известным покрытием являются недостаточные сварочно-технологические свойства электрода. Электроды обладают достаточно низкой технологичностью, высокой стоимостью. Техническая задача, решаемая изобретением, состоит в улучшении сварочнотехнологических свойств, технологичности изготовления электрода, снижении стоимости. Технический результат достигается тем, что состав покрытия электрода, содержащий мрамор, ферросилиций, ферромарганец, плавиковый шпат и слюду, дополнительно содержит кварцевый песок и комплексную лигатуру при следующем соотношении ингредиентов (мас. ) ферросилиций 2,0-8,0 ферромарганец 2,0-8,0 мрамор 45,0-55,0 плавиковый шпат 10,0-20,0 комплексная лигатура 10,0-20,0 кварцевый песок 2,0-8,0 слюда 5,0-10,0. Введение ферросилиция и ферромарганца в покрытие обеспечивает как раскисление,так и легирование наплавленного металла. Ферромарганец, при содержании в покрытии менее 2,0 мас. , обеспечивает только раскисление. Введение ферромарганца в покрытие в количестве, превышающем 8,0 мас. , не обеспечивает требуемый химический состав наплавленного металла. Введение слюды и кварцевого песка улучшает опрессовку электродов. Эти компоненты являются и дополнительным шлакообразующим элементом. Содержание кварцевого песка в покрытии менее 2,0 мас.является недостаточным для улучшения прессуемости покрытия и не обеспечивает необходимого количества шлаковой фазы. Содержание кварцевого песка более 8,0 мас.не влияет на улучшение процесса опрессовки и ухудшает процесс шлакообразования. Содержание шлакообразующих компонентов (плавикового шпата, мрамора) покрытия выбрано в пределах, обеспечивающих минимальную температуру плавления шлаковой фазы и необходимую газовую защиту при сварке и наплавке. Изменение содержания указанных компонентов вне указанных пределов изменяет их равновесный баланс и приводит как к резкому повышению температуры плавления, так и нарушению вязкости и величины поверхностного натяжения на границе шлак-металл. Комплексная лигатура в заданных пределах от 10,0 до 20,0 мас.позволяет обеспечить необходимые механические свойства наплавленного металла, повысить производительность сварки, улучшить отделимость шлаковой корки. В состав комплексной лигатуры входят хром, молибден. Использование комплексного компонента позволяет увеличить количество переходящего в состав наплавленного металла легирующего компонента, снизив этим стоимость покрытия электрода. Электрод изготавливают следующим образом. Покрытие на стержень из стали Св-08 наносили методом опрессовки на лабораторном электродообмазочном прессе модели ПО 0030. В качестве связующего использовали калиево-натриевое жидкое стекло. 2 13609 1 2010.10.30 Были изготовлены и испытаны электроды различных составов, представленные в табл. 1. Испытания сварочно-технологических свойств электродов проводили в соответствии с ГОСТ 9466-75. Полученные результаты представлены в табл. 2. Таблица 1 Состав покрытия электрода (мас. ) Номер и состав покрытия электрода Компонент 1 2 3 4 5 Прототип Мрамор 66,0 53,0 54,0 50,0 40,0 25,0 Ферромарганец 10,0 5,0 5,5 5,0 2,0 3,0 Ферросилиций 2,0 5,0 5,5 7,0 9,0 5,0 Ферротитан 7,0 Плавиковый шпат 10,0 17,0 10,0 15,0 9,0 14,0 Слюда 5,0 6,0 5,0 8,0 4,0 1,5 Двуокись титана 4,5 Глинозем 5,0 Железный порошок 29,0 Хром 3,0 Молибден 3,0 Кварцевый песок 2,0 4,0 5,0 3,0 1,0 Комплексная лигатура 5,0 10,0 15,0 12,0 35,0 Оптимальные параметры сварочно-технологических свойств и высокая технологичность изготовления электродов достигнуты для вариантов составов 2, 3 и 4. Составы 1 и 5 выходят за пределы оптимальных соотношений компонентов, т.е. ниже нижнего и выше верхнего пределов, что приводит к ухудшению образования шлаковой корки, увеличению степени разбрызгивания, снижению устойчивости горения дуги. Из приведенных результатов следует, что оптимальные составы обеспечивают легкое ведение процесса сварки, минимальное разбрызгивание металла, отсутствие пор в наплавленном металле. Кроме того, электроды обеспечивают улучшение технологичности изготовления, снижение себестоимости изготовления электродов за счет исключения из состава чистых компонентов (или дорогостоящих ферросплавов). Таблица 2 Сварочно-технологические свойства электродов СварочноСостав покрытия электрода технологические 1 2 3 4 5 Прототип свойства Возбуждение дуги неудовлегкое легкое легкое легкое легкое летвор. Горение дуги неустой- устойчи- устойчи- устойчи- неустойустойчивое чивое вое вое вое чивое Степень разбрызги- миниминиминиминисредняя средняя вания мальная мальная мальная мальная Формирование шва Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 35/365
Метки: электрода, состав, покрытия
Код ссылки
<a href="https://by.patents.su/4-13609-sostav-pokrytiya-elektroda.html" rel="bookmark" title="База патентов Беларуси">Состав покрытия электрода</a>
Состав для получения покрытия электрода
Номер патента: 13468
Опубликовано: 30.08.2010
Авторы: Астрейко Людмила Александровна, Олешкевич Дмитрий Анатольевич, Клюшня Олег Владимирович, Никитина Алла Сергеевна, Игнатович Зоя Владимировна
МПК: B23K 35/365
Метки: покрытия, электрода, состав, получения
Текст:
...шпат вводится в количестве от 3,5 мас.до 5,0 мас.для снижения пористости металла шва. Поскольку фтор имеет высокое сродство к электронам, то введение в состав покрытия большого количества фторсодержащих компонентов приводит к заметному ухудшению стабильности горения дуги. При снижении количества плавикового шпата в покрытии ниже рекомендованного в наплавленном металле появляются поры. Оптимальное сочетание шлакообразующих и газообразующих...
Покрытие электрода
Номер патента: 10658
Опубликовано: 30.06.2008
Авторы: Игнатович Зоя Владимировна, Астрейко Людмила Александровна, Олешкевич Дмитрий Анатольевич, Клюшня Олег Владимирович
МПК: B23K 35/365
Текст:
...мас. , приводит к уменьшению износостойкости наплавленных деталей. Ферросилиций вводится в покрытие электрода для раскисления и легирования. При содержании ферросилиция в покрытии менее 3,0 мас.он выступает только как раскислитель. Содержание ферросилиция более 5,0 мас.делает наплавленный материал хрупким. 2 10658 1 2008.06.30 Введение ферромарганца в покрытие обеспечивает как раскисление, так и легирование наплавленного металла. Переход...
Покрытие электрода
Номер патента: 12922
Опубликовано: 28.02.2010
Авторы: Олешкевич Дмитрий Анатольевич, Никитина Алла Сергеевна, Клюшня Олег Владимирович, Астрейко Людмила Александровна, Игнатович Зоя Владимировна
МПК: B23K 35/365
Текст:
...дополнительным шлакообразующим элементом. Содержание слюды в покрытии менее 18,0 мас.является недостаточным для хорошей прессуемости. Содержание слюды более 22,0 мас.способствует насыщению наплавленного металла водородом. Полевой шпат обеспечивает стабилизацию горения дуги при введении в количестве от 12,0 до 15,0 мас. . Содержание шлакообразующих компонентов (рутила, мрамора, слюды и полевого шпата) покрытия выбрано в пределах, обеспечивающих...
Состав электродного покрытия
Номер патента: 11374
Опубликовано: 30.12.2008
Авторы: Бетанова Вера Николаевна, Михович Анна Ивановна, Каравый Павел Владимирович, Олешкевич Дмитрий Анатольевич, Клюшня Олег Владимирович, Игнатович Зоя Владимировна, Астрейко Людмила Александровна
МПК: B23K 35/365
Метки: покрытия, электродного, состав
Текст:
...в условиях абразивного износа. Увеличение содержания хрома, вольфрама или титана приводит к изменению их соотношения в слое и ухудшению его износостойкости. Введение ферромарганца в покрытие способствует легированию и повышению пластичности наплавленного металла, в том числе и путем образования легированного цементита. Содержание ферромарганца в электродном покрытии менее 10,0 мас.неэффективно,повышение содержания свыше 15,0 мас.приводит к...
Электрод для дуговой наплавки
Номер патента: 6721
Опубликовано: 30.12.2004
Авторы: Валькович Игорь Владимирович, Шелег Валерий Константинович, Соколовский Евгений Иванович, Борд Наум Юрьевич
МПК: B23K 35/365
Метки: электрод, наплавки, дуговой
Текст:
...прямым растворением металлического ферромарганца в металле наплавки. Марганец, растворенный в металле, способствует увеличению его прочности и снижает пластичность. Содержание ферромарганца в покрытии менее 2,0 мас.не приводит к легированию наплавленного металла. Ферромарганец в этом случае выступает только как раскислитель. Введение ферромарганца в покрытие более 4,0 мас.не обеспечивает нужный химический состав наплавленного металла....
Предыдущий патент: Способ плазменного напыления покрытия
Следующий патент: Состав покрытия электрода
Случайный патент: Устройство для доводки плоской поверхности