Матрица для производства макаронных изделий
Номер патента: 12618
Опубликовано: 30.12.2009
Авторы: Бренч Андрей Александрович, Груданов Владимир Яковлевич, Флексер Рита Владимировна
Текст
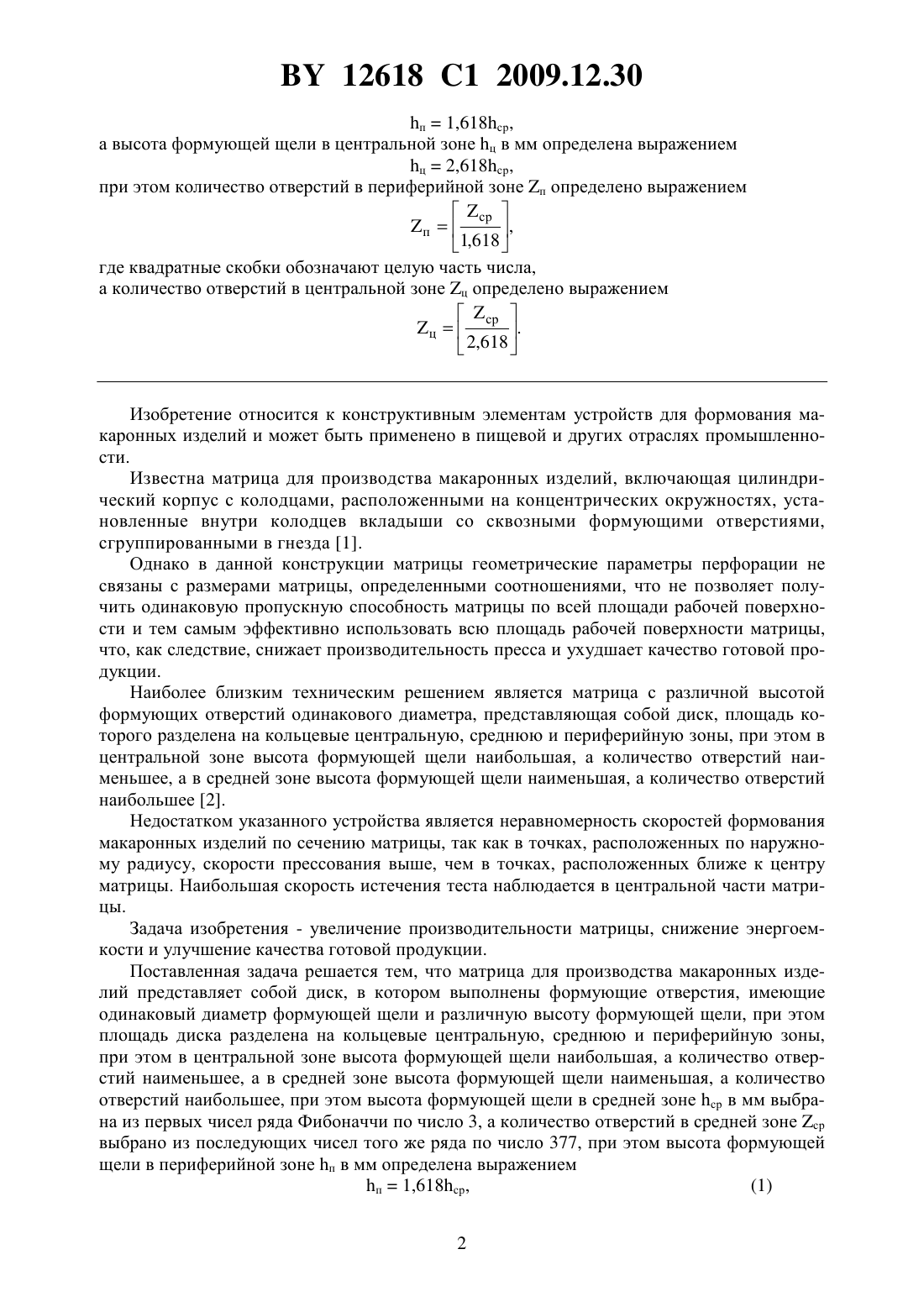
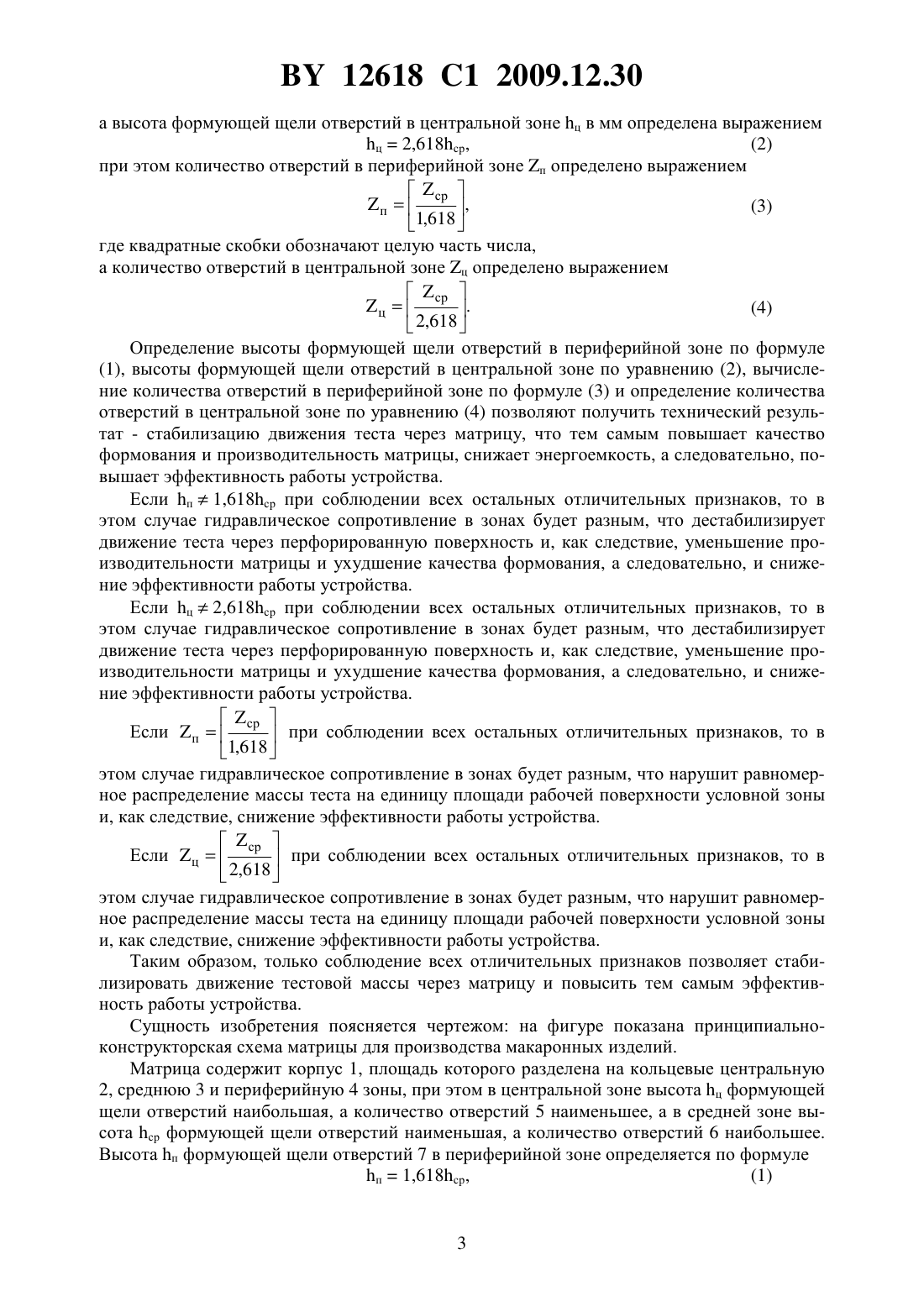
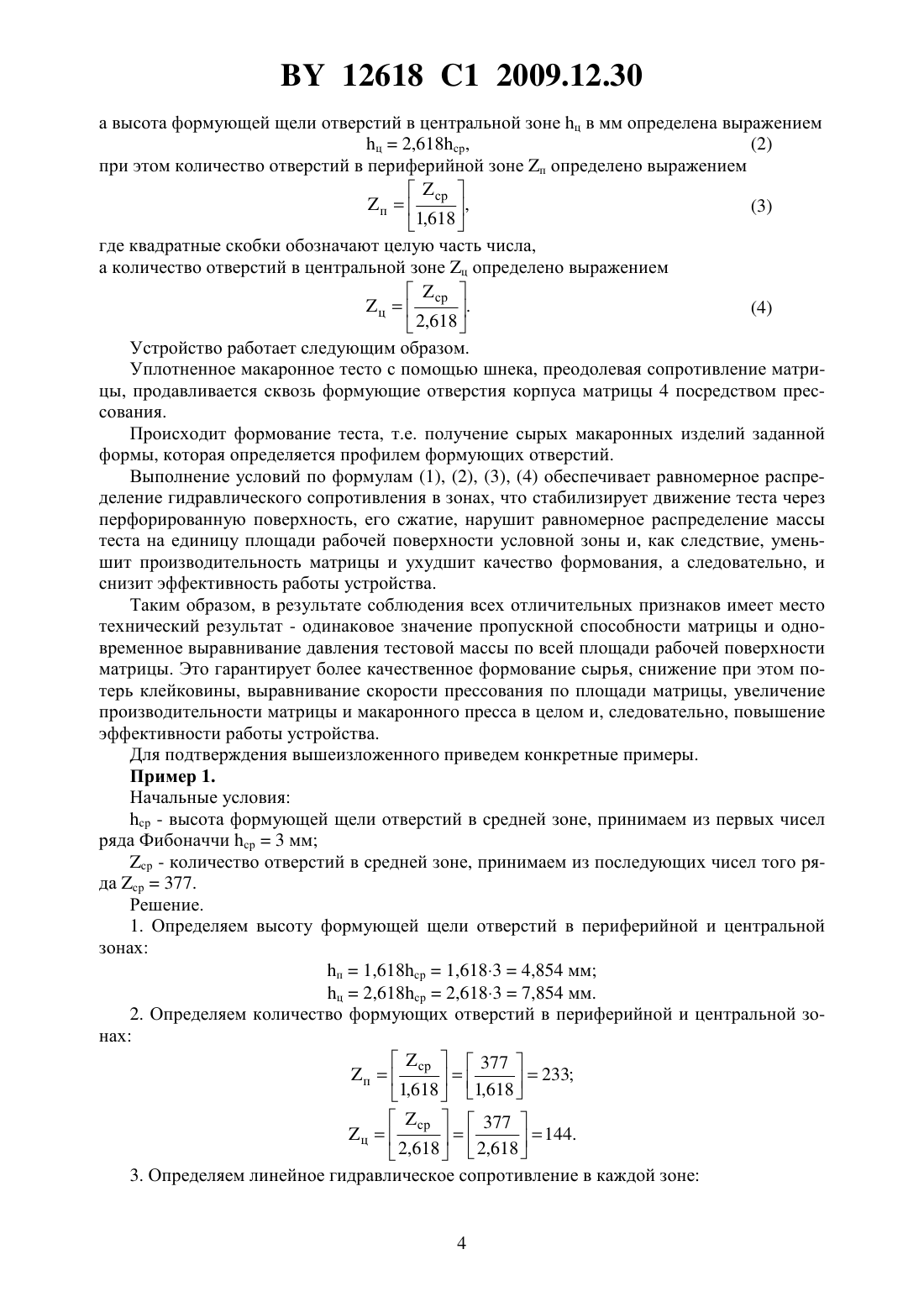
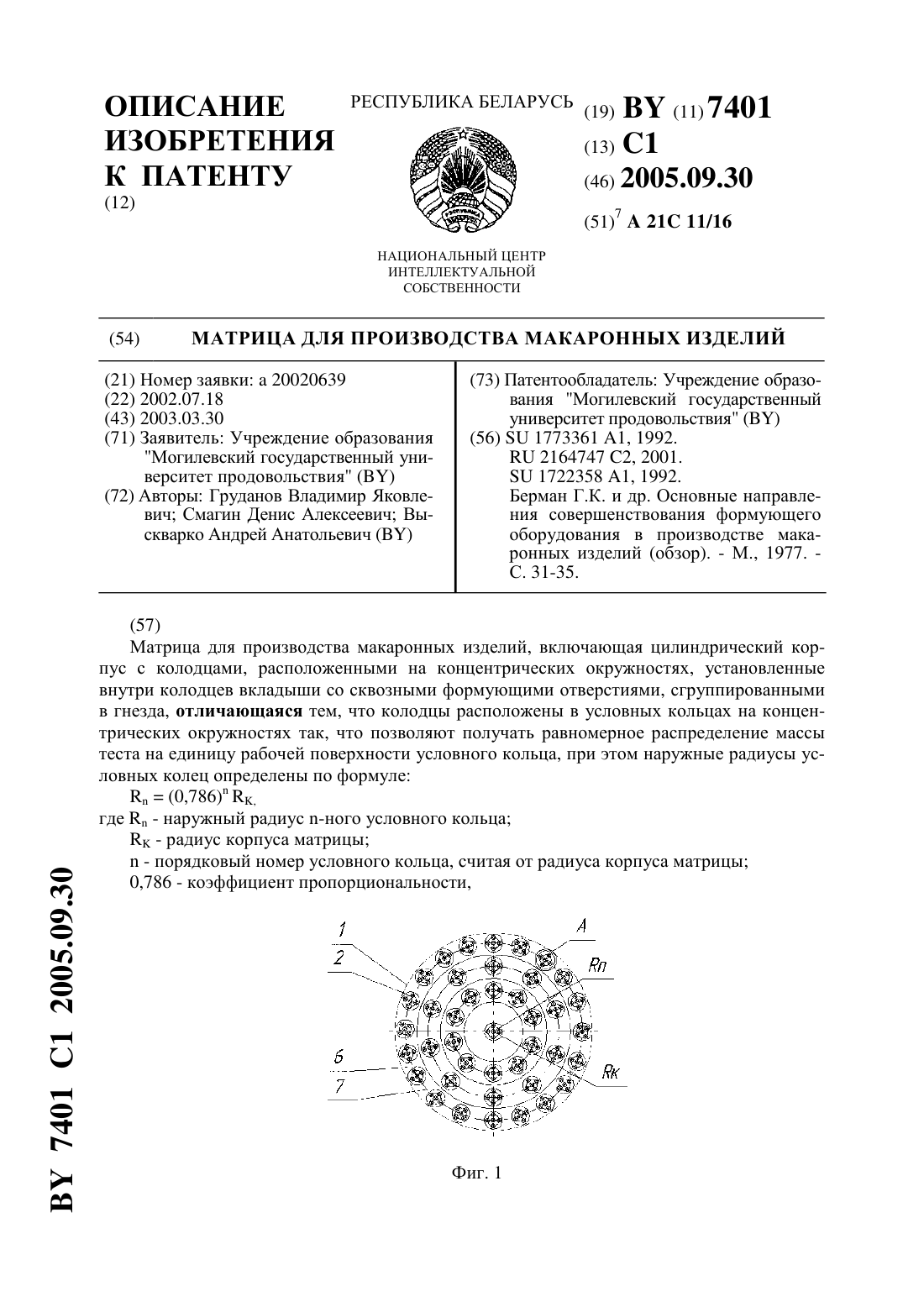
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МАТРИЦА ДЛЯ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Груданов Владимир Яковлевич Бренч Андрей Александрович Флексер Рита Владимировна(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(56) ЧЕРНОВ М.Е. Оборудование предприятий макаронной промышленности. М. Пищевая промышленность, 1978. . 74-77.179700, 1966.1773361 1, 1992.1722358 1, 1992.2164747 2, 2001.4752205, 1988.(57) Матрица для производства макаронных изделий, представляющая собой диск, в котором выполнены формующие отверстия, имеющие одинаковый диаметр формующей щели и различную высоту формующей щели, при этом площадь диска разделена на кольцевые центральную, среднюю и периферийную зоны, при этом в центральной зоне высота формующей щели наибольшая, а количество отверстий наименьшее, а в средней зоне высота формующей щели наименьшая, а количество отверстий наибольшее, отличающаяся тем,что высота формующей щели в средней зоне ср в мм выбрана из первых чисел ряда Фибоначчи по число 3, а количество отверстий в средней зоне ср выбрано из последующих чисел того же ряда по число 377, при этом высота формующей щели в периферийной зоне п в мм определена выражением 12618 1 2009.12.30 п 1,618 ср,а высота формующей щели в центральной зоне ц в мм определена выражением ц 2,618 ср,при этом количество отверстий в периферийной зоне п определено выражениемсрп,1,618 где квадратные скобки обозначают целую часть числа,а количество отверстий в центральной зоне ц определено выражениемсрц Изобретение относится к конструктивным элементам устройств для формования макаронных изделий и может быть применено в пищевой и других отраслях промышленности. Известна матрица для производства макаронных изделий, включающая цилиндрический корпус с колодцами, расположенными на концентрических окружностях, установленные внутри колодцев вкладыши со сквозными формующими отверстиями,сгруппированными в гнезда 1. Однако в данной конструкции матрицы геометрические параметры перфорации не связаны с размерами матрицы, определенными соотношениями, что не позволяет получить одинаковую пропускную способность матрицы по всей площади рабочей поверхности и тем самым эффективно использовать всю площадь рабочей поверхности матрицы,что, как следствие, снижает производительность пресса и ухудшает качество готовой продукции. Наиболее близким техническим решением является матрица с различной высотой формующих отверстий одинакового диаметра, представляющая собой диск, площадь которого разделена на кольцевые центральную, среднюю и периферийную зоны, при этом в центральной зоне высота формующей щели наибольшая, а количество отверстий наименьшее, а в средней зоне высота формующей щели наименьшая, а количество отверстий наибольшее 2. Недостатком указанного устройства является неравномерность скоростей формования макаронных изделий по сечению матрицы, так как в точках, расположенных по наружному радиусу, скорости прессования выше, чем в точках, расположенных ближе к центру матрицы. Наибольшая скорость истечения теста наблюдается в центральной части матрицы. Задача изобретения - увеличение производительности матрицы, снижение энергоемкости и улучшение качества готовой продукции. Поставленная задача решается тем, что матрица для производства макаронных изделий представляет собой диск, в котором выполнены формующие отверстия, имеющие одинаковый диаметр формующей щели и различную высоту формующей щели, при этом площадь диска разделена на кольцевые центральную, среднюю и периферийную зоны,при этом в центральной зоне высота формующей щели наибольшая, а количество отверстий наименьшее, а в средней зоне высота формующей щели наименьшая, а количество отверстий наибольшее, при этом высота формующей щели в средней зоне ср в мм выбрана из первых чисел ряда Фибоначчи по число 3, а количество отверстий в средней зоне ср выбрано из последующих чисел того же ряда по число 377, при этом высота формующей щели в периферийной зоне п в мм определена выражением п 1,618 ср,(1) 2 12618 1 2009.12.30 а высота формующей щели отверстий в центральной зоне ц в мм определена выражением ц 2,618 ср,(2) при этом количество отверстий в периферийной зоне п определено выражениемсрп где квадратные скобки обозначают целую часть числа,а количество отверстий в центральной зоне ц определено выражениемсрц.2,618 Определение высоты формующей щели отверстий в периферийной зоне по формуле(1), высоты формующей щели отверстий в центральной зоне по уравнению (2), вычисление количества отверстий в периферийной зоне по формуле (3) и определение количества отверстий в центральной зоне по уравнению (4) позволяют получить технический результат - стабилизацию движения теста через матрицу, что тем самым повышает качество формования и производительность матрицы, снижает энергоемкость, а следовательно, повышает эффективность работы устройства. Если п 1,618 ср при соблюдении всех остальных отличительных признаков, то в этом случае гидравлическое сопротивление в зонах будет разным, что дестабилизирует движение теста через перфорированную поверхность и, как следствие, уменьшение производительности матрицы и ухудшение качества формования, а следовательно, и снижение эффективности работы устройства. Если ц 2,618 ср при соблюдении всех остальных отличительных признаков, то в этом случае гидравлическое сопротивление в зонах будет разным, что дестабилизирует движение теста через перфорированную поверхность и, как следствие, уменьшение производительности матрицы и ухудшение качества формования, а следовательно, и снижение эффективности работы устройства.срЕсли ппри соблюдении всех остальных отличительных признаков, то в 1,618 этом случае гидравлическое сопротивление в зонах будет разным, что нарушит равномерное распределение массы теста на единицу площади рабочей поверхности условной зоны и, как следствие, снижение эффективности работы устройства.срЕслицпри соблюдении всех остальных отличительных признаков, то в 2,618 этом случае гидравлическое сопротивление в зонах будет разным, что нарушит равномерное распределение массы теста на единицу площади рабочей поверхности условной зоны и, как следствие, снижение эффективности работы устройства. Таким образом, только соблюдение всех отличительных признаков позволяет стабилизировать движение тестовой массы через матрицу и повысить тем самым эффективность работы устройства. Сущность изобретения поясняется чертежом на фигуре показана принципиальноконструкторская схема матрицы для производства макаронных изделий. Матрица содержит корпус 1, площадь которого разделена на кольцевые центральную 2, среднюю 3 и периферийную 4 зоны, при этом в центральной зоне высота ц формующей щели отверстий наибольшая, а количество отверстий 5 наименьшее, а в средней зоне высота ср формующей щели отверстий наименьшая, а количество отверстий 6 наибольшее. Высота п формующей щели отверстий 7 в периферийной зоне определяется по формуле п 1,618 ср,(1) 12618 1 2009.12.30 а высота формующей щели отверстий в центральной зоне ц в мм определена выражением ц 2,618 ср,(2) при этом количество отверстий в периферийной зоне п определено выражениемсрп где квадратные скобки обозначают целую часть числа,а количество отверстий в центральной зоне ц определено выражениемсрц.2,618 Устройство работает следующим образом. Уплотненное макаронное тесто с помощью шнека, преодолевая сопротивление матрицы, продавливается сквозь формующие отверстия корпуса матрицы 4 посредством прессования. Происходит формование теста, т.е. получение сырых макаронных изделий заданной формы, которая определяется профилем формующих отверстий. Выполнение условий по формулам (1), (2), (3), (4) обеспечивает равномерное распределение гидравлического сопротивления в зонах, что стабилизирует движение теста через перфорированную поверхность, его сжатие, нарушит равномерное распределение массы теста на единицу площади рабочей поверхности условной зоны и, как следствие, уменьшит производительность матрицы и ухудшит качество формования, а следовательно, и снизит эффективность работы устройства. Таким образом, в результате соблюдения всех отличительных признаков имеет место технический результат - одинаковое значение пропускной способности матрицы и одновременное выравнивание давления тестовой массы по всей площади рабочей поверхности матрицы. Это гарантирует более качественное формование сырья, снижение при этом потерь клейковины, выравнивание скорости прессования по площади матрицы, увеличение производительности матрицы и макаронного пресса в целом и, следовательно, повышение эффективности работы устройства. Для подтверждения вышеизложенного приведем конкретные примеры. Пример 1. Начальные условия ср - высота формующей щели отверстий в средней зоне, принимаем из первых чисел ряда Фибоначчи ср 3 мм ср - количество отверстий в средней зоне, принимаем из последующих чисел того ряда ср 377. Решение. 1. Определяем высоту формующей щели отверстий в периферийной и центральной зонах п 1,618 ср 1,61834,854 мм ц 2,618 ср 2,61837,854 мм. 2. Определяем количество формующих отверстий в периферийной и центральной зонахср 377 п 144.2,6182,6183. Определяем линейное гидравлическое сопротивление в каждой зоне п , п 2 где 123 - коэффициент гидравлического сопротивления 123 - скорость теста- ускорение свободного падения цсрп - диаметры формующей щели отверстий, равны по условию. Принимаем 3,5 мм, отсюда кольцевых зон одинаковое, что стабилизирует движение теста через матрицу, тем самым повышает качество формования и производительность матрицы, а следовательно, повышает эффективность работы устройства. Пример 2. Начальные условия ср - высота формующей щели отверстий в средней зоне, принимаем из первых чисел ряда Фибоначчи ср 1 мм ср - количество отверстий в средней зоне, принимаем из последующих чисел того ряда ср 34. Решение. 1. Определяем высоту формующей щели отверстий в периферийной и центральной зонах п 1,618 ср 1,61811,618 мм ц 2,618 ср 2,61812,618 мм. 2. Определяем количество формующих отверстий в периферийной и центральной зонахср 34 п 3. Определяем линейное гидравлическое сопротивление в каждой зоне. Принимаем диаметр формующей щели, например,2 мм, при цсрп 2 мм. Пример 3. Начальные условия ср - высота формующей щели отверстий в средней зоне, принимаем из первых чисел ряда Фибоначчи ср 2 мм ср - количество отверстий в средней зоне, принимаем из последующих чисел того ряда ср 55. Решение. 1. Определяем высоту формующей щели отверстий в периферийной и центральной зонах п 1,618 ср 1,61823,236 мм ц 2,618 ср 2,61825,236 мм. 2. Определяем количество формующих отверстий в периферийной и центральной зонахср 55 п 21.2,6182,6183. Определяем линейное гидравлическое сопротивление в каждой зоне. Принимаем диаметр формующей щели, например,3 мм, при цсрп 3 мм. Таким образом, только строгое соблюдение всех отличительных признаков позволяет повысить эффективность работы матрицы и макаронного пресса в целом. Источники информации 1.7401 С, 2005. 2. Чернов М.Е. Оборудование предприятий макаронной промышленности, 1978. . 75-76. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: A21C 11/00, A21C 3/00
Метки: изделий, матрица, макаронных, производства
Код ссылки
<a href="https://by.patents.su/6-12618-matrica-dlya-proizvodstva-makaronnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Матрица для производства макаронных изделий</a>
Матрица для производства макаронных изделий
Номер патента: 7401
Опубликовано: 30.09.2005
Авторы: Выскварко Андрей Анатольевич, Смагин Денис Алексеевич, Груданов Владимир Яковлевич
МПК: A21C 11/16
Метки: изделий, производства, матрица, макаронных
Текст:
...будет разная по всей площади рабочей поверхности матрицы, что дестабилизирует движение теста через перфорированную поверхность, создает дополнительное его перемещение в радиальном направлении, сжатие и, как следствие, уменьшение производительности матрицы и ухудшение качества формования, а следовательно и снижение эффективности работы устройства. Таким образом, только соблюдение всех отличительных признаков позволяет стабилизировать...
Способ производства макаронных изделий быстрого приготовления
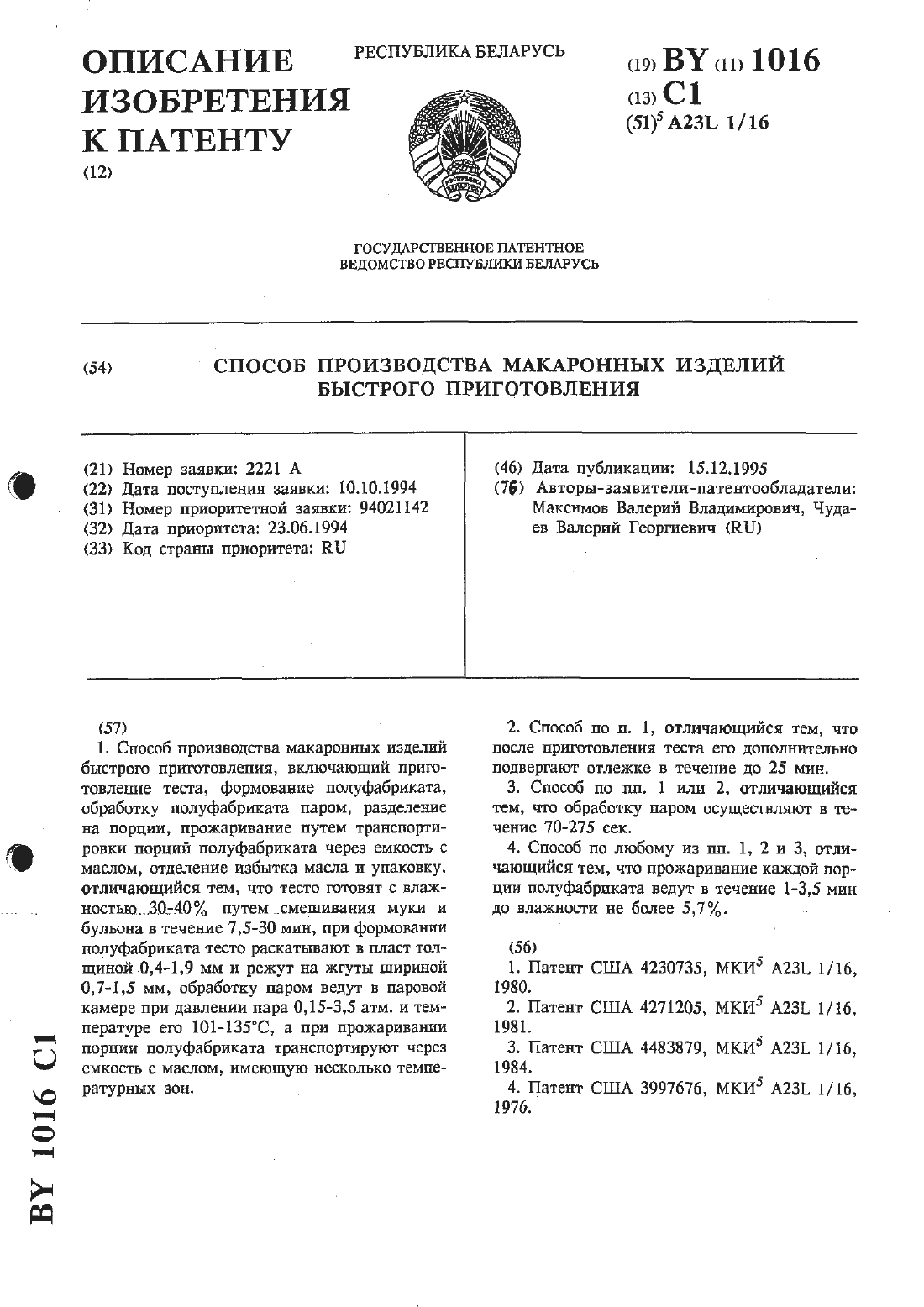
Номер патента: 1016
Опубликовано: 15.12.1995
Авторы: Чудаев Валерий Георгиевич, Максимов Валерий Владимирович
МПК: A23L 1/16
Метки: изделий, макаронных, быстрого, способ, производства, приготовления
Текст:
...теста его можно дополнительно подвергнуть отлежке в течение до 25 мин.Прожаривание порций полуфабриката лучше осуществлять в течение 1,035 мин до влажности не более 5,7 .Пропаривание лучше проводить в течение 70-275 сек.Способ осуществляют следующим образом.Проводят замес тестю-путем -емептиванияв тестомесильной машине пшеничной хлебопекарной муки, бульона. Смешивание осуществляется в течение 7-30 мин при скорости месительного...
Состав для производства макаронных изделий
Номер патента: 9892
Опубликовано: 30.10.2007
Авторы: Курилович Николай Николаевич, Касьянова Лидия Алексеевна, Тихонович Елена Федоровна, Назаренко Елена Александровна
МПК: A23L 1/16
Метки: состав, изделий, производства, макаронных
Текст:
...скорость прессования. Полисахаридный гель также способствует улучшению цвета сухих макаронных изделий, укреплению их структуры, что обусловливает улучшение их излома, увеличение прочности и поэтому снижение количества лома и крошки при транспортировании и хранении. Полисахаридный гель, связывая воду,прочно удерживает ее в процессе сушки, что способствует снижению нормы расхода муки для производства макаронных изделий. При кулинарной обработке...
Способ производства макаронных изделий быстрого приготовления
Номер патента: 1015
Опубликовано: 15.12.1995
Авторы: Максимов Валерий Владимирович, Чудаев Валерий Георгиевич
МПК: A23L 1/16
Метки: макаронных, приготовления, производства, быстрого, способ, изделий
Текст:
...включать поваренную соль,глютаминат натрия, сахарную пудру и пряность в количественном соотношении, соответственно, (29-33)(50-5,6)(27-З,0(7,4-8,3) мас.ч. При этом в качестве пряности можно использовать кориандр или тмин, или пряную зелень, шш перец красный или черный, илиЛЗВРОВЫЙ ЛИСТ, ИЛИ ИХ СМССЬ В РЗЗЛИЧНЫХ СО четаниях. Причем пряность можно использовать в виде порошка или эфирного масла, или экстракта.При упаковке макаронных изделий...
Месильное устройство и способ приготовления теста для макаронных изделий
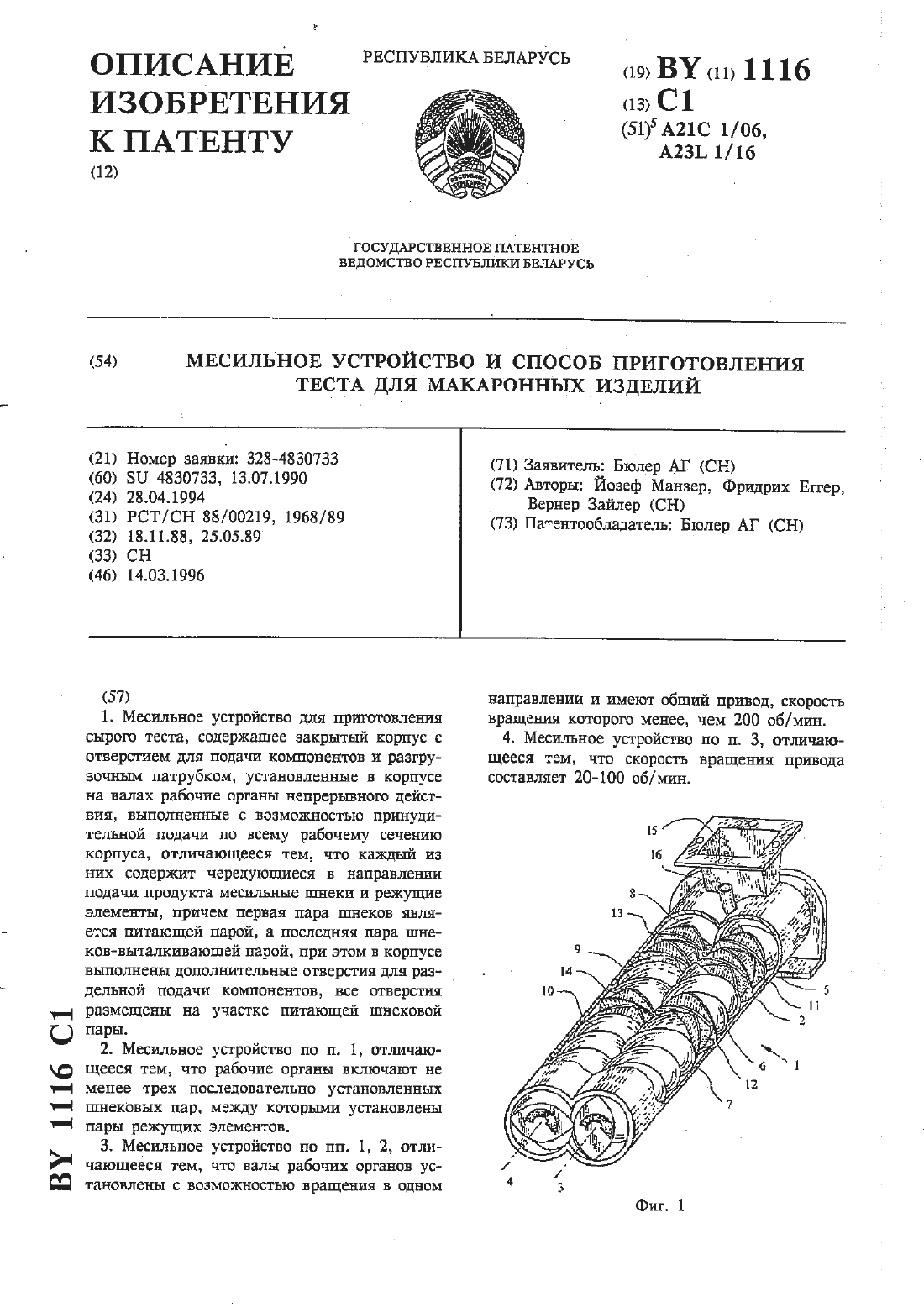
Номер патента: 1116
Опубликовано: 14.03.1996
Авторы: Йозеф Манзер, Фридрих Эггер, Вернер Зайлер
Метки: месильное, теста, устройство, макаронных, способ, приготовления, изделий
Текст:
...сырое тесто, не ухуцшая его качества.Поставленная задача осуществляется с помощью устройства, содержащего закрытый корпус с отверстием для подачи компонентов и разгрузочным патрубком, установленные в корпусе на валах рабочие органы непрерывного действия - месильные шнеки и режущие элементы. .Предпочтительно выполнить первый комплект месильных шнеков в виде питающей шнековой пары, а последний комплект- в виде выталкивающей шнековой...
Предыдущий патент: Клапанная автопоилка для поросят
Следующий патент: Способ определения линейного перемещения объекта
Случайный патент: Борона активная