Способ обработки стального проката
Текст
госуддрстаентъли комитет по изобретениям И ОТКРЫТИЯМ паи гкнт сссв(71) Штальверк Аннахютте Макс Айхер Г мбХ унд КО.КГ (ПЕ)(56) Тейндли. Новые методы нанесения ме- С таллических покрытий. Перевод с чеш.- М Металлургиздат. 1963. с.15-1 б. Виткин А.И. и др. Металлические по165-166. Авторское свидетельство СССР Не 208651. кл. В 21 В 45/08.19 Б 2.- Авторское свидетельство СССР Мв 141843. кл. В 21 В 451021960.Изобретение касается обработки стального проката. в частности арматурной стали,арматурной проволоки и тому подобных изделийц с нанесением покрытий из цветного металла, преимущественно цинка. причем с проката после нагрева сначала удаляют окалину. а затем для исключения образования новой окалины на горячий прокат наносятцинка. причем с проката после нагрева сначала удаляют окалину и затем при исключении образования новой окалины на горячий прокат наносят покрытие. Цепь изобретения повышение коррозионной стойкости.В процессесбработки стальной прокат внепрерывном продолжении процесса прокатки подвергается обработке водой высокого давлению при этом с поверхности удаляется окалина. непосредственно после этого для предотвращения образования но.вой окалины с использованием воды давлением 200100 Обар поверхность проката охлаждается до температуры ниже Б 00 С. Это позволяет упростить процесс. 6 з.п.фпы.Цель изобретения повышение коррозионной стойкости. Реализация способа обеспечивает возможность покрытия изделий стального проката при непрерывном рабочем процессе. лсоторый непосредственно примыкает к про ЦЕССУ ПООКЗТКИ. С ИСПОЛЬЗОЕЭНИЕМ ППОКЭТ НОГО НЗГПЕВЭ.(31) р 37291717 (57) Изобретение касается обработки сталв-Способ осуществляют следующим образом.Со стального проката при непрерывно продолжающемся процессе прокатки удаляют окалину. Прокат подвергают обработке водой под давлением. при этом поверхность стали непосредственно после удаления окалины для предотвращения об разования новой окалины с помощью водыбыстро охлаждают до температуры ниже 6 О 0 С. после чего наносят покрытие. Преимущество изобретения заключаетСЯ прежде ЗСЕГО В ТОМ, ЧТО ДЛЯ удаления окалины. предотвращения образования новой окалины и охлаждения применяется одна среда, а именно вода, благодаря чему охлаждение МОЖНО ВЕСТИ так, ЧТО прокатный нагрев оптимально используется для НЗНЕСЕНИП покрытия. все ОПВВЭЦИИ ПО реализации способа или процессы обработки осуществляются при непрерывно продолжающемся процессе прокатки и их можно вести при такой скорости прокатки. что ковечный продукт сходит с производственной линии так же. как не прошедший обработку прокат. При обработке поверхности стали водой под очень высоким давлением образовавшаяся на прокате окалина. которая при деформировании в последней клети. например при переходе от овального к круглому поперечному сечению. уже получила разрыхление, полностью и легко удаляется споверхности проката. давление воды долж но быть выше 200 бардпреимущественно 300-400 бар. а при необходимости может быть повышено до 1000 бар. Этого требует очень коротная обработка. а именно проход проката через распылительное сопло. в ре зультате чего будет очень незначительно.снижена температура стального проката. Удаление окалины с помощью воды под давлением осуществляется при 9001000 С. Согласно изобретению в продолжении обработки водой в непрерывном процессе с применением той же среды ведется охлаждение. причем так. что температура образования окалины - около 600 С Быстро снижается. чтобы не произошло образования новой окалины. и достигает температуры. при которой может быть нанесено покрытие. С этой целью прокат можно пропускать через водяную баню или распылять воду из форсунки. Соответствующая температура для нанесения коррозионно-стойких покрытий составляет. например. для чистого алюминия 5605 Т 0 С. а для чиСТОГО Цинка около 415 С. При легирования могут создаваться промежуточныеступени. Для легирования можно применять любоепокрытие. так как прокатываемый материал проходит все области температуры от проКЭТНОГО нагрева ДО ПОЛНОГО ОХПЭЖДВНИЯ.Нанесение покрытия осуществляют любым способом. Цветной металл. образующий покрытие. может быть нанесен в Форме порошка. при этом он расплавляется прокат можно также пропускать через ванну С жидким ЦВЕТНЫМ металлом.Обработка водой обеспечивает защиту проката после удаления окалины от образования новой окалины, а также защиту слоя нанесенного покрытия до полного охлаждения проката, Во многих случаях на покрыхие. например, из цинка Наносят добавочную защиту в виде еще одного слоя из синтетической смолы. например. эпоксидной. Этот процесс может быть интегрировен в предлагаемом способе с использованием остаточного тепла.Охлаждение проката согласно изобретению после удаления окалины можно осуществлять любым из известных способов термической обработки. в котором используется вода, например способом. известным под названием Тетрсоге. для бедных углеродом и пригодных для сварки арматурных сталей. при котором обработка водойродственно после закалки образуется краевая зона из мартенсита и бейнита. в то время как теплота. оставшаяся в сердечнике стали во время последующего охлаждения. не позволяет перейти при отпускекраевой зоны через бейнитовую структуру.Обработку водой высокоуглеродистых при- годных. для использования в качестве натяжной арматуры сталей осуществляют так. что от конечной температуры прокатки межо . ду 850 и 1060 С при их охлаждении в пограничном слое образуется полностьюграничного слоя вследствие выравнивания температуры в промежуток времени 2-6 с после начала процесса охлаждения составляет 400500 С. Охлаждение, проводимое согласно изобретению. используется Преимущественно для повышения прочноСТИ СТЭЛИ.Преимуществом изобретения является то. что все рабочие процессы осуществляются по непрерывно идущему, примыкающему непосредственно к процессу прокатки циклу в отдельной. расположенной за последней клетью установке по обработке стали Процесс прокатки заготовок. который веДВТСЛ прерывисто-до МОМВНТЭ БЫКОДЭ ИХ ИЗ последней клети. может быть превращен в непрерывный за счет предварительного сваривания заготовок (преимущественно путем контактной стыковой сварки) в зоне между выходом из печи или из клети трио и первым пропуском линии тонкой прокатки. Формула изобретения1. Способ обработки стального проката. преимущественно арматурной стали. проволоки. включающий удаление окалины с проката. поступающего с прокатногонагрева после деформации, нанесение покрытия из цветного металла. предпочти тельно цинка. о т ли ч а ю щ и й с я тем. что. с целью повышения коррозионной СТОЙКОСТИ. непосредственно ПОСЛЕ удаления окалины осуществляют непрерывное ОХЛЭЖДЕНИВ поверхности проката ДО температур нанесения покрытия ниже 600 С. при ЭТОМ охлаждение проводят ВОДОЙ ПОД давлением 200-1000 бар. преимущественно в пределах 3004400 бар.2. Способпоп.1.отличающийся тем. что охлаждение проводят путем транс 5портирования проката через емкость сводой. 3. Способ поплщтличающийсятем. что обработку водой осуществляют по средством форсунок. 4.Способпопщотяичающийсятем. что нанесение покрытия осуществляютпутем НЗПЦПЕНИЯ порошкового металла.5. Способ попъотличающипся ТЕМ. ЧТО нанесение ПОКрЬТиЯ ОСУЩЗСТВЛЛЮТпутем пропускания проката через ванну с расплавом.6. Способ по пщотличающиися тем. что на покрытие наносят дополнительный слой. например. из эпоксидной смолы.7. Способ по п.о 1. отличающийся тем. что охлаждение поверхности проката осуществляют до образования в ней мартенсита или бейнита.БНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035. Москва. Ж-ЗБ. Раушская набн 4/5
МПК / Метки
МПК: C23F 15/00, B21B 45/02
Метки: способ, обработки, стального, проката
Код ссылки
<a href="https://by.patents.su/3-471-sposob-obrabotki-stalnogo-prokata.html" rel="bookmark" title="База патентов Беларуси">Способ обработки стального проката</a>
Способ изготовления проката
Номер патента: 436
Опубликовано: 30.03.1995
Авторы: Жук О. А., Дышлевич В. Ф., Луценко В. А., Фетисов В. П., Олейник В. А., Парусов В. В., Стеблов А. Б.
Метки: проката, изготовления, способ
Текст:
...до 85 ОС и воздушным охлаждением разложенных на транспортере витков.Для осуществления предлагаемого способа катанку. прокатанную в чистовом блоке, ПОДНВВГЭЮТ УСКОРЕННОМУ охлаждению,для чего предусмотрено четыре охлаждающие секции, каждая из которых состоит из последовательно размещенных четырех форсунок и камер охлаждения. После ускоренного охлаждения катанка поступает на виткообразователь и в виде горизонтальной спирали укладывается на...
Способ получения жидкого чугуна или стального полупродукта и устройство для его осуществления
Номер патента: 154
Опубликовано: 30.09.1994
Авторы: Михаэль Нагл, Леопольд Зайрленер, Рольф Хаук, Клаус Лангнер, Вернер КЕППЛИНГЕР, Геро Папст
МПК: C21B 13/00
Метки: получения, жидкого, чугуна, устройство, способ, осуществления, полупродукта, или, стального
Текст:
...прямого восстановления. С цельюрегулировання работы горелок 8 и 9 к отводящему трубопроводу 7 для восстановительного неочищенного газа присоединено температурное измерительное устройство 19, которое электрически соединено к контуром регулирования 20, 21. С помощю этого- контура приводятся в действие венти ли 22 и 23 в эависиости от измеренной температуры, причем при слишком низкой температуреиагружаются горелки 9 верхней плоскости, а при...
Способ обработки цилиндрических поверхностей сквозных отверстий
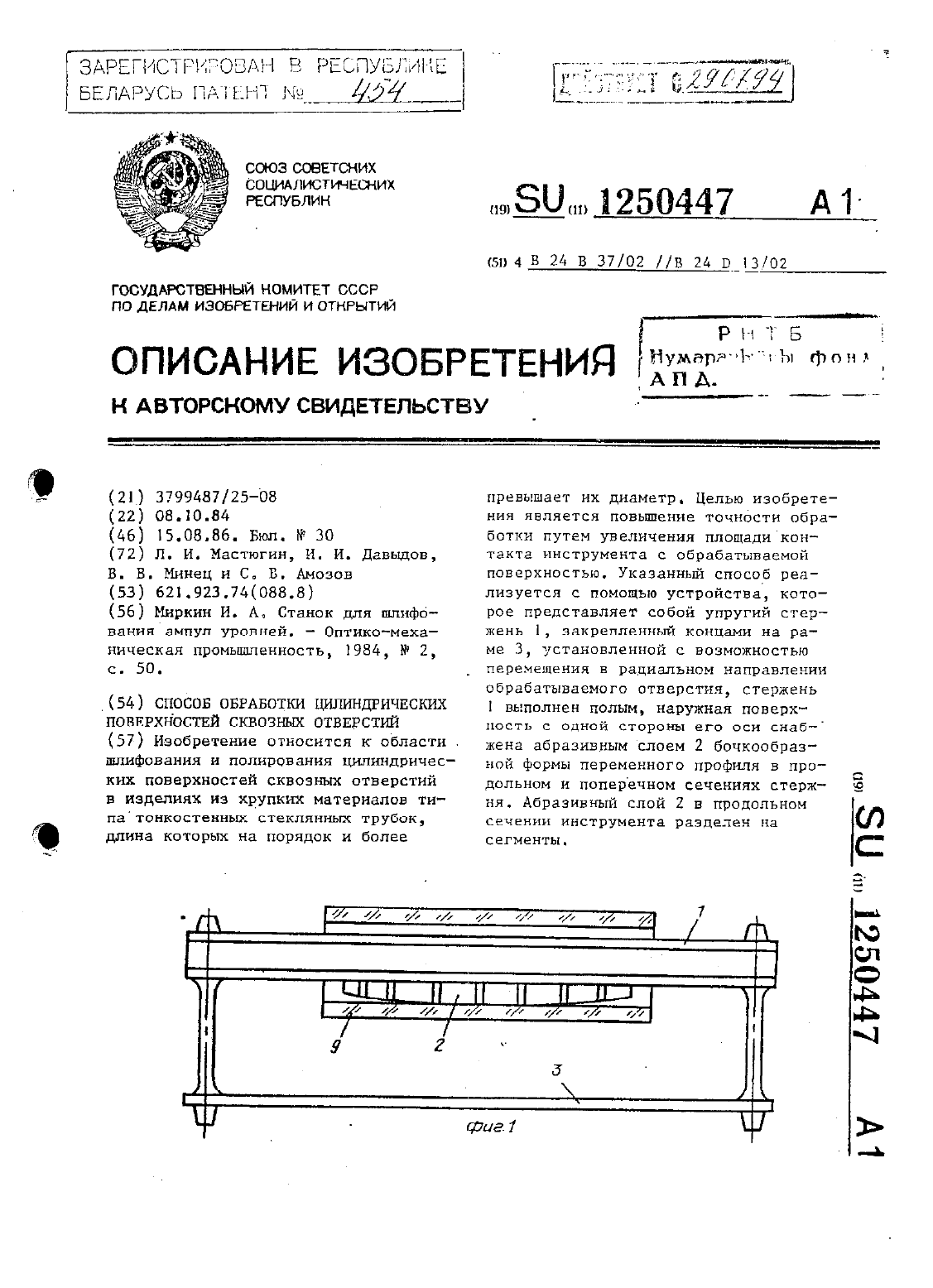
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Давыдов И. И., Минец В. В., Амозов С. В., Мастюгин Л. И.
МПК: B24B 37/02, B24D 13/02
Метки: отверстий, цилиндрических, сквозных, обработки, способ, поверхностей
Текст:
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Способ контроля качества обработки пласта
Номер патента: 82
Опубликовано: 30.09.1994
Авторы: Санников В. А., Макеев Г. А.
МПК: E21B 43/00
Метки: обработки, качества, пласта, способ, контроля
Текст:
...индикатора к скважинам А и В происходит раздельно по высоко- и среднепроницаемым каналам а общее количество вынесенного индикатора за 250 сут. наблюдения составляет всего 73.5 кгили 1.47 от общего количества закаченного в пласт индикатора. Независимо от потерь индикатора в пласте за счет адсорбции. а также оттока его в законтурную зону небольшие порции меченой жид кости- достигли забоев добывающих СКБЗЖИН ПО отдельным...
Способ обработки длинномерной цилиндрической детали
Номер патента: 457
Опубликовано: 30.03.1995
Авторы: Рута С. А., Мастюгин Л. И., Минец В. В.
МПК: B24B 37/02
Метки: способ, длинномерной, цилиндрической, детали, обработки
Текст:
...инструмента к обрабатываемой поверхности вРезУлътате чего при обработке деталей, диаметр которых В процессе обработки умепъ- . шается инструмент находится В КОН такте со значительной поверхностью обрабатываемой детали. В таком инструменте п работе участвует большее количество абразивных аерен.что повышает ело производительность. ПРИ наличии л дбрапипосодсржчпем слоеканавки Шириной не менее 0,1 диаметра Обрабатываемой детали,...
Предыдущий патент: Способ сушки сыпучих термолабильных материалов и устройство для его осуществления
Следующий патент: Топка кипящего слоя
Случайный патент: Устройство для подъема дефектоскопной тележки вагонов-дефектоскопов