Стан для поперечно-клиновой прокатки
Номер патента: 2301
Опубликовано: 30.09.1998
Авторы: Сильванович Николай Владимирович, Рудович Александр Олегович


Текст
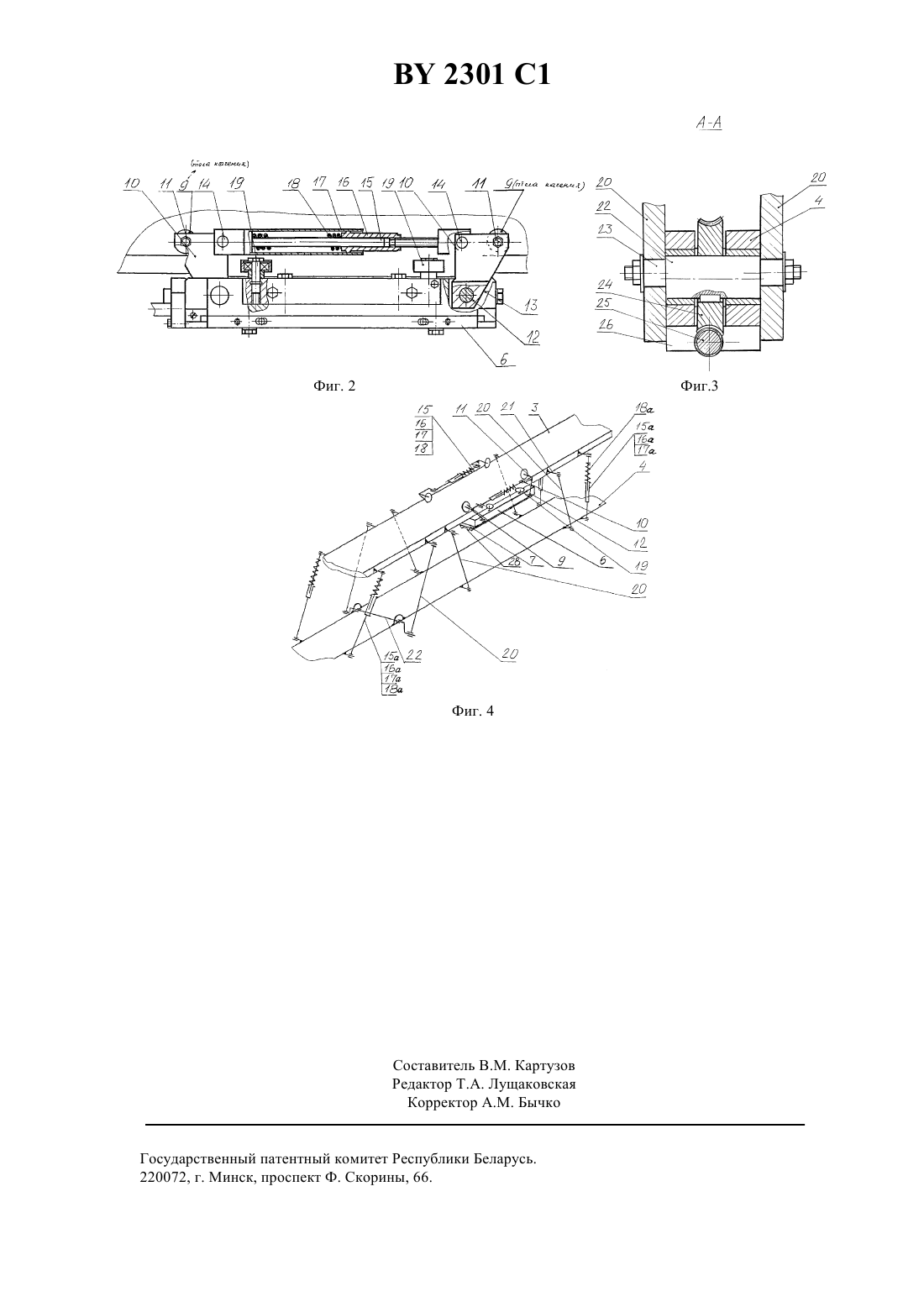
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(73) Патентообладатели Рудович Александр Олего(22) 29.03.1995 вич, Сильванович Николай Владимирович(57) 1. Стан для поперечно-клиновой прокатки, содержащий установленную на станине прокатную клеть в форме пространственного многозвенника, две противоположно лежащие траверсы которой соединены между собой связанными с ними посредством осей парами рычагов смонтированные на траверсах инструментальные плиты, по меньшей мере, одна из которых установлена с возможностью возвратно-поступательного перемещения, и эксцентриковый узел регулировки зазора между инструментами, отличающийся тем, что он снабжен попарно расположенными по боковым сторонам подвижной инструментальной плиты разнесенными двуплечими рычагами, одно плечо каждого из которых связано с плитой, а другое кинематически связано с соответствующей траверсой, и нагружателями, расположенными между двуплечими рычагами каждой пары и прикрепленными к ним в точках опоры. 2. Стан по п.1, отличающийся тем, что кинематическая связь двуплечих рычагов с траверсой выполнена в виде закрепленных с возможностью вращения на одном из плеч упомянутых рычагов роликов, опирающихся на выполненные на боковых сторонах траверсы направляющие. 3. Стан по п.1, отличающийся тем, что он снабжен дополнительными нагружателями, связывающими траверсы. 4. Стан по пп.1 и 3, отличающийся тем, что каждый из упомянутых нагружателей выполнен в виде телескопически установленных штанг, между которыми размещена пружина сжатия. 2301 1 Изобретение относится к обработке металлов давлением и касается конструкций прокатных станов. Известен стан для поперечно-клиновой прокатки, содержащий в своем корпусе инструментальные плиты с системами управления и регулирования 1. Однако такой стан громоздок из-за необходимости применения большого количества ребер жесткости. Он также обладает сложными системами расклинивания и регулирования зазора между инструментальными плитами. Известен также более простой по конструкции стан для поперечно-клиновой прокатки, содержащий установленную на станине прокатную клеть, в которой расположены инструментальные плиты, одна из которых подвижная 2. Недостатком известного стана является неудобство его обслуживания из-за затрудненного доступа к механизму расклинивания. Известна более удобная в эксплуатации и наиболее близкая по сущности к изобретению конструкция стана для поперечно-клиновой прокатки, которая содержит установленную на станине прокатную клеть в форме пространственного многозвенника, две противоположно лежащие траверсы которой соединены между собой связанными с ними посредством осей парами рычагов, смонтированные на траверсах инструментальные плиты, по меньшей мере одна из которых установлена с возможностью возвратно-поступательного перемещения, и эксцентриковый узел регулировки зазора между инструментами 3. Выполнение этого стана в форме пространственного многозвенника улучшает его технологичность, снижает анизотропию прочностных свойств конструкции в целом и по сравнению с литыми конструкциями повышает жесткость стана. Однако недостаток прототипа проявляется в том, что в узлах направляющих инструментальных плит эксцентрикового узла регулировки рабочего зазора имеется значительное количество посадочных зазоров, суммарная погрешность которых снижает жесткость конструкции в целом и тем самым снижается размерная точность получаемых в результате прокатки изделий. Поэтому в основу настоящего изобретения положена 3 задача 2 повысить размерную точность получаемых изделий за счет увеличения жесткости конструкции стана. Поставленная задача решается тем, что стан для поперечно-клиновой прокатки, содержащий установленную на станине прокатную клеть в форме пространственного многозвенника, две противоположно лежащие траверсы которой соединены между собой связанными с ними посредством осей парами рычагов, смонтированные на траверсах инструментальные плиты, по меньшей мере, одна из которых установлена с возможностью возвратно-поступательного перемещения, и эксцентриковый узел регулировки зазора между инструментами, согласно изобретения, он снабжен попарно расположенными по боковым сторонам подвижной инструментальной плиты разнесенными двуплечими рычагами, одно плечо каждого из которых связано с плитой, а другое кинематически связано с соответствующей траверсой и нагружателями, расположенными между двуплечими рычагами каждой пары и прикрепленными к ним в точках опоры. Причем кинематическая связь двуплечих рычагов с траверсой может быть выполнена в виде закрепленных с возможностью вращения на одном из плеч упомянутых рычагов роликов, опирающихся на выполненные на боковых сторонах траверсы направляющие. Желательно также, чтобы стан был снабжен дополнительными нагружателями, связывающими траверсы. При этом каждый из упомянутых нагружателей может быть выполнен в виде телескопически установленных штанг, между которыми размещена пружина сжатия. Снабжение стана попарно расположенными по боковым сторонам инструментальной плиты разнесенными двуплечими рычагами с упомянутой выше связью этих рычагов и траверс при помощи нагружателей направлено на повышение жесткости конструкции стана с сохранением возможности регулировки величины зазора между инструментальными плитами. Это позволит повысить размерную точность получаемых изделий в сравнении с известными конструкциями станов для поперечно-клиновой прокатки. Сущность изобретения 2 поясняется иллюстрациями, где на фиг. 1 изображена принципиальная схема стана, в котором одна из инструментальных плит (верхняя) кинематически связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг. 1 на фиг. 4 принципиальная схема стана, в котором прокатная клеть выполнена в форме пространственного многозвенника (кинематическая схема общего вида). Стан для поперечно-клиновой прокатки (фиг. 1) содержит станину 1, установленную на ней прокатную клеть 2,имеющую форму пространственного многозвенника (фиг. 4). На противоположных сторонах этого многозвенника,соответственно, на верхней траверсе 3 и нижней траверсе 4 прокатной клети 2 в направляющих 5 и ползуне 6 закреплены верхняя инструментальная плита 7 и нижняя инструментальная плита 8. Одна из них, например, нижняя плита 7(фиг. 2) кинематически связана с телами качения 9. Они опираются на направляющие 5 посредством двуплечих рычагов 10. Одни плечи 11 этих рычагов непосредственно соединены с телами качения 9, а другие плечи 12 присоединены 2 2301 1 к планке 13 ползуна 6, на котором закреплена верхняя инструментальная плита 7. Точки опоры 14 двуплечих рычагов 10 кинематически связаны между собой нагружателями 15. Они выполнены в виде двух телескопически собранных между собой штанг 16, 17, между которыми размещены пружины сжатия 18. На ползуне 6 дополнительно установлены горизонтальные опорные ролики 19 для снижения сил трения между ползуном 6 и боковыми поверхностями направляющих 5. Верхняя и нижняя траверсы 3,4 соединены между собой тремя парами вертикальных рычагов 20, через которые пропущены горизонтальные оси 21, жестко присоединенные к траверсам 3 и 4 (фиг. 4). Эксцентрики 22 (фиг. 3 и 4) узла регулировки рабочего зазора стана смонтированы в нижней траверсе 4. Они могут быть смонтированы и в верхней траверсе 3. При этом цапфы 23 эксцентриков 22 пропущены через вертикальные рычаги 20. На средней части шейки эксцентриков 22 посажены червячные колеса 24, приводимые во вращение червяками 25 узла 26 регулировки рабочего зазора стана. Исходная заготовка 27 располагается между клиновыми инструментами 28, 29. Ползун 6 связан с приводом 30, например гидроцилиндром. Стан снабжен также дополнительными нагружателями 15 а, связывающими траверсы 3 и 4. Нагружатели 15 а, аналогично как и нагружатели 15, выполнены в виде двух телескопически собранных между собой штанг 16 а и 17 а, между которыми размещена пружина 18 а сжатия. Перед работой стана производят выборку посадочных зазоров (фиг. 4) в кинематических звеньях ползун 6 - тела качения 9 - направляющие 5 - двуплечие рычаги 10 -нагружатели 15 путем воздействия осевого распорного усилия штанг нагружателей 15 на двуплечие рычаги 10 траверсы 3, 4 - нагружатели 15 а - горизонтальные оси 21 - вертикальные рычаги 20 путем воздействия распорного усилия от нагружателей 15 а на траверсы 3 и 4 нагружатели 15 а - траверсы 3, 4 - эксцентрики 22. В процессе регулирования рабочего зазора (закрытой высоты) посредством привода эксцентриков 22 производят силовое замыкание кинематического звена нагружатель 15 а - эксцентрик 22 - траверса 4 - вертикальные рычаги 20 - траверса 3. В результате такой настройки выбираются люфты (посадочные зазоры) в вышеописанном кинематическом звене. В результате повышается жесткость стана. Стан для поперечно-клиновой прокатки работает следующим образом. Исходную заготовку 27 (фиг. 1) подают между клиновыми инструментами 28 и 29. Затем от гидропривода 30 сообщают поступательное движение ползуну 6, который перемещается вдоль верхней траверсы 3. При этом инструмент 28 приближается к заготовке 27 и внедряется в нее. За счет сил трения, возникающих между инструментами 28, 29 и заготовкой 27, последняя приводится во вращение, в процессе которого осуществляется ее деформация. Причем на участке движения верхнего инструмента 28, пока он полностью не пройдет над нижним инструментом 29. На этом сцепление инструментов 28, 29 с заготовкой 27 прекращается и она выпадает в приемный лоток (не показано). После этого ползун 6 возвращают в исходное положение. При работе стана распорные усилия прокатки воздействуют через заготовку 27 на инструментальные плиты 7 и 8, ползун 6, двуплечие рычаги 10, траверсы 3 и 4, оси 21, вертикальные рычаги 20, эксцентрики 22 и нагружатели 15 и 15 а. Ввиду того, что вектор распорных усилий прокатки совпадает с вектором распорных усилий нагружателей 15 и 15 а, то суммарная величина посадочных зазоров стремится к нулю, т.е. жесткость стана в целом повышается и, значит, повышается размерная точность прокатываемых изделий. Если окажется, что диаметральные размеры заготовки 27 не соответствуют заданной величине, то зазор между инструментальными плитами 7 и 8 изменяют на величину отклонения действительных размеров заготовки 27 от заданных. Для этого поворачивают эксцентрик 22, расположенный в рычаге 20 нижней траверсы 4, на заранее заданный угол, тем самым изменяя расстояние между верхней и нижней траверсами 3, 4. При этом одновременно осями 23 и эксцентриками 22 в рычагах 20 осуществляется поворот пары рычагов 20, установленных параллельно. Благодаря этому сохраняется параллельность между инструментальными плитами 7 и 8. Операцию регулировки зазора повторяют по мере необходимости. В случае аварийной ситуации есть вероятность заклинивания заготовки 27 между инструментами 28 и 29 в процессе прокатки. Для предотвращения заклинивания заготовку 27 освобождают, увеличивая зазор между траверсами 3, 4. С этой целью поворачивают эксцентрики 22 на 180 градусов относительно исходного положения. Оно выбрано таким образом, чтобы всегда при повороте эксцентриков 22 угол между рычагом 20 и траверсой 4 увеличивался. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, стан
Код ссылки
<a href="https://by.patents.su/4-2301-stan-dlya-poperechno-klinovojj-prokatki.html" rel="bookmark" title="База патентов Беларуси">Стан для поперечно-клиновой прокатки</a>
Стан для поперечно-клиновой прокатки
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Полюхович Адам Петрович, Сильванович Николай Владимирович, Рудович Александр Олегович
МПК: B21H 1/18
Метки: стан, поперечно-клиновой, прокатки
Текст:
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Клушин В. А., Ермолович В. И., Щукин В. Я., Садко В. И.
МПК: B21H 1/18
Метки: стан, поперечно-клиновой, прокатки
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Способ прокатки арматурных профилей с продольным разделением раската

Номер патента: 2141
Опубликовано: 30.06.1998
Авторы: Асанов Валерий Николаевич, Токмаков Вадим Анатольевич, Бондаренко Александр Николаевич, Бобренок Геннадий Людвигович, Ходырев Владимир Александрович, Дышлевич Виктор Федорович, Жучков Сергей Михайлович
МПК: B21C 47/04, B21B 1/02
Метки: профилей, раската, продольным, прокатки, разделением, арматурных, способ
Текст:
...месте соединения и последующего его формирования с местом для продольного разделения в виде перемычки используют калибры с соотношением твердости рабочих поверхностей (1,31,5)1. Изобретение поясняется чертежом, где на фиг. 1 и 2 представлены схемы калибров валков, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки (с наложением исходных...
Способ прокатки
Номер патента: 1139
Опубликовано: 14.06.1996
Авторы: Дитмар Козак, Георг Энгель
МПК: B21B 1/08
Текст:
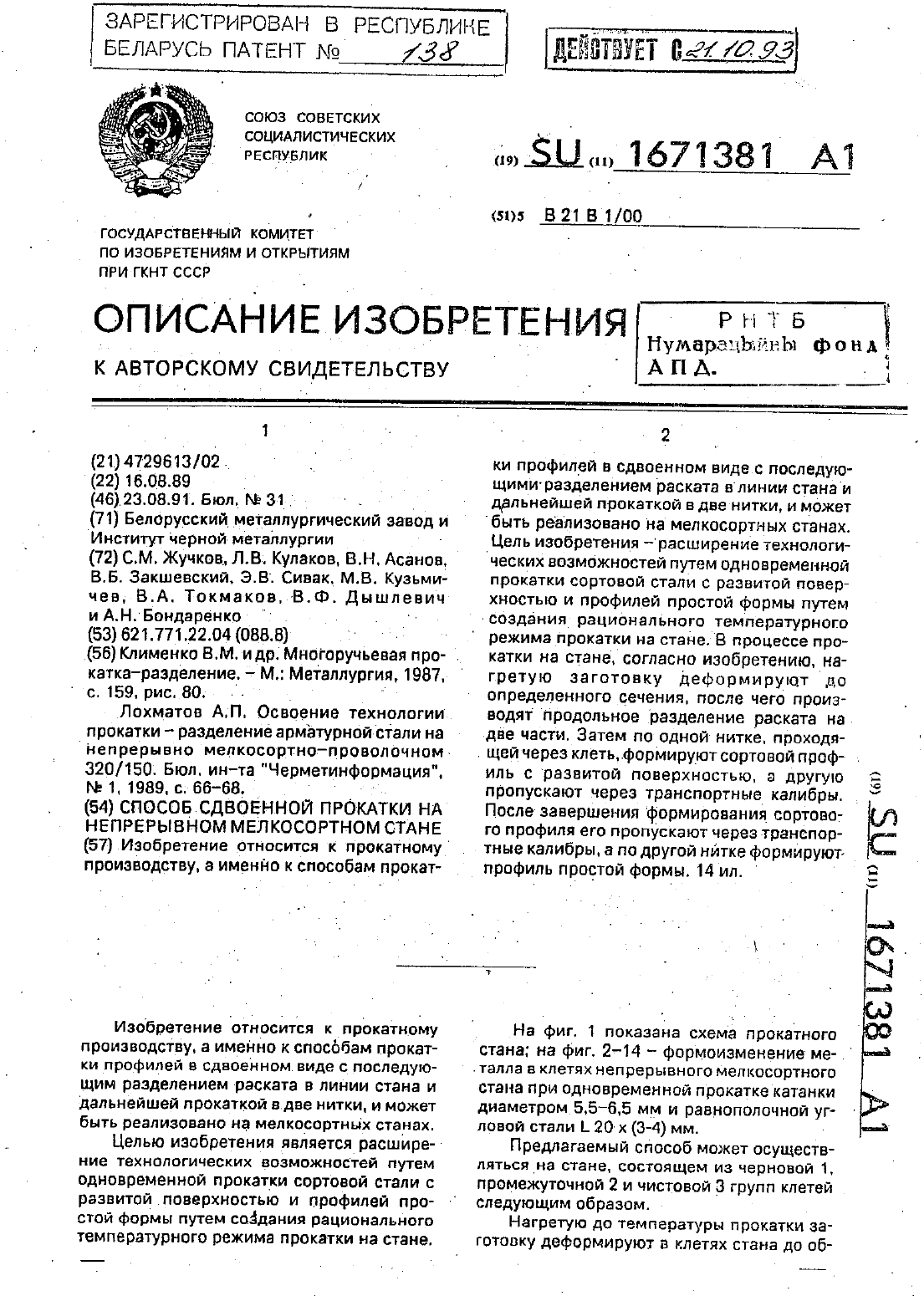
...рабочую клеть 2,фланцевую высадочную клеть 3, а также универсальную чистовую клеть 4. Эти три клети также используются в значительной степени благодаря тому, что, по меньшей мере, дважды, при необходимости даже чаще, реверсируЮТСЯ И ТЕМ СВМЫМ УЖЕ при двукратном реверсировании обеспечивается три высадочНЫХ пропуска и шесть универсальных пропусков. Кроме того, дополнительно можно при последнем пропуске добиться установки универсальной...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Асанов В. Н., Дышлевич В. Ф., Закшевский В. Б., Сивак Э. В., Кузьмичев М. В., Жучков С. М., Бондаренко А. Н., Кулаков Л. В., Токмаков В. А.
МПК: B21B 1/00
Метки: непрерывном, сдвоенной, мелкосортном, прокатки, стане, способ
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Предыдущий патент: Устройство для поперечной прокатки изделий из прутка
Следующий патент: Экструзионная головка
Случайный патент: Устройство прогнозирования степени износа и величины остаточного ресурса фрикционных накладок ведомого диска сцепления колесных и гусеничных машин