Устройство для поперечной прокатки изделий из прутка
Номер патента: 2228
Опубликовано: 30.09.1998
Авторы: Сильванович Николай Владимирович, Пучко Александр Владимирович, Степаненко Александр Васильевич, Рудович Александр Олегович
Текст
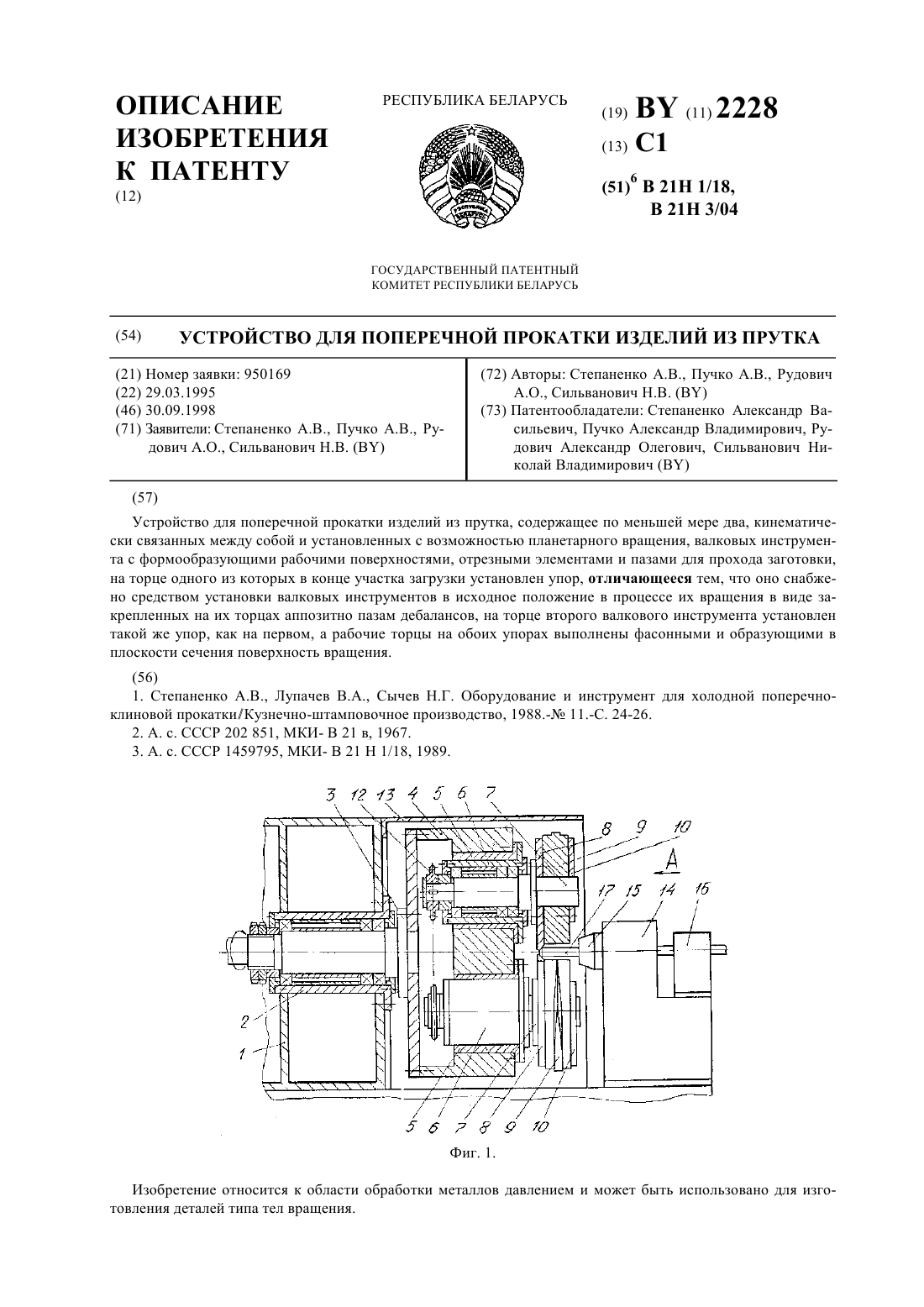
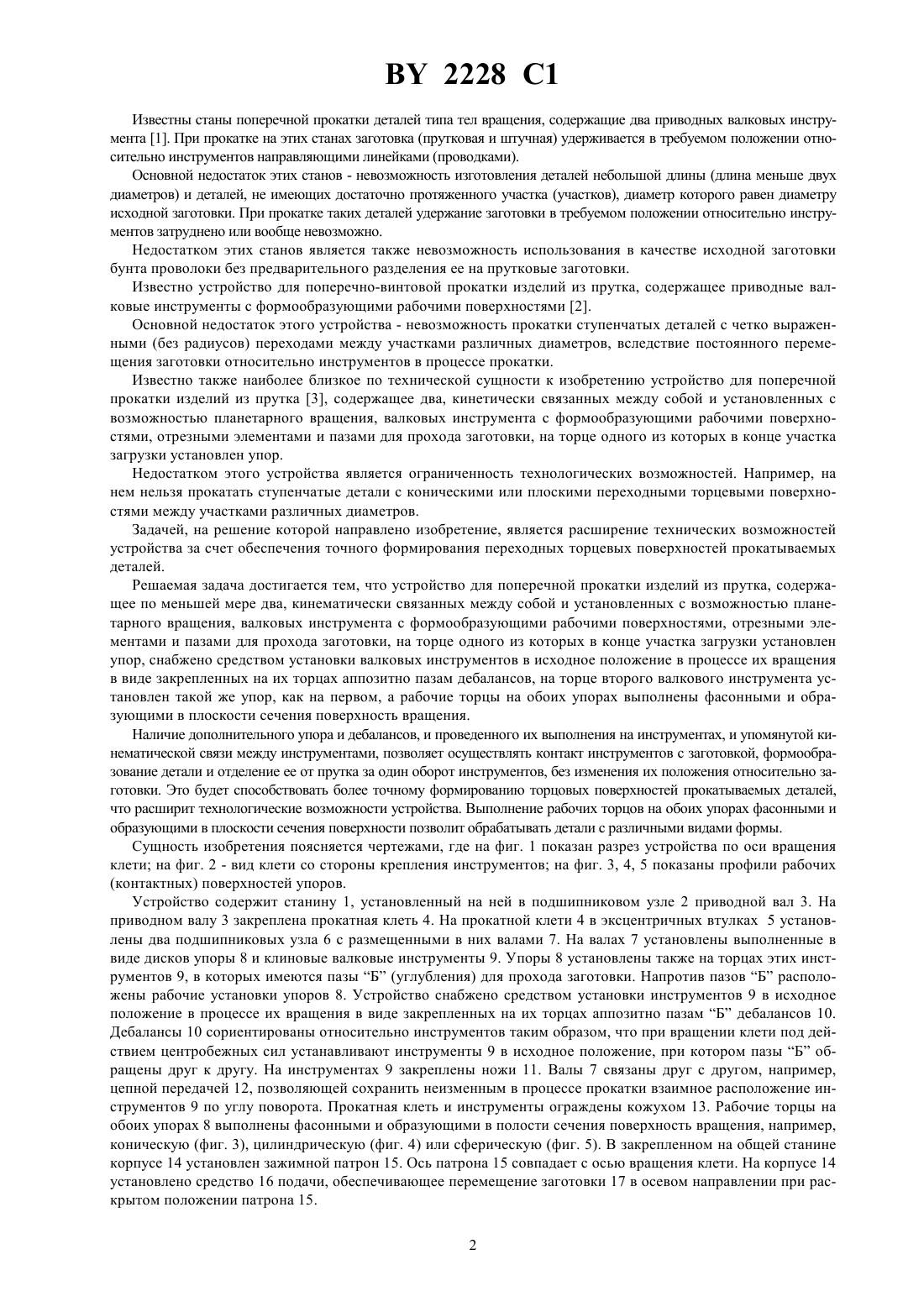
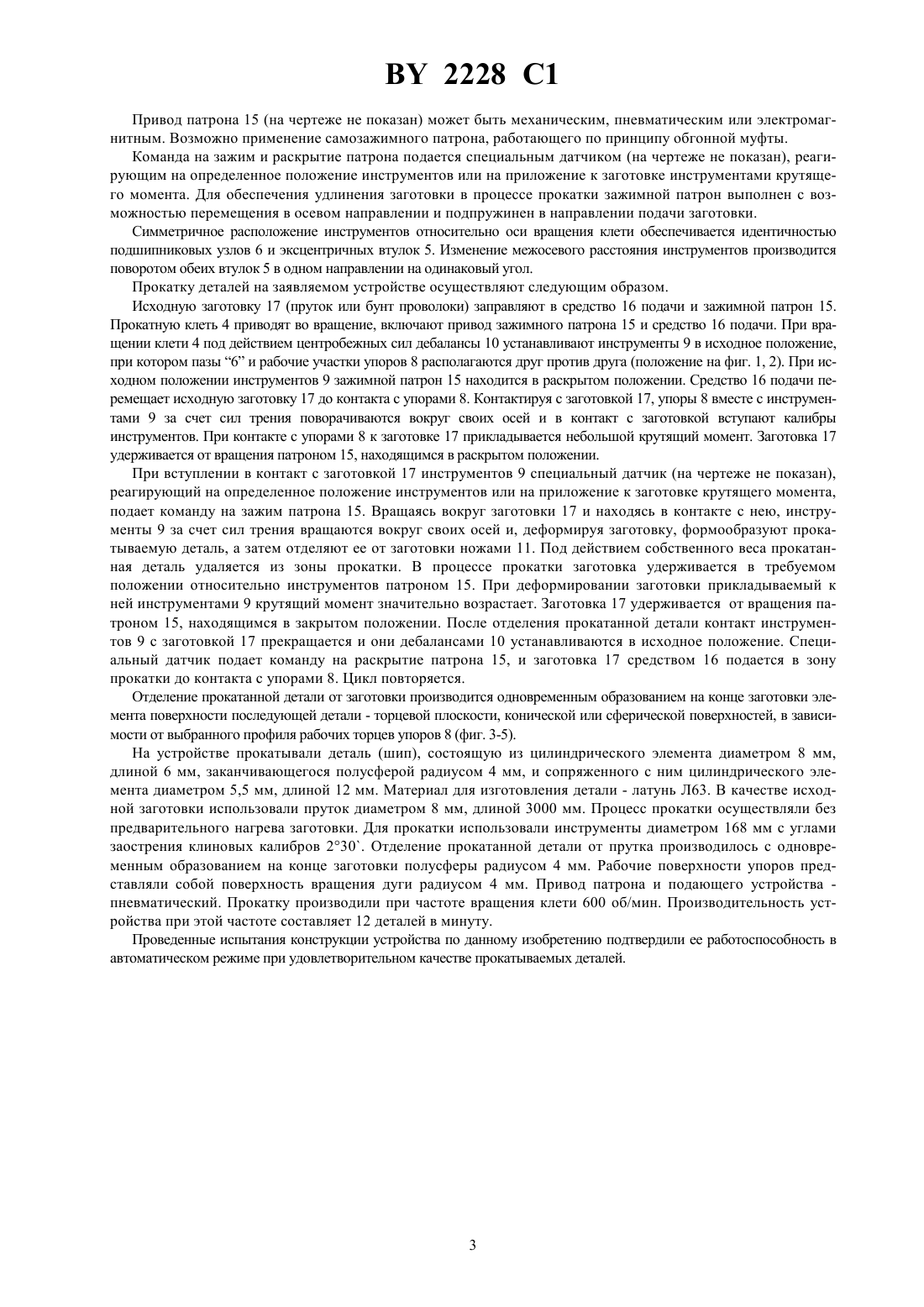
21 3/04 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ИЗДЕЛИЙ ИЗ ПРУТКА(73) Патентообладатели Степаненко Александр Васильевич, Пучко Александр Владимирович, Рудович Александр Олегович, Сильванович Николай Владимирович(57) Устройство для поперечной прокатки изделий из прутка, содержащее по меньшей мере два, кинематически связанных между собой и установленных с возможностью планетарного вращения, валковых инструмента с формообразующими рабочими поверхностями, отрезными элементами и пазами для прохода заготовки,на торце одного из которых в конце участка загрузки установлен упор, отличающееся тем, что оно снабжено средством установки валковых инструментов в исходное положение в процессе их вращения в виде закрепленных на их торцах аппозитно пазам дебалансов, на торце второго валкового инструмента установлен такой же упор, как на первом, а рабочие торцы на обоих упорах выполнены фасонными и образующими в плоскости сечения поверхность вращения.(56) 1. Степаненко А.В., Лупачев В.А., Сычев Н.Г. Оборудование и инструмент для холодной поперечноклиновой прокатки / Кузнечно-штамповочное производство, 1988.- 11.-С. 24-26. 2. А. с. СССР 202 851, МКИ- В 21 в, 1967. 3. А. с. СССР 1459795, МКИ- В 21 Н 1/18, 1989. Фиг. 1. Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления деталей типа тел вращения. 2228 1 Известны станы поперечной прокатки деталей типа тел вращения, содержащие два приводных валковых инструмента 1. При прокатке на этих станах заготовка (прутковая и штучная) удерживается в требуемом положении относительно инструментов направляющими линейками (проводками). Основной недостаток этих станов - невозможность изготовления деталей небольшой длины (длина меньше двух диаметров) и деталей, не имеющих достаточно протяженного участка (участков), диаметр которого равен диаметру исходной заготовки. При прокатке таких деталей удержание заготовки в требуемом положении относительно инструментов затруднено или вообще невозможно. Недостатком этих станов является также невозможность использования в качестве исходной заготовки бунта проволоки без предварительного разделения ее на прутковые заготовки. Известно устройство для поперечно-винтовой прокатки изделий из прутка, содержащее приводные валковые инструменты с формообразующими рабочими поверхностями 2. Основной недостаток этого устройства - невозможность прокатки ступенчатых деталей с четко выраженными (без радиусов) переходами между участками различных диаметров, вследствие постоянного перемещения заготовки относительно инструментов в процессе прокатки. Известно также наиболее близкое по технической сущности к изобретению устройство для поперечной прокатки изделий из прутка 3, содержащее два, кинетически связанных между собой и установленных с возможностью планетарного вращения, валковых инструмента с формообразующими рабочими поверхностями, отрезными элементами и пазами для прохода заготовки, на торце одного из которых в конце участка загрузки установлен упор. Недостатком этого устройства является ограниченность технологических возможностей. Например, на нем нельзя прокатать ступенчатые детали с коническими или плоскими переходными торцевыми поверхностями между участками различных диаметров. Задачей, на решение которой направлено изобретение, является расширение технических возможностей устройства за счет обеспечения точного формирования переходных торцевых поверхностей прокатываемых деталей. Решаемая задача достигается тем, что устройство для поперечной прокатки изделий из прутка, содержащее по меньшей мере два, кинематически связанных между собой и установленных с возможностью планетарного вращения, валковых инструмента с формообразующими рабочими поверхностями, отрезными элементами и пазами для прохода заготовки, на торце одного из которых в конце участка загрузки установлен упор, снабжено средством установки валковых инструментов в исходное положение в процессе их вращения в виде закрепленных на их торцах аппозитно пазам дебалансов, на торце второго валкового инструмента установлен такой же упор, как на первом, а рабочие торцы на обоих упорах выполнены фасонными и образующими в плоскости сечения поверхность вращения. Наличие дополнительного упора и дебалансов, и проведенного их выполнения на инструментах, и упомянутой кинематической связи между инструментами, позволяет осуществлять контакт инструментов с заготовкой, формообразование детали и отделение ее от прутка за один оборот инструментов, без изменения их положения относительно заготовки. Это будет способствовать более точному формированию торцовых поверхностей прокатываемых деталей,что расширит технологические возможности устройства. Выполнение рабочих торцов на обоих упорах фасонными и образующими в плоскости сечения поверхности позволит обрабатывать детали с различными видами формы. Сущность изобретения поясняется чертежами, где на фиг. 1 показан разрез устройства по оси вращения клети на фиг. 2 - вид клети со стороны крепления инструментов на фиг. 3, 4, 5 показаны профили рабочих(контактных) поверхностей упоров. Устройство содержит станину 1, установленный на ней в подшипниковом узле 2 приводной вал 3. На приводном валу 3 закреплена прокатная клеть 4. На прокатной клети 4 в эксцентричных втулках 5 установлены два подшипниковых узла 6 с размещенными в них валами 7. На валах 7 установлены выполненные в виде дисков упоры 8 и клиновые валковые инструменты 9. Упоры 8 установлены также на торцах этих инструментов 9, в которых имеются пазы Б (углубления) для прохода заготовки. Напротив пазов Б расположены рабочие установки упоров 8. Устройство снабжено средством установки инструментов 9 в исходное положение в процессе их вращения в виде закрепленных на их торцах аппозитно пазам Б дебалансов 10. Дебалансы 10 сориентированы относительно инструментов таким образом, что при вращении клети под действием центробежных сил устанавливают инструменты 9 в исходное положение, при котором пазы Б обращены друг к другу. На инструментах 9 закреплены ножи 11. Валы 7 связаны друг с другом, например,цепной передачей 12, позволяющей сохранить неизменным в процессе прокатки взаимное расположение инструментов 9 по углу поворота. Прокатная клеть и инструменты ограждены кожухом 13. Рабочие торцы на обоих упорах 8 выполнены фасонными и образующими в полости сечения поверхность вращения, например,коническую (фиг. 3), цилиндрическую (фиг. 4) или сферическую (фиг. 5). В закрепленном на общей станине корпусе 14 установлен зажимной патрон 15. Ось патрона 15 совпадает с осью вращения клети. На корпусе 14 установлено средство 16 подачи, обеспечивающее перемещение заготовки 17 в осевом направлении при раскрытом положении патрона 15. 2 2228 1 Привод патрона 15 (на чертеже не показан) может быть механическим, пневматическим или электромагнитным. Возможно применение самозажимного патрона, работающего по принципу обгонной муфты. Команда на зажим и раскрытие патрона подается специальным датчиком (на чертеже не показан), реагирующим на определенное положение инструментов или на приложение к заготовке инструментами крутящего момента. Для обеспечения удлинения заготовки в процессе прокатки зажимной патрон выполнен с возможностью перемещения в осевом направлении и подпружинен в направлении подачи заготовки. Симметричное расположение инструментов относительно оси вращения клети обеспечивается идентичностью подшипниковых узлов 6 и эксцентричных втулок 5. Изменение межосевого расстояния инструментов производится поворотом обеих втулок 5 в одном направлении на одинаковый угол. Прокатку деталей на заявляемом устройстве осуществляют следующим образом. Исходную заготовку 17 (пруток или бунт проволоки) заправляют в средство 16 подачи и зажимной патрон 15. Прокатную клеть 4 приводят во вращение, включают привод зажимного патрона 15 и средство 16 подачи. При вращении клети 4 под действием центробежных сил дебалансы 10 устанавливают инструменты 9 в исходное положение,при котором пазы 6 и рабочие участки упоров 8 располагаются друг против друга (положение на фиг. 1, 2). При исходном положении инструментов 9 зажимной патрон 15 находится в раскрытом положении. Средство 16 подачи перемещает исходную заготовку 17 до контакта с упорами 8. Контактируя с заготовкой 17, упоры 8 вместе с инструментами 9 за счет сил трения поворачиваются вокруг своих осей и в контакт с заготовкой вступают калибры инструментов. При контакте с упорами 8 к заготовке 17 прикладывается небольшой крутящий момент. Заготовка 17 удерживается от вращения патроном 15, находящимся в раскрытом положении. При вступлении в контакт с заготовкой 17 инструментов 9 специальный датчик (на чертеже не показан),реагирующий на определенное положение инструментов или на приложение к заготовке крутящего момента,подает команду на зажим патрона 15. Вращаясь вокруг заготовки 17 и находясь в контакте с нею, инструменты 9 за счет сил трения вращаются вокруг своих осей и, деформируя заготовку, формообразуют прокатываемую деталь, а затем отделяют ее от заготовки ножами 11. Под действием собственного веса прокатанная деталь удаляется из зоны прокатки. В процессе прокатки заготовка удерживается в требуемом положении относительно инструментов патроном 15. При деформировании заготовки прикладываемый к ней инструментами 9 крутящий момент значительно возрастает. Заготовка 17 удерживается от вращения патроном 15, находящимся в закрытом положении. После отделения прокатанной детали контакт инструментов 9 с заготовкой 17 прекращается и они дебалансами 10 устанавливаются в исходное положение. Специальный датчик подает команду на раскрытие патрона 15, и заготовка 17 средством 16 подается в зону прокатки до контакта с упорами 8. Цикл повторяется. Отделение прокатанной детали от заготовки производится одновременным образованием на конце заготовки элемента поверхности последующей детали - торцевой плоскости, конической или сферической поверхностей, в зависимости от выбранного профиля рабочих торцев упоров 8 (фиг. 3-5). На устройстве прокатывали деталь (шип), состоящую из цилиндрического элемента диаметром 8 мм,длиной 6 мм, заканчивающегося полусферой радиусом 4 мм, и сопряженного с ним цилиндрического элемента диаметром 5,5 мм, длиной 12 мм. Материал для изготовления детали - латунь Л 63. В качестве исходной заготовки использовали пруток диаметром 8 мм, длиной 3000 мм. Процесс прокатки осуществляли без предварительного нагрева заготовки. Для прокатки использовали инструменты диаметром 168 мм с углами заострения клиновых калибров 230. Отделение прокатанной детали от прутка производилось с одновременным образованием на конце заготовки полусферы радиусом 4 мм. Рабочие поверхности упоров представляли собой поверхность вращения дуги радиусом 4 мм. Привод патрона и подающего устройства пневматический. Прокатку производили при частоте вращения клети 600 об/мин. Производительность устройства при этой частоте составляет 12 деталей в минуту. Проведенные испытания конструкции устройства по данному изобретению подтвердили ее работоспособность в автоматическом режиме при удовлетворительном качестве прокатываемых деталей. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
Метки: устройство, поперечной, прокатки, прутка, изделий
Код ссылки
<a href="https://by.patents.su/4-2228-ustrojjstvo-dlya-poperechnojj-prokatki-izdelijj-iz-prutka.html" rel="bookmark" title="База патентов Беларуси">Устройство для поперечной прокатки изделий из прутка</a>
Устройство многоручьевой прокатки сортовых заготовок
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Дышлевич Виктор Федорович, Сокиркин Сергей Николаевич, Токмаков Вадим Анатольевич, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Бобренок Геннадий Людвигович, Жучков Сергей Михайлович, Стеблов Анвер Борисович
МПК: B21H 1/02
Метки: устройство, сортовых, многоручьевой, заготовок, прокатки
Текст:
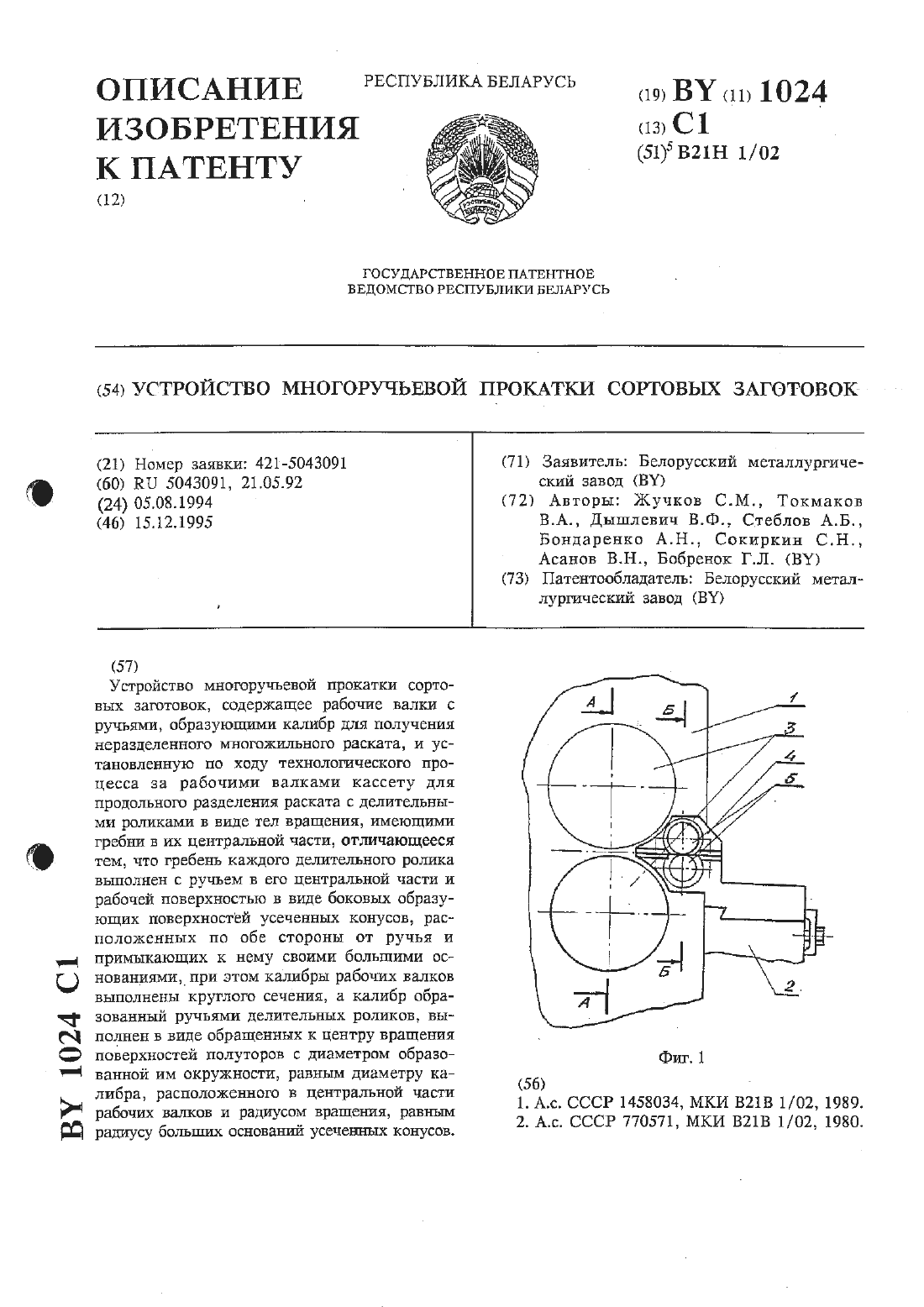
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
Стан для поперечно-клиновой прокатки
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Сильванович Николай Владимирович, Рудович Александр Олегович, Полюхович Адам Петрович
МПК: B21H 1/18
Метки: поперечно-клиновой, стан, прокатки
Текст:
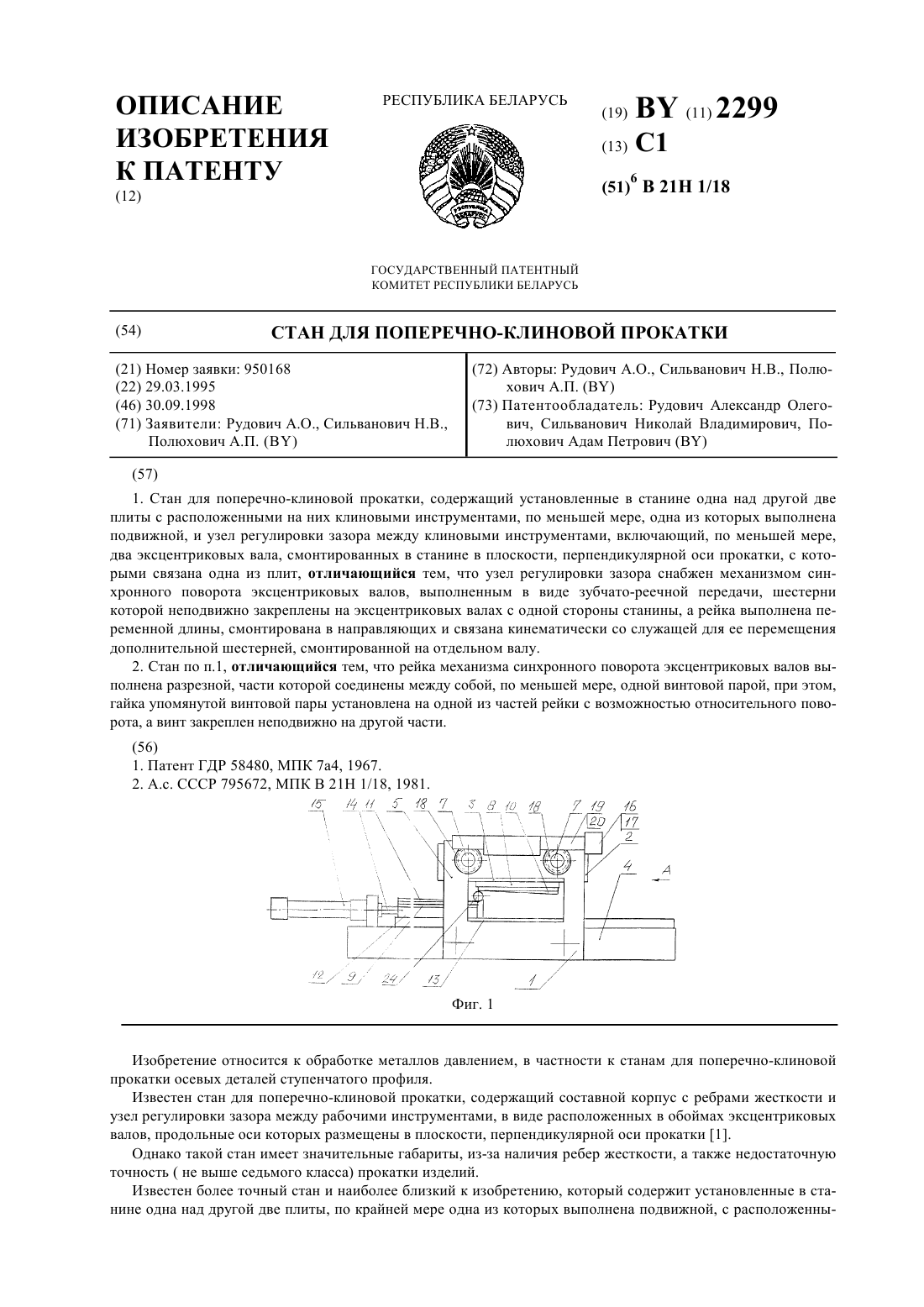
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Садко В. И., Ермолович В. И., Щукин В. Я., Клушин В. А.
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, стан
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Дышлевич В. Ф., Асанов В. Н., Кузьмичев М. В., Бондаренко А. Н., Жучков С. М.
МПК: B21B 1/02
Метки: сортовых, прокатки, способ, профилей, сдвоенной
Текст:
...капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за...
Способ прокатки швеллеров
Номер патента: 1023
Опубликовано: 15.12.1995
Авторы: Асанов Валерий Николаевич, Дышлевич Виктор Федорович, Кузьмичев Михаил Васильевич, Бондаренко Александр Николаевич, Жучков Сергей Михайлович
МПК: B21B 1/08
Метки: способ, прокатки, швеллеров
Текст:
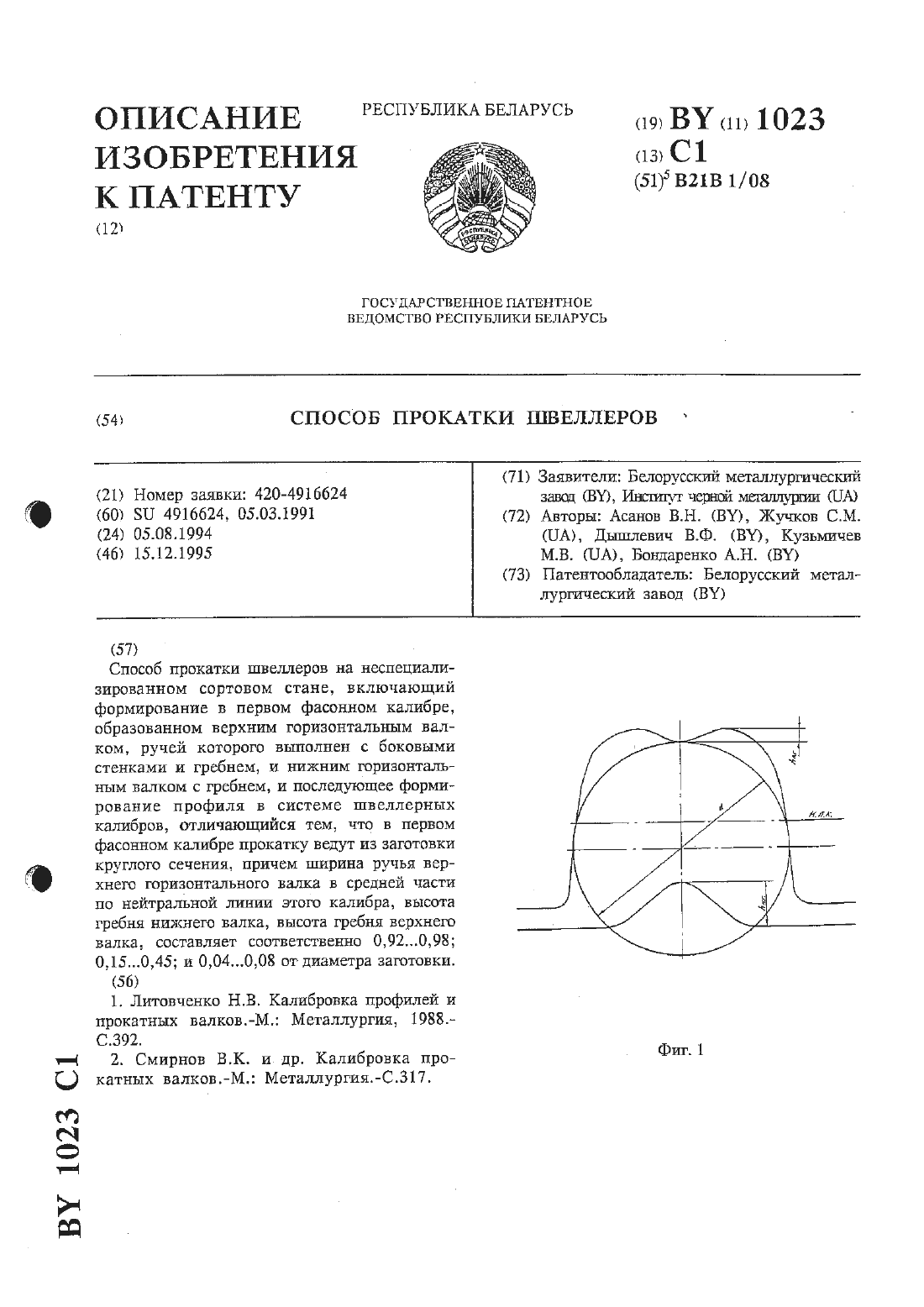
...В процессе чернового формирования заготовки осуществляют подготовку раската к деформации в первом фасонном калибре. В процессе подготовки раската к деформации в первом фасонном калибре формируют раскат круглого сечения, окружность которого в этом калибре касается боковых стенок и гребня ручья верхнего горизонтального валка. Раскат круглого сечения деформируют в первом фасонном калибре. Первый фасонный (разрезной) калибр (фигд) образован...
Предыдущий патент: Стан для поперечно-клиновой прокатки
Следующий патент: Стан для поперечно-клиновой прокатки
Случайный патент: Пластинчатый теплообменник