Стан для поперечно-клиновой прокатки
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Рудович Александр Олегович, Полюхович Адам Петрович, Сильванович Николай Владимирович
Текст
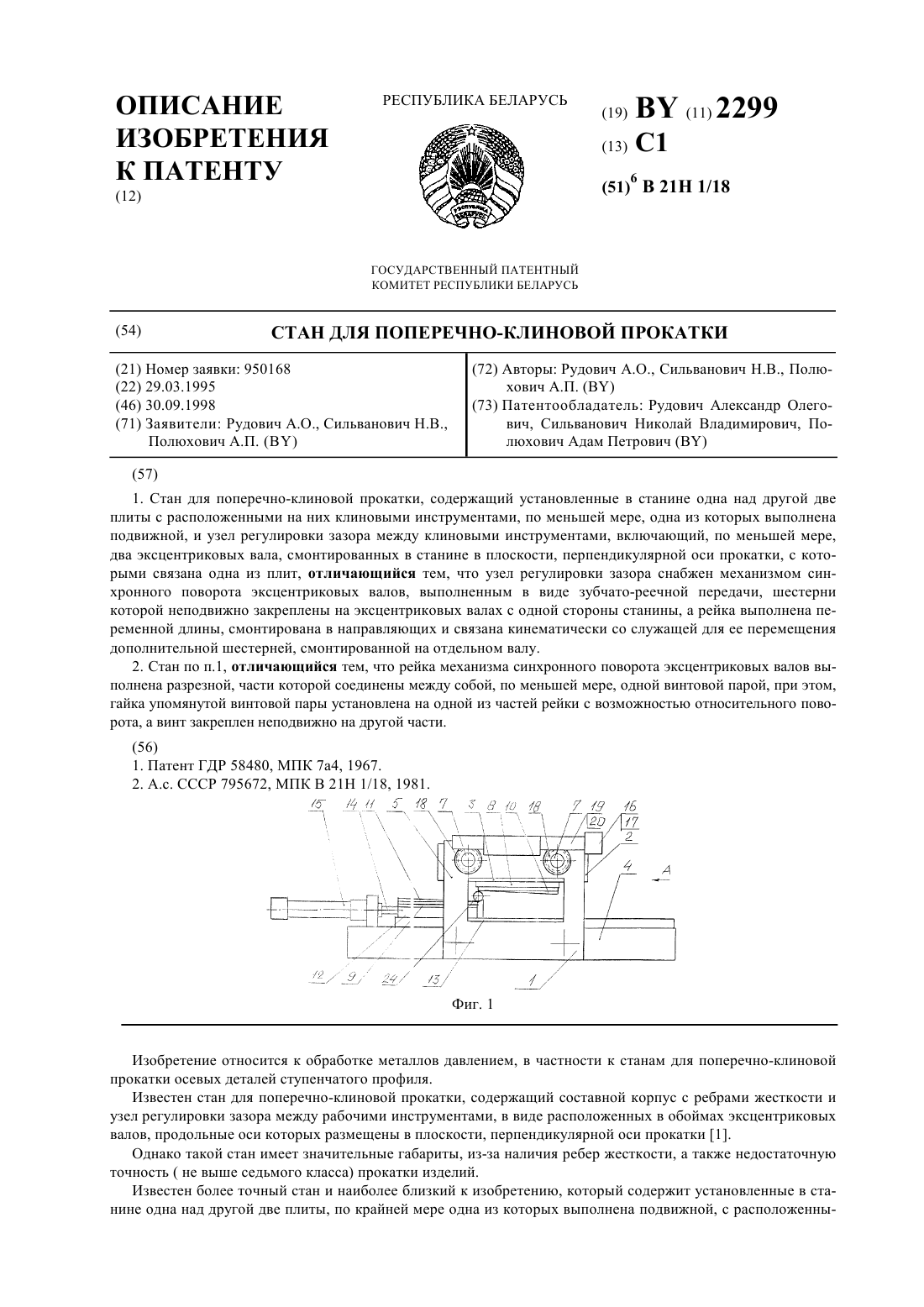
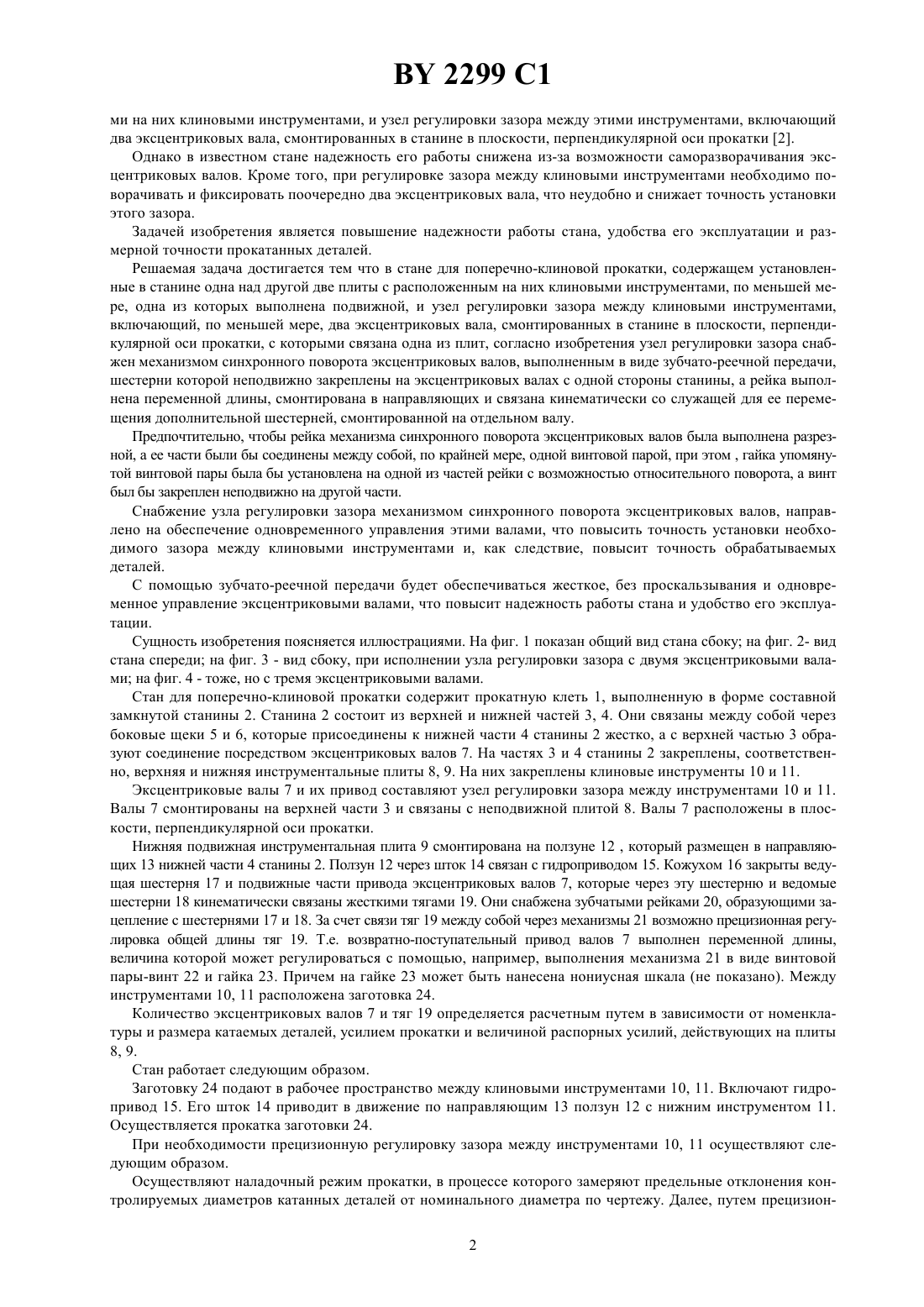
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(73) Патентообладатель Рудович Александр Олегович, Сильванович Николай Владимирович, Полюхович Адам Петрович(57) 1. Стан для поперечно-клиновой прокатки, содержащий установленные в станине одна над другой две плиты с расположенными на них клиновыми инструментами, по меньшей мере, одна из которых выполнена подвижной, и узел регулировки зазора между клиновыми инструментами, включающий, по меньшей мере,два эксцентриковых вала, смонтированных в станине в плоскости, перпендикулярной оси прокатки, с которыми связана одна из плит, отличающийся тем, что узел регулировки зазора снабжен механизмом синхронного поворота эксцентриковых валов, выполненным в виде зубчато-реечной передачи, шестерни которой неподвижно закреплены на эксцентриковых валах с одной стороны станины, а рейка выполнена переменной длины, смонтирована в направляющих и связана кинематически со служащей для ее перемещения дополнительной шестерней, смонтированной на отдельном валу. 2. Стан по п.1, отличающийся тем, что рейка механизма синхронного поворота эксцентриковых валов выполнена разрезной, части которой соединены между собой, по меньшей мере, одной винтовой парой, при этом,гайка упомянутой винтовой пары установлена на одной из частей рейки с возможностью относительного поворота, а винт закреплен неподвижно на другой части. Изобретение относится к обработке металлов давлением, в частности к станам для поперечно-клиновой прокатки осевых деталей ступенчатого профиля. Известен стан для поперечно-клиновой прокатки, содержащий составной корпус с ребрами жесткости и узел регулировки зазора между рабочими инструментами, в виде расположенных в обоймах эксцентриковых валов, продольные оси которых размещены в плоскости, перпендикулярной оси прокатки 1. Однако такой стан имеет значительные габариты, из-за наличия ребер жесткости, а также недостаточную точность ( не выше седьмого класса) прокатки изделий. Известен более точный стан и наиболее близкий к изобретению, который содержит установленные в станине одна над другой две плиты, по крайней мере одна из которых выполнена подвижной, с расположенны 2299 1 ми на них клиновыми инструментами, и узел регулировки зазора между этими инструментами, включающий два эксцентриковых вала, смонтированных в станине в плоскости, перпендикулярной оси прокатки 2. Однако в известном стане надежность его работы снижена из-за возможности саморазворачивания эксцентриковых валов. Кроме того, при регулировке зазора между клиновыми инструментами необходимо поворачивать и фиксировать поочередно два эксцентриковых вала, что неудобно и снижает точность установки этого зазора. Задачей изобретения является повышение надежности работы стана, удобства его эксплуатации и размерной точности прокатанных деталей. Решаемая задача достигается тем что в стане для поперечно-клиновой прокатки, содержащем установленные в станине одна над другой две плиты с расположенным на них клиновыми инструментами, по меньшей мере, одна из которых выполнена подвижной, и узел регулировки зазора между клиновыми инструментами,включающий, по меньшей мере, два эксцентриковых вала, смонтированных в станине в плоскости, перпендикулярной оси прокатки, с которыми связана одна из плит, согласно изобретения узел регулировки зазора снабжен механизмом синхронного поворота эксцентриковых валов, выполненным в виде зубчато-реечной передачи,шестерни которой неподвижно закреплены на эксцентриковых валах с одной стороны станины, а рейка выполнена переменной длины, смонтирована в направляющих и связана кинематически со служащей для ее перемещения дополнительной шестерней, смонтированной на отдельном валу. Предпочтительно, чтобы рейка механизма синхронного поворота эксцентриковых валов была выполнена разрезной, а ее части были бы соединены между собой, по крайней мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и, как следствие, повысит точность обрабатываемых деталей. С помощью зубчато-реечной передачи будет обеспечиваться жесткое, без проскальзывания и одновременное управление эксцентриковыми валами, что повысит надежность работы стана и удобство его эксплуатации. Сущность изобретения поясняется иллюстрациями. На фиг. 1 показан общий вид стана сбоку на фиг. 2- вид стана спереди на фиг. 3 - вид сбоку, при исполнении узла регулировки зазора с двумя эксцентриковыми валами на фиг. 4 - тоже, но с тремя эксцентриковыми валами. Стан для поперечно-клиновой прокатки содержит прокатную клеть 1, выполненную в форме составной замкнутой станины 2. Станина 2 состоит из верхней и нижней частей 3, 4. Они связаны между собой через боковые щеки 5 и 6, которые присоединены к нижней части 4 станины 2 жестко, а с верхней частью 3 образуют соединение посредством эксцентриковых валов 7. На частях 3 и 4 станины 2 закреплены, соответственно, верхняя и нижняя инструментальные плиты 8, 9. На них закреплены клиновые инструменты 10 и 11. Эксцентриковые валы 7 и их привод составляют узел регулировки зазора между инструментами 10 и 11. Валы 7 смонтированы на верхней части 3 и связаны с неподвижной плитой 8. Валы 7 расположены в плоскости, перпендикулярной оси прокатки. Нижняя подвижная инструментальная плита 9 смонтирована на ползуне 12 , который размещен в направляющих 13 нижней части 4 станины 2. Ползун 12 через шток 14 связан с гидроприводом 15. Кожухом 16 закрыты ведущая шестерня 17 и подвижные части привода эксцентриковых валов 7, которые через эту шестерню и ведомые шестерни 18 кинематически связаны жесткими тягами 19. Они снабжена зубчатыми рейками 20, образующими зацепление с шестернями 17 и 18. За счет связи тяг 19 между собой через механизмы 21 возможно прецизионная регулировка общей длины тяг 19. Т.е. возвратно-поступательный привод валов 7 выполнен переменной длины,величина которой может регулироваться с помощью, например, выполнения механизма 21 в виде винтовой пары-винт 22 и гайка 23. Причем на гайке 23 может быть нанесена нониусная шкала (не показано). Между инструментами 10, 11 расположена заготовка 24. Количество эксцентриковых валов 7 и тяг 19 определяется расчетным путем в зависимости от номенклатуры и размера катаемых деталей, усилием прокатки и величиной распорных усилий, действующих на плиты 8, 9. Стан работает следующим образом. Заготовку 24 подают в рабочее пространство между клиновыми инструментами 10, 11. Включают гидропривод 15. Его шток 14 приводит в движение по направляющим 13 ползун 12 с нижним инструментом 11. Осуществляется прокатка заготовки 24. При необходимости прецизионную регулировку зазора между инструментами 10, 11 осуществляют следующим образом. Осуществляют наладочный режим прокатки, в процессе которого замеряют предельные отклонения контролируемых диаметров катанных деталей от номинального диаметра по чертежу. Далее, путем прецизион 2 2299 1 ной настройки узла регулировки зазора между инструментами 10, 11, по нониусной шкале перемещения гайки 23 вдоль винта 22 добиваются того, чтобы эти предельные отклонения имели минимальную величину. Для разных типоразмеров деталей и материалов строят номограмму, входящую в карту измерений - паспорт детали. Номограмму используют при прокатке-наладке стана в случае смены инструментов 10, 11 или изменения типоразмера прокатываемых заготовок 24. Кинематическое соединение жесткой связью через тяги 19 эксцентриковых валов 7 при помощи зубчатореечной передачи 17-20-18 обеспечивает беззазорную кинематику регулировки так называемой закрытой высоты стана и синхронизацию выборки всех посадочных зазоров. Это способствует повышению надежности в работе стана, удобству его эксплуатации и точности получаемых изделий. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: B21H 1/18
Метки: стан, прокатки, поперечно-клиновой
Код ссылки
<a href="https://by.patents.su/3-2299-stan-dlya-poperechno-klinovojj-prokatki.html" rel="bookmark" title="База патентов Беларуси">Стан для поперечно-клиновой прокатки</a>
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Ермолович В. И., Щукин В. Я., Садко В. И., Клушин В. А.
МПК: B21H 1/18
Метки: прокатки, стан, поперечно-клиновой
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Профилегибочный стан
Номер патента: 439
Опубликовано: 30.03.1995
Авторы: Кузьмин В. М., Овчинникова Т. А., Лютов В. Д., Берман Г. З., Светличный В. Ф., Гулько А. И.
МПК: B21D 5/06
Метки: профилегибочный, стан
Текст:
...элементов регулировочного вапика 67 многогранником 7 позволяет осуществлять соединение механизмов регулировки верхнего вала 10 при ЗНЗЧИТЕЛЬНЫХ перемещениях ОПОрНОЙ СТОЙки 9. крепление которой на станине 2 и секциях З обеспечивают пазы 14. расположенные на расстоянии гдруг от друга.Работа профилегибочного стана осуществляется следующим образом.От привода 5 через клиноременную передачу 76 и муфту включения 77 вращение передается...
Способ прокатки
Номер патента: 1139
Опубликовано: 14.06.1996
Авторы: Дитмар Козак, Георг Энгель
МПК: B21B 1/08
Текст:
...рабочую клеть 2,фланцевую высадочную клеть 3, а также универсальную чистовую клеть 4. Эти три клети также используются в значительной степени благодаря тому, что, по меньшей мере, дважды, при необходимости даже чаще, реверсируЮТСЯ И ТЕМ СВМЫМ УЖЕ при двукратном реверсировании обеспечивается три высадочНЫХ пропуска и шесть универсальных пропусков. Кроме того, дополнительно можно при последнем пропуске добиться установки универсальной...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Сивак Э. В., Кулаков Л. В., Закшевский В. Б., Токмаков В. А., Кузьмичев М. В., Жучков С. М., Бондаренко А. Н., Дышлевич В. Ф., Асанов В. Н.
МПК: B21B 1/00
Метки: стане, мелкосортном, непрерывном, способ, прокатки, сдвоенной
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Способ сдвоенной прокатки арматурной стали
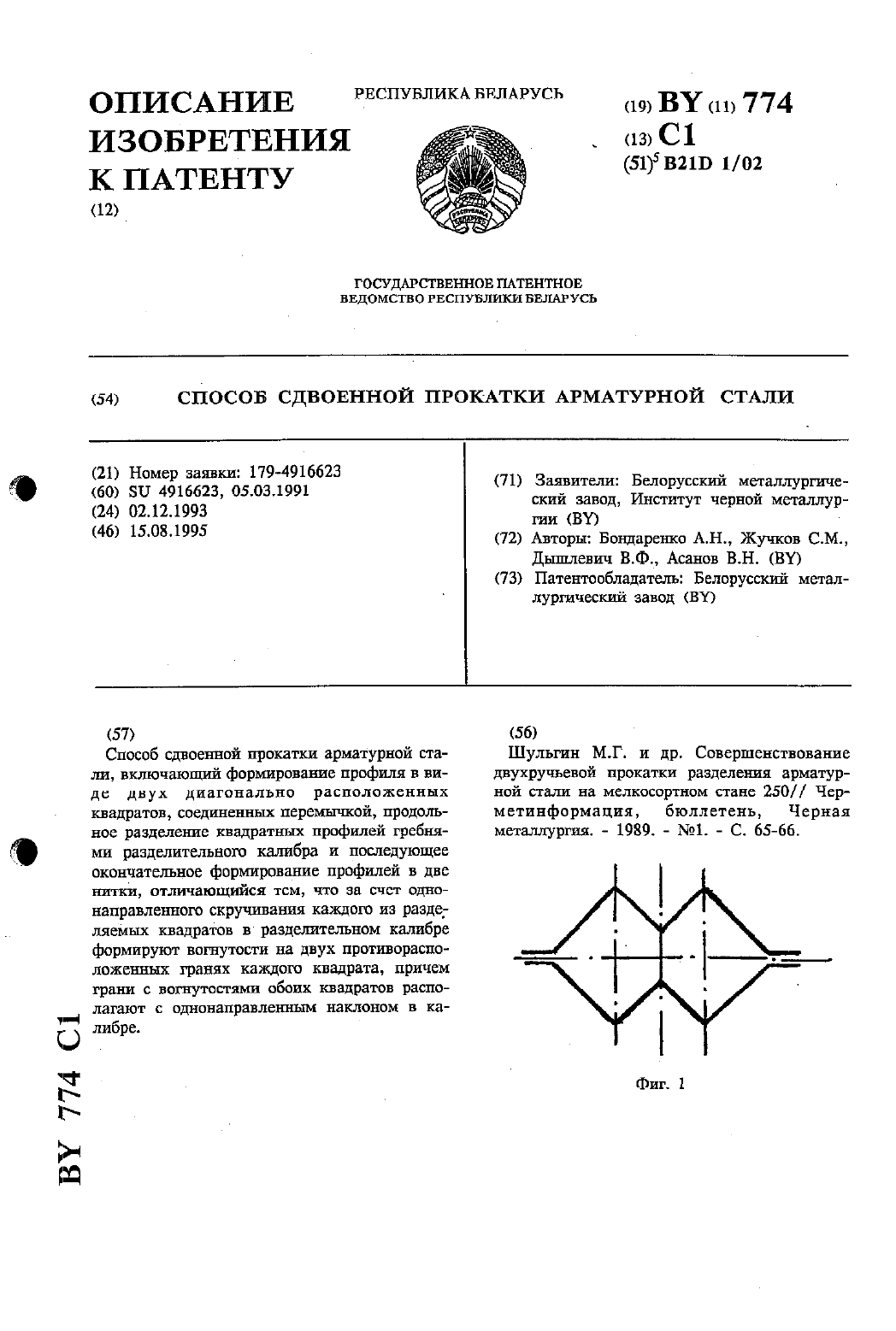
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Бондаренко А. Н., Дышлевич В. Ф., Асанов В. Н., Жучков С. М.
МПК: B21D 1/02
Метки: прокатки, способ, стали, сдвоенной, арматурной
Текст:
...износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное...
Предыдущий патент: Устройство для копирования свекловичных головок и дообрезки ботвы
Следующий патент: Устройство для поперечной прокатки изделий из прутка
Случайный патент: Устройство для охлаждения заготовок из черных и цветных металлов