Экструзионная головка
Номер патента: 2341
Опубликовано: 30.09.1998
Авторы: Макаревич Анна Владимировна, Паркалова Екатерина Ивановна, Пинчук Леонид Семенович
Текст
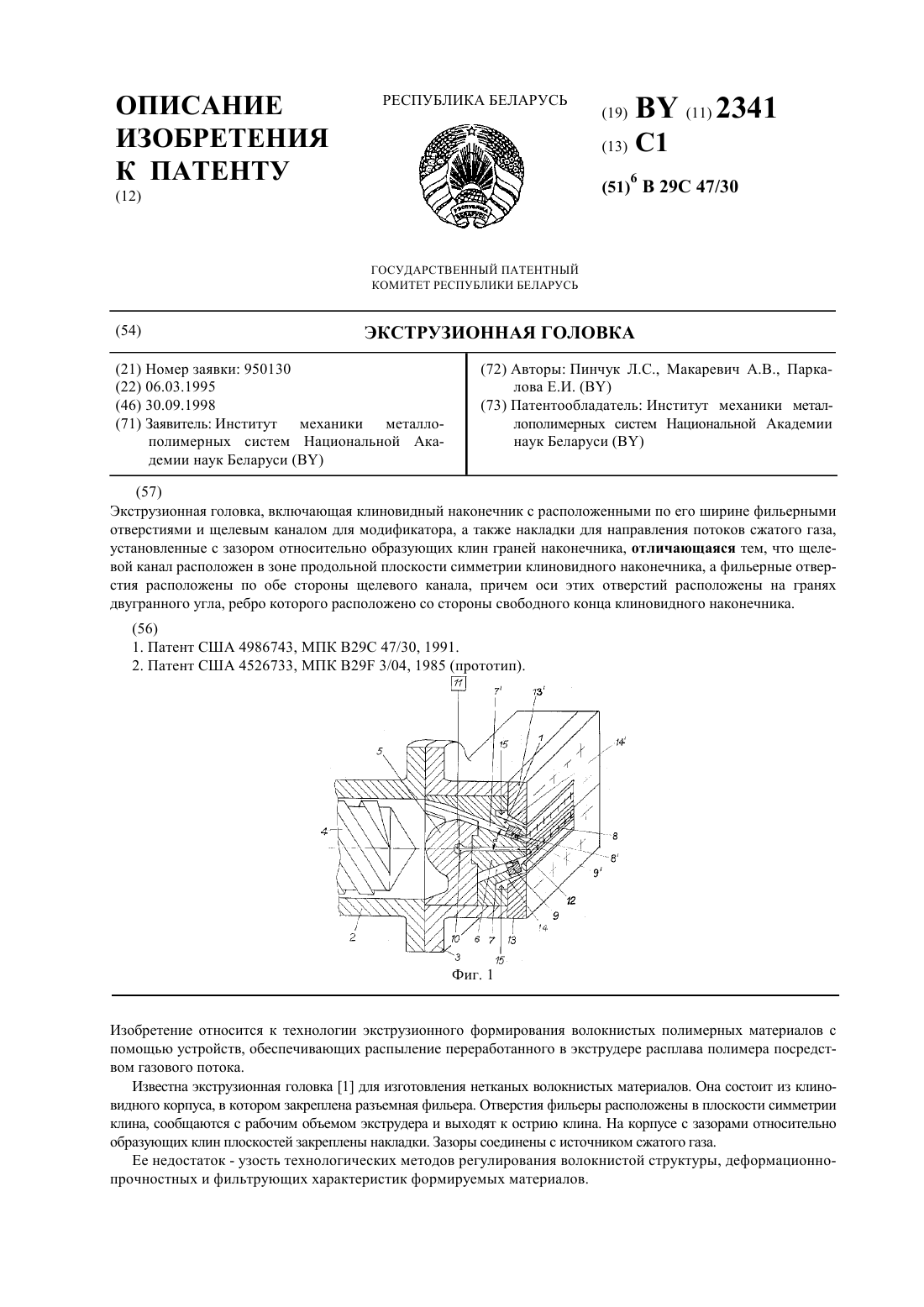
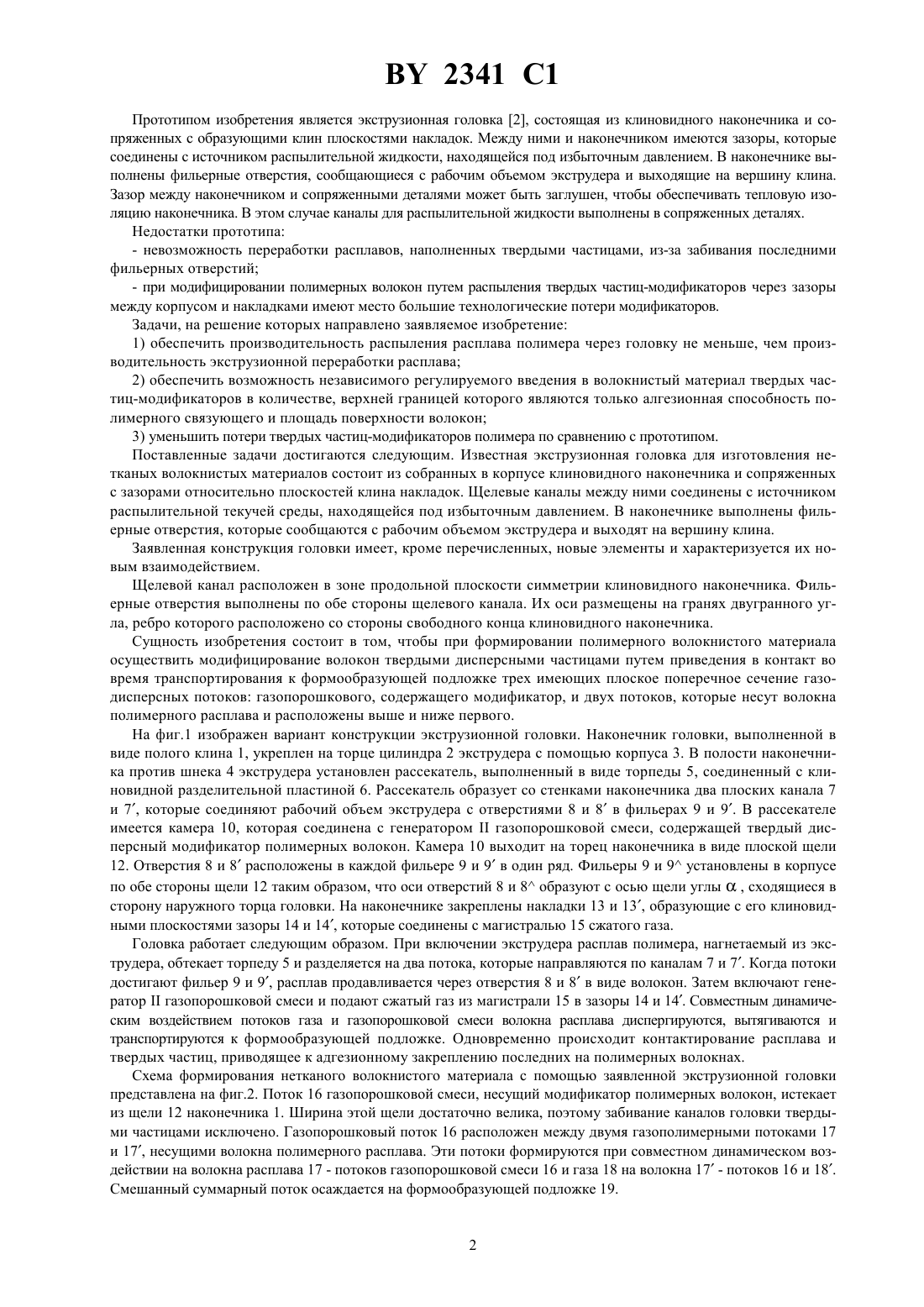
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(71) Заявитель Институт механики металлополимерных систем Национальной Академии наук Беларуси(73) Патентообладатель Институт механики металлополимерных систем Национальной Академии наук Беларуси(57) Экструзионная головка, включающая клиновидный наконечник с расположенными по его ширине фильерными отверстиями и щелевым каналом для модификатора, а также накладки для направления потоков сжатого газа,установленные с зазором относительно образующих клин граней наконечника, отличающаяся тем, что щелевой канал расположен в зоне продольной плоскости симметрии клиновидного наконечника, а фильерные отверстия расположены по обе стороны щелевого канала, причем оси этих отверстий расположены на гранях двугранного угла, ребро которого расположено со стороны свободного конца клиновидного наконечника. Изобретение относится к технологии экструзионного формирования волокнистых полимерных материалов с помощью устройств, обеспечивающих распыление переработанного в экструдере расплава полимера посредством газового потока. Известна экструзионная головка 1 для изготовления нетканых волокнистых материалов. Она состоит из клиновидного корпуса, в котором закреплена разъемная фильера. Отверстия фильеры расположены в плоскости симметрии клина, сообщаются с рабочим объемом экструдера и выходят к острию клина. На корпусе с зазорами относительно образующих клин плоскостей закреплены накладки. Зазоры соединены с источником сжатого газа. Ее недостаток - узость технологических методов регулирования волокнистой структуры, деформационнопрочностных и фильтрующих характеристик формируемых материалов. 2341 1 Прототипом изобретения является экструзионная головка 2, состоящая из клиновидного наконечника и сопряженных с образующими клин плоскостями накладок. Между ними и наконечником имеются зазоры, которые соединены с источником распылительной жидкости, находящейся под избыточным давлением. В наконечнике выполнены фильерные отверстия, сообщающиеся с рабочим объемом экструдера и выходящие на вершину клина. Зазор между наконечником и сопряженными деталями может быть заглушен, чтобы обеспечивать тепловую изоляцию наконечника. В этом случае каналы для распылительной жидкости выполнены в сопряженных деталях. Недостатки прототипа- невозможность переработки расплавов, наполненных твердыми частицами, из-за забивания последними фильерных отверстий- при модифицировании полимерных волокон путем распыления твердых частиц-модификаторов через зазоры между корпусом и накладками имеют место большие технологические потери модификаторов. Задачи, на решение которых направлено заявляемое изобретение 1) обеспечить производительность распыления расплава полимера через головку не меньше, чем производительность экструзионной переработки расплава 2) обеспечить возможность независимого регулируемого введения в волокнистый материал твердых частиц-модификаторов в количестве, верхней границей которого являются только алгезионная способность полимерного связующего и площадь поверхности волокон 3) уменьшить потери твердых частиц-модификаторов полимера по сравнению с прототипом. Поставленные задачи достигаются следующим. Известная экструзионная головка для изготовления нетканых волокнистых материалов состоит из собранных в корпусе клиновидного наконечника и сопряженных с зазорами относительно плоскостей клина накладок. Щелевые каналы между ними соединены с источником распылительной текучей среды, находящейся под избыточным давлением. В наконечнике выполнены фильерные отверстия, которые сообщаются с рабочим объемом экструдера и выходят на вершину клина. Заявленная конструкция головки имеет, кроме перечисленных, новые элементы и характеризуется их новым взаимодействием. Щелевой канал расположен в зоне продольной плоскости симметрии клиновидного наконечника. Фильерные отверстия выполнены по обе стороны щелевого канала. Их оси размещены на гранях двугранного угла, ребро которого расположено со стороны свободного конца клиновидного наконечника. Сущность изобретения состоит в том, чтобы при формировании полимерного волокнистого материала осуществить модифицирование волокон твердыми дисперсными частицами путем приведения в контакт во время транспортирования к формообразующей подложке трех имеющих плоское поперечное сечение газодисперсных потоков газопорошкового, содержащего модификатор, и двух потоков, которые несут волокна полимерного расплава и расположены выше и ниже первого. На фиг.1 изображен вариант конструкции экструзионной головки. Наконечник головки, выполненной в виде полого клина 1, укреплен на торце цилиндра 2 экструдера с помощью корпуса 3. В полости наконечника против шнека 4 экструдера установлен рассекатель, выполненный в виде торпеды 5, соединенный с клиновидной разделительной пластиной 6. Рассекатель образует со стенками наконечника два плоских канала 7 и 7, которые соединяют рабочий объем экструдера с отверстиями 8 и 8 в фильерах 9 и 9. В рассекателе имеется камера 10, которая соединена с генераторомгазопорошковой смеси, содержащей твердый дисперсный модификатор полимерных волокон. Камера 10 выходит на торец наконечника в виде плоской щели 12. Отверстия 8 и 8 расположены в каждой фильере 9 и 9 в один ряд. Фильеры 9 и 9 установлены в корпусе по обе стороны щели 12 таким образом, что оси отверстий 8 и 8 образуют с осью щели углы, сходящиеся в сторону наружного торца головки. На наконечнике закреплены накладки 13 и 13, образующие с его клиновидными плоскостями зазоры 14 и 14, которые соединены с магистралью 15 сжатого газа. Головка работает следующим образом. При включении экструдера расплав полимера, нагнетаемый из экструдера, обтекает торпеду 5 и разделяется на два потока, которые направляются по каналам 7 и 7. Когда потоки достигают фильер 9 и 9, расплав продавливается через отверстия 8 и 8 в виде волокон. Затем включают генераторгазопорошковой смеси и подают сжатый газ из магистрали 15 в зазоры 14 и 14. Совместным динамическим воздействием потоков газа и газопорошковой смеси волокна расплава диспергируются, вытягиваются и транспортируются к формообразующей подложке. Одновременно происходит контактирование расплава и твердых частиц, приводящее к адгезионному закреплению последних на полимерных волокнах. Схема формирования нетканого волокнистого материала с помощью заявленной экструзионной головки представлена на фиг.2. Поток 16 газопорошковой смеси, несущий модификатор полимерных волокон, истекает из щели 12 наконечника 1. Ширина этой щели достаточно велика, поэтому забивание каналов головки твердыми частицами исключено. Газопорошковый поток 16 расположен между двумя газополимерными потоками 17 и 17, несущими волокна полимерного расплава. Эти потоки формируются при совместном динамическом воздействии на волокна расплава 17 - потоков газопорошковой смеси 16 и газа 18 на волокна 17 - потоков 16 и 18. Смешанный суммарный поток осаждается на формообразующей подложке 19. 2341 1 Благодаря такой схеме приведения в контакт компонентов материала, создаются благоприятные предпосылки для иммобилизации твердых частиц на поверхности волокон, вследствие чего резко снижаются технологические потери модификатора по сравнению с прототипом. Независимое регулирование расхода твердых частиц позволяет технологически просто достигнуть максимального содержания модификатора в материале. Наличие в головке двух фильер и возможность выполнить в них любое количество отверстий позволяют привести производительность распыления расплава в соответствие с производительностью экструзии. Таким образом достигаются цели изобретения. С помощью заявленной головки формируют фильтрующие адсорбционные материалы, состоящие из полимерных волокон, несущих твердые частицы адсорбентов активного угля, веществ-комплексообразователей с ионами металлов (краун-эфиры, гетероциклические соединения), цеолитов и др. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B29C 47/30
Метки: головка, экструзионная
Код ссылки
<a href="https://by.patents.su/3-2341-ekstruzionnaya-golovka.html" rel="bookmark" title="База патентов Беларуси">Экструзионная головка</a>
Экструзионная головка
Номер патента: 2021
Опубликовано: 30.03.1998
Авторы: Макаревич Анна Владимировна, Пинчук Леонид Семенович, Гольдаде Виктор Антонович
МПК: B29C 47/30
Метки: головка, экструзионная
Текст:
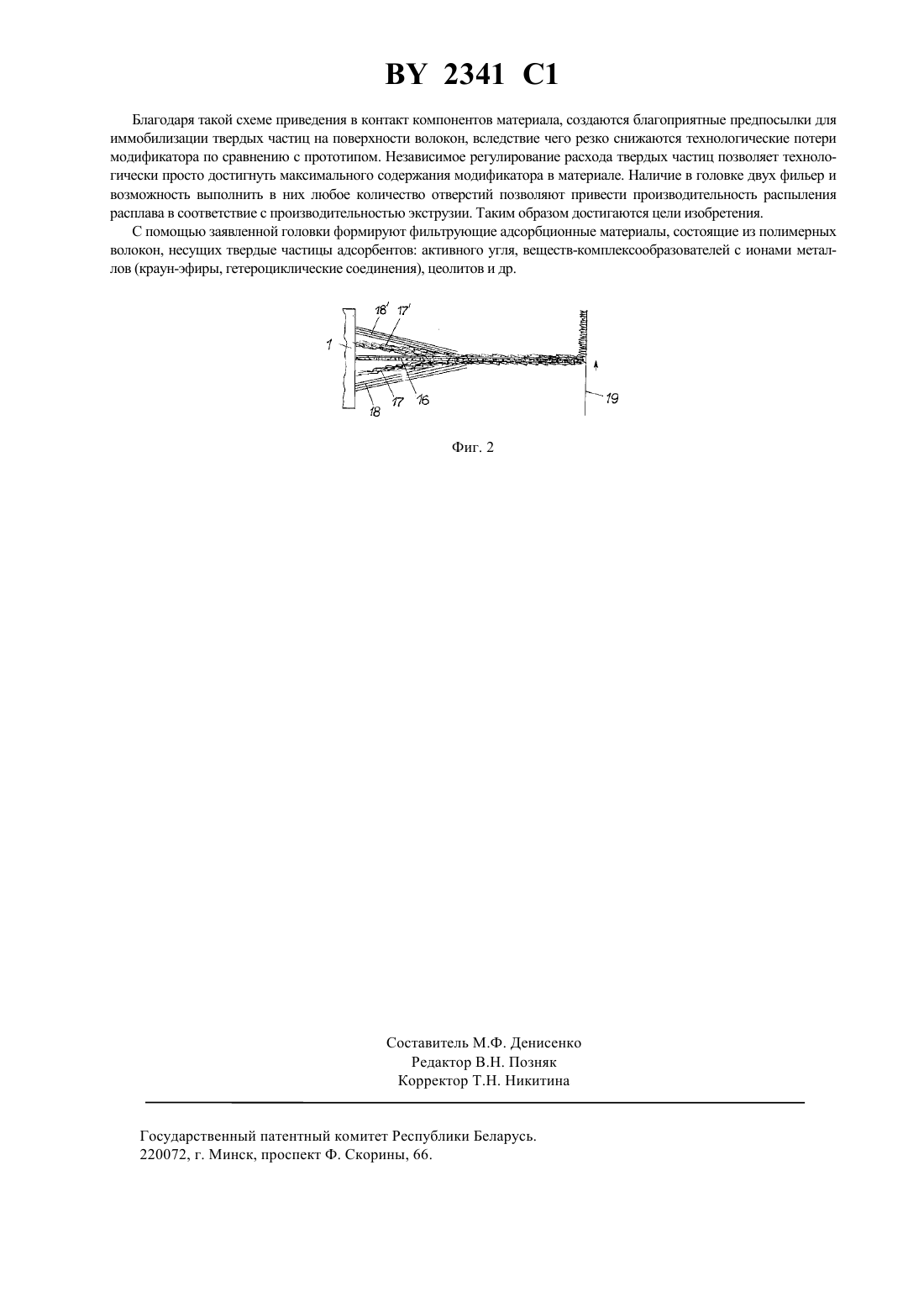
...стороны вершины клина симметрично относительно продольной плоскости симметрии наконечника выполнены каналы для подачи сжатого газа. Сущность изобретения состоит в том, чтобы регулировать структуру, плотность и прочность волокнистой массы, укладываемой на формообразующую подложку, с помощью пульсирующих газовых потоков,истекающих из экструзионной головки. На фиг.1 показан вариант конструкции экструзионной головки. В клиновидном наконечнике 1...
Экструзионная головка
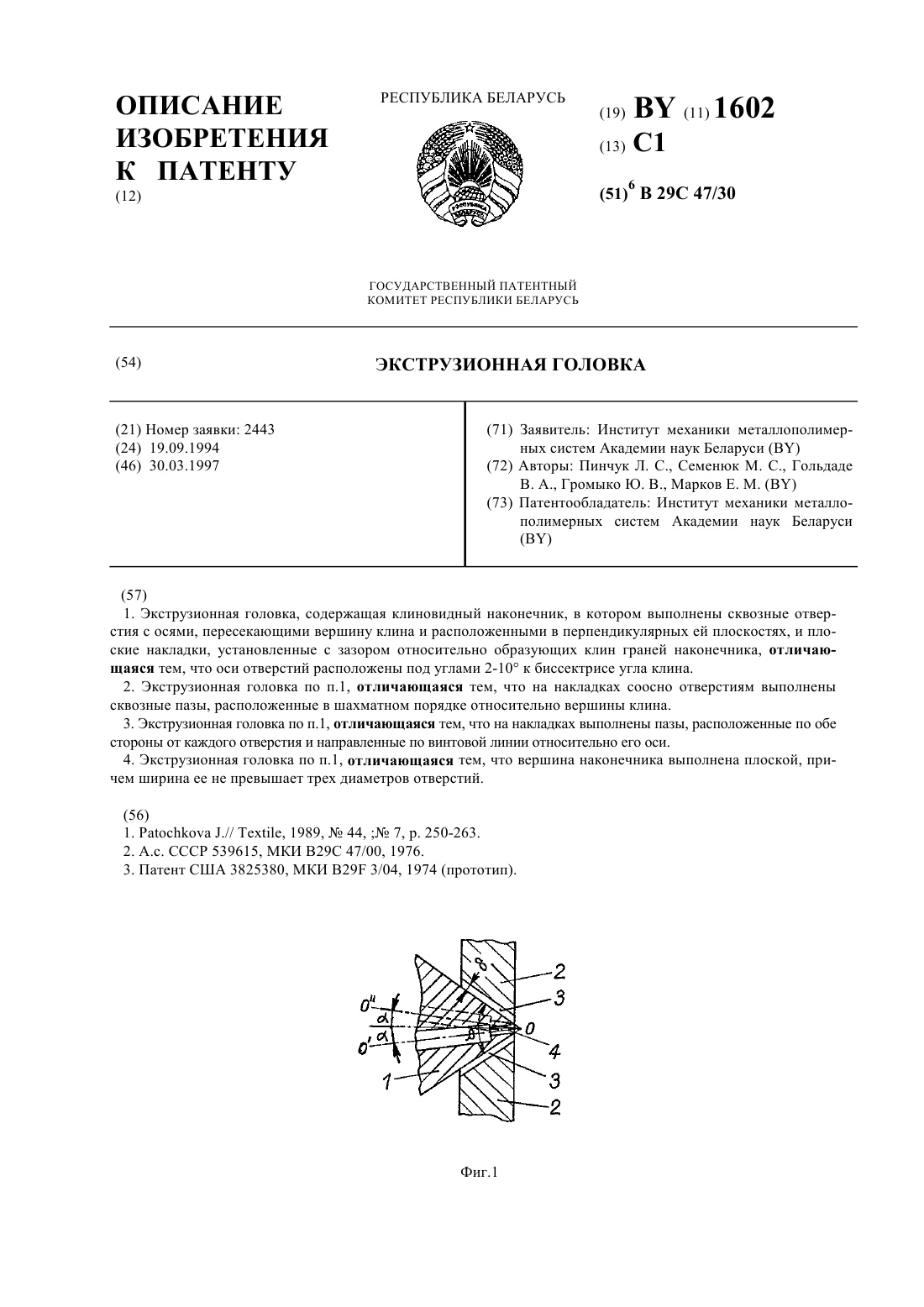
Номер патента: 1602
Опубликовано: 30.03.1997
Авторы: Гольдаде Виктор Антонович, Семенюк Михаил Савич, Марков Евгений Михайлович, Пинчук Леонид Семенович, Громыко Юрий Владимирович
МПК: B29C 47/30
Метки: экструзионная, головка
Текст:
...спиралеобразного движения волокон на пути от головки к формообразующей подложке-технологическом упрощении конструкции гловки путем выполнения на стром конце клина плоской площадки, в которую выходят отверстия. На фиг. 1 изображен вариант конструкции головки. Клиновидный наконечник 1 сопряжен с плоскими накладками 2 , установленными с зазорами 3 относительно образующих клин плоскостей наконечника. В наконечнике выполнены сквозные...
Экструзионная головка для получения рукавных полимерных материалов
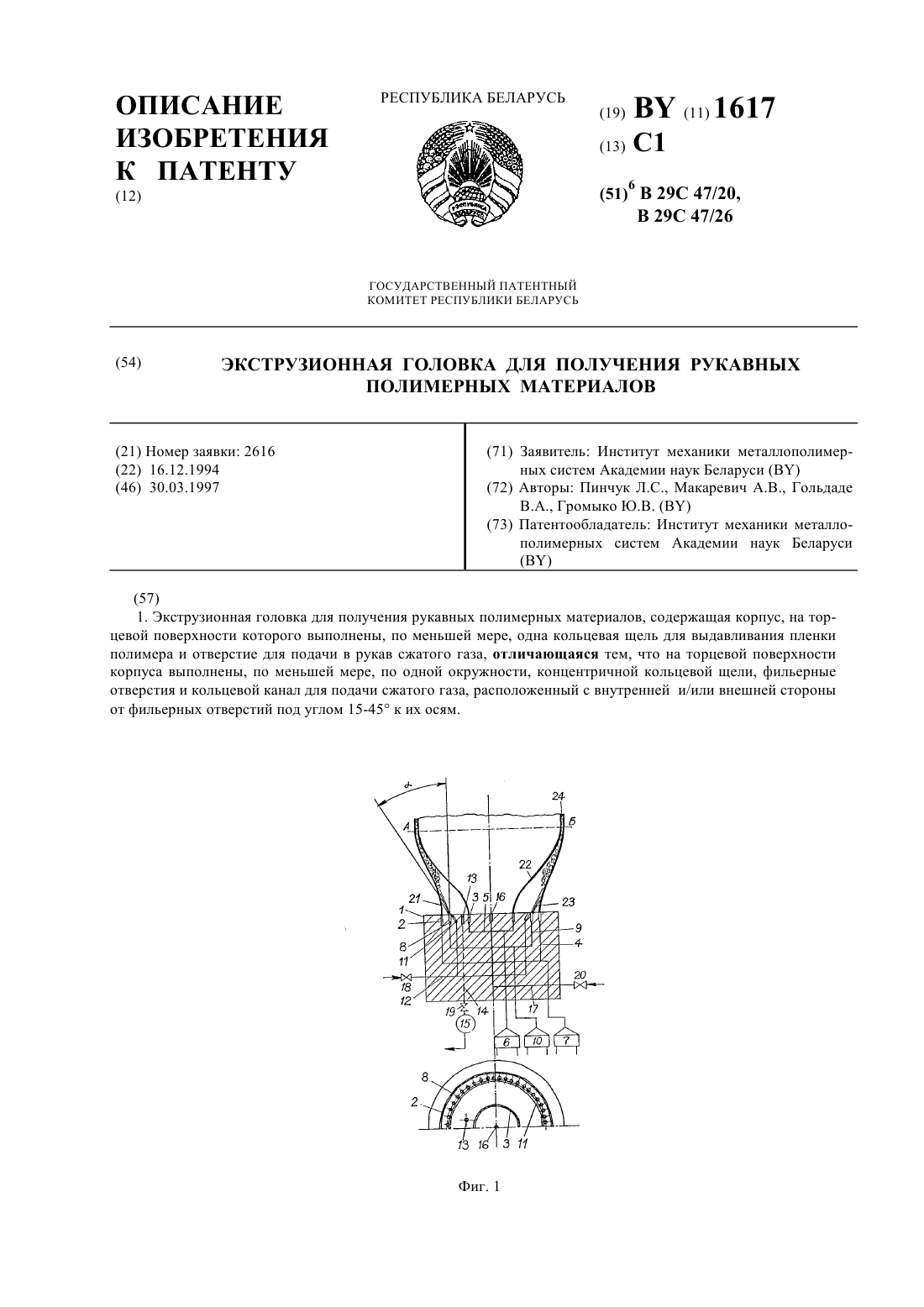
Номер патента: 1617
Опубликовано: 30.03.1997
Авторы: Громыко Юрий Владимирович, Пинчук Леонид Семенович, Макаревич Анна Владимировна, Гольдаде Виктор Антонович
МПК: B29C 47/20, B29C 47/26
Метки: полимерных, экструзионная, получения, материалов, головка, рукавных
Текст:
...охлаждением рукава приводит к образованию адгезионных соединений между компонентами материала. С помощью вентиля 19 регулируют давление в полости между пленками, откачивая избыток газа насосом 15 через отверстие 13 и канал 14. При раздуве рукава осажденный между пленками слой волокнистой массы деформируется в пористую прокладку 24. Получается листовой материал, состоящий из полимерных пленок 21 и 22, адгезионно связанных с волокнисто-пористым...
Головка экструдера для изготовления обрезиненного металлокордного полотна
Номер патента: 1201
Опубликовано: 14.06.1996
Авторы: Портный Геннадий Лазаревич, Спивак Игорь Александрович, Кожанов Евгений Фролович, Гончаров Геннадий Николаевич, Россин Валерий Донович
МПК: B29C 47/02, B29C 47/12
Метки: металлокордного, обрезиненного, изготовления, экструдера, полотна, головка
Текст:
...образом. значение 121 должно быть в пределах 5-10 мм. т.е. соизмеримо с толщиной обкладки. Если 12 менее 2 Нт (отношение Н 1/Н 2 0.5). то имеется опасность завихрения резиновой смеси у поверхностей А и Б корпуса. что может привести к подвулканизации. снижению качества обкладки и надежности головки экструдера в работе. С другой стороны. если 132 более 381 (отношение Н 1/Н 21.0.3) то увеличивается время нахождениясмеси в канале 4 корпуса 1....
Ножевая головка куттера
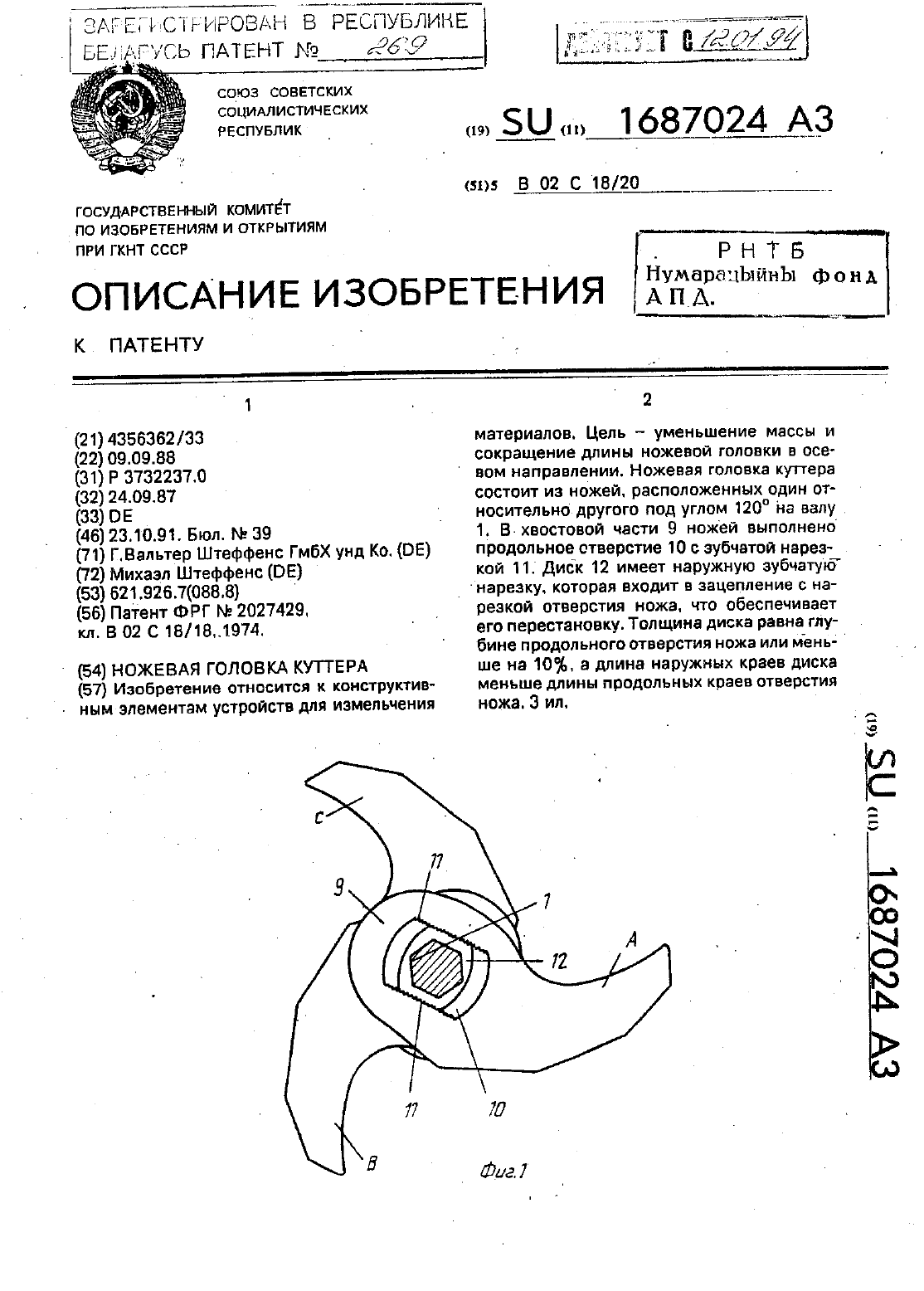
Номер патента: 269
Опубликовано: 30.12.1994
Автор: Михаэл Штеффенс
МПК: B02C 18/20
Метки: куттера, ножевая, головка
Текст:
...13 дляразмещения в нем соответствующего шестигранного ведущего вала 1 имеет на противоположных параллельных наружных продольных краях наружную зубчатую нарезку 14. которая входит в зацепление с внутренней зубчатой нарезкой 11 на продольных краях продольного отверстия 10. благодаря чему нож 4 можно переставлять в радиальном направпении ОТНОСИТЕЛЬНО центрального ОТВЕР стия диска 12 и тем самым относительнодлина диска 12 для приема вала...
Предыдущий патент: Стан для поперечно-клиновой прокатки
Следующий патент: Устройство для уплотнения тарелки массобменного аппарата при производстве спирта
Случайный патент: Двухдисковый рабочий орган разбрасывателя сыпучих материалов