Способ металлизации алюмооксидных керамических изоляторов
Номер патента: 17627
Опубликовано: 30.10.2013
Авторы: Выговский Станислав Вячеславович, Рубцевич Иван Иванович, Соловьев Ярослав Александрович, Солодуха Виталий Александрович, Турцевич Аркадий Степанович, Керенцев Анатолий Федорович
Текст
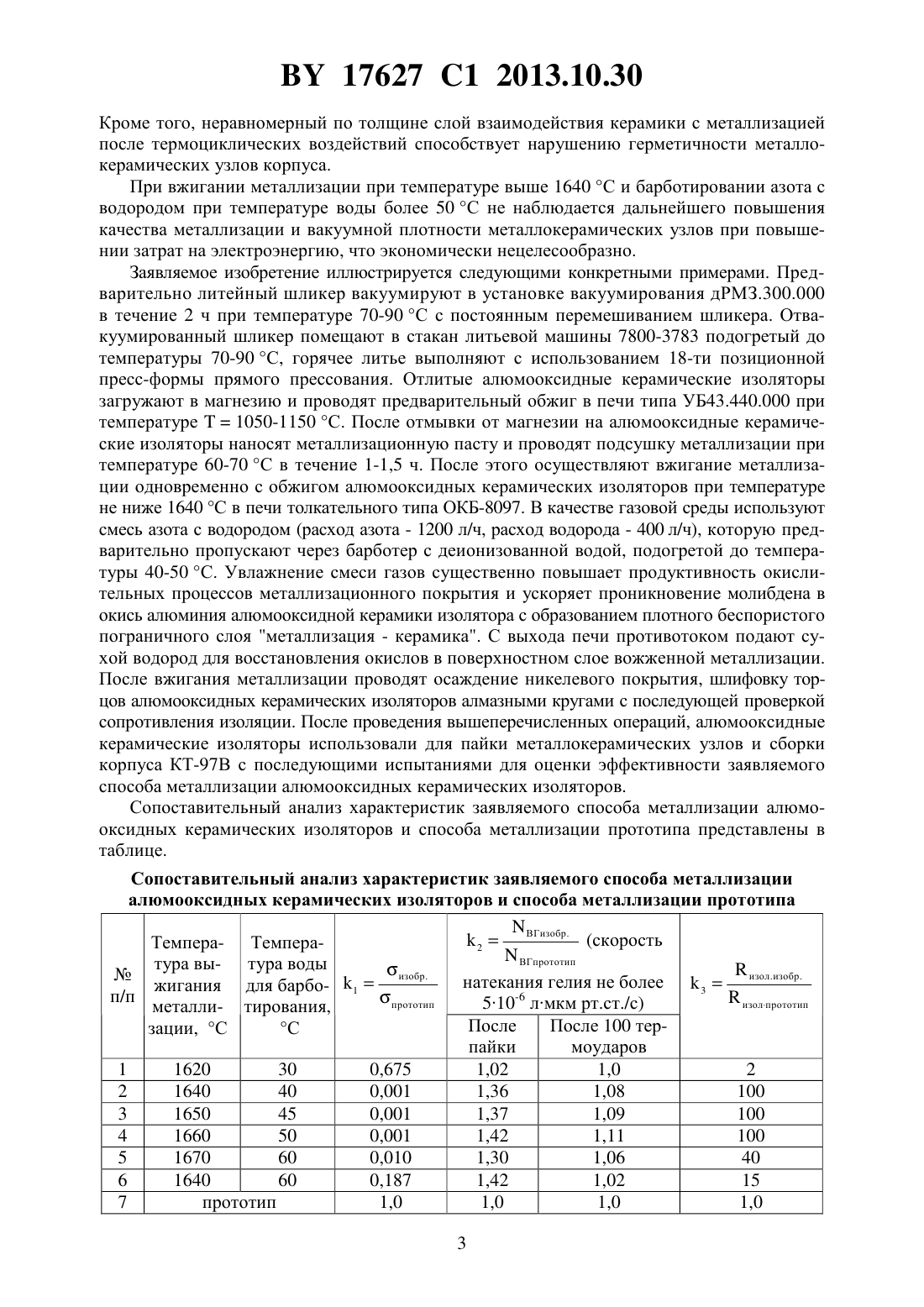
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МЕТАЛЛИЗАЦИИ АЛЮМООКСИДНЫХ КЕРАМИЧЕСКИХ ИЗОЛЯТОРОВ(71) Заявитель Открытое акционерное общество ИНТЕГРАЛ(72) Авторы Турцевич Аркадий Степанович Соловьев Ярослав Александрович Солодуха Виталий Александрович Керенцев Анатолий Федорович Выговский Станислав Вячеславович Рубцевич Иван Иванович(73) Патентообладатель Открытое акционерное общество ИНТЕГРАЛ(57) Способ металлизации алюмооксидных керамических изоляторов, сформированных методом горячего литья, при котором проводят предварительный обжиг изоляторов при 1050-1150 С, наносят на них и сушат металлизационную пасту на основе , осуществляют вжигание металлизации, совмещенное с окончательным обжигом изоляторов в смеси азота и водорода в печи толкательного типа с периодом толкания 20-45 мин при температуре не ниже 1640 С, причем смесь азота и водорода предварительно барботируют через деионизованную воду с температурой 40-50 С. Изобретение относится к металлизации алюмооксидных керамических изоляторов,используемых для создания вакуумно-плотных спаев с металлом, при изготовлении металлокерамических корпусов для электронной промышленности. Известен способ металлизации алюмооксидных керамических изоляторов 1, сформированных методом горячего литья, при котором проводят предварительный обжиг, наносят на них и сушат металлизационную пасту на основе , осуществляют вжигание металлизации, совмещенное с окончательным обжигом изоляторов в среде водорода и азота при температуре 1520-1560 С. Недостатком такого способа металлизации является то, что вжигание металлизации с одновременным окончательным обжигом керамики в среде водорода и азота осуществляют при температуре 1560 С, недостаточной для формирования плотного металлизационного слоя на алюмооксидных керамических изоляторах. Это приводит к снижению адгезионной прочности сцепления металлизации с керамикой и снижению качества металлизации из-за пористости на границе керамика - металлизация. Повышенная пористость границы раздела керамика - металлизация приводит к снижению выхода годных по герметичности металлокерамических спаев и снижению сопротивления изоляции в условиях воздействия повышенной влажности. 17627 1 2013.10.30 Известен способ металлизации алюмооксидных керамических изоляторов 2, сформированных методом горячего литья, при котором проводят обжиг изоляторов, наносят на них и сушат металлизационную пасту на основе молибдена, осуществляют вжигание металлизации при температуре 1270-1400 С в водородной или азотно-водородной среде с отношением азота к водороду 21 или 31, причем водород предварительно увлажняют пропусканием через слой воды, температура которой поддерживается постоянной с помощью терморегулятора. Недостаток такого способа металлизации заключается в том, что вжигание металлизации в водородной или азотно-водородной среде с отношением азота к водороду 21 или 31 и увлажнением водорода пропусканием через слой воды не исключает образование пористости металлизационного слоя на границе с керамикой из-за недостаточной эффективности окислительных процессов в металлизационном покрытии в условиях вжигания при температуре 1270-1400 С. Это приводит к образованию пористости металлизационного слоя на границе с керамикой, и снижению воспроизводимости выхода годных по герметичности металлокерамических спаев, и снижению сопротивления изоляции в условиях воздействия повышенной влажности. Наиболее близким техническим решением к предлагаемому является способ металлизации алюмооксидных керамических изоляторов 3, сформированных методом горячего литья, при котором проводят предварительный обжиг изоляторов при температуре 10501150 С, наносят на них и сушат металлизационную пасту на основе Мо, осуществляют вжигание металлизации, совмещенное с окончательным обжигом изоляторов при температуре не ниже 1610 С в печи толкательного типа с периодом толкания 20-45 мин в смеси азота с водородом. Недостатком такого способа металлизации является то, что вжигание металлизации,совмещенное с окончательным обжигом алюмооксидных керамических изоляторов в смеси азота с водородом при температуре не ниже 1610 С, снижает воспроизводимость качества металлизации при использовании сухой газовой среды. Недостаточная эффективность окислительных процессов в металлизационном покрытии при вжигании в сухой газовой среде приводит к образованию пористости металлизационного слоя на границе с керамикой, и снижению выхода годных по герметичности металлокерамических спаев, и снижению сопротивления изоляции в условиях воздействия повышенной влажности. Заявляемое изобретение решает задачу повышения качества металлизации и выхода годных по герметичности паяных металлокерамических узлов. Поставленная задача решается тем, что в способе металлизации алюмооксидных керамических изоляторов, сформированных методом горячего литья, при котором проводят предварительный обжиг изоляторов при 1050-1150 С, наносят на них и сушат металлизационную пасту на основе , осуществляют вжигание металлизации, совмещенное с окончательным обжигом изоляторов в смеси азота и водорода в печи толкательного типа с периодом толкания 20-45 мин при температуре не ниже 1640 С, причем смесь азота и водорода предварительно барботируют через деионизованную воду с температурой 40-50 С. Сопоставительный анализ предлагаемого изобретения с прототипом показывает, что заявляемый способ металлизации алюмооксидных керамических изоляторов отличается от известного тем, что вжигание металлизации осуществляют при температуре не ниже 1640 С, а смесь азота с водородом барботируют через деионизованную воду с температурой от 40 до 50 С. Использование идентичной или сходной совокупности отличительных признаков для решения поставленной задачи не обнаружено. При вжигании металлизации при температуре ниже 1640 С и барботировании азота с водородом при температуре воды менее 40 С повышается пористость металлизации на границе с керамикой и образуется пограничный слой неравномерной толщины, что приводит к снижению вакуумной плотности паяных металлокерамических узлов корпуса и снижению сопротивления изоляции в условиях воздействия повышенной влажности. 2 17627 1 2013.10.30 Кроме того, неравномерный по толщине слой взаимодействия керамики с металлизацией после термоциклических воздействий способствует нарушению герметичности металлокерамических узлов корпуса. При вжигании металлизации при температуре выше 1640 С и барботировании азота с водородом при температуре воды более 50 С не наблюдается дальнейшего повышения качества металлизации и вакуумной плотности металлокерамических узлов при повышении затрат на электроэнергию, что экономически нецелесообразно. Заявляемое изобретение иллюстрируется следующими конкретными примерами. Предварительно литейный шликер вакуумируют в установке вакуумирования дРМЗ.300.000 в течение 2 ч при температуре 70-90 С с постоянным перемешиванием шликера. Отвакуумированный шликер помещают в стакан литьевой машины 7800-3783 подогретый до температуры 70-90 С, горячее литье выполняют с использованием 18-ти позиционной пресс-формы прямого прессования. Отлитые алюмооксидные керамические изоляторы загружают в магнезию и проводят предварительный обжиг в печи типа УБ 43.440.000 при температуре 1050-1150 С. После отмывки от магнезии на алюмооксидные керамические изоляторы наносят металлизационную пасту и проводят подсушку металлизации при температуре 60-70 С в течение 1-1,5 ч. После этого осуществляют вжигание металлизации одновременно с обжигом алюмооксидных керамических изоляторов при температуре не ниже 1640 С в печи толкательного типа ОКБ-8097. В качестве газовой среды используют смесь азота с водородом (расход азота - 1200 л/ч, расход водорода - 400 л/ч), которую предварительно пропускают через барботер с деионизованной водой, подогретой до температуры 40-50 С. Увлажнение смеси газов существенно повышает продуктивность окислительных процессов металлизационного покрытия и ускоряет проникновение молибдена в окись алюминия алюмооксидной керамики изолятора с образованием плотного беспористого пограничного слоя металлизация - керамика. С выхода печи противотоком подают сухой водород для восстановления окислов в поверхностном слое вожженной металлизации. После вжигания металлизации проводят осаждение никелевого покрытия, шлифовку торцов алюмооксидных керамических изоляторов алмазными кругами с последующей проверкой сопротивления изоляции. После проведения вышеперечисленных операций, алюмооксидные керамические изоляторы использовали для пайки металлокерамических узлов и сборки корпуса КТ-97 В с последующими испытаниями для оценки эффективности заявляемого способа металлизации алюмооксидных керамических изоляторов. Сопоставительный анализ характеристик заявляемого способа металлизации алюмооксидных керамических изоляторов и способа металлизации прототипа представлены в таблице. Сопоставительный анализ характеристик заявляемого способа металлизации алюмооксидных керамических изоляторов и способа металлизации прототипаВГизобр. 2(скорость Темпера- Темпера ВГпрототип тура вы- тура водыизобр. натекания гелия не более 3 изол.изобр. жигания для барбо- 1 п/ппрототипизолпрототип 510-6 лмкм рт.ст./с) металли- тирования,После После 100 терзации, С С пайки моударов 1 1620 30 0,675 1,02 1,0 2 2 1640 40 0,001 1,36 1,08 100 3 1650 45 0,001 1,37 1,09 100 4 1660 50 0,001 1,42 1,11 100 5 1670 60 0,010 1,30 1,06 40 6 1640 60 0,187 1,42 1,02 15 7 прототип 1,0 1,0 1,0 1,0 3, отн. ед. - это отношение плотности пор размером до 5 мкм в слое металлизап ции и приграничном слое керамики алюмооксидных керамических изоляторов, согласно изобретению, к плотности пор размером до 5 мкм в слое металлизации и приграничном слое керамики алюмооксидных керамических изоляторов, изготовленных с использованием способа металлизации прототипа 2 В , отн.ед. - это отношение количества годных вакуумплотных металлокерами Вп ческих узлов, изготовленных с использованием способа металлизации алюмооксидных керамических изоляторов, согласно изобретению, к количеству годных вакуумплотных металлокерамических узлов корпуса, изготовленных с использованием способа металлизации прототипаизолизобр. 3, отн.ед. - это отношение сопротивления изоляции алюмооксидных ке изолпрототип рамических изоляторов, согласно изобретению, к сопротивлению изоляции алюмооксидных керамических изоляторов, изготовленных с использованием способа металлизации прототипа, в условиях воздействия повышенной влажности 95 в течение 100 ч. Как видно из таблицы, заявляемый способ металлизации алюмооксидных керамических изоляторов по сравнению с прототипом имеет значительные преимущества, а именно вакуумная плотность в 1,36-1,42 раза выше после пайки металлокерамических узлов корпуса КТ-97 В вакуумная плотность в 1,08-1,11 раза выше после воздействия термоударов при Т-196200 С плотность пор размером до 5 мкм в слое металлизации и приграничном слое керамики снижается в 1000 раз сопротивление изоляции в 100 раз больше в условиях воздействия повышенной влажности 95 в течение 100 ч. Таким образом, предлагаемый способ металлизации алюмооксидных керамических изоляторов по сравнению с прототипом позволяет повысить качество металлизации и выход годных по герметичности паяных металлокерамических узлов. Источники информации 1. Поляков А.А. Технология керамических радиоэлектронных материалов. - М. Радио и связь, 1989. - С. 182. 2. Батыгин В.Н., Метелкин М.И., Решетников А.М. Вакуумно-плотная керамика и ее спаи с металлами / Под ред. Н.Д.Девяткова. - М. Энергия, 1973. - С. 308, таблица 7-3. 3. Патент РБ 14381, 2009. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C04B 41/51
Метки: алюмооксидных, способ, металлизации, изоляторов, керамических
Код ссылки
<a href="https://by.patents.su/4-17627-sposob-metallizacii-alyumooksidnyh-keramicheskih-izolyatorov.html" rel="bookmark" title="База патентов Беларуси">Способ металлизации алюмооксидных керамических изоляторов</a>
Способ металлизации алюмооксидных керамических изоляторов
Номер патента: 14381
Опубликовано: 30.06.2011
Авторы: Керенцев Анатолий Федорович, Добриян Татьяна Сергеевна, Выговский Станислав Вячеславович, Глухманчук Владимир Владимирович, Солодуха Виталий Александрович, Турцевич Аркадий Степанович
МПК: C04B 41/80, C04B 41/88
Метки: металлизации, способ, алюмооксидных, керамических, изоляторов
Текст:
...алюмооксидных керамических изоляторов в среде водорода и азота, вжигание металлизации, совмещенное с окончательным обжигом алюмооксидных керамических изоляторов, осуществляют при температуре не ниже 1610 С с периодом толкания 20-45 мин. Сопоставительный анализ предлагаемого изобретения с прототипом показывает, что заявляемый способ металлизации алюмооксидных керамических изоляторов отличается от известного тем, что вжигание металлизации,...
Способ получения электропроводной плитки и масса для металлизации
Номер патента: 3345
Опубликовано: 30.06.2000
Авторы: Проневич Игорь Иванович, Мельниченко Игорь Михайлович, Подденежный Евгений Николаевич
МПК: C04B 41/88
Метки: получения, электропроводной, металлизации, масса, плитки, способ
Текст:
...при следующем соотношении компонентов, в мас.порошок алюминия 1095 жидкое натриевое или жидкое калиевое стекло 590. Кроме того, масса дополнительно содержит воду в количестве 80-120 мас.ч. на 100 мас.ч. порошка алюминия. Заявляемый способ и масса связаны единым изобретательским замыслом, при этом масса является веществом, используемым в способе. Сущность изобретения заключается в следующем. При обжиге слоя реагентов, состоящего из порошка...
Способ создания металлизации полупроводниковых приборов и интегральных схем
Номер патента: 2823
Опубликовано: 30.06.1999
Авторы: Емельянов Виктор Андреевич, Пономарь Владимир Николаевич, Чигирь Григорий Григорьевич, Пилипенко Владимир Александрович
МПК: H01L 21/324
Метки: металлизации, приборов, создания, схем, способ, интегральных, полупроводниковых
Текст:
...поверхности плнок алюминия после таких термообработок является практически отсутствие бугров и плнки остаются стабильными по структуре при проведении последующих операций фотолитографии высота бугров на плнках алюминия, измеренная на растровом электронном микроскопе после термообработки в предлагаемых режимах, проведения операций плазмохимического травления алюминия и удаление фоторезистора не превышает 0,10-0,15 мкм высота бугров на...
Установка для утилизации изоляторов воздушных линий электропередачи
Номер патента: 9586
Опубликовано: 30.08.2007
Авторы: Парманчук Павел Николаевич, Короткевич Михаил Андреевич
МПК: B02C 19/00
Метки: утилизации, электропередачи, линий, установка, изоляторов, воздушных
Текст:
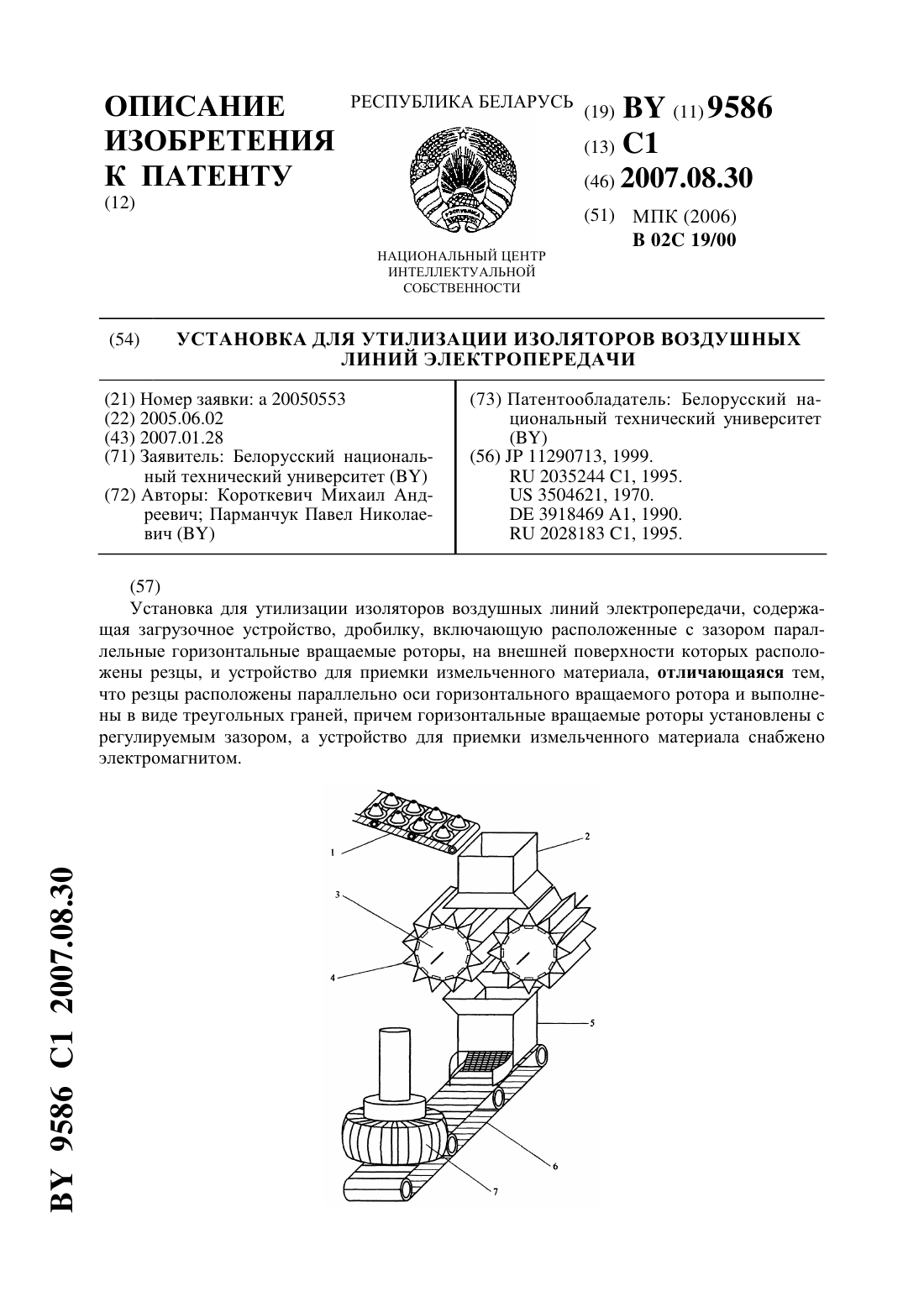
...которых находятся шнековые резцы, устройства для приемки измельченного материала. Над роторами расположены направляющие, разворачивающие цилиндрической формы измельчаемые изделия относительно направления, параллельного осям роторов. К недостатку прототипа следует отнести невозможность дробления изоляторов воздушных линий электропередачи. Задачей изобретения является обеспечение возможности дробления стеклянных и фарфоровых изоляторов...
Способ изготовления системы металлизации интегральных схем
Номер патента: 7756
Опубликовано: 28.02.2006
Авторы: Белоус Анатолий Иванович, Сенько Сергей Федорович, Емельянов Виктор Андреевич
МПК: H01L 21/28, C23C 14/00, H01L 21/02...
Метки: металлизации, изготовления, системы, способ, схем, интегральных
Текст:
...процесс проводят после УФ-облучения фоторезиста в 0,9 растворе гидрооксида калия, применяемом для проявления фоторезиста. При этом по окончании удаления фоторезиста происходит контакт поверхности полиимидной пленки с раствором щелочи и протекает первая стадия гидролиза. Химическая реакция взаимодействия гидрооксида калия и полиимида представлена ниже Наличие на поверхности полиимидной пленки солей полиамидокислоты отрицательно...
Предыдущий патент: Гидравлический привод
Следующий патент: Пространственно-временной адаптивный когерентно-импульсный накопитель сигналов
Случайный патент: Способ возведения насыпи на слабом грунтовом основании