Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа
Номер патента: 2564
Опубликовано: 30.12.1998
Авторы: Щукин Валерий Яковлевич, Сильванович Николай Владимирович, Середа Николай Ефимович, Давидович Александр Николаевич, Рудович Александр Олегович
Текст
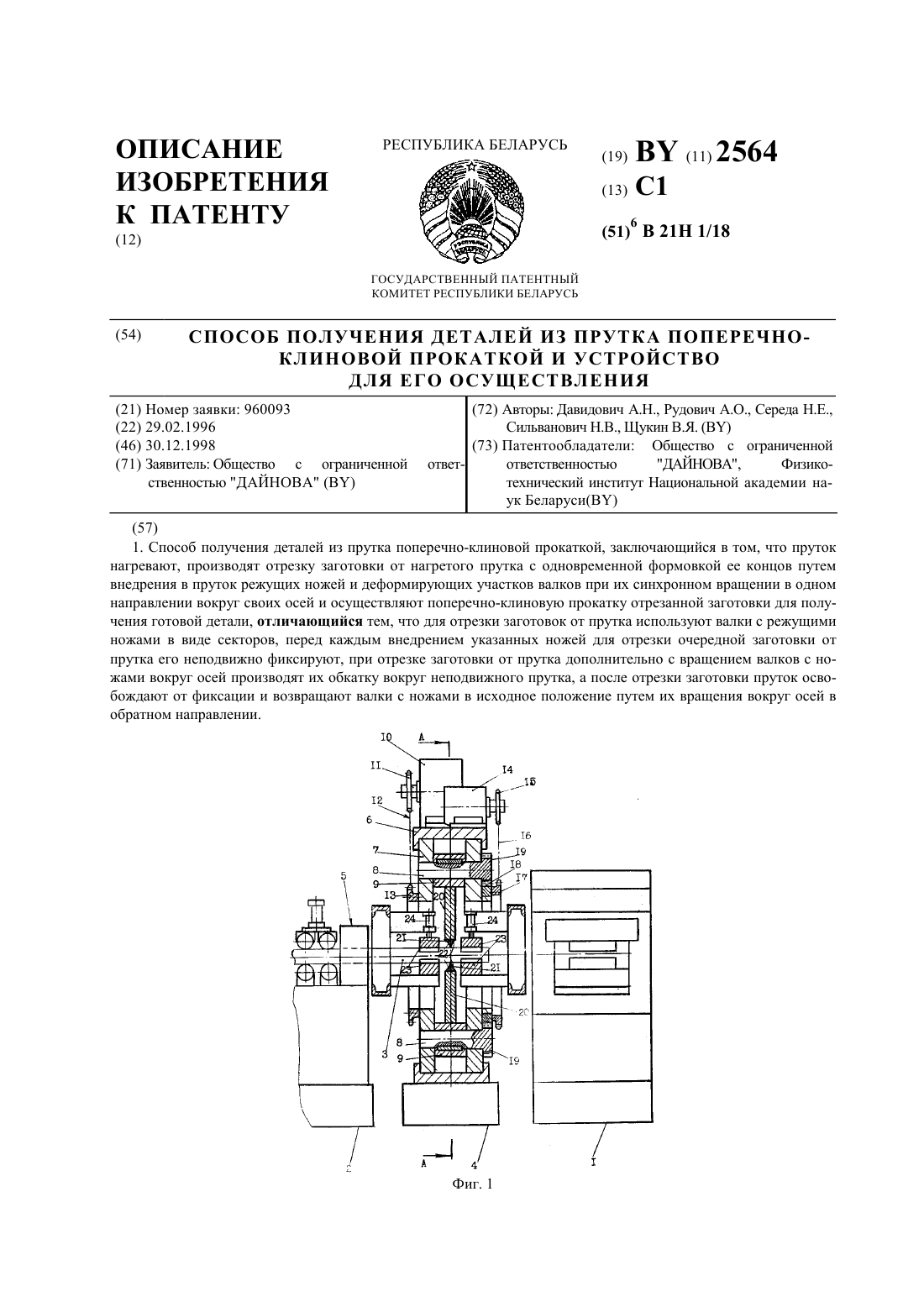
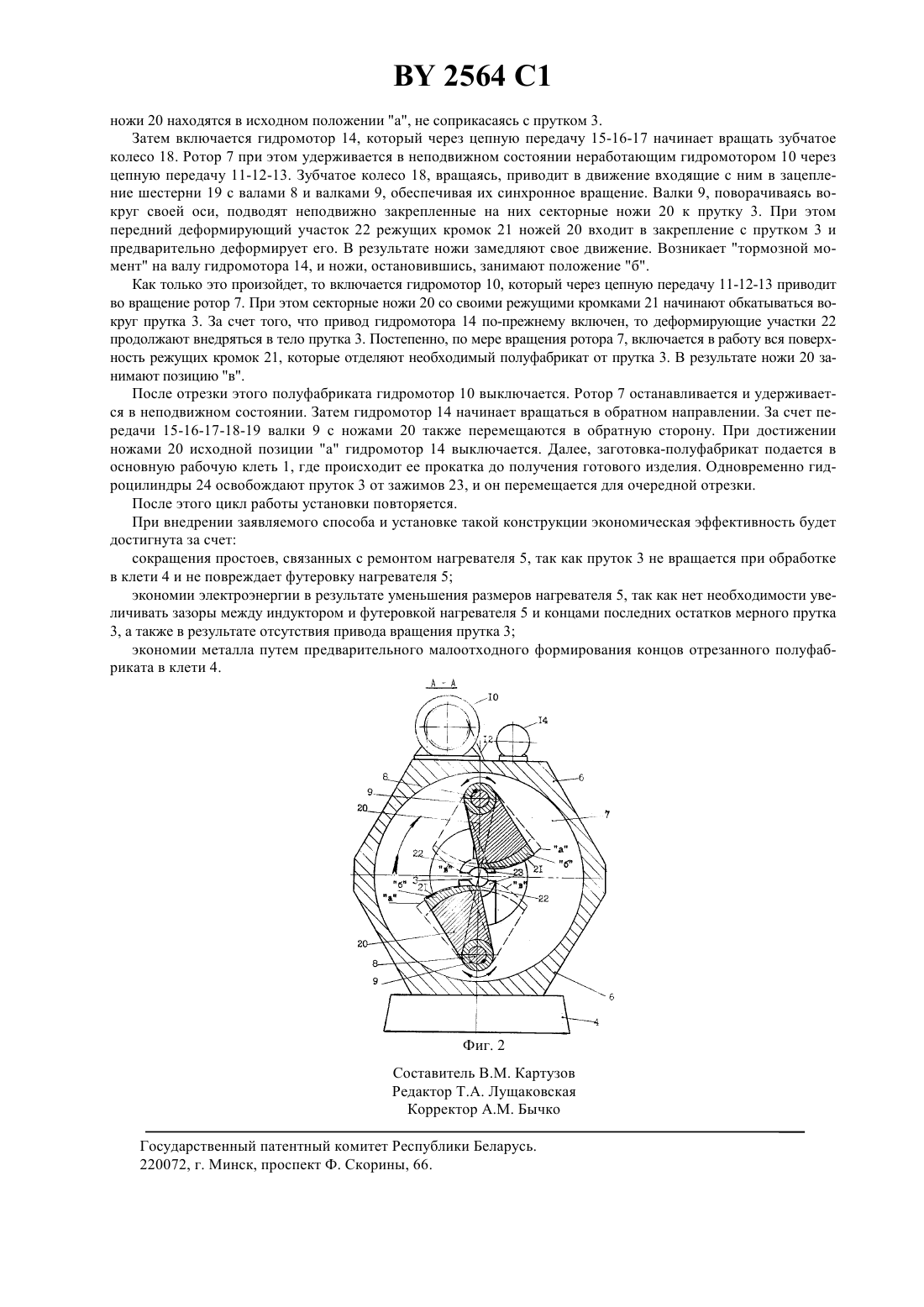
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА ПОПЕРЕЧНОКЛИНОВОЙ ПРОКАТКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(73) Патентообладатели Общество с ограниченной ответственностью ДАЙНОВА,Физикоответтехнический институт Национальной академии наук Беларуси(57) 1. пособ получения деталей из прутка поперечно-клиновой прокаткой, заключающийся в том, что пруток нагревают, производят отрезку заготовки от нагретого прутка с одновременной формовкой ее концов путем внедрения в пруток режущих ножей и деформирующих участков валков при их синхронном вращении в одном направлении вокруг своих осей и осуществляют поперечно-клиновую прокатку отрезанной заготовки для получения готовой детали, отличающийся тем, что для отрезки заготовок от прутка используют валки с режущими ножами в виде секторов, перед каждым внедрением указанных ножей для отрезки очередной заготовки от прутка его неподвижно фиксируют, при отрезке заготовки от прутка дополнительно с вращением валков с ножами вокруг осей производят их обкатку вокруг неподвижного прутка, а после отрезки заготовки пруток освобождают от фиксации и возвращают валки с ножами в исходное положение путем их вращения вокруг осей в обратном направлении. 2564 1 2. Устройство для получения деталей из прутка поперечно-клиновой прокаткой, содержащее основную рабочую клеть с формообразующими валками, механизм загрузки и нагрева прутка и расположенную между ними дополнительную рабочую клеть с размещенными в ней проводками для прутка и валками с режущими ножами и деформирующими участками, установленными на соосных валах, связанных с приводом их синхронного вращения, отличающееся тем, что устройство снабжено ротором с приводом его вращения, валы упомянутых валков смонтированы в указанном роторе в его диаметральной плоскости, а привод синхронного вращения валков выполнен реверсивным, при этом проводки выполнены в виде зажимов, связанных с силовым приводом, режущие ножи валков выполнены в виде секторов, а деформирующие участки образованы боковыми поверхностями режущих кромок секторов.(56) 1. А.Н.Целиков и др. Поперечно-клиновая прокатка в машиностроении. -М., Машиностроение, 1982.-С. 97107. 2. , А, 1465161, МПК 21 1/18, 1989 (прототип). Изобретение относится к обработке металлов давлением и касается получения деталей, преимущественно типа ступенчатый вал, посредством поперечно-клиновой прокатки. Известен способ получения деталей из прутка путем поперечно-клиновой прокатки, заключающийся в том, что вначале пруток разрезают на заготовки, которые затем поочередно после нагрева формуют с отрезкой концов до получения готового изделия 1. Известно также устройство для осуществления этого способа, содержащее рабочую клеть и механизм загрузки с нагревом прутковых заготовок 1. Однако у такого способа, осуществляемого с помощью данного устройства, низкий коэффициент использования металла. Из-за этого повышается содержание концевых отходов и ухудшается экономичность использования технологии поперечно-клиновой прокатки. Упомянутый недостаток устраняется при использовании способа получения деталей из прутка путем поперечно-клиновой прокатки, который наиболее близок к заявляемому изобретению и заключается в том, что пруток нагревают и поочередно внедряют в него режущие кромки и деформирующие участки валков, которые синхронно вращают в одном направлении вокруг своих осей, с одновременным вращением прутка, осуществляя при этом отрезку от него заготовок, с одновременной формовкой их концов, а затем, сразу же после отделения от прутка, каждую заготовку прокатывают до получения готового изделия 2. Для осуществления более эффективного способа применяется устройство, содержащее основную рабочую клеть, механизм загрузки и нагрева прутка и расположенную между ними дополнительную рабочую клеть с размещенными в ней проводками для прутка и валками, установленными на соосных валах, связанных с приводом их синхронного вращения, и снабженными деформирующими участками и отрезными ножами 2. Однако известный способ и устройство для его осуществления обладают рядом недостатков, вызванных как особенностью осуществления процесса отрезки заготовок от прутка, так и особенностью конструкции дополнительной клети, где происходит этот процесс. Дело в том, что во время обработки заготовки в дополнительной клети пруток вращается. Поэтому, имея определенную кривизну, при вращении он описывает своими крайними точками окружность большего размера, чем фактический диаметр прутка. Например, пруток диаметром 60 мм и длиной 6 м с допускаемой кривизной 0,5 от длины прутка (что составит 30 мм) при вращении будет описывать окружность диаметром 60 30 х 2120 мм, т.е. в два раза больше фактического диаметра. Поэтому, если применять компактный нагреватель, соответствующий диаметру прутка, то прокатная установка будет работать ненадежно из-за частых повреждений концами прутка футеровки нагревателя. С учетом этого приходится делать нагреватель исходя не из фактического диаметра прутка, а из диаметра, описываемого его крайними точками при вращении, оставляя между прутком и футеровкой нагревателя достаточно большой зазор. В результате, из-за наличия такого зазора (сравнимого с диаметром прутка) для нагрева металла до требуемой температуры необходимо значительно повышать мощность нагревателя, что ведет к перерасходу электроэнергии. Это особенно экономически невыгодно при использовании широко распространенных индукционных нагревателей, работающих с использованием токов высокой частоты. Задачей, решаемой изобретенным способом и устройством, является устранение вращения прутка путем изменения принципа отрезки заготовок от прутка и формовки их концов, а также путем изменения конструкции дополнительной клети с сохранением остальных признаков для осуществления поперечно-клиновой прокатки деталей из прутка. Поставленная задача решается тем, что в способе получения деталей из прутка поперечно-клиновой прокаткой,заключающемся в том, что пруток нагревают, производят отрезку заготовки от нагретого прутка с одновременной формовкой ее концов путем внедрения в пруток режущих ножей и деформирующих участков валков при их синхронном вращении в одном направлении вокруг своих осей, и осуществляют попречно-клиновую прокатку отрезанной заготовки для получения готовой детали, имеются существенные отличия, а именно для отрезки заготовок 2 2564 1 от прутка используют валки с режущими ножами в виде секторов, перед каждым внедрением указанных ножей для отрезки очередной заготовки от прутка его неподвижно фиксируют, при отрезке заготовки от прутка дополнительно с вращением валиков с ножами вокруг осей производят их обкатку вокруг неподвижного прутка, а после отрезки заготовки пруток освобождают от фиксации и возвращают валки с ножами в исходное положение путем их вращения вокруг осей в обратном направлении. Использование валков с режущими кромками в виде секторов и неподвижная фиксация прутка устраняет отрицательное явление вращения прутка во время процесса отрезки и предварительной формовки заготовок. Поворот вращающихся валков вокруг прутка обеспечит процесс получения деталей поперечно-клиновой прокаткой. Поставленная задача решается также тем, что в устройстве для получения деталей из прутка поперечно-клиновой прокаткой, содержащем основную рабочую клеть с формообразующими валками, механизм загрузки и нагрева прутка и расположенную между ними дополнительную рабочую клеть с размещенными в ней проводками для прутка и валками с режущими ножами и деформирующими участками, установленными на соосных валах, связанных с приводом их синхронного вращения, введены следующие отличительные признаки устройство снабжено ротором с приводом его вращения, валы упомянутых валков смонтированы в указанном роторе в его диаметральной плоскости, а привод синхронного вращения валков выполнен реверсивным, при этом проводки выполнены в виде зажимов, связанных с силовым приводом, режущие ножи валков выполнены в виде секторов, а деформирующие участки образованы боковыми поверхностями режущих кромок секторов. Установка валков в роторе, связанном с приводом его вращения, позволит производить начальное формование и отрезку заготовки путем обкатывания вокруг нее отрезанных ножей, предварительно внедренных в заготовку и постепенно перемещаемых навстречу друг к другу. Выполнение привода синхронного вращения валов валков реверсивным обеспечит автоматический возврат ножей в исходное положение после отрезки заготовки. Выполнение проводок для прутка в виде зажимов, связанных с силовым приводом, позволит надежно фиксировать пруток при выполнении операции отрезки неподвижно. Выполнение отрезных ножей валков в виде секторов с режущими кромками позволит обеспечить процесс формирования и отрезки заготовки по мере вращения ротора и перемещения ножей за счет возникновения сил трения и контакта режущая кромка-заготовка. Образование деформирующих участков валков боковыми поверхностями режущих кромок ножей обеспечивает начальное внедрение ножей в тело заготовки и формирование отрезных концов за счет упомянутых сил трения. Сущность заявляемого изобретения поясняется чертежами. На фиг.1 показан общий вид устройства на фиг.2 - разрез А-А по дополнительной клети. Устройство для поперечно-клиновой прокатки прутковой заготовки содержит основную рабочую клеть 1,механизм 2 загрузки и нагрева прутка 3 и расположенную между ними дополнительную рабочую клеть 4. Механизм 2 снабжен индукционным нагревателем 5. Клеть 4 состоит из корпуса 6, в котором размещен ротор 7. В роторе 7 установлены соосно валы 8 валков 9. Ротор 7 связан с приводом его вращения, например от гидромотора 10 через звездочку 11, цепь 12 и звездочку 13. Привод синхронного вращения соосных валов 8 выполнен реверсивным, например от реверсивного гидромотора 14 поворотного действия через звездочку 15, цепь 16, звездочку 17, зубчатое колесо 18 и шестерни 19 валов 8. Валки 9 снабжены отрезными ножами 20, выполненными в виде секторов с режущими кромками 21, боковые поверхности которых образуют деформирующие участки 22. В клети 4 размещены также проводки 23 для поддержания и направления прутка 3 и заготовок. Проводки 23 выполнены в виде зажимов, связанных с силовым приводом например с гидроцилиндром 24. Устройство снабжено также вспомогательными механизмами (не показаны) отделения мерного прутка определенной длины, его подачи в клеть 1 и подачи отрезанной заготовки полуфабриката туда же. Способ получения деталей из прутка путем поперечно-клиновой прокатки осуществляется следующим образом. В механизме 2 осуществляется отделение единичного прутка 3 мерной длины и его подача через индукционный нагреватель 5 в проводке 23 рабочей клети 4. Проходя через нагреватель 5 пруток 3 нагревается токами высокой частоты до температуры пластической деформации. Далее, с помощью управления гидроцилиндрами 24 происходит зажим и фиксация прутка 3 в проводках 23. Причем 2564 1 ножи 20 находятся в исходном положении а, не соприкасаясь с прутком 3. Затем включается гидромотор 14, который через цепную передачу 15-16-17 начинает вращать зубчатое колесо 18. Ротор 7 при этом удерживается в неподвижном состоянии неработающим гидромотором 10 через цепную передачу 11-12-13. Зубчатое колесо 18, вращаясь, приводит в движение входящие с ним в зацепление шестерни 19 с валами 8 и валками 9, обеспечивая их синхронное вращение. Валки 9, поворачиваясь вокруг своей оси, подводят неподвижно закрепленные на них секторные ножи 20 к прутку 3. При этом передний деформирующий участок 22 режущих кромок 21 ножей 20 входит в закрепление с прутком 3 и предварительно деформирует его. В результате ножи замедляют свое движение. Возникает тормозной момент на валу гидромотора 14, и ножи, остановившись, занимают положение б. Как только это произойдет, то включается гидромотор 10, который через цепную передачу 11-12-13 приводит во вращение ротор 7. При этом секторные ножи 20 со своими режущими кромками 21 начинают обкатываться вокруг прутка 3. За счет того, что привод гидромотора 14 по-прежнему включен, то деформирующие участки 22 продолжают внедряться в тело прутка 3. Постепенно, по мере вращения ротора 7, включается в работу вся поверхность режущих кромок 21, которые отделяют необходимый полуфабрикат от прутка 3. В результате ножи 20 занимают позицию в. После отрезки этого полуфабриката гидромотор 10 выключается. Ротор 7 останавливается и удерживается в неподвижном состоянии. Затем гидромотор 14 начинает вращаться в обратном направлении. За счет передачи 15-16-17-18-19 валки 9 с ножами 20 также перемещаются в обратную сторону. При достижении ножами 20 исходной позиции а гидромотор 14 выключается. Далее, заготовка-полуфабрикат подается в основную рабочую клеть 1, где происходит ее прокатка до получения готового изделия. Одновременно гидроцилиндры 24 освобождают пруток 3 от зажимов 23, и он перемещается для очередной отрезки. После этого цикл работы установки повторяется. При внедрении заявляемого способа и установке такой конструкции экономическая эффективность будет достигнута за счет сокращения простоев, связанных с ремонтом нагревателя 5, так как пруток 3 не вращается при обработке в клети 4 и не повреждает футеровку нагревателя 5 экономии электроэнергии в результате уменьшения размеров нагревателя 5, так как нет необходимости увеличивать зазоры между индуктором и футеровкой нагревателя 5 и концами последних остатков мерного прутка 3, а также в результате отсутствия привода вращения прутка 3 экономии металла путем предварительного малоотходного формирования концов отрезанного полуфабриката в клети 4. Фиг. 2 оставитель В.М. Картузов Редактор Т.А. Лущаковская Корректор А.М. Бычко Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21H 1/18
Метки: деталей, прутка, способ, получения, прокатки, этого, поперечно-клиновой, способа, осуществления, устройство, путем
Код ссылки
<a href="https://by.patents.su/4-2564-sposob-polucheniya-detalejj-iz-prutka-putem-poperechno-klinovojj-prokatki-i-ustrojjstvo-dlya-osushhestvleniya-etogo-sposoba.html" rel="bookmark" title="База патентов Беларуси">Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа</a>
Стан для поперечно-клиновой прокатки

Номер патента: 2301
Опубликовано: 30.09.1998
Авторы: Сильванович Николай Владимирович, Рудович Александр Олегович
МПК: B21H 1/18
Метки: прокатки, стан, поперечно-клиновой
Текст:
...(верхняя) кинематически связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг....
Стан для поперечно-клиновой прокатки
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Сильванович Николай Владимирович, Рудович Александр Олегович, Полюхович Адам Петрович
МПК: B21H 1/18
Метки: стан, прокатки, поперечно-клиновой
Текст:
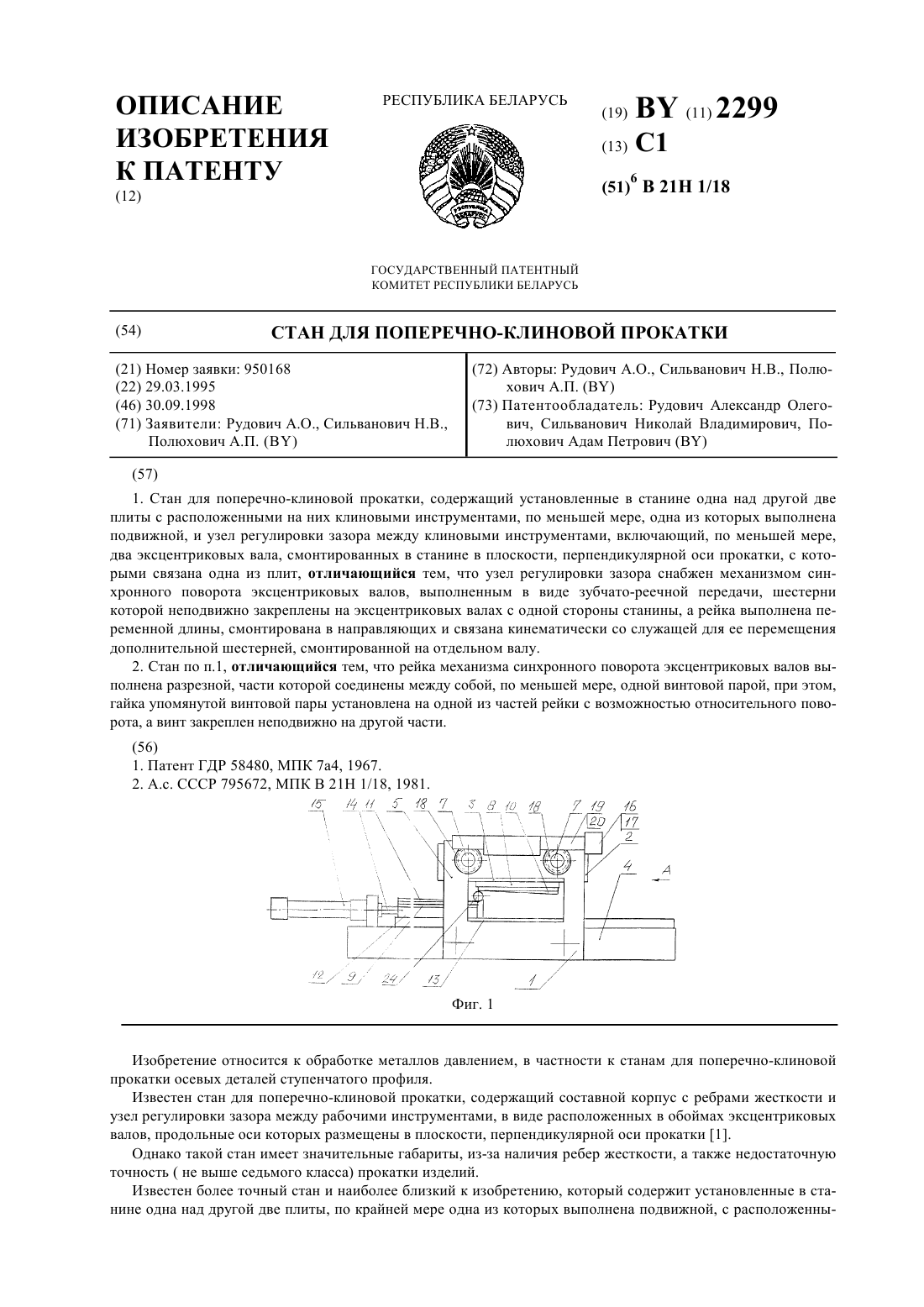
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Инструмент для поперечно-клиновой прокатки
Номер патента: 2369
Опубликовано: 30.09.1998
Автор: Куксенков Василий Андреевич
МПК: B21H 1/18
Метки: инструмент, поперечно-клиновой, прокатки
Текст:
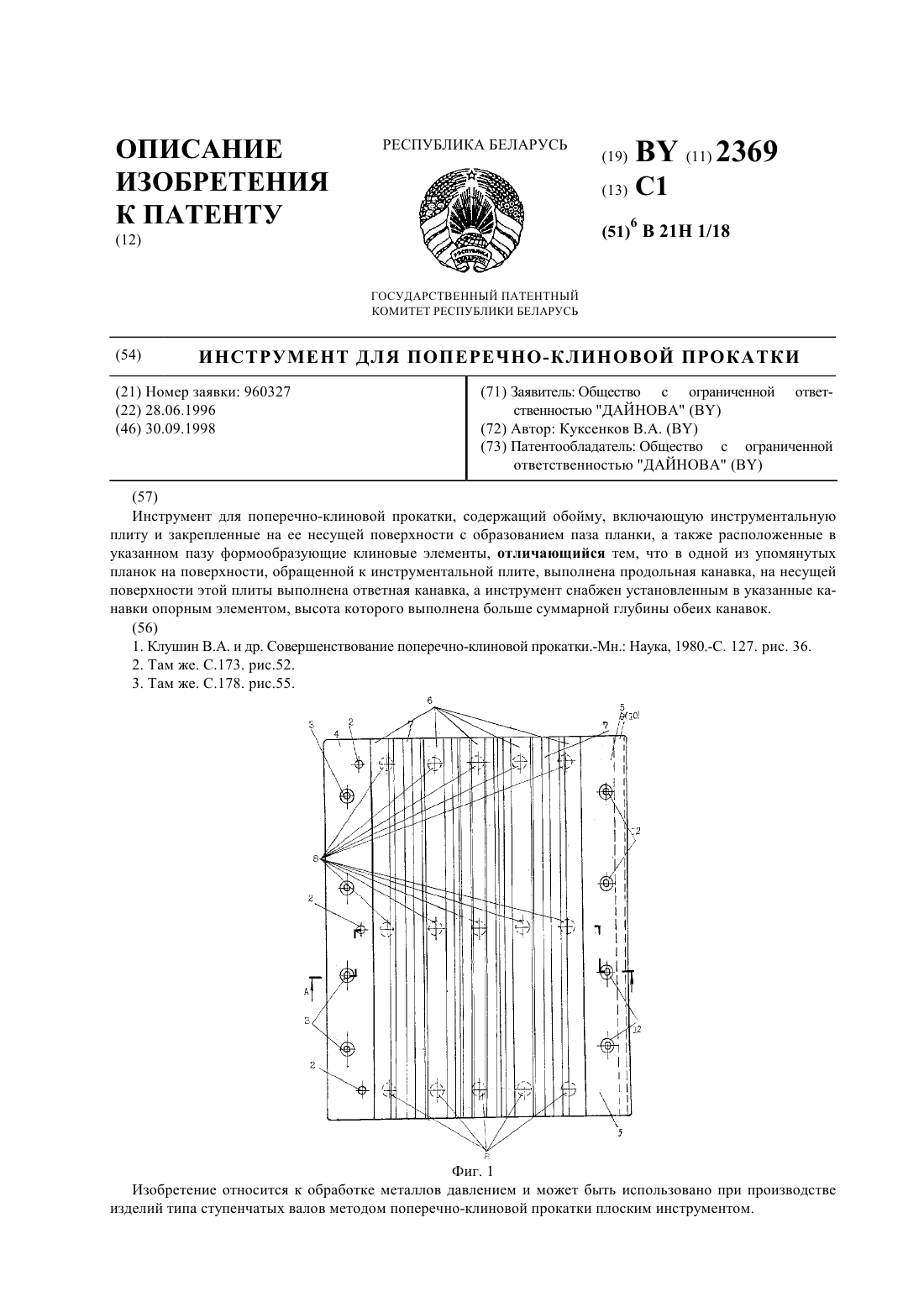
...узких формообразующих клиновых элементов любой длины. Кроме того, в задачу входит также и уменьшение трудоемкости изготовления инструмента за счет дополнительного сжатия набора клиновых элементов по всей длине паза. Сущность изобретения заключается в том, что в инструменте для поперечно-клиновой прокатки,одержащем обойму, включающую инструментальную плиту и закрепленные на ее несущей поверхности с образованием паза планки, а также...
Устройство для поперечной прокатки изделий из прутка
Номер патента: 2228
Опубликовано: 30.09.1998
Авторы: Пучко Александр Владимирович, Степаненко Александр Васильевич, Рудович Александр Олегович, Сильванович Николай Владимирович
Метки: прутка, поперечной, прокатки, изделий, устройство
Текст:
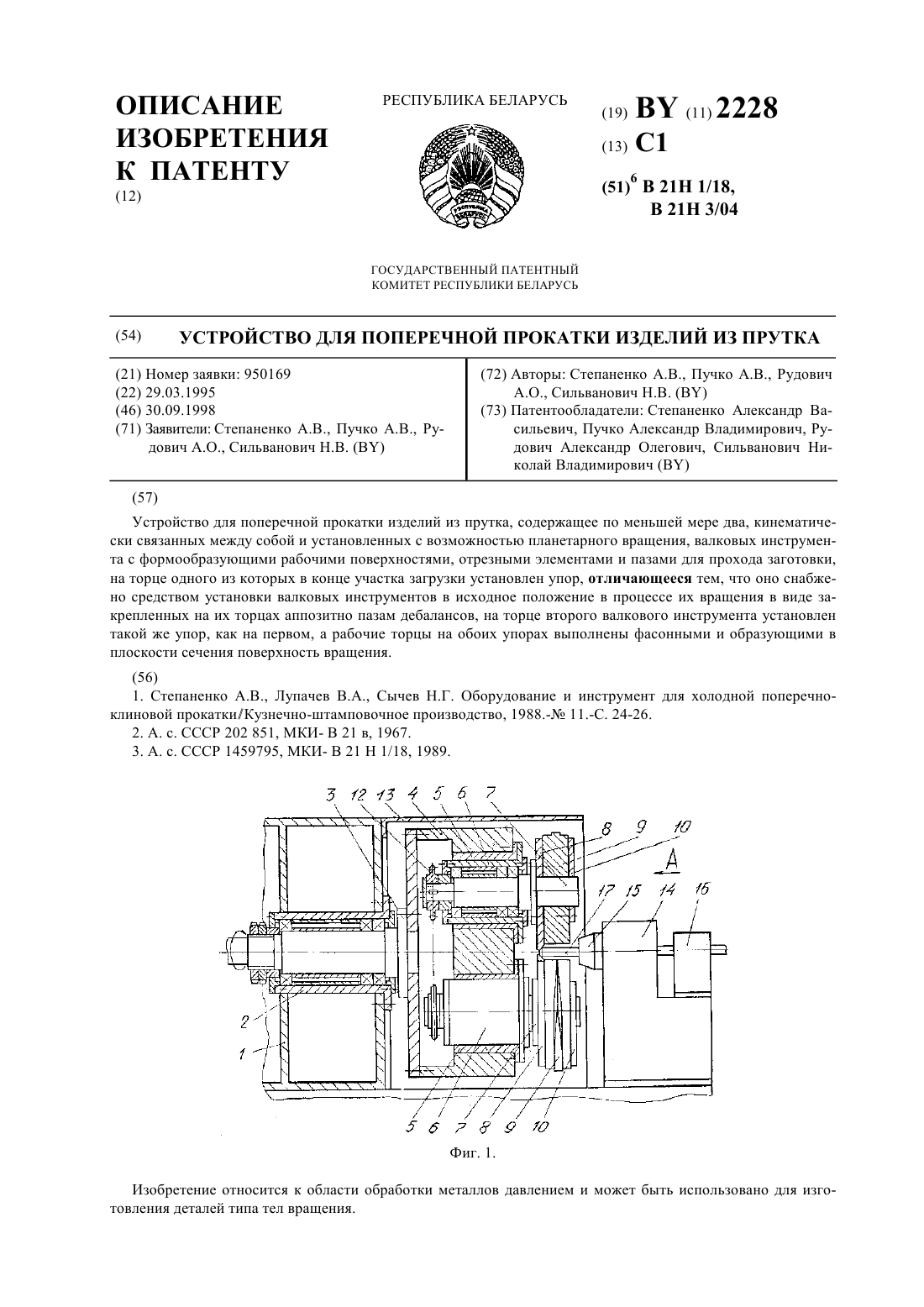
...выполненные в виде дисков упоры 8 и клиновые валковые инструменты 9. Упоры 8 установлены также на торцах этих инструментов 9, в которых имеются пазы Б (углубления) для прохода заготовки. Напротив пазов Б расположены рабочие установки упоров 8. Устройство снабжено средством установки инструментов 9 в исходное положение в процессе их вращения в виде закрепленных на их торцах аппозитно пазам Б дебалансов 10. Дебалансы 10 сориентированы...
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Щукин В. Я., Ермолович В. И., Садко В. И., Клушин В. А.
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, стан
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Предыдущий патент: Адсорбент для сбора нефти, нефтепродуктов, масел и углеводородов с поверхности воды и почвы
Следующий патент: Каркас многоэтажного здания