Способ поверхностного упрочнения твердосплавных изделий на кобальтовой связке
Номер патента: 16854
Опубликовано: 28.02.2013
Авторы: Побережный Сергей Владимирович, Ильющенко Александр Федорович
Текст
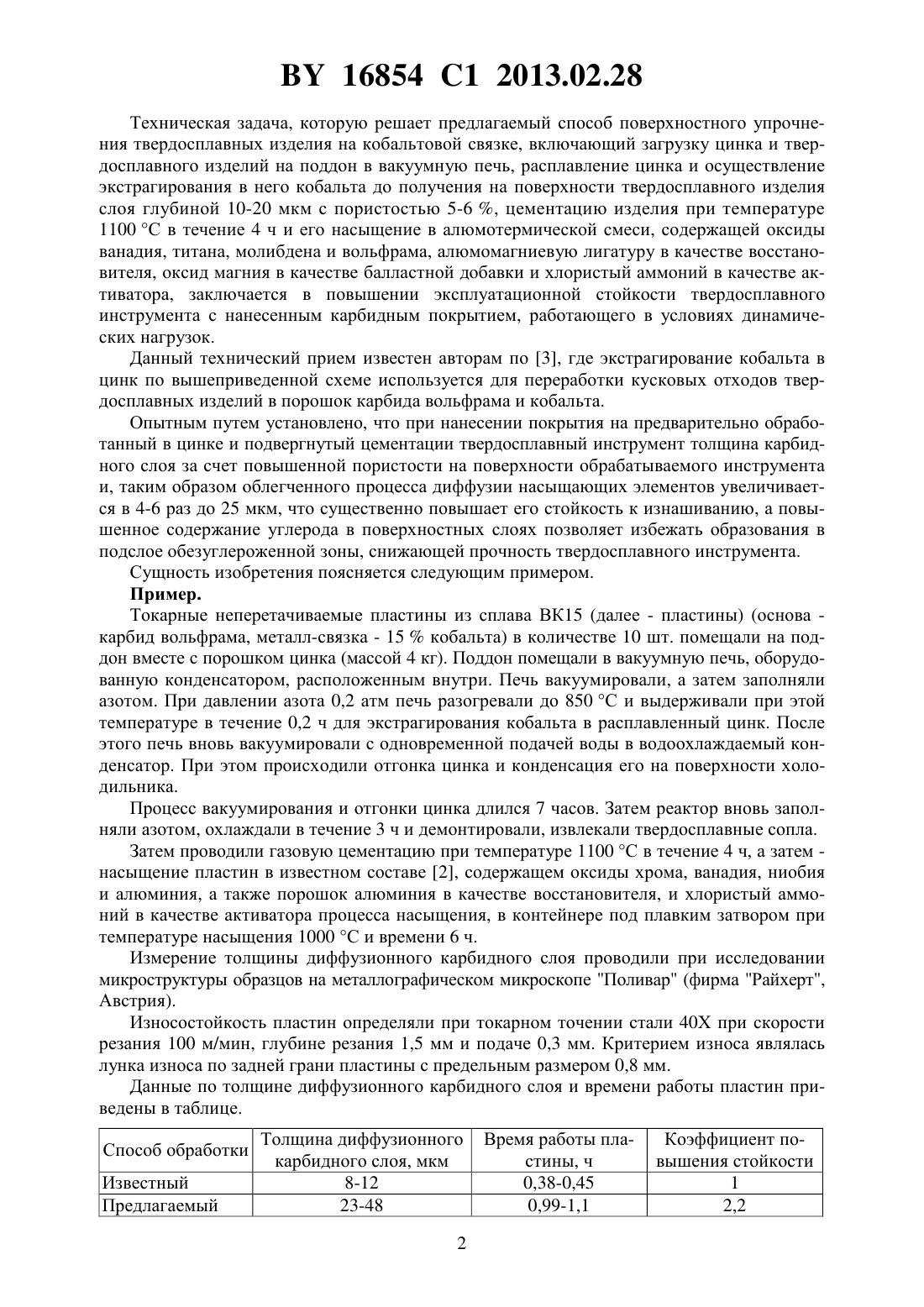
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЙ НА КОБАЛЬТОВОЙ СВЯЗКЕ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Ильющенко Александр Федорович Побережный Сергей Владимирович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ поверхностного упрочнения твердосплавного изделия на кобальтовой связке,включающий загрузку цинка и твердосплавного изделия на поддон в вакуумную печь,расплавление цинка и осуществление экстрагирования в него кобальта до получения на поверхности твердосплавного изделия слоя глубиной 10-20 мкм с пористостью 5-6 , цементацию изделия при температуре 1100 С в течение 4 часов и его насыщение в алюмотермической смеси, содержащей оксиды ванадия, титана, молибдена и вольфрама,алюмомагниевую лигатуру в качестве восстановителя, оксид магния в качестве балластной добавки и хлористый аммоний в качестве активатора. Изобретение относится к области порошковой металлургии, в частности к способам поверхностного упрочнения твердосплавных изделий, и может быть использовано для изготовления твердосплавных изделий, работающих в условиях высоких давлений и температур. Известны составы для химико-термической обработки твердых сплавов в алюмотермических смесях на основе оксидов переходных металлов 1. Недостатками данного способа поверхностного упрочнения твердых сплавов являются слабая адгезия образующегося покрытия к твердосплавной подложке и, как следствие, повышенная скалываемость покрытия при эксплуатации. В качестве прототипа выбран способ поверхностного упрочнения в составе для комплексного насыщения твердосплавного инструмента, содержащем оксиды хрома, ванадия,ниобия и алюминия, а также порошок алюминия в качестве восстановителя и хлористый аммоний в качестве активатора процесса насыщения 2. Насыщение твердосплавного инструмента проводят в контейнере под плавким затвором. При таком способе поверхностного упрочнения твердосплавного инструмента толщина диффузионного карбидного слоя не превышает 12 мкм, что недостаточно для эффективного повышения износостойкости твердосплавного инструмента, работающего в условиях интенсивного абразивного износа,например пескоструйных сопел и проводок металлокорда. 16854 1 2013.02.28 Техническая задача, которую решает предлагаемый способ поверхностного упрочнения твердосплавных изделия на кобальтовой связке, включающий загрузку цинка и твердосплавного изделий на поддон в вакуумную печь, расплавление цинка и осуществление экстрагирования в него кобальта до получения на поверхности твердосплавного изделия слоя глубиной 10-20 мкм с пористостью 5-6 , цементацию изделия при температуре 1100 С в течение 4 ч и его насыщение в алюмотермической смеси, содержащей оксиды ванадия, титана, молибдена и вольфрама, алюмомагниевую лигатуру в качестве восстановителя, оксид магния в качестве балластной добавки и хлористый аммоний в качестве активатора, заключается в повышении эксплуатационной стойкости твердосплавного инструмента с нанесенным карбидным покрытием, работающего в условиях динамических нагрузок. Данный технический прием известен авторам по 3, где экстрагирование кобальта в цинк по вышеприведенной схеме используется для переработки кусковых отходов твердосплавных изделий в порошок карбида вольфрама и кобальта. Опытным путем установлено, что при нанесении покрытия на предварительно обработанный в цинке и подвергнутый цементации твердосплавный инструмент толщина карбидного слоя за счет повышенной пористости на поверхности обрабатываемого инструмента и, таким образом облегченного процесса диффузии насыщающих элементов увеличивается в 4-6 раз до 25 мкм, что существенно повышает его стойкость к изнашиванию, а повышенное содержание углерода в поверхностных слоях позволяет избежать образования в подслое обезуглероженной зоны, снижающей прочность твердосплавного инструмента. Сущность изобретения поясняется следующим примером. Пример. Токарные неперетачиваемые пластины из сплава ВК 15 (далее - пластины) (основа карбид вольфрама, металл-связка - 15 кобальта) в количестве 10 шт. помещали на поддон вместе с порошком цинка (массой 4 кг). Поддон помещали в вакуумную печь, оборудованную конденсатором, расположенным внутри. Печь вакуумировали, а затем заполняли азотом. При давлении азота 0,2 атм печь разогревали до 850 С и выдерживали при этой температуре в течение 0,2 ч для экстрагирования кобальта в расплавленный цинк. После этого печь вновь вакуумировали с одновременной подачей воды в водоохлаждаемый конденсатор. При этом происходили отгонка цинка и конденсация его на поверхности холодильника. Процесс вакуумирования и отгонки цинка длился 7 часов. Затем реактор вновь заполняли азотом, охлаждали в течение 3 ч и демонтировали, извлекали твердосплавные сопла. Затем проводили газовую цементацию при температуре 1100 С в течение 4 ч, а затем насыщение пластин в известном составе 2, содержащем оксиды хрома, ванадия, ниобия и алюминия, а также порошок алюминия в качестве восстановителя, и хлористый аммоний в качестве активатора процесса насыщения, в контейнере под плавким затвором при температуре насыщения 1000 С и времени 6 ч. Измерение толщины диффузионного карбидного слоя проводили при исследовании микроструктуры образцов на металлографическом микроскопе Поливар (фирма Райхерт,Австрия). Износостойкость пластин определяли при токарном точении стали 40 Х при скорости резания 100 м/мин, глубине резания 1,5 мм и подаче 0,3 мм. Критерием износа являлась лунка износа по задней грани пластины с предельным размером 0,8 мм. Данные по толщине диффузионного карбидного слоя и времени работы пластин приведены в таблице. Способ обработки Известный Предлагаемый Толщина диффузионного карбидного слоя, мкм 8-12 23-48 2 Коэффициент повышения стойкости 1 2,2 16854 1 2013.02.28 Таким образом, толщина диффузионного карбидного покрытия увеличилась в 3-4 раза,а износостойкость пластин из сплава ВК 15 - в 2,2 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
Метки: изделий, поверхностного, твердосплавных, кобальтовой, упрочнения, связке, способ
Код ссылки
<a href="https://by.patents.su/3-16854-sposob-poverhnostnogo-uprochneniya-tverdosplavnyh-izdelijj-na-kobaltovojj-svyazke.html" rel="bookmark" title="База патентов Беларуси">Способ поверхностного упрочнения твердосплавных изделий на кобальтовой связке</a>
Способ поверхностного упрочнения изделий
Номер патента: 15546
Опубликовано: 28.02.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: C23C 14/38, C23C 8/00
Метки: изделий, упрочнения, поверхностного, способ
Текст:
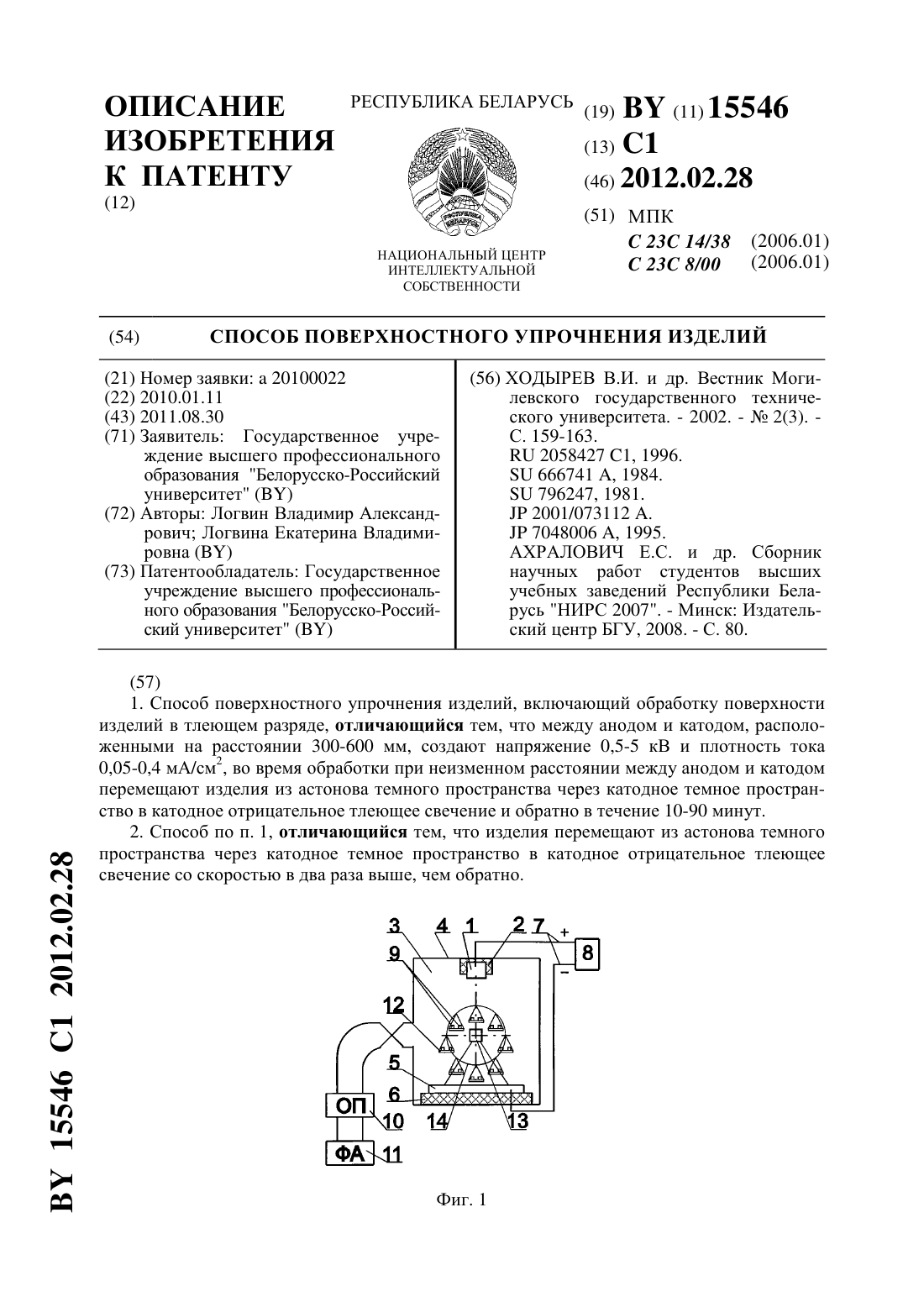
...в лабораторной практике используют тлеющий разряд для катодного распыления материалов 2. Причина катодного распыления заключается в том, что каждый положительный ион при соударении с катодом и изделиями передает свою энергию небольшой группе атомов катода и изделий. Это приводит к сильному местному повышению температуры, возникающему в отдельных микроскопических областях катода и изделий, которое и приводит к испарению компонентов, входящих в...
Способ поверхностного упрочнения твердосплавного изделия на основе карбида вольфрама с нанесенным карбидным покрытием
Номер патента: 16202
Опубликовано: 30.08.2012
Авторы: Побережный Сергей Владимирович, Шелехина Виктория Михайловна, Кузнечик Олег Ольгердович
МПК: C22C 29/08, C21D 1/09, B22F 3/24...
Метки: нанесенным, покрытием, карбидным, карбида, основе, вольфрама, упрочнения, твердосплавного, способ, изделия, поверхностного
Текст:
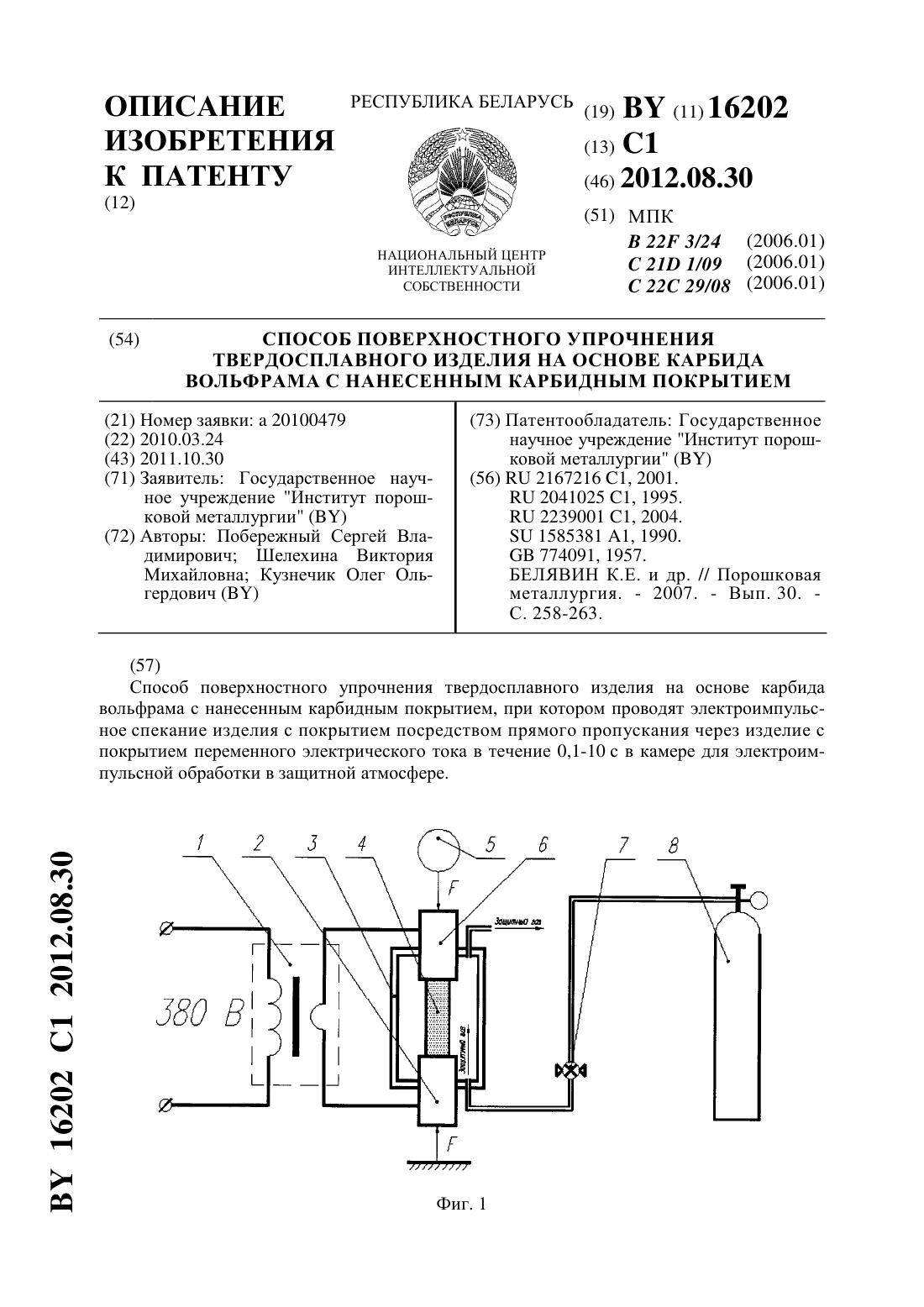
...обработки твердосплавных пластин осуществляется следующим образом. В защитную камеру 3 в пространство между электродами 2 и 6 устанавливается пластина 4, подлежащая электроимпульсной обработке. Камера 3 герметично закрывается, в ее внутреннее пространство посредством открытия вентиля баллона 8 начинает поступать защитный газ. Требуемое давление газа и его расход регулируется с помощью редуктора 7. Затем с помощью устройства нагружения...
Способ поверхностного упрочнения изделий из металла или сплава

Номер патента: 15276
Опубликовано: 30.12.2011
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: C23C 14/38, C23C 8/00
Метки: способ, сплава, упрочнения, поверхностного, металла, изделий, или
Текст:
...дефектов 3. При этом ионы материала анода, покидающие анод, внедряются в поверхностный слой упрочняемого изделия с образованием устойчивых связей с кристаллической решеткой материала изделия, изменяя структуру поверхностного слоя упрочняемого изделия особенно в местах с повышенной плотностью дефектов, что препятствует распаду мартенсита. Вследствие увеличения межатомных расстояний в кристаллической решетке и под действием катодного падения...
Способ изготовления твердосплавных изделий
Номер патента: 16853
Опубликовано: 28.02.2013
Авторы: Побережный Сергей Владимирович, Шелехина Виктория Михайловна
МПК: B22F 3/23, C23C 8/02, B22F 3/12...
Метки: твердосплавных, изделий, изготовления, способ
Текст:
...железоуглеродистых легированных сплавах (диффузионный износ), являющееся основной причиной износа твердосплавного инструмента при токарном точении за счет высоких температур, возникающих в зоне резания из-за высоких скоростей точения. Кроме того, использование дополнительного электроимпульсного спекания позволяет убрать обезуглероженный подслой, образующийся при диффузии углерода из карбида вольфрама основы в образующийся...
Способ изготовления твердосплавных изделий на основе карбида вольфрама
Номер патента: 13641
Опубликовано: 30.10.2010
Авторы: Белявин Клементий Евгеньевич, Побережный Сергей Владимирович, Минько Дмитрий Вацлавович, Решетников Николай Вячеславович
МПК: B22F 3/12, C22C 29/06
Метки: изделий, карбида, твердосплавных, основе, способ, вольфрама, изготовления
Текст:
...с целью удаления пластификатора. 13641 1 2010.10.30 Операцию окончательного спекания проводили в печи СГВ-2.4.2/15 ИЗ. Режим спекания выбрали следующий подъем до 900 С - 120 мин, выдержка при 900 С - 30 мин,подъем до 1200 С - 60 мин, выдержка при 1200 С - 30 мин, подъем до 1380 С - 90 мин,выдержка - 40 мин. Охлаждение до 800 С, выдержка при 800 С - 40 мин, далее охлаждение с печью до комнатной температуры. Остаточное давление - 1,3310 Па....
Предыдущий патент: Устройство для быстрого пиролиза биомассы
Следующий патент: Способ изготовления спеченного абразивсодержащего изделия
Случайный патент: Хирургический инструмент