Способ изготовления спеченного абразивсодержащего изделия
Номер патента: 16849
Опубликовано: 28.02.2013
Авторы: Мороз Денис Александрович, Лашук Александр Михайлович, Баран Анатолий Александрович, Витко Жанна Александровна
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННОГО АБРАЗИВСОДЕРЖАЩЕГО ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Баран Анатолий Александрович Витко Жанна Александровна Лашук Александр Михайлович Мороз Денис Александрович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) 1. Способ изготовления спеченного абразивного изделия, включающий приготовление абразивсодержащего и безабразивного порошковых материалов различного химического состава, размещение их по слоям в пресс-форме и совместное спекание, при этом используют безабразивный материал, обеспечивающий более высокую прочность соединения с корпусом инструмента при креплении методом лазерной или электронно-лучевой сварки,чем абразивсодержащий материал, отличающийся тем, что используют абразивсодержащий материал с содержанием железа не менее 5 об.и безабразивный материал, содержащий 12-40 об.железа и не менее 25 об.никеля, обладающий уплотняемостью до пористости не более 5 при температуре и давлении спекания абразивсодержащего материала. 2. Способ по п. 1, отличающийся тем, что используют безабразивный материал, обеспечивающий при его соединении с корпусом инструмента методом лазерной или электроннолучевой сварки более высокую ударную вязкость сварного шва, чем абразивсодержащий материал. Изобретение относится к процессам изготовления абразивного инструмента методом порошковой металлургии и может быть использовано при производстве отрезного инструмента. Известен способ изготовления абразивных сегментов, при котором сегмент выполняется из двух слоев - абразивсодержащего и безабразивного слоя - подложки того же химсостава, но без абразивных зерен 1. Безабразивный слой выполняется для снижения трудоемкости подготовки таких сегментов под пайку и увеличения прочности паяного соединения с корпусом круга за счет увеличения площади контакта металлических поверхностей, существенно лучше смачиваемых припоем, чем абразивные частицы. Обеспечивая 16849 1 2013.02.28 хорошее соединение слоя-подложки и абразивосодержащего слоя, данный способ не позволяет его широко использовать при применении других более эффективных методов крепления сегментов к корпусу - лазерной и электронно-дуговой сварки, т.к. для данных методов пригодны далеко не все материалы, формируемые методом порошковой металлургии. Так, материалы на основе меди, олова, железа, а также другие материалы с износостойкими наполнителями неметаллической природы в процессе сварки либо не образуют сварного шва, либо последний отличается большим количеством пор, раковин,трещин, прожогов, что в конечном итоге обуславливает его крайне низкие прочностные характеристики, уступающие даже паяному соединению. В качестве прототипа выбран способ 2, включающий приготовление способного к спеканию материала, приготовление из него блока (т.е. прессование) и спекание под давлением, причем само формируемое изделие выполняют из абразивсодержащего и безабразивного слоя, а состав последнего выбирают из условия получения более прочного крепления к корпусной части инструмента, и состав безабразивного слоя может отличаться от состава связки (материала матрицы), использованного для удержания абразивных частиц. Недостатком данного способа является невозможность или неэффективность его реализации вследствие отсутствия в способе приемов, требований и ограничений, необходимых для достижения положительного эффекта. Так, указание на применение в безабразивном слое материала, дающего более прочное его соединение сваркой к корпусу,оказывается недостаточным. При выполнении данного условия и при разности уплотняемости связки абразивсодержащего слоя и материала безабразивного слоя-подложки может иметь место либо повышенная пористость абразивсодержащего слоя (недоуплотнение) и соответственно более низкая стойкость инструмента по сравнению с инструментом с высокоплотной связкой, либо выдавливание части связки абразивсодержащего слоя в зазоры пресс-формы для спекания при недоуплотнении подложки (повышенной ее пористости),что обуславливает опять же более низкую стойкость инструмента, т.к. часть связки абразивсодержащего слоя удаляется в процессе спекания, а не в процессе эксплуатации, а также более низкие по сравнению с реально достижимыми прочностные свойства сварного шва. При более высокой пористости абразивсодержащего слоя вообще возможно его механическое разрушение в случае недостаточной прочности. Задачей изобретения является изготовление абразивного инструмента для резания хрупких материалов - горных пород, строительных и дорожных материалов, огнеупоров,абразивов, керамики и т.д. Техническим результатом изобретения является обеспечение стабильного и высокого качества соединения методом лазерной либо электронно-лучевой сварки абразивных элементов с корпусной частью инструмента, а также достижение более высокого ресурса работы инструмента. Получение технического результата обеспечивается тем, что в способе изготовления спеченного абразивсодержащего изделия, включающем в себя приготовление абразивсодержащего и безабразивного порошковых материалов различного химического состава,размещение их по слоям в пресс-форме и совместное спекание, при этом используют безабразивный материал, обеспечивающий более высокую прочность соединения с корпусом инструмента при креплении методом лазерной или электронно-лучевой сварки, чем абразивсодержащий материал используют абразивсодержащий материал с содержанием железа не менее 5 об.и безабразивный материал, содержащий 12-40 об.железа и не менее 25 об.никеля, обладающий уплотняемостью до пористости не более 5 при температуре и давлении спекания абразивсодержащего материала. Дополнительный эффект может быть получен, если используют безабразивный материал, обеспечивающий при его соединении с корпусом методом лазерной или электроннолучевой сварки более высокую ударную вязкость сварного шва, чем абразивсодержащий материал. 2 16849 1 2013.02.28 При количестве железа более 40 об.и содержании никеля менее 25 об.зона сварки оказывается существенно более хрупкой и малопрочной. При содержании железа менее 12 об.при сварке сегментов с абразивсодержащим материалом на основе железа по зоне сварного шва либо чуть выше его наблюдаются появление трещин и, соответственно,снижение прочности сварного соединения. Появление трещин обуславливается существенной разностью коэффициентов термического расширения материалов связки абразивсодержащего слоя и слоя-подложки и их недостаточно хорошим контактом, формируемым при спекании. При существенной разнице их химсостава возможно отслаивание на стадии сварки. Пример 1. При изготовлении сегментов алмазных типоразмера 403,5 мм (в качестве абразивного материала использован порошок синтетических алмазов) связкой алмазосодержащего слоя являлась композиция 28 511 48 238 , обеспечивающая высокую стойкость отрезного инструмента в сочетании с хорошей производительностью резания. При выполнении условий прототипа в качестве безалмазного слоя может быть использована композиция 32 9 , 48 11 , обеспечивающая хорошую свариваемость со стальным корпусом и высокую прочность сварного шва (среднее усилие излома спеченного образца из данного материала при приложении изгибающей нагрузки под углом 90 составило 37 Н по сравнению с усилием 12 Н, получаемым при лазерной сварке связующей композиции алмазосодержащего материала). Однако при температуре спекания сегментов данного исполнения (920 С) уплотняемость под давлением данного материала подложки оказывается существенно выше (требуется значительно меньшее усилие для получения его беспористой структуры). Это привело к выдавливанию в зазоры части материала подложки при спекании изделия под давлением 1800 Н/см 2, а алмазосодержащий слой остался недоуплотненным (остаточная пористость составила 9-11 ) при обеспечении требуемой по техпроцессу высоты готового изделия 8 мм. Вместо расчетных высотных параметров 6 мм алмазосодержащий слой и 2 мм безалмазный слой-подложка были фактически получены безалмазный слой 1,4 мм и алмазосодержащий слой 6,6 мм,где добавка по высоте последнего получена за счет дополнительной пористости. А это обусловило снижение стойкости отрезного инструмента на 26 по сравнению с инструментом, оснащенным сегментами, которые уплотнены до остаточной пористости 2-3 ,полученной при изготовлении по заявляемому способу. По предложенному способу безалмазный слой-подложку изготавливают из композиции 28 3 16 48 5 . Усилие излома спеченного образца из данного материала подложки при изгибе составляло в среднем 37 Н, т.е. равнялось усилию излома по способу прототипа. При этом спеченное по приведенным выше режимам изделие обеспечивало практически одинаковую уплотняемость алмазосодержащего слоя (высота 6,04 мм) и слоя-подложки (1,96 мм). Стойкость отрезного инструмента по сравнению с инструментом с сегментами, соответствующими способу-прототипу, оказалась выше на 26 , что подтверждает обязательность выполнения условий, представленных в заявляемом способе. Пример 2. При изготовлении того же типоразмера сегментов алмазных по способу прототипа алмазосодержащий слой изготавливался из связки состава 27 6,5 12 47,5 7 ,а безалмазный слой-подложка - из композиции 28 3 1648 5 . При спекании такого двухслойного изделия при приложении давления допрессовки более легко уплотняемая связка абразивсодержащего слоя частично была выдавлена в зазоры пресс-формы, а высота абразивсодержащего слоя составила 5,7 мм против расчетной 6 мм. Высота же подложки составила 2,3 мм, т.к. допрессовка при спекании выполнялась до упора с обеспечением общей высоты изделия 8 мм. При этом плотность подложки составила 87 . 3 16849 1 2013.02.28 По заявляемому способу при этом же составе связки абразивсодержащего слоя для подложки использован материал состава 32 5,5 1740,5 5 . Спекание под давлением такого двухслойного изделия обеспечивает получение абразивсодержащего слоя и безабразивного слоя-подложки требуемой высоты 6 и 2 мм соответственно. Пористость слоя-подложки составляет 2-3 от плотности компактного материала. Усилие излома сварного соединения с корпусом образцов по способу-прототипу дало средний результат 33 Н, а по заявляемому способу 36 Н. Т.е. наличие дополнительной пористости в слое-подложке привело к снижению на 11 прочности сварного соединения, с одной стороны, а с другой стороны, ресурс работы отрезного круга, изготовленного из сегментов по способу-прототипу, на 7 оказался ниже ресурса работы круга по заявляемому способу, что при одинаковом составе абразивсодержащего слоя может быть объяснено меньшей высотой абразивсодержащего слоя изделия по способу-прототипу. Таким образом, выполнение изделия по заявляемому способу обеспечивает достижение положительного эффекта повышения ресурса работы инструмента и прочности крепления сегментов к корпусу при выполнении соединения методом лазерной либо электронно-лучевой сварки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24D 5/06, B22F 3/14, B24D 3/08
Метки: способ, изделия, спеченного, изготовления, абразивсодержащего
Код ссылки
<a href="https://by.patents.su/4-16849-sposob-izgotovleniya-spechennogo-abrazivsoderzhashhego-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления спеченного абразивсодержащего изделия</a>
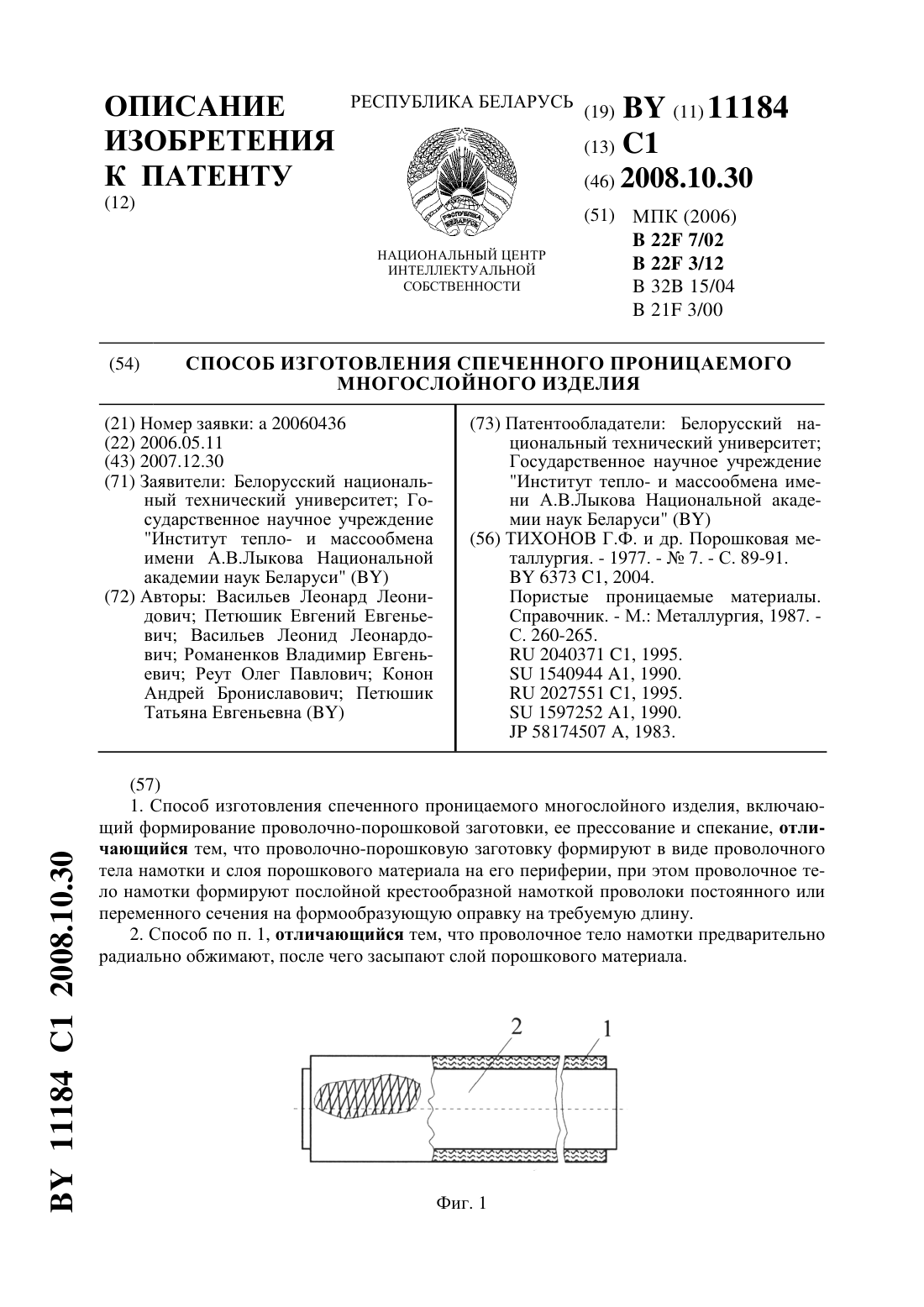
Способ изготовления спеченного проницаемого многослойного изделия
Номер патента: 11184
Опубликовано: 30.10.2008
Авторы: Петюшик Евгений Евгеньевич, Романенков Владимир Евгеньевич, Васильев Леонард Леонидович, Конон Андрей Брониславович, Петюшик Татьяна Евгеньевна, Васильев Леонид Леонардович, Реут Олег Павлович
МПК: B21F 3/00, B22F 3/12, B22F 7/02...
Метки: многослойного, проницаемого, способ, изделия, изготовления, спеченного
Текст:
...3 (засыпку осуществляют на вибростенде (на фиг. не показан кольцевым слоем в зазор между проволочным телом намотки 1 и эластичной деформирующей оболочкой 4 (фиг. 2), прессование проволочно-порошковой заготовки в условиях радиального нагружения (например, в установке для сухого изостатического прессования или в гидростате) при давлении, уровень которого обусловлен механическими свойствами материалов проволоки и порошка. После снятия...
Способ изготовления полого композиционного изделия
Номер патента: 10955
Опубликовано: 30.08.2008
Авторы: Стрикель Николай Иванович, Лискович Михаил Ильич, Пархоменко Дмитрий Александрович, Бобарикин Юрий Леонидович
МПК: B22F 7/02, B21D 22/20, B22F 3/10...
Метки: полого, композиционного, изделия, изготовления, способ
Текст:
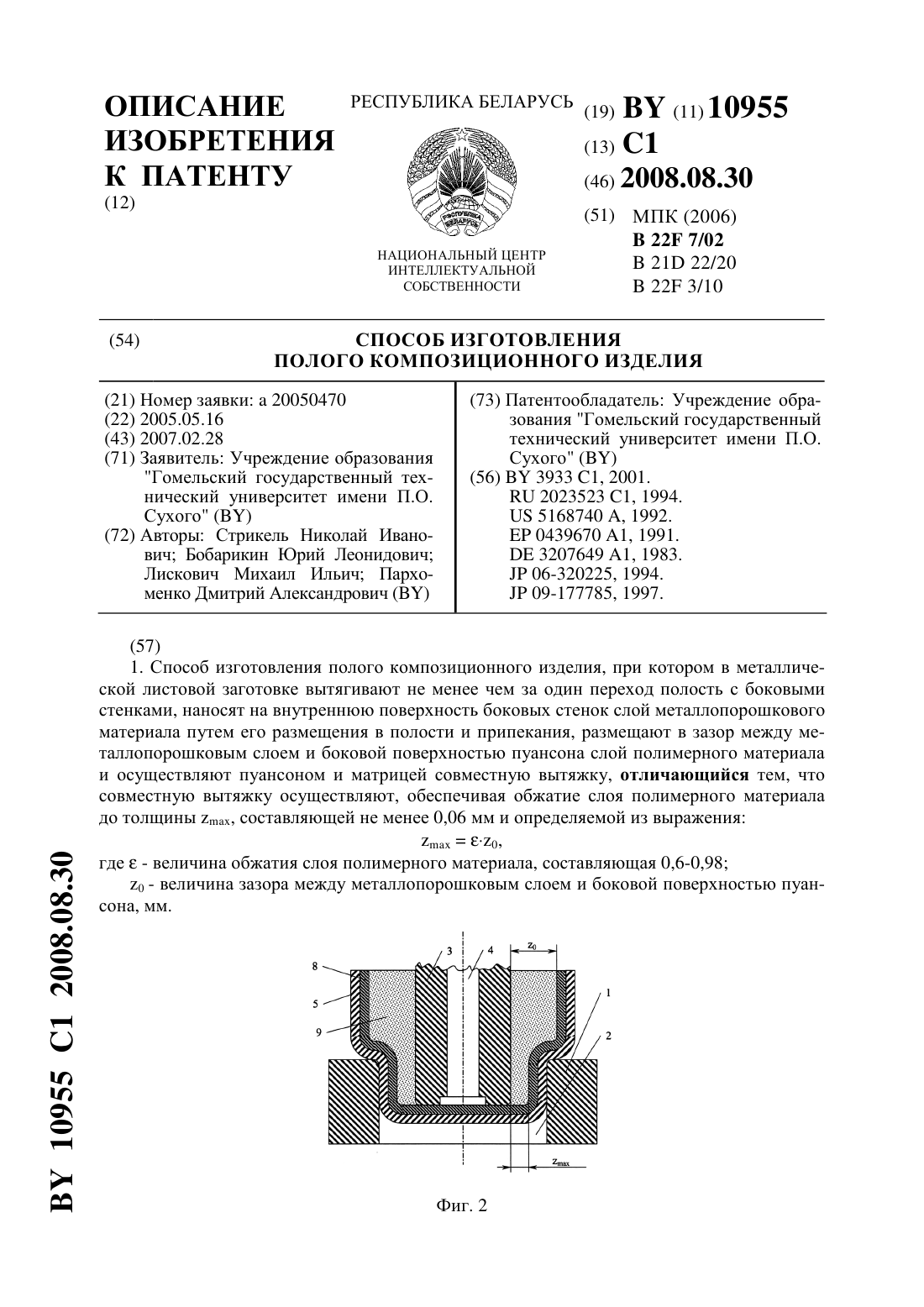
...металлопорошкового слоя 8 и пуансоном 3 в цилиндрической части полого композиционного изделия, находящегося в зазоре между пуансоном и матрицей , было не менее 0,06 мм и определялось из выражения 0. Перемещением пуансона 3 проводят совместную вытяжку полого композиционного изделия и полимерного материала. Полученное полое композиционное изделие с внутренним полимерным слоем снимают с пуансона 3 с помощью съемника 4. Осуществление...
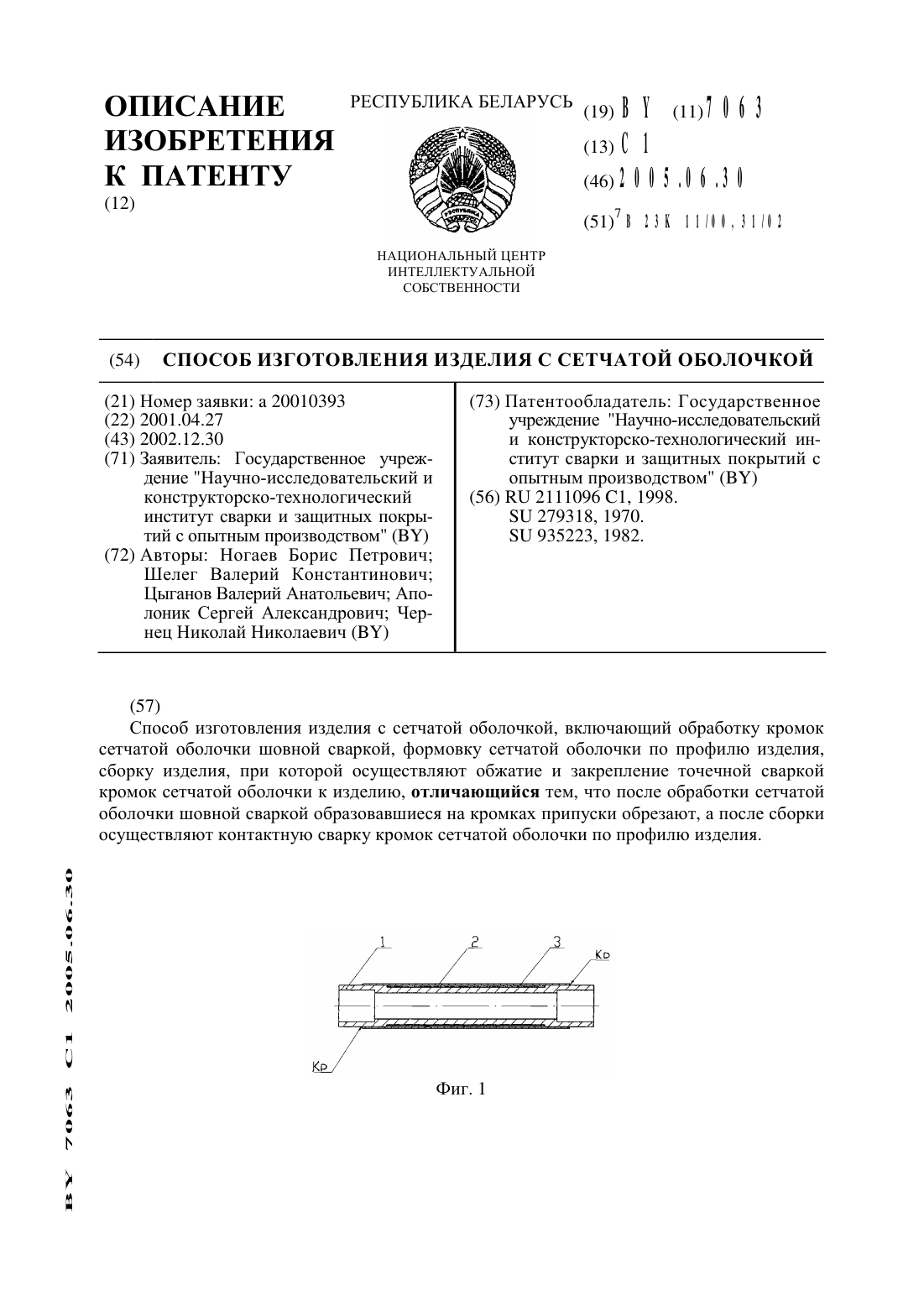
Способ изготовления изделия с сетчатой оболочкой
Номер патента: 7063
Опубликовано: 30.06.2005
Авторы: Аполоник Сергей Александрович, Цыганов Валерий Анатольевич, Ногаев Борис Петрович, Шелег Валерий Константинович, Чернец Николай Николаевич
МПК: B23K 11/00, B23K 31/02
Метки: оболочкой, сетчатой, изделия, способ, изготовления
Текст:
...решается в способе, включающем обработку кромок сетчатой оболочки шовной сваркой, формовку сетчатой оболочки по профилю изделия, сборку изделия, при которой осуществляют обжатие и закрепление точечной сваркой кромок сетчатой оболочки к изделию, путем обрезки образовавшихся после обработки шовной сваркой припусков на кромках оболочки, и контактной сварки кромок сетчатой оболочки по профилю изделия.Способ согласно изобретению осуществляют...
Способ изготовления слоистого композиционного антифрикционного изделия
Номер патента: 15019
Опубликовано: 30.10.2011
Авторы: Волчек Анатолий Яковлевич, Глуховский Игорь Анатольевич, Дьячкова Лариса Николаевна
МПК: B22F 3/16, B22F 7/02, C22C 9/02...
Метки: изделия, композиционного, антифрикционного, способ, слоистого, изготовления
Текст:
...присоединения антифрикционного слоя к стальной основе. Техническая задача - повышение адгезионной прочности и триботехнических свойств антифрикционного слоя слоистого композиционного материала при снижении энергоемкости его изготовления. Поставленная техническая задача достигается тем, в способе изготовления слоистого композиционного антифрикционного изделия, включающем приготовление шихты антифрикционного слоя на основе меди, ее...
Способ изготовления твердосплавного изделия на основе карбида вольфрама
Номер патента: 14208
Опубликовано: 30.04.2011
Авторы: Шелехина Виктория Михайловна, Побережный Сергей Владимирович
МПК: C23C 12/00, B22F 3/12
Метки: способ, изделия, карбида, твердосплавного, основе, вольфрама, изготовления
Текст:
...вольфрама , что являлось бы причиной перехода карбида вольфрамав хрупкий полукарбид вольфрама 2, а за счет продуктов разложения пластификатора (каучук), в связи с чем полностью исключено наличие в структуре полукарбида вольфрама 2, что приводит к значительному улучшению физико-механических свойств, а сформировавшийся на поверхности слой карбидов переходных металлов резко повышает сопротивление твердосплавного изделия износу в процессе...
Предыдущий патент: Способ поверхностного упрочнения твердосплавных изделий на кобальтовой связке
Следующий патент: Способ обработки поверхности оптического элемента на основе фторида кальция CaF2
Случайный патент: Прицеп