Способ изготовления твердосплавных изделий
Номер патента: 16853
Опубликовано: 28.02.2013
Авторы: Шелехина Виктория Михайловна, Побережный Сергей Владимирович
Текст
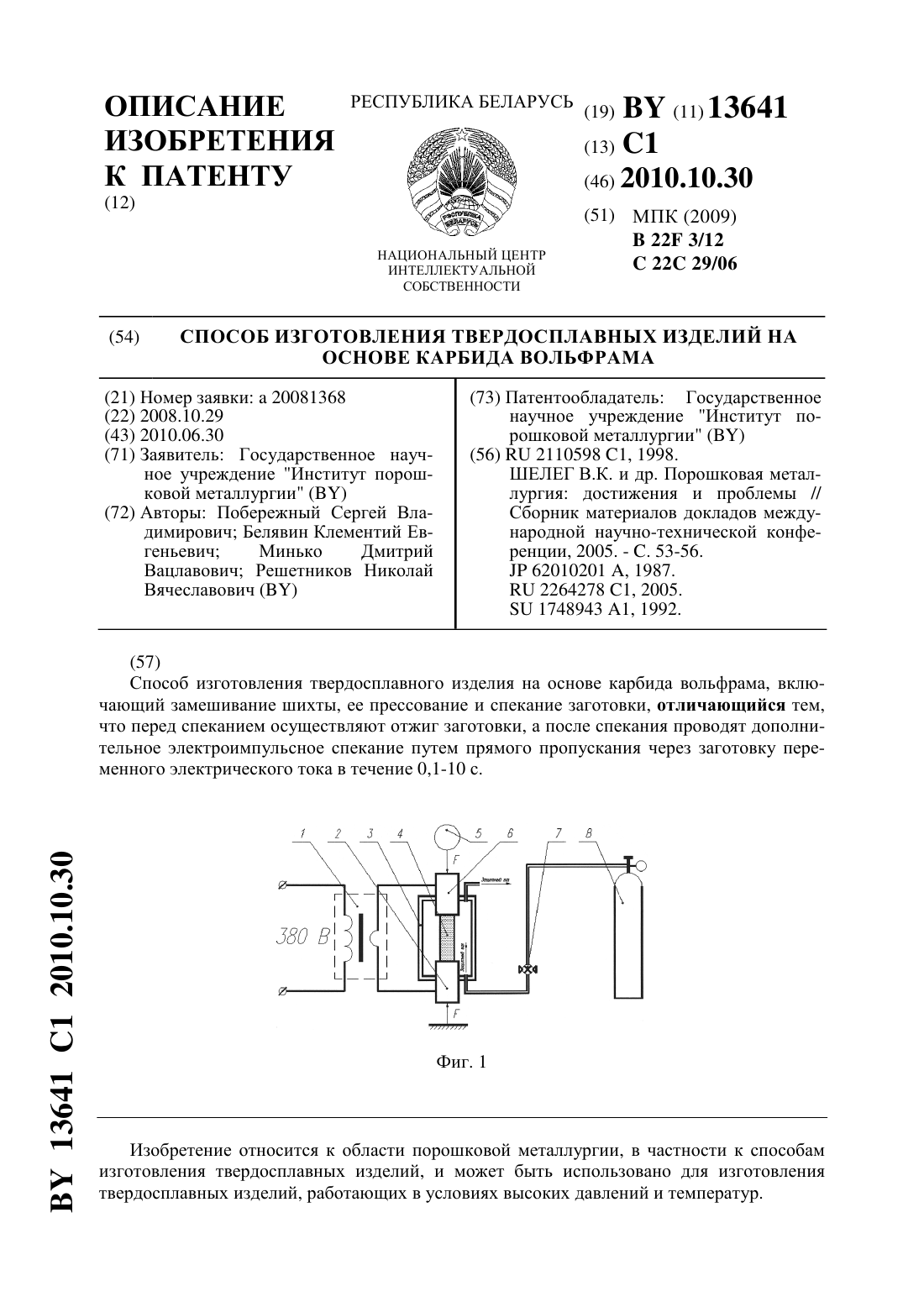
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Побережный Сергей Владимирович Шелехина Виктория Михайловна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления твердосплавного изделия на основе карбида вольфрама, заключающийся в том, что замешивают исходную шихту, прессуют ее, прессовку помещают в насыщающую порошковую алюмотермическую смесь, содержащую оксиды титана, ванадия, вольфрама, молибдена, магния и алюминия, хлористый аммоний и в качестве восстановителя алюмомагниевую лигатуру при следующем соотношении компонентов, мас.оксид титана 20-22 оксид ванадия 7-9 оксид вольфрама 4-6 оксид молибдена 7-9 оксид магния 1-2 хлористый аммоний 1-2 алюмомагниевая лигатура 18-20 оксид алюминия остальное,и осуществляют самораспространяющийся высокотемпературный синтез. Изобретение относится к области порошковой металлургии, в частности к способам изготовления твердосплавных изделий, и может быть использовано для изготовления твердосплавного режущего инструмента, работающего в условиях чистового токарного точения. Известен способ изготовления твердосплавных изделий, включающий смешивание порошков карбида вольфрама и кобальта, пластифицирование полученной смеси составом растворенного в бензине каучука, прессование и жидкофазное спекание в вакуумных печах 1. При таком способе изготовления твердосплавных изделий достигается высокая плотность твердосплавных изделий после спекания, но при этом полученные изделия обладают относительно невысокой износостойкостью при чистовом и особенно при черновом точении. 16853 1 2013.02.28 В качестве прототипа выбран способ изготовления твердосплавного изделия на основе карбида вольфрама, включающий замешивание исходной шихты, прессование, предварительный отжиг и спекание, предварительный отжиг проводят в порошковой алюмотермической смеси на основе оксидов переходных металлов, содержащей оксиды титана,ванадия, вольфрама, молибдена, алюминия, магния, хлористый аммоний, а в качестве восстановителя - алюмомагниевую лигатуру (АМД) при следующем соотношении компонентов, в мас.оксид титана 20-22 оксид ванадия 7-9 оксид вольфрама 4-6 оксид молибдена 7-9 лигатура (АМД) 18-20 оксид магния 1-2 хлористый аммоний 1-2 оксид алюминия - остальное, при температуре 1020 С в течение 2 часов 2. При таком способе изготовления твердосплавных изделий достигается относительно высокая износостойкость инструмента при чистовом, но недостаточная при черновом точении. Техническая задача, которую решает предлагаемое изобретение, заключается в повышении эксплуатационной стойкости твердосплавного режущего инструмента, работающего при черновом токарном точении за счет использования способа изготовления твердосплавного изделия на основе карбида вольфрама, заключающегося в том, что замешивают исходную шихту смесь, прессуют ее, прессовку помещают в насыщающую порошковую алюмотермическую смесь, содержащую оксиды титана, ванадия, вольфрама, молибдена,магния и алюминия, хлористый аммоний и в качестве восстановителя алюмомагниевую лигатуру при следующем соотношении компонентов, масс.оксид титана 20-22 оксид ванадия 7-9 оксид вольфрама 4-6 оксид молибдена 7-9 оксид магния 1-2 хлористый аммоний 1-2 алюмомагниевая лигатура 18-20 оксид алюминия остальное,и осуществляют самораспространяющийся высокотемпературный синтез. Опытным путем установлено, что при спекании твердосплавных изделий на основе карбида вольфрама предлагаемым способом на поверхности изделий формируется диффузионный карбидный слой, состоящий из сложнолегированных карбидов, титана и ванадия. Данный карбидный слой является не только износостойким за счет своей высокой твердости, но также является эффективным барьером, предотвращающим растворение материала изделия - карбида вольфрама в обрабатываемых железоуглеродистых легированных сплавах (диффузионный износ), являющееся основной причиной износа твердосплавного инструмента при токарном точении за счет высоких температур, возникающих в зоне резания из-за высоких скоростей точения. Кроме того, использование дополнительного электроимпульсного спекания позволяет убрать обезуглероженный подслой, образующийся при диффузии углерода из карбида вольфрама основы в образующийся многокомпонентный карбидный слой, который является причиной снижения механической прочности инструмента и, как следствие, невозможностью его использования при черновом точении из-за поломок и выкрашивания режущей кромки. Сущность изобретения поясняется следующим примером. Твердосплавная смесь ВК 8 замешивалась с пластификатором, после чего полученная тестообразная масса подсушивалась и гранулировалась. Шихта, полученная таким образом, была готова к прессованию экспериментальных образцов. Изготавливали неперетачиваемые твердосплавные пластины для токарного точения. Прессование образцов осуществляли на пресс-автомате фирмыв пресс-форме по стандартной схеме. Спрессованные образцы помещали в контейнер в засыпке из смеси на основе оксидов переходных металлов при следующем соотношении компонентов, в мас.оксид титана 2 16853 1 2013.02.28 20-22 оксид ванадия 7-9 оксид вольфрама 4-6 оксид молибдена 7-9 лигатура (АМД) 1820 оксид магния 1-2 хлористый аммоний 1-2 оксид алюминия - остальное. Операцию отжига и спекания проводили в процессе самораспостраняющегося высокотемпературного синтеза (СВС) насыщающей смеси. Коэффициент усадки образцов после спекания составил 1,23. Процесс электроимпульсной обработки твердосплавного изделия на основе карбида вольфрама проводили на установке (фиг. 1), состоящей из камеры для электроимпульсной обработки материалов в защитной атмосфере 3, внутри которой располагается токарная твердосплавная пластина 4, находящаяся в электрическом контакте с верхним 6 и нижним 2 электродами. В камеру 3 посредством специальной трубки из баллона 8 через редуктор 7 подается защитный газ аргон. Электроды 2 и 6 соединены со вторичным контуром понижающего трансформатора 1. Устройство нагружения 5, связанное с электродами 2 и 6,служит для передачи усилияна образец твердосплавной пластины 4. Процесс электроимпульсной обработки порошкового твердосплавного материала осуществляют следующим образом. В защитную камеру 3, в пространство между электродами 2 и 6 устанавливают токарную твердосплавную пластину 4, подлежащую электроимпульсной обработке. Камера 3 герметично закрывается, в ее внутреннее пространство посредством открытия вентиля баллона 8 начинает поступать защитный газ. Требуемое давление газа и его расход регулируются с помощью редуктора 7. Затем с помощью устройства нагружения 5 на пластину 4 оказывается усилие , величина которого обусловлена режимами электроимпульсной обработки. Включение понижающего трансформатора 1 запускает на выполнение процесс электроимпульсной обработки, заключающийся в прямом пропускании переменного электрического тока длительностью 10-1-101 с через твердосплавную пластину 4. Анализ полученных результатов исследования микроструктуры и фазового состава порошкового твердосплавного материала на основе карбида вольфрама до и после обработки показал, что в процессе обработки по предлагаемому способу на поверхности образуется диффузионный слой, состоящий из сложнолегированных карбидов, титана и хрома. Обезуглероженного подслоя обнаружено не было. Износостойкость твердосплавных пластин определяли при резании стали 40 Х при следующих параметрах режима резания скорость 100 м/мин подача 0,2 мм/об. глубина 1-2-2,5 мм. Износостойкость определяли как время работы твердосплавной режущей пластины до износа по задней грани 0,5 мм. Сравнительные данные по износостойкости твердосплавного инструмента, пределу прочности на изгиб и сжатие приведены в таблице. Износостойкость, мин, при глубине резания, мм Способ 1,0 2,0 2,5 Известный 60 45 15 Предлагаемый 110 100 90 Как видно из приведенных результатов, износостойкость у инструмента, изготовленного по предлагаемому способу в 1,5-4 раза выше, чем у известного, в зависимости от глубины резания. Источники информации 1.2203340 2, МПК 722 29/08,22 3/12, 2003. 2. Патент 14208, МПК 22 3/12,23, 12/00, 2011. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22F 3/23, B22F 3/12, C23C 8/02
Метки: изготовления, способ, изделий, твердосплавных
Код ссылки
<a href="https://by.patents.su/3-16853-sposob-izgotovleniya-tverdosplavnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления твердосплавных изделий</a>
Способ изготовления твердосплавных изделий на основе карбида вольфрама
Номер патента: 13641
Опубликовано: 30.10.2010
Авторы: Побережный Сергей Владимирович, Решетников Николай Вячеславович, Минько Дмитрий Вацлавович, Белявин Клементий Евгеньевич
МПК: C22C 29/06, B22F 3/12
Метки: изделий, изготовления, основе, способ, вольфрама, карбида, твердосплавных
Текст:
...с целью удаления пластификатора. 13641 1 2010.10.30 Операцию окончательного спекания проводили в печи СГВ-2.4.2/15 ИЗ. Режим спекания выбрали следующий подъем до 900 С - 120 мин, выдержка при 900 С - 30 мин,подъем до 1200 С - 60 мин, выдержка при 1200 С - 30 мин, подъем до 1380 С - 90 мин,выдержка - 40 мин. Охлаждение до 800 С, выдержка при 800 С - 40 мин, далее охлаждение с печью до комнатной температуры. Остаточное давление - 1,3310 Па....
Способ изготовления твердосплавного изделия на основе карбида вольфрама
Номер патента: 14208
Опубликовано: 30.04.2011
Авторы: Шелехина Виктория Михайловна, Побережный Сергей Владимирович
МПК: B22F 3/12, C23C 12/00
Метки: способ, основе, изготовления, изделия, карбида, твердосплавного, вольфрама
Текст:
...вольфрама , что являлось бы причиной перехода карбида вольфрамав хрупкий полукарбид вольфрама 2, а за счет продуктов разложения пластификатора (каучук), в связи с чем полностью исключено наличие в структуре полукарбида вольфрама 2, что приводит к значительному улучшению физико-механических свойств, а сформировавшийся на поверхности слой карбидов переходных металлов резко повышает сопротивление твердосплавного изделия износу в процессе...
Способ изготовления изделий из твердосплавных металлических порошков
Номер патента: 3212
Опубликовано: 30.12.1999
Авторы: Матвеев Константин Сергеевич, Клименков Степан Степанович, Голубев Алексей Николаевич
Метки: изготовления, способ, металлических, твердосплавных, порошков, изделий
Текст:
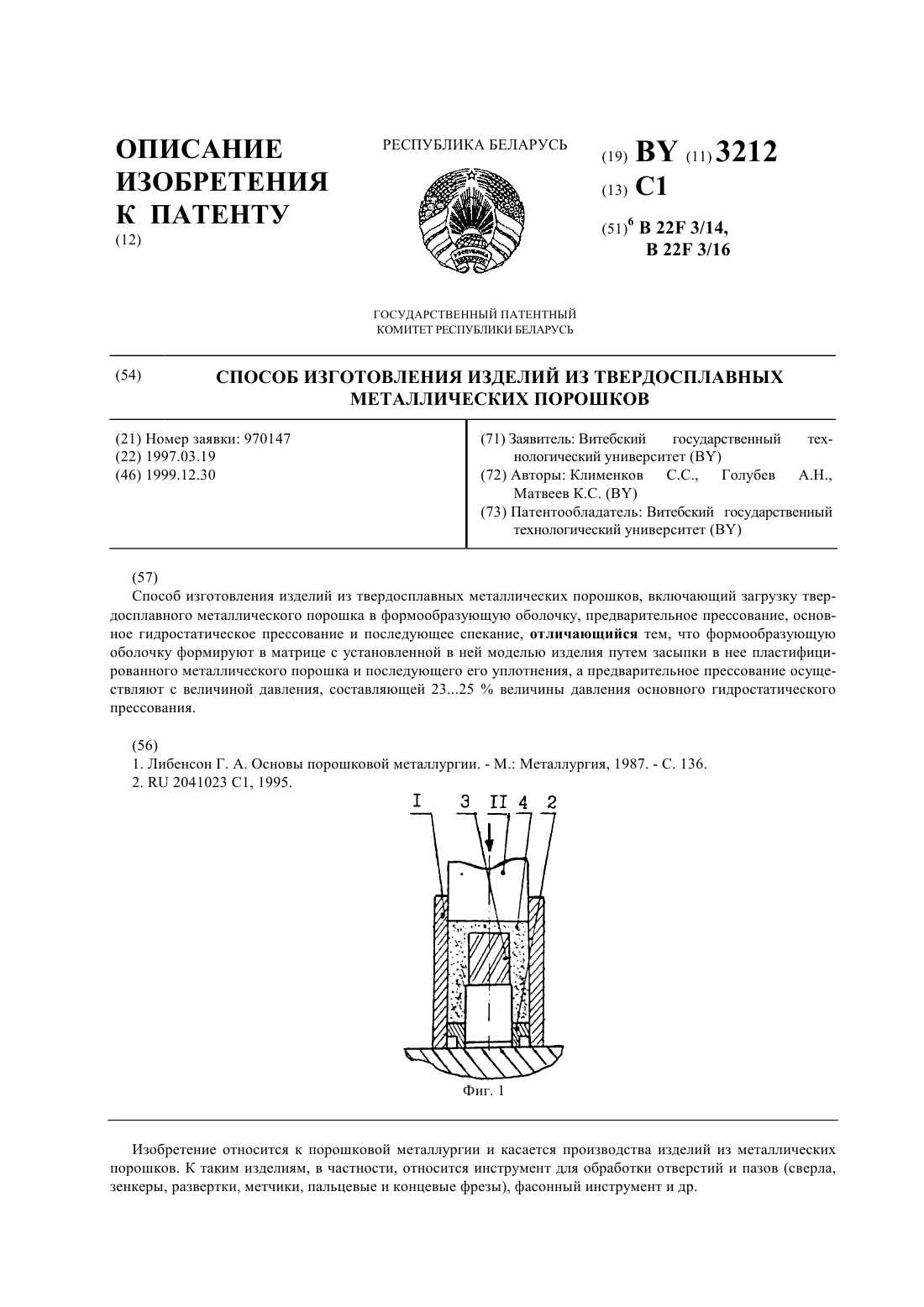
...канавок выполняется совмещением вращательного и поступательного движений модели в соответствии с шагом винтовой спирали, как показывает фиг. 2. В полученную полость загружают смесь карбидов 6 в пропорциях, необходимых для получения твердосплавного изделия требуемой марки, сверху полость закрывают засыпкой пластифицированного порошка, после чего выполняют этап предварительного прессования, причем давление прессования составляет 2325 от...
Способ изготовления твердосплавного инструмента на основе карбида вольфрама
Номер патента: 15711
Опубликовано: 30.04.2012
Авторы: Шелехина Виктория Михайловна, Побережный Сергей Владимирович
МПК: B22F 3/12, C23C 12/00
Метки: твердосплавного, вольфрама, карбида, способ, изготовления, инструмента, основе
Текст:
...карбида вольфрама предлагаемым способом на поверхности изделий формируется диффузионный карбидный слой, состоящий из сложнолегированных карбидов, титана и хрома. Данный карбидный слой является не только износостойким за счет своей высокой твердости, но также является эффективным барьером, предотвращающим растворение материала инструмента - карбида вольфрама в обрабатываемых железоуглеродистых легированных сплавах (стали и чугуны различных...
Способ получения металлополимерных покрытий на твердосплавных деталях
Номер патента: 5529
Опубликовано: 30.09.2003
Авторы: Близнец Сергей Михайлович, Близнец Михаил Михайлович, Терешко Юрий Демьянович
МПК: C25D 13/06
Метки: деталях, покрытий, получения, металлополимерных, твердосплавных, способ
Текст:
...соединения, содержащий в качестве высокомолекулярного соединения смесь эпоксидной смолы, аминоформальдегидной смолы и продукта взаимодействия глицерина с малеиновым ангидридом при объемном соотношении глицерина и малеинового ангидрида 1(1-2), в качестве металлосодержащего наполнителя - ферромагнитный порошок,выбранный из группы, включающей ферробор, бористый чугун, карбид вольфрама и ферровольфрам, и дополнительно содержащий...
Предыдущий патент: Тепловая труба
Следующий патент: Способ создания обмотки высокочастотного микроиндуктора на основе полиимидной пленки
Случайный патент: Сельскохозяйственная машина