Способ изготовления твердосплавных изделий на основе карбида вольфрама
Номер патента: 13641
Опубликовано: 30.10.2010
Авторы: Белявин Клементий Евгеньевич, Минько Дмитрий Вацлавович, Решетников Николай Вячеславович, Побережный Сергей Владимирович
Текст
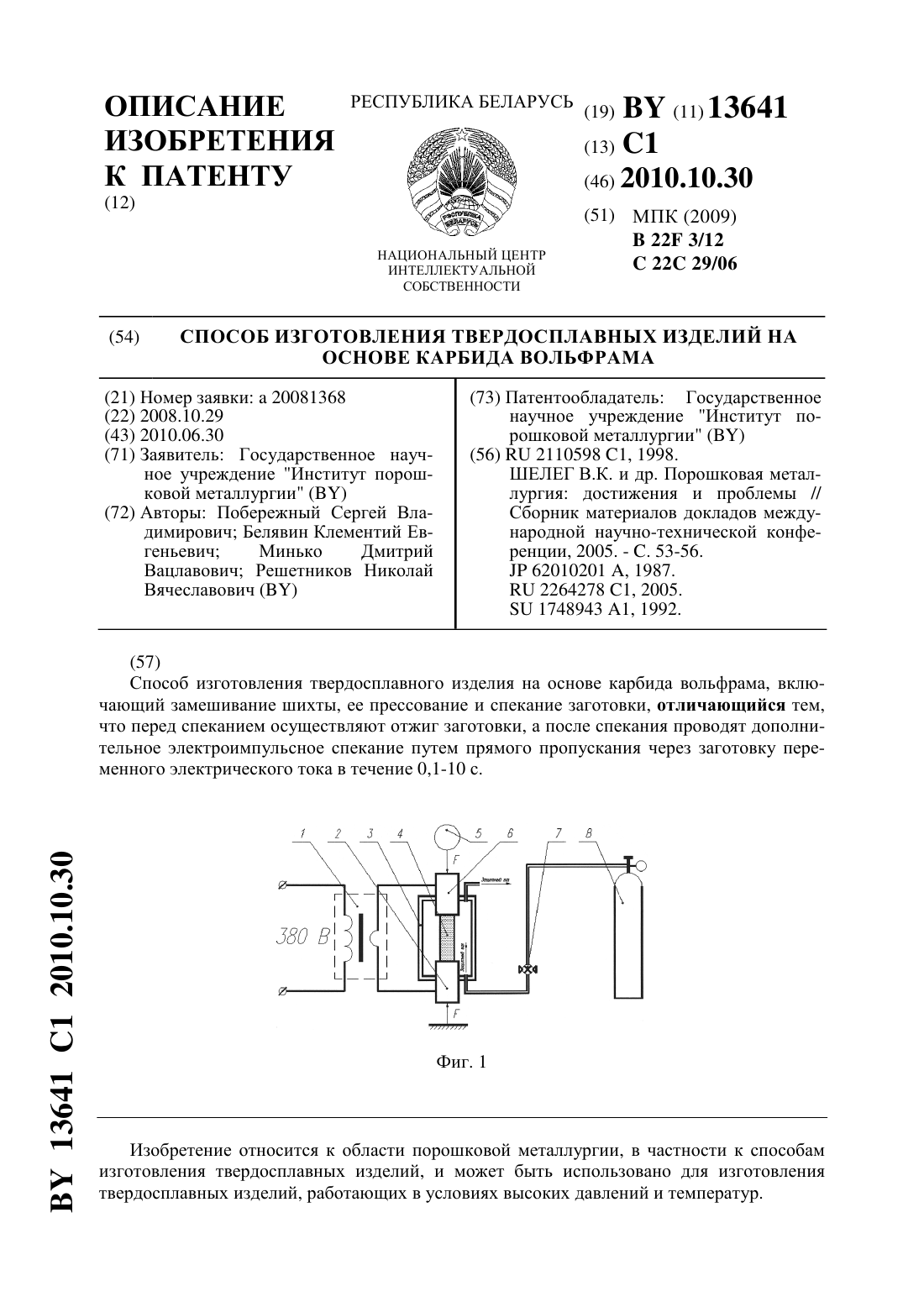
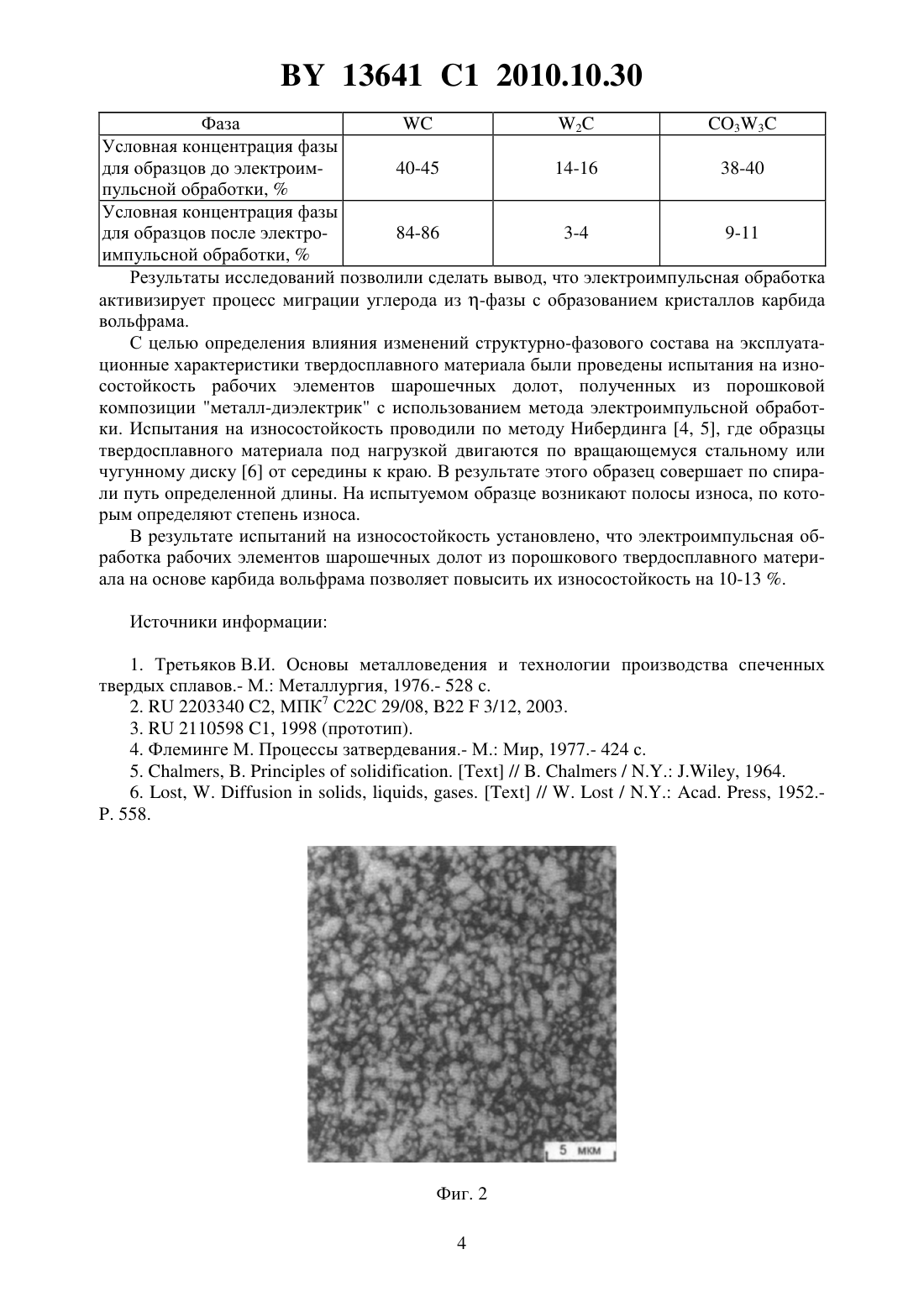
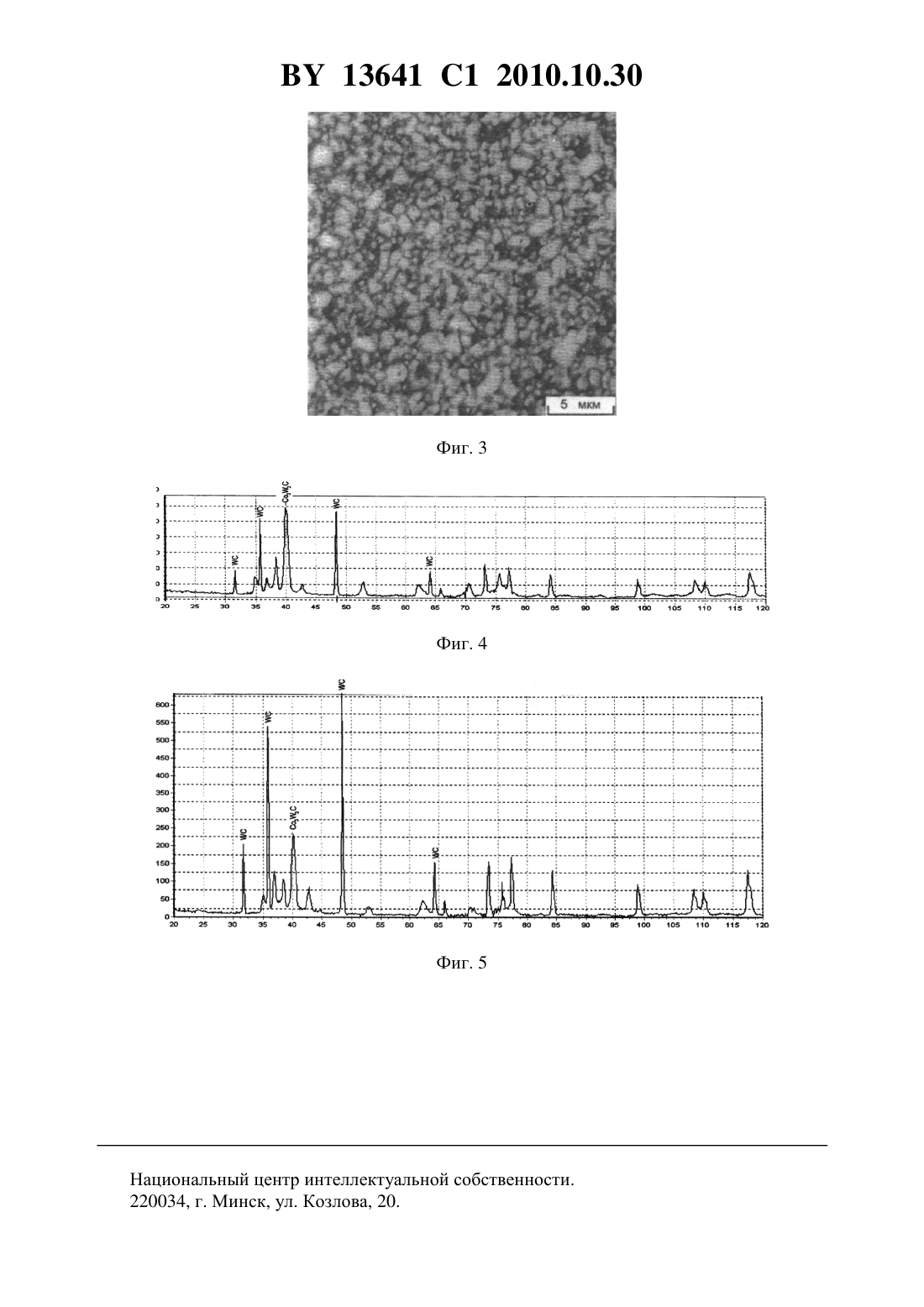
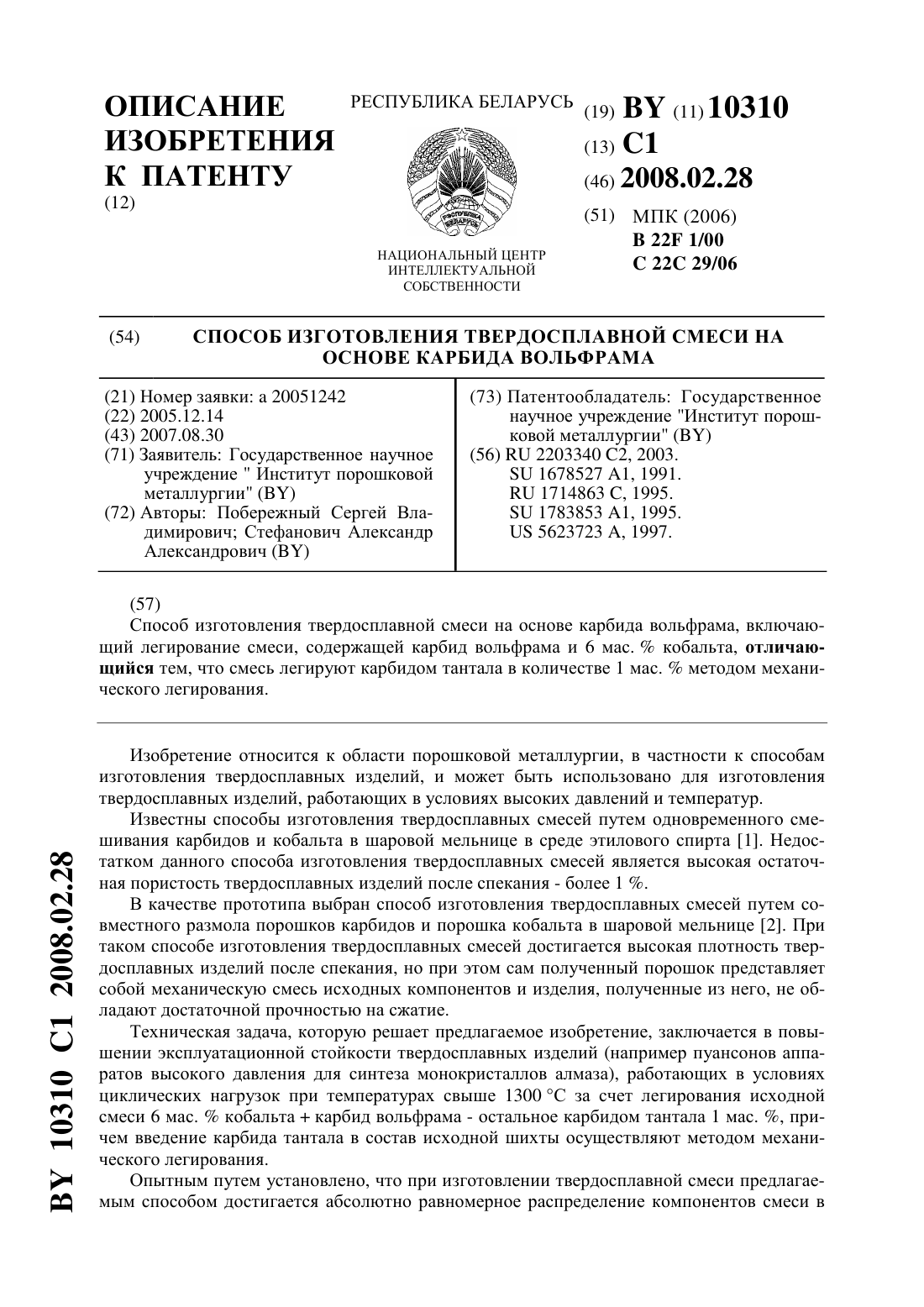
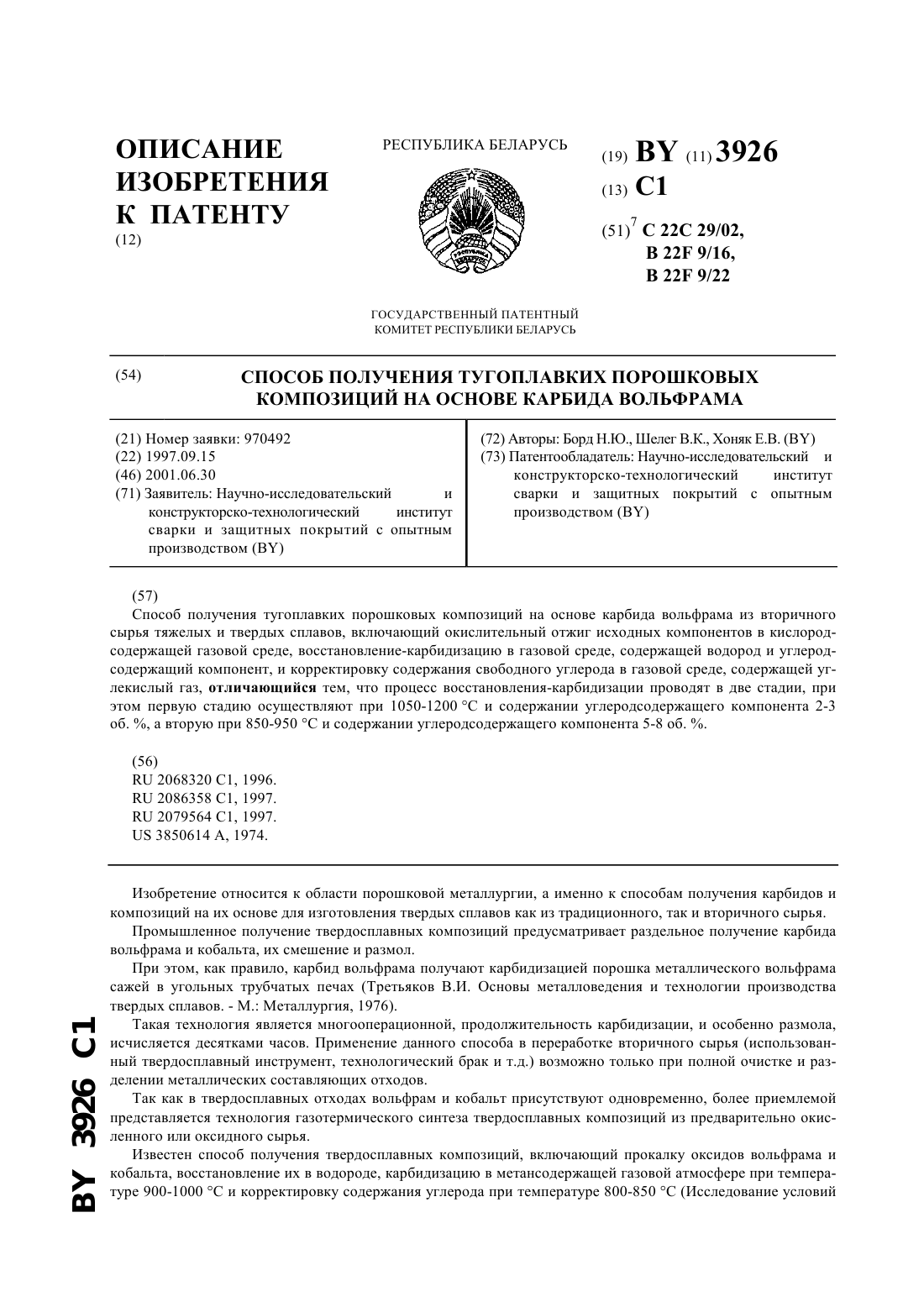
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЙ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Побережный Сергей Владимирович Белявин Клементий Евгеньевич Минько Дмитрий Вацлавович Решетников Николай Вячеславович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56)2110598 1, 1998. ШЕЛЕГ В.К. и др. Порошковая металлургия достижения и проблемы // Сборник материалов докладов международной научно-технической конференции, 2005. - . 53-56.62010201 , 1987.2264278 1, 2005.1748943 1, 1992.(57) Способ изготовления твердосплавного изделия на основе карбида вольфрама, включающий замешивание шихты, ее прессование и спекание заготовки, отличающийся тем,что перед спеканием осуществляют отжиг заготовки, а после спекания проводят дополнительное электроимпульсное спекание путем прямого пропускания через заготовку переменного электрического тока в течение 0,1-10 с. Изобретение относится к области порошковой металлургии, в частности к способам изготовления твердосплавных изделий, и может быть использовано для изготовления твердосплавных изделий, работающих в условиях высоких давлений и температур. 13641 1 2010.10.30 Известны способы изготовления твердосплавных смесей путем одновременного смешивания карбидов и кобальта в шаровой мельнице в среде этилового спирта 1. Недостатком данного способа изготовления твердосплавных смесей является высокая остаточная пористость твердосплавных изделий после спекания - более 1 . Известен способ изготовления твердосплавных смесей путем совместного размола порошков карбидов и порошка кобальта в шаровой мельнице 2. В качестве прототипа выбран Способ изготовления изделий из спеченного твердосплавного материала 3, заключающийся в совместном смешивании в шаровой мельнице в этиловом спирте порошков карбида вольфрама, сложного титановольфрамового карбида, карбида тантала, карбида хрома и кобальта. Затем высушенную смесь замешивают на 4,5 растворе каучука в бензине, затем формуют заготовки режущих пластин и проводят двухступенчатое спекание при 650 С и 1530 С. При этом порошки карбида тантала и карбида хрома предварительно измельчают до размера зерна 0,2-0,4 мкм. При таком способе изготовления твердосплавных смесей достигается высокая плотность твердосплавных изделий после спекания, но при этом сам полученный порошок представляет собой механическую смесь исходных компонентов и изделия, полученные из него, не обладают достаточной прочностью на сжатие. Техническая задача, которую решает предлагаемое изобретение, заключается в повышении эксплуатационной стойкости тведосплавных изделий (например, пуансонов аппаратов высокого давления для синтеза монокристаллов алмаза), работающих в условиях циклических нагрузок при температурах свыше 1300 С за счет дополнительной электроимпульсной обработки изделия из спеченного твердого сплава. Опытным путем установлено, что при дополнительной обработке твердосплавных изделий на основе карбида вольфрама предлагаемым способом полностью исключено наличие в структуре полукарбида вольфрама 2, что приводит к значительному улучшению физико-механических свойств. На фиг. 1 представлена технологическая схема процесса электроимпульсной обработки порошкового твердосплавного материала на основе карбида вольфрама. На фиг. 2 приведена микроструктура порошкового твердосплавного материала на основе карбида вольфрама до электроимпульсной обработки. На фиг. 3 приведена микроструктура порошкового твердосплавного материала на основе карбида вольфрама после электроимпульсной обработки. На фиг. 4 показаны результаты структурно-фазового анализа порошкового твердосплавного материала на основе карбида вольфрама до электроимпульсной обработки. На фиг. 5 показаны результаты структурно-фазового анализа порошкового твердосплавного материала на основе карбида вольфрама после электроимпульсной обработки. Способ осуществляется следующим образом. Твердосплавная смесь ВК 8 замешивалась с пластификатором, после чего полученная тестообразная масса подсушивалась и гранулировалась. Шихта, полученная таким образом, была готова к прессованию экспериментальных образцов. Изготавливали образцы нескольких типоразмеров 1) для испытаний на предел прочности при изгибе в соответствии с международным стандартом ИСО 3327 2) для испытаний на предел прочности при сжатии в соответствии с ГОСТ 27034-84. Прессование образцов осуществляли на пресс-автомате фирмыв пресс-форме по схеме двухстороннего прессования. Отжиг и спекание образцов осуществляли в вакуумной печи сопротивления СГВ при температурах 1360-1380 С. Отжиг спрессованных образцов проводили в вакуумной печи СНОЛ 1.6.2.5.1/П-ИЗ при температуре 750 С в течение 120 мин с целью удаления пластификатора. 13641 1 2010.10.30 Операцию окончательного спекания проводили в печи СГВ-2.4.2/15 ИЗ. Режим спекания выбрали следующий подъем до 900 С - 120 мин, выдержка при 900 С - 30 мин,подъем до 1200 С - 60 мин, выдержка при 1200 С - 30 мин, подъем до 1380 С - 90 мин,выдержка - 40 мин. Охлаждение до 800 С, выдержка при 800 С - 40 мин, далее охлаждение с печью до комнатной температуры. Остаточное давление - 1,3310 Па. Коэффициент усадки образцов после спекания составил - 1,23. Затем часть образцов подвергали дополнительному электроимпульсному спеканию по следующей технологической схеме. Процесс электроимпульсной обработки порошкового твердосплавного материала на основе карбида вольфрама (фиг. 1), состоящий из камеры для электроимпульсной обработки материалов в защитной атмосфере 3, внутри которой располагается образец порошкового твердосплавного материала 4, находящийся в электрическом контакте с верхним 6 и нижним 2 электродами. В камеру 3 посредством специальной трубки из баллона 8 через редуктор 7 подается защитный газ аргон. Электроды соединены со вторичным контуром понижающего трансформатора 1. Устройство нагружения 5, связанное с электродами 2 и 6, служит для передачи усилияна образец порошкового твердосплавного материала 4. Процесс электроимпульсной обработки порошкового твердосплавного материала осуществляется следующим образом. В защитную камеру 3 в пространство между электродами 2 и 6 устанавливается образец порошкового твердосплавного материала 4, подлежащего электроимпульсной обработке. Камера 3 герметично закрывается, в ее внутреннее пространство посредством открытия вентиля баллона 8 начинает поступать защитный газ. Требуемое давление газа и его расход регулируются с помощью редуктора 7. Затем с помощью устройства нагружения 5 на образец порошкового твердосплавного материала 4 оказывается усилие , величина которого обусловлена режимами электроимпульсной обработки. Включение понижающего трансформатора 1 запускает на выполнение процесс электроимпульсной обработки, заключающийся в прямом пропускании переменного электрического тока длительностью 10-1-101 с через порошковый твердосплавный материал. Исследования микроструктуры порошкового твердосплавного материала на основе карбида вольфрама до и после электроразрядной обработки проводили на металлографическом микроскопе Поливар (фирма Райхерт, Австрия) (Микроструктура порошкового твердосплавного материала на основе карбида вольфрама до и после электроимпульсной обработки ( 1000) рисунок 2 - до обработки, 3 - после обработки). Подготовку твердосплавного материала к металлографическим исследованиям проводили путем его распиловки с использованием углошлифовальной машины 11-125 , отрезного стола ТТ-23 и алмазных кругов 125 мм. Анализ полученных микроструктур показал, что в процессе электроимпульсной обработки порошкового твердосплавного материала на основе карбида вольфрама происходит увеличение количества фазы карбида вольфрама (белые кристаллы) и уменьшение количества эта-фазы (темная связка). При этом размер зерен до и после электроимпульсной обработки остается неизменным и составляет 1,5-3,0 мкм (исследования размеров зерен проводили на программно-аппаратном комплексе обработки и анализа изображений ). Для проверки утверждения об увеличении доли карбида вольфрама и уменьшении количества эта-фазы проведен качественный структурно-фазовый анализ образцов порошкового твердосплавного материала на основе карбида вольфрама до (фиг. 4) и после электроимпульсной обработки (фиг. 5). 2 33 Условная концентрация фазы для образцов до электроим 40-45 14-16 38-40 пульсной обработки,Условная концентрация фазы для образцов после электро 84-86 3-4 9-11 импульсной обработки,Результаты исследований позволили сделать вывод, что электроимпульсная обработка активизирует процесс миграции углерода из -фазы с образованием кристаллов карбида вольфрама. С целью определения влияния изменений структурно-фазового состава на эксплуатационные характеристики твердосплавного материала были проведены испытания на износостойкость рабочих элементов шарошечных долот, полученных из порошковой композиции металл-диэлектрик с использованием метода электроимпульсной обработки. Испытания на износостойкость проводили по методу Нибердинга 4, 5, где образцы твердосплавного материала под нагрузкой двигаются по вращающемуся стальному или чугунному диску 6 от середины к краю. В результате этого образец совершает по спирали путь определенной длины. На испытуемом образце возникают полосы износа, по которым определяют степень износа. В результате испытаний на износостойкость установлено, что электроимпульсная обработка рабочих элементов шарошечных долот из порошкового твердосплавного материала на основе карбида вольфрама позволяет повысить их износостойкость на 10-13 . Источники информации 1. Третьяков В.И. Основы металловедения и технологии производства спеченных твердых сплавов.- М. Металлургия, 1976.- 528 с. 2.2203340 2, МПК 7 С 22 С 29/08, 223/12, 2003. 3.2110598 1, 1998 (прототип). 4. Флеминге М. Процессы затвердевания.- М. Мир, 1977.- 424 с. 5. , ..// ./ ., 1964. 6. , ., , .// ./ . , 1952 558. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22F 3/12, C22C 29/06
Метки: твердосплавных, карбида, вольфрама, изготовления, способ, основе, изделий
Код ссылки
<a href="https://by.patents.su/5-13641-sposob-izgotovleniya-tverdosplavnyh-izdelijj-na-osnove-karbida-volframa.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления твердосплавных изделий на основе карбида вольфрама</a>
Способ изготовления твердосплавной смеси на основе карбида вольфрама
Номер патента: 10310
Опубликовано: 28.02.2008
Авторы: Стефанович Александр Александрович, Побережный Сергей Владимирович
МПК: C22C 29/06, B22F 1/00
Метки: карбида, твердосплавной, изготовления, основе, способ, смеси, вольфрама
Текст:
...спирта в течение 80 часов. Согласно описанной технологии была изготовлена опытная партия твердосплавной смеси. Сущность изобретения поясняется следующим примером. Полученная твердосплавная смесь замешивалась с пластификатором, после чего полученная тестообразная масса подсушивалась и гранулировалась. Шихта, полученная таким образом, была готова к прессованию экспериментальных образцов. Изготавливали образцы нескольких типоразмеров 1)...
Способ получения тугоплавких порошковых композиций на основе карбида вольфрама
Номер патента: 3926
Опубликовано: 30.06.2001
Авторы: Шелег Валерий Константинович, Хоняк Елена Викторовна, Борд Наум Юрьевич
МПК: B22F 9/16, C22C 29/02, B22F 9/22...
Метки: порошковых, композиций, тугоплавких, основе, способ, получения, карбида, вольфрама
Текст:
...5-8 об.обеспечивает получение укрупненных твердосплавных порошковых смесей с размером зерен до 10-12 мкм. Использование водородсодержащих газовых атмосфер с добавками углеродсодержащих компонентов обусловлено наличием в этой атмосфере наряду с водородом активных атомов углерода, являющихся одновременно и компонентом-восстановителем и компонентом-карбидизатором. Как известно, реакция разложения метана СН 4 С 2 Н 2 при повышении температуры...
Способ изготовления изделий из твердосплавных металлических порошков
Номер патента: 3212
Опубликовано: 30.12.1999
Авторы: Голубев Алексей Николаевич, Клименков Степан Степанович, Матвеев Константин Сергеевич
Метки: способ, твердосплавных, металлических, изделий, порошков, изготовления
Текст:
...канавок выполняется совмещением вращательного и поступательного движений модели в соответствии с шагом винтовой спирали, как показывает фиг. 2. В полученную полость загружают смесь карбидов 6 в пропорциях, необходимых для получения твердосплавного изделия требуемой марки, сверху полость закрывают засыпкой пластифицированного порошка, после чего выполняют этап предварительного прессования, причем давление прессования составляет 2325 от...
Способ получения наноразмерного порошка карбида вольфрама
Номер патента: 9544
Опубликовано: 30.08.2007
Авторы: Савастенко Наталья Александровна, Тарасенко Николай Владимирович, Бураков Виктор Семенович, Мисаков Пулат Якубович
МПК: C01B 31/00
Метки: способ, получения, наноразмерного, вольфрама, карбида, порошка
Текст:
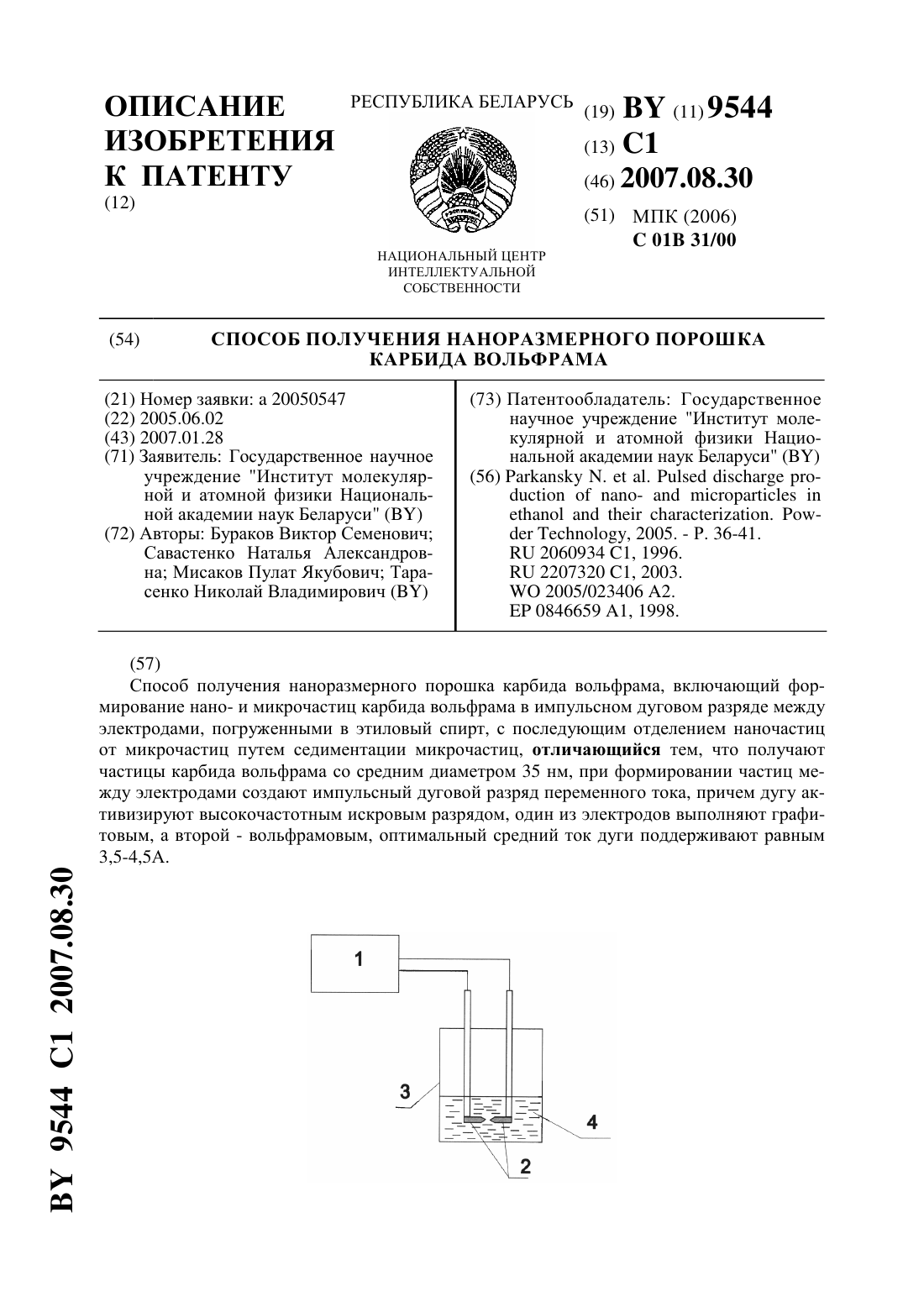
...Задачей данного изобретения является создание способа, обладающего высокой селективностью по отношению к формированию наночастиц карбида вольфрама и позволяющего уменьшить количество синтезируемых побочных продуктов - частиц, состоящих из атомов углерода. Для выполнения поставленной задачи предложен способ получения наноразмерного порошка карбида вольфрама, включающий формирование нано- и микрочастиц карбида вольфрама в импульсном...
Способ изготовления изделий из порошков вольфрама и никеля
Номер патента: 9905
Опубликовано: 30.10.2007
Авторы: Словыревский Олег Игоревич, Тарусов Игорь Николаевич, Горохов Валерий Михайлович
МПК: C22C 27/00, B22F 3/02
Метки: способ, изготовления, порошков, изделий, вольфрама, никеля
Текст:
...поясняется примерами, приведенными в табл. 1 и 2.Для проведения исследований использовали порошок вольфрама ТУ 48-4205-62-2000 и порошок никеля карбонильного ГОСТ 9722-79. Смешивание порошка вольфрама и никеля осуществляли в смесителе типа пьяная бочка. Парафин растворяли в бензине, а затем перемешивали со смесью порошка вольфрама и никеля. Шихту протирали через сито и получали гранулы, которые затем высушивали на воздухе. Равномерность...
Предыдущий патент: Способ лечения инфицированной раны
Следующий патент: Способ получения 9?-гидроксиэкдистероидов
Случайный патент: Многопостовая установка для сборки и разборки колесных транспортных средств