C21D 6/04 — закалка путем охлаждения ниже 0°C
Способ термической обработки стального инструмента
Номер патента: 11209
Опубликовано: 30.10.2008
Авторы: Лось Мечислав Николаевич, Тявловский Михаил Доминикович
МПК: C21D 6/04
Метки: термической, обработки, инструмента, способ, стального
Текст:
...так не учитывается скорость охлаждения изделия. Кроме того, в этом случае необходимо обрабатывать изделие в три этапа, что требует большого расхода хладоагента и усложняет процесс обработки. Задача, на решение которой направлено изобретение, состоит в том, чтобы повысить стойкость стального инструмента. Поставленная задача решена следующим образом. В способе термической обработки стального инструмента, включающем его закалку, охлаждение в...
Способ термической обработки рельсов
Номер патента: 2041
Опубликовано: 30.03.1998
Авторы: Георг ПРСКАВЕТЦ, Альфред Мозер, Петер Пойнтер
МПК: C21D 6/04
Метки: термической, способ, рельсов, обработки
Текст:
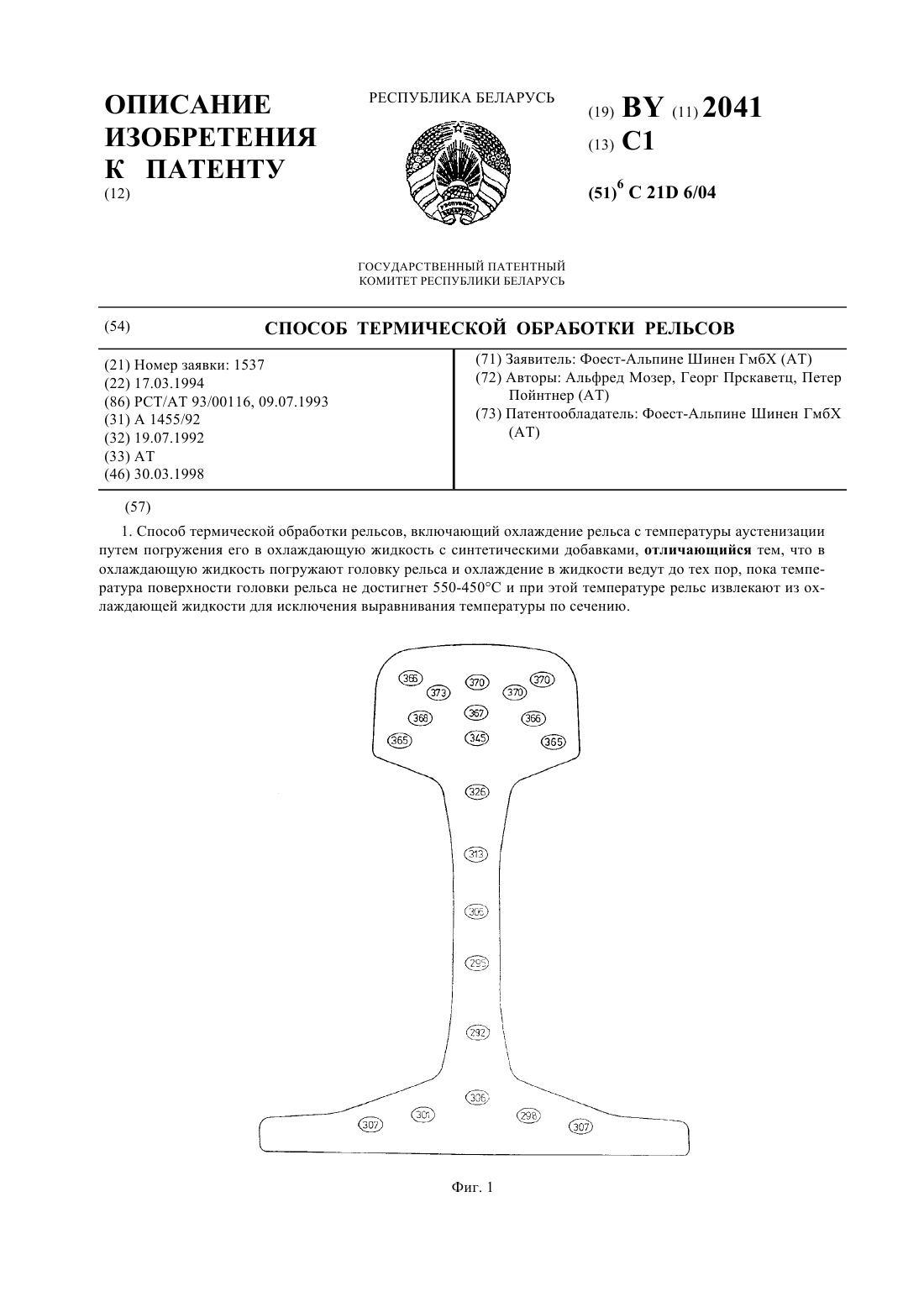
...медленного охлаждения к относительно быстрому охлаждению в ванне. При достижении или сразу после достижения точки кипения заготовку необходимо извлекать, если необходимо избежать чрезмерно быстрого охлаждения, и установления пленочного кипения таким образом, что зона головки рельса до глубины от 20 до 25 мм позволяет добиться оптимального образования перлита, приводит после извлечения к тому, что расположенные более глубоко зоны...
Способ термической обработки сталей
Номер патента: 1129
Опубликовано: 14.03.1996
Авторы: Тявловский Михаил Доминикович, Бондарь Олег Владимирович, Лось Мечислав Николаевич, Степанович Павел Павлович, Ракитский Владимир Михайлович
Метки: термической, способ, обработки, сталей
Текст:
...решение которой направлено изобретение, состоит в том, чтобы повысить твердость и стойкость изделия.разом в способе термической обработки сталей обработку холодом ведут в три этапа, на первом из которых изделшя охлаждают до температуры от минус 30 до минус 60 С и выдерживают 15-30 мин, на втором этапе изделия охлаждают до температуры от минус 90 до минус 120 С и выдерживают 20-30 мин на каждые 10 шт толщины изделия, на третьем этапе изделия...