Способ термической обработки сталей
Номер патента: 1129
Опубликовано: 14.03.1996
Авторы: Степанович Павел Павлович, Бондарь Олег Владимирович, Тявловский Михаил Доминикович, Ракитский Владимир Михайлович, Лось Мечислав Николаевич
Текст
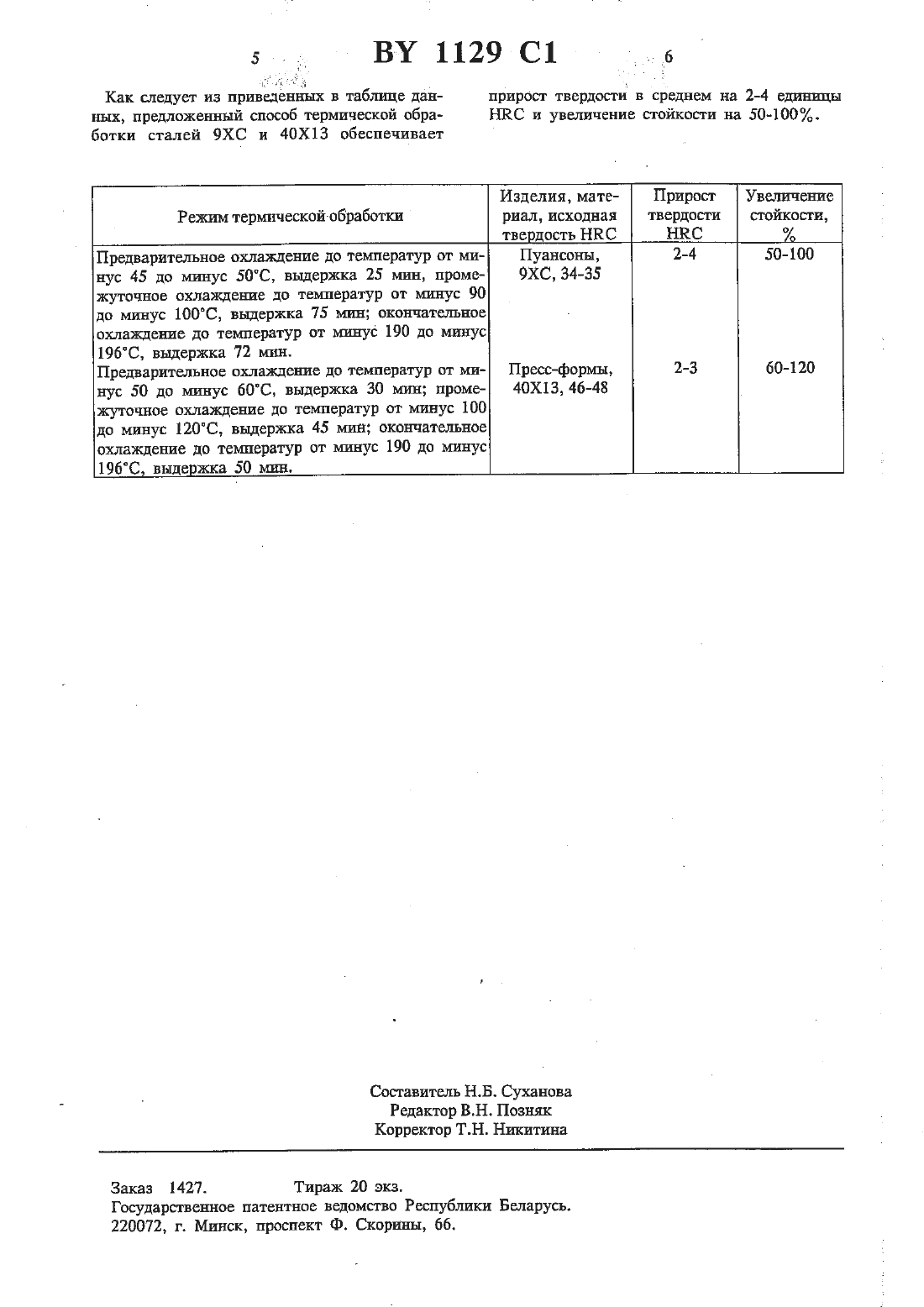
(12) ГОСУДАРСТВЕННОЕ пАтвнтноЕ ввдомство гвспувшпш БЕЛАРУСЬ(54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ1. Способ термической обработки сталей,включающий закалку и ступенчатую обработку холодом в газообразной и жидкой средах с изотермическими выдержками, отличающийся тем, что обработку холодом ведут в три этапа,на первом из которых изделия охлаждают до температуры от минус 30 до минус 60 С и выдерживают 15-30 мин, на втором этапе изделия охлаждают до температуры от шшус 90 до минус 120 С и выдерживают 20-30 шш на каждые 10 мм толщины изделия, на третьем этапе изделия охлаждают до температуры от минус 190 до шшус 196 С и выдерживают 20-40 мин на каждые 10 мм толщины изделия.2. Способ по п.1, отличающийся тем, что на первом и втором этапах охлаждение ведут в газообразной среде, например, в парах жидкого азота,(71) Заявитель Завод Камертон НПО Интеграл (В)3. Способ по п.1, отличающийся тем, что на третьем этапе охлаждение ведут в среде сжиженного газа, например, азота.3. Ларионов В.П., Семенов Я.С. Физические основы вязкохрушсого перехода низколегированных сталей и сплавов железа. -Новосибирскд Наука, 1992.- С.24-50.приборостроения и может быть использовано для объемного упрочнения деталей и инструментов.Известен способ тершгческой обработки инструментов, включающий закалку и обработку холодом в жидкой среде. Сущность его состоит в том, что с целью повышения износостойкости инструментов, их обработку холодом осущест вляют ударным погружением в жидкую среду с температурой от минус 150 до минус 2 б 9 С. Изделия выдерживают при данной температуре в течение 10-60 мин П.Недостаток указанного способа заключается в том, что при быстром (ударном) погружении изделий в криогенную среду возможно образование трещин 2, 3, з ВУ 1129 С 1 4Известен также способ низкотемпературного упрочнения металлических деталей с использованием ультразвука.По данному способу упрочнение проводят в вакууме с одновременным охлаждением обрабатывающего инструмента и детали до температуры от 0 С до порога хладноломкости обрабатываемого материала 4.Этот способ не всегда обеспечивает требуемое качество обработки, а подготовительные ОПРЗЦИИ перед УПРОЧНСНИВМ ДЗШТВЛЪНН В СВЯзи с необходимостью проведения работы в накууме. Кроме того, для упрочнения требуется дополнительное дорогостоящее вакуумное и ультразвуковое оборудование.Известен также способ термической обработки сталей в холодильной камере с предварительным охлаждением деталей в парах жидкого азота. Детали перед их загрузкой укладывают на специальную подставку, помещенную в отделение предварительного охлаждения. После предварительного охлаждения подставку с деталями переносят в отделение холодильной камеры для погружения в жидкий азот, где детали окончательно охлаждаются до азотной температуры в течение 10-30 мин 5.Недостаток известною способа заключается в том, что при такой обработке не всегда обеспечивается качество обработки и сгойпсосги изделий.Наиболее близким к предполагаемому изобретению является способ термической обработки изделий, включающий ступенчатое оштаящение с изотермическими выдержками и последующтпй нагрев до комнатной температуры б.Недостаток известного способа заключается в том, что при такой обработке не всегда обеспечивается качество обрабогпси и стойкость изделияр так как НЕ УЧИТЫВЗВТСЯ ТОЛЩИНН обрабатываемого изделия. Кроме того, в этом случае необходимо обрабатывать изделия холодом более 10-20 часов, что требует большого расхода хладоагента и резко уведшчиваегся трудоемкость и стоимость термической обработки.Задача, на решение которой направлено изобретение, состоит в том, чтобы повысить твердость и стойкость изделия.разом в способе термической обработки сталей обработку холодом ведут в три этапа, на первом из которых изделшя охлаждают до температуры от минус 30 до минус 60 С и выдерживают 15-30 мин, на втором этапе изделия охлаждают до температуры от минус 90 до минус 120 С и выдерживают 20-30 мин на каждые 10 шт толщины изделия, на третьем этапе изделия охлаждают до температуры от минус 190 до минус 1967 С и выдерживают 20-40 мин на каждые 10 мм толщины изделия.Кроме того, на первом и втором этапах охлаждение ведут в газообразной среде, напри 10мер, в парах жидкого азота, а на третьем этапе охлаждение ведут в среде сжиженного газа,например, азота.В предлагаемом способе учитывается толщина обрабатываемых изделий, что позволяет получить высокое качество обработки изделшй и повысить вследствие этого их стойкость. Кроме тото, в предлагаемом способе уменьшается время обработки холодом примерно в три раза.Пример 1. пуансоны из стадш 9 ХС после ЗЭКШТКИ ОЧИЩЗЛИ ОТ масла, ПЫЛИ И ГРЯЗИ С помощью технических салфеток. Размер пуансонов 30 х 40 х 90 мм. Для предварительного охлаждения пуансоны укладывали в железные коробки с отверстиями. После этого железные коробки с пуансонами подвешивали на специальных приспособлениях в ванне предварительного охлаждения холодильной камеры. После этого с сосуда Дьюара заливали в ванну жидкий азот. Пуансоны охлаждали в парах жидкого азота до температур от минус 45 доминус 50 С и выдерживали при этих темпе- ратурах 25 мин. Температуру пуансонов контролировали милливольтметром с помощью медь-консгантовой термопары. После этого доволнительно заливали из сосуда Дьюара в ванну жидкий азот и охлаждали в парах жидкого азота пуансоны до температур от минус 90 до минус 100 С с выдержкой при этих температурах 75 мин. Затем переносили железные коробки с пуансонами в ванну для окончательиого охлаждения. Коробки с пуансоиами устававливали на дне ванны. После этого заливали в ванну из сосуда Дьюара жидкий азот. Уровень жидкого азота был выше уровня деталей на 100 мм. пуансоны охлаждали в среде жидкого азота до температуры от минус 190 до минус 196 С и выдерживают при этих температурах 72 мин. Затем пуансоны вынимадш из ванны и укладывали на стол. После нагрева пуансонов до комнатной температуры их вытиралш от влаги с помощью технических салфеток. После этого пуансоны проверяла на твердостъ с помощью прибора Роквелла. Затем проверяли пуансоны на стойкость при штамповке заводских деталей.Результаты испытаний приведены в таблице.Пример 2. Пресс-формы из стали 40 Х 1 З после закалки огпгппапш от пьпш, грязи и масла с помощью технических салфеток. Размер прессформ 20 х 90 х 200 мм. Пресс-формы укладывали в железные коробки с отверстиями и помещали в отделение предварительного охлаждения холодильной камеры. Далее вьшолняли операцшг термической обработки, аналогичные операциям, приведенным в примере 1.Режимы термической обработки, прирост твердости и увеличение стойкости приведены в таблице.5 В 1129 С 1 в Как следует из приведение-пс в таблице дан прирост твердости в среднем на 2-4 единицы ных, предложенный способ термической обра- НЕС и увеличение стойкости на 50-100. ботки сталей 9 ХС и 40 Х 1 З обеспечиваетИзделия, мате- Прирост Увеличение Режим терьшческой-обработки риал, исходная твердости тве дость НЕС НЕС Предварительное охлаждение до температур от ми- пуансоны, 2-4 50-100 нус 45 до минус 50 С, выдержка 25 мин, проме 9 ХС, 34-35жуточное охлаждение до теьшератур от ьшнус 90 до минус 100 С выдержка 75 мин окончательноеохлаждение до температур от минус 190 до минусПредварительное охлаждение до температур от ми- Пресс-формы, 2.нус 50 до минус б 0 С, выдержка 30 мин промс- 40 Х 13, 46-48жуточное охлаждение до температур от минус 100охлаждение до теышератур от минус 190 до минусЗаказ 1427. Тираж 20 экз. Государственное патентное ведомство Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: способ, термической, обработки, сталей
Код ссылки
<a href="https://by.patents.su/3-1129-sposob-termicheskojj-obrabotki-stalejj.html" rel="bookmark" title="База патентов Беларуси">Способ термической обработки сталей</a>
Способ термической обработки изделий
Номер патента: 986
Опубликовано: 15.12.1995
Авторы: Ральф Шустер, Пауль Хайльманн, Фридрих Прайсер
МПК: C21D 1/74
Метки: обработки, изделий, термической, способ
Текст:
...их нагрева и последующего охлаждения охлаждающим газом под давлением и при помощи газоциркуляции и добиться более высокой интенсивности закалки без повышения мощности двигателя для циркуляции охлаждающего газа.Эта задача согласно изобретению решаетсяТЕМ, ЧТО ИНСРТНЫЙ ГЗЗ В СМЕСИ ИСПОЛЬЗУЮТдо 30 объемных , давление охлаждающей СМВСН В ПЕЧИ УСТЗНЗВЛИВЗЮТ В пределах ОТ 1,4 до 4 МПа, а скорость циркуляции охлаждающего газа устанавливают такую,...
Способ обработки стального проката
Номер патента: 471
Опубликовано: 30.03.1995
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Метки: способ, стального, обработки, проката
Текст:
...этой целью прокат можно пропускать через водяную баню или распылять воду из форсунки. Соответствующая температура для нанесения коррозионно-стойких покрытий составляет. например. для чистого алюминия 5605 Т 0 С. а для чиСТОГО Цинка около 415 С. При легирования могут создаваться промежуточныеступени. Для легирования можно применять любоепокрытие. так как прокатываемый материал проходит все области температуры от проКЭТНОГО нагрева ДО ПОЛНОГО...
Способ обработки теплоизоляционных изделий
Номер патента: 705
Опубликовано: 30.06.1995
Авторы: Старченко Т. В., Гаврилович Н. А., Борисов Б. Б., Внуковская Л. Б., Капустина И. Б.
МПК: C04B 41/63
Метки: обработки, способ, изделий, теплоизоляционных
Текст:
...добавления и тщательного перемешивания отходов синтетических волокон.Составы композиций для покрытий приведены в табл.1.Отход синтетических волоКОН ВбЛЮрОВОГО ПРОИЗВОДСТваПолуфабрикат полиэфирного лака под действием ускоренных электронов отверждается на поверхности теплоизоляционного материала с образованием пространственно-сетчатьтх полимеров, создавая прочные, водостойкие покрытия, Аэросил, способный взаимодействовать с полиэфиром и...
Способ обработки цилиндрических поверхностей сквозных отверстий
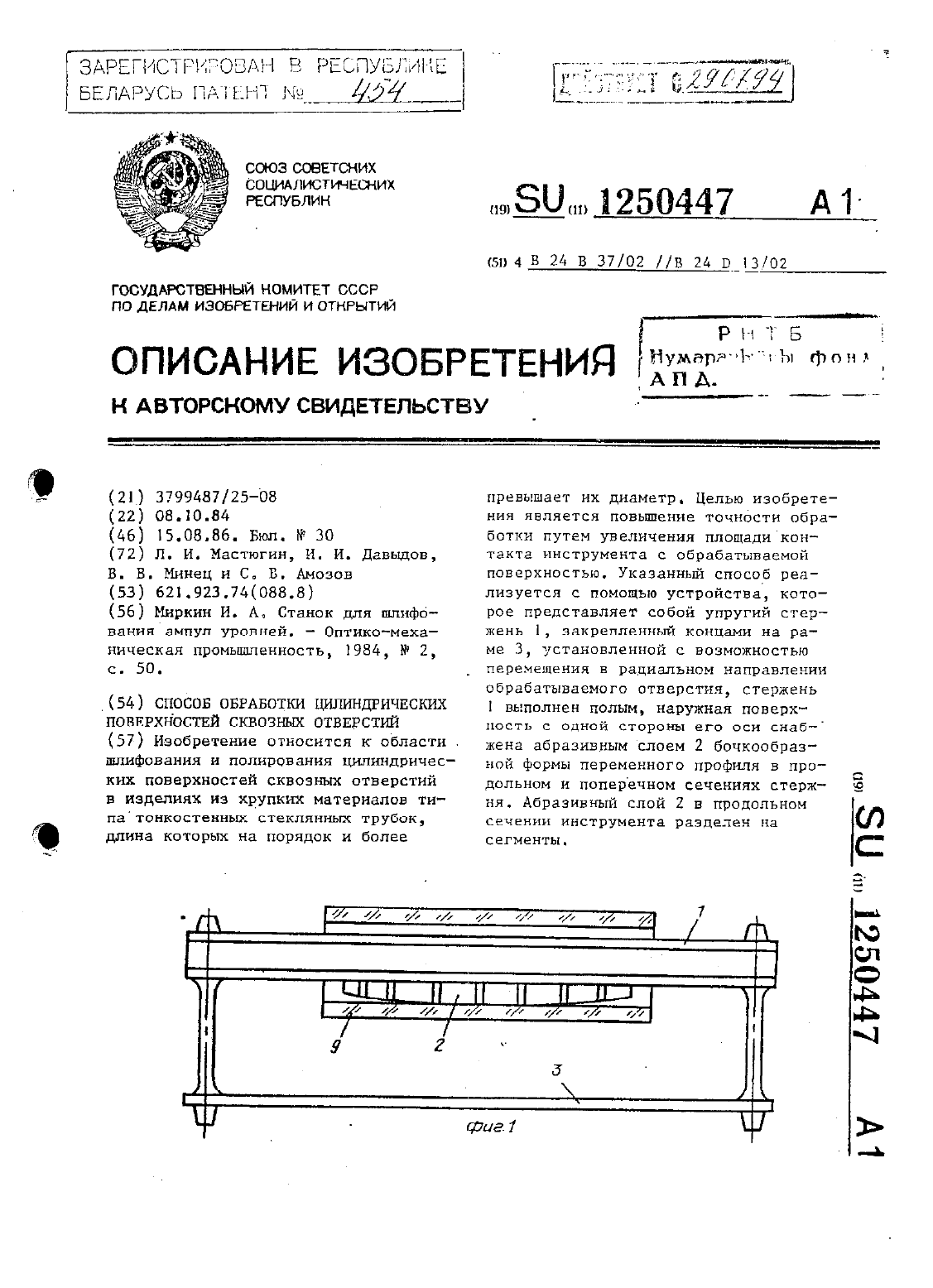
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Амозов С. В., Давыдов И. И., Минец В. В., Мастюгин Л. И.
МПК: B24B 37/02, B24D 13/02
Метки: отверстий, обработки, способ, поверхностей, цилиндрических, сквозных
Текст:
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Способ обработки длинномерной цилиндрической детали
Номер патента: 457
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Рута С. А., Минец В. В.
МПК: B24B 37/02
Метки: цилиндрической, способ, длинномерной, детали, обработки
Текст:
...инструмента к обрабатываемой поверхности вРезУлътате чего при обработке деталей, диаметр которых В процессе обработки умепъ- . шается инструмент находится В КОН такте со значительной поверхностью обрабатываемой детали. В таком инструменте п работе участвует большее количество абразивных аерен.что повышает ело производительность. ПРИ наличии л дбрапипосодсржчпем слоеканавки Шириной не менее 0,1 диаметра Обрабатываемой детали,...
Предыдущий патент: Упаковочный контейнер
Следующий патент: Способ обработки отходящих газов химических процессов и устройство для его осуществления
Случайный патент: Способ изготовления древесностружечных плит