C21D 9/22 — сверл; фрез; резцов для металлорежущих станков
Способ упрочнения лезвийного инструмента
Номер патента: 11375
Опубликовано: 30.12.2008
Авторы: Ильющенко Александр Федорович, Судник Лариса Владимировна, Ильющенко Татьяна Александровна, Жук Елена Владимировна
МПК: B24B 3/00, B24B 1/00, C21D 9/22...
Метки: упрочнения, инструмента, способ, лезвийного
Текст:
...упрочнения является результатом диффузии элементов, выделяющихся в зоне резания в элементарной форме, в результате деструкции абразивного материала обрабатывающего инструмента. Максимальное насыщение рабочих поверхностей лезвийного инструмента достигается при абразивной обработке инструментом,в состав которого введены нанокомпоненты. Глубина проникания упрочняющих компонентов при этом способе находится в пределах 1,5-4 мкм. При снижении...
Способ упрочнения алмазного инструмента на металлической связке
Номер патента: 10783
Опубликовано: 30.06.2008
Авторы: Жорник Виктор Иванович, Смиловенко Ольга Олеговна, Полуян Александр Иванович, Прокопович Николай Николаевич, Шматов Александр Анатольевич
МПК: C23C 22/05, B24D 3/34, C21D 9/22...
Метки: инструмента, упрочнения, способ, металлической, связке, алмазного
Текст:
...поверхностей повышать сопротивление износу, то разрушение микроконтактов при трении модифицированных поверхностей происходит легко, не получая распространения и не переходя в задир, достигается снижение интенсивности износа. При небольшом количестве микроконтактов, приходящихся на единицу площади, превалирует то, что малая прочность участка сцепления предотвращает более значительный износ прилегающей поверхности. Механизм...
Способ шлифования тонкостенных и клиновидных деталей с одновременной закалкой
Номер патента: 2366
Опубликовано: 30.09.1998
Автор: Ефремов Владимир Дмитриевич
МПК: C21D 8/00, C21D 9/22, B24B 1/00...
Метки: тонкостенных, способ, деталей, закалкой, шлифования, клиновидных, одновременной
Текст:
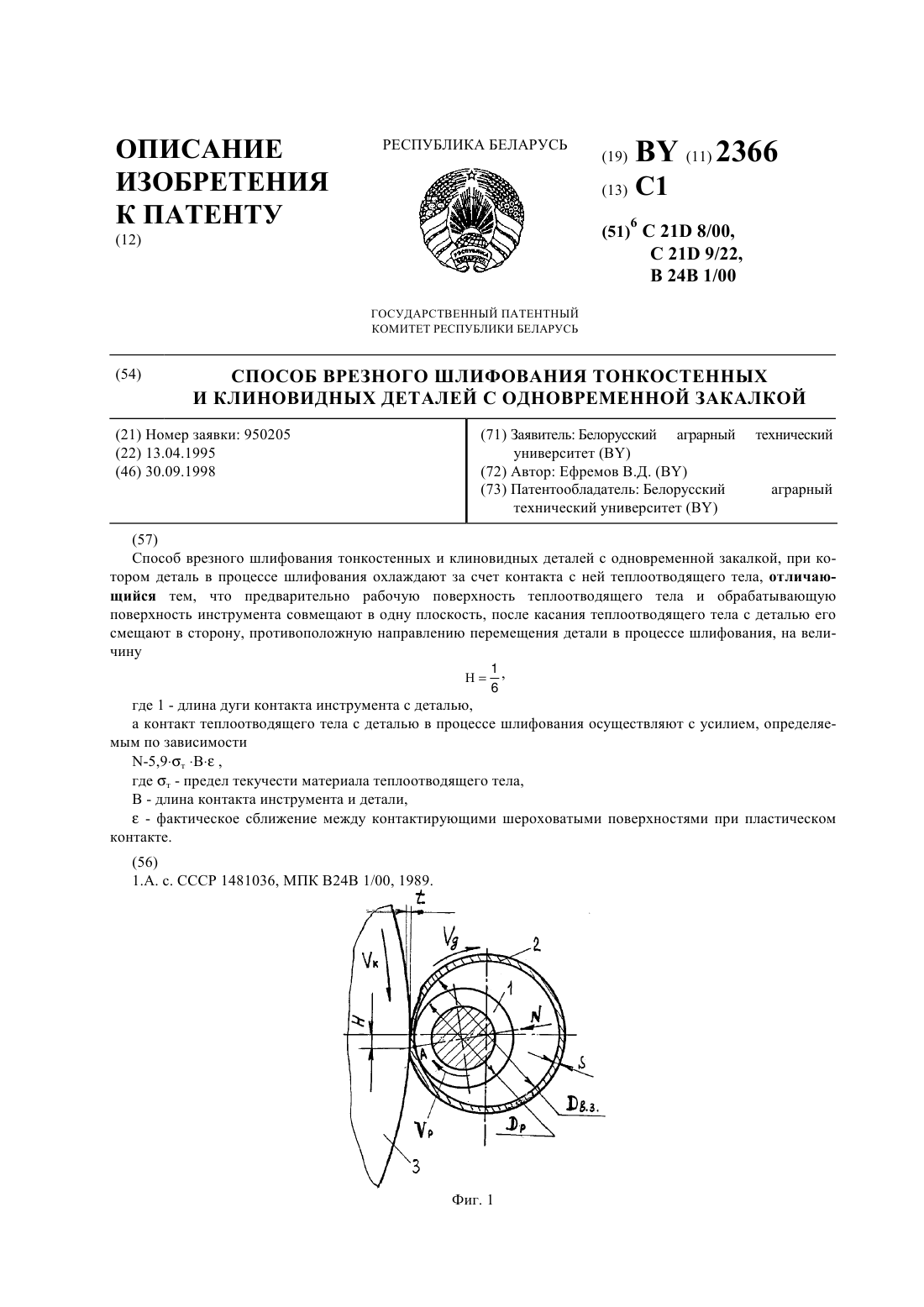
...теплоотводящего тела (кривая 1) и с применением теплоотводящего тела по предлагаемому способу (кривая 2). Клиновидная часть заготовки с позиций теплопроводности относится к типу тонкостенных, но с переменной толщиной или с переменным теплоотводящим объемом металла, величина которого снижается до нуля в месте пересечения образующих е граней. Поэтому принцип реализации способа применительно к клиновидным деталям не отличается от обработки...
Способ термической обработки сталей
Номер патента: 1129
Опубликовано: 14.03.1996
Авторы: Лось Мечислав Николаевич, Тявловский Михаил Доминикович, Степанович Павел Павлович, Бондарь Олег Владимирович, Ракитский Владимир Михайлович
Метки: термической, сталей, способ, обработки
Текст:
...решение которой направлено изобретение, состоит в том, чтобы повысить твердость и стойкость изделия.разом в способе термической обработки сталей обработку холодом ведут в три этапа, на первом из которых изделшя охлаждают до температуры от минус 30 до минус 60 С и выдерживают 15-30 мин, на втором этапе изделия охлаждают до температуры от минус 90 до минус 120 С и выдерживают 20-30 мин на каждые 10 шт толщины изделия, на третьем этапе изделия...