Устройство для изготовления изделий из теста с начинкой

Текст
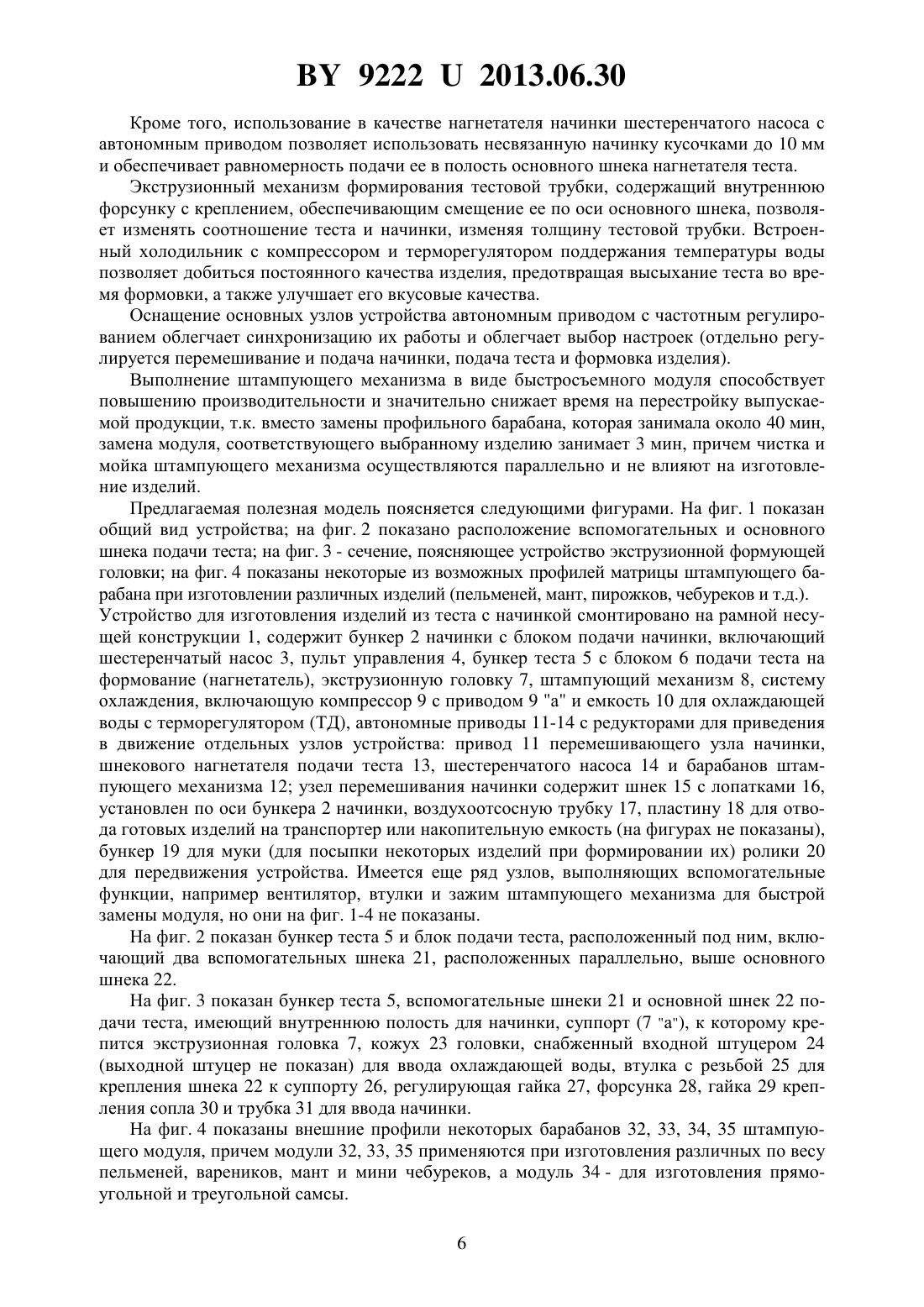
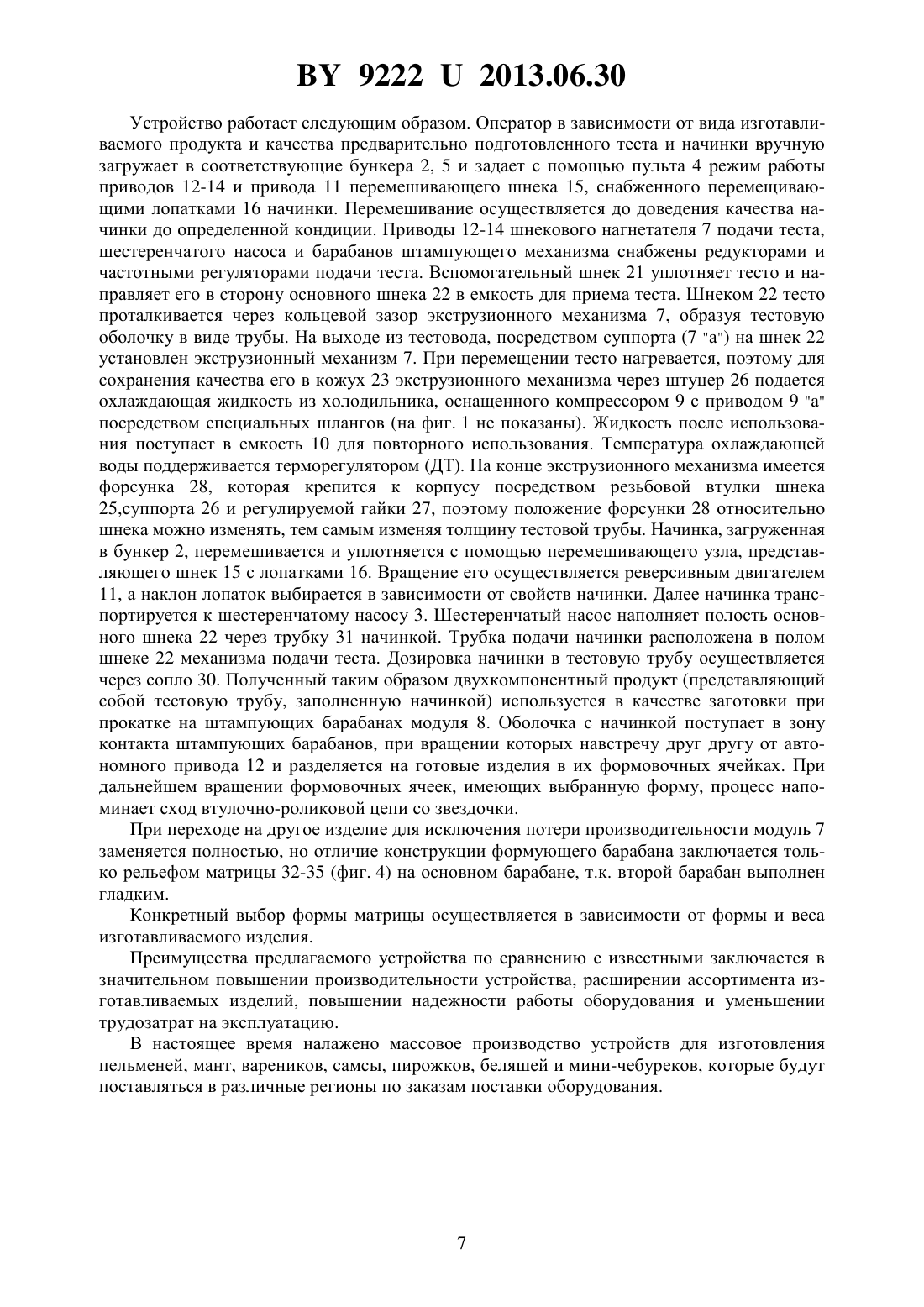
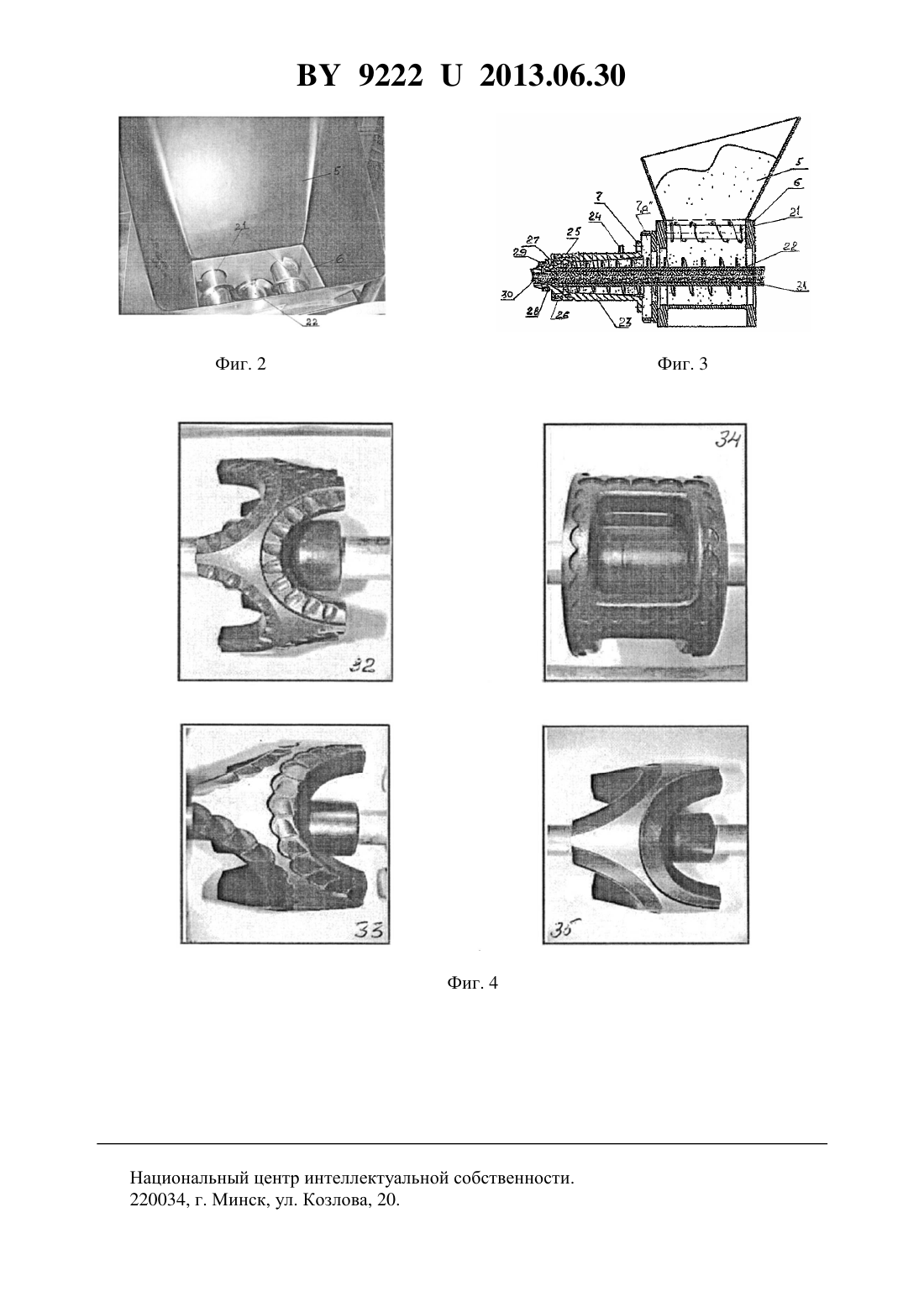
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ(72) Автор Данилюк Игорь Фдорович(57) 1. Устройство для изготовления изделий из теста с начинкой, смонтированное на несущей рамной конструкции, содержащее бункер для теста, бункер для начинки нагнетатели теста и начинки, головку формования тестовой трубки, в которую подается начинка,и штампующий механизм, включающий барабаны с формовочными ячейками, причем нагнетатель начинки может быть выполнен в виде шестеренчатого насоса, а нагнетатель теста и штампующий механизм снабжены автономными приводами, блок управления работой устройства, отличающееся тем, что головка формования тестовой трубки выполнена в виде экструзионного механизма, кожух которого соединен с введенной в устройство системой охлаждения, содержащей встроенный холодильник с компрессором и контроллером температуры охлаждающей жидкости, бункер начинки снабжен шнеком с укрепленными на нем лопатками для перемешивания начинки, а нагнетатель начинки снабжен автономным приводом, нагнетатель теста выполнен в виде трех шнеков - двух вспомогательных и основного шнека, выполненного полым и соединенного с выходом нагнетателя начинки. 2. Устройство по п. 1, отличающееся тем, что экструзионный механизм размещен на основном шнеке нагнетателя теста и содержит форсунку с узлом крепления, позволяющим изменять ее положение относительно оси шнека для возможности изменения толщины тестовой трубки. 92222013.06.30 3. Устройство по п. 1, отличающееся тем, что штампующий механизм выполнен в виде быстросъемного сменного модуля, профильный барабан которого обеспечивает возможность изготовления однородных или различных изделий как по весу, так и по форме. 4. Устройство по п. 1, отличающееся тем, что система охлаждения экструзионной головки размещена на нижнем основании рамного корпуса и снабжена емкостью для циркуляции охлаждающей воды. 5. Устройство по п. 1, отличающееся тем, что все шнеки нагнетателя теста выполнены из нержавеющей стали.(56) 1.4996914. 2. Патент РФ 2379894, 2009. 3. Патент РФ 80312, 2009. 4. РФ 104425, 2011. 5. Патент 2117432, 1998. 6. Патент РФ 2042328, 1995. Полезная модель относится к пищевой промышленности, а именно к технологии и оборудованию, предназначенным для промышленного производства изделий из теста с начинкой, конкретнее к изготовлению широкого ассортимента пельменей, пирожков,мант, чебуреков, беляшей и т.п., и может найти применение на крупных предприятияхизготовителях указанных продуктов питания и предприятиях общественного питания. Известно устройство для изготовления пельменей по патенту 1, которое содержит формирователь изделий (штампующее средство), включающий два вращающихся навстречу друг другу параллельно установленных барабана, один из которых выполнен со множеством формующих ячеек, размещенных на цилиндрической поверхности барабана равномерно и упорядоченно с образованием рядов по образующим цилиндра. Второй барабан выполнен со сплошной поверхностью. Над барабаном с ячейками размещен дозатор,преобразующий массу наполнителя в порции начинок. Выходная часть дозатора представляет собой сопла, скомпонованные в два ряда, при этом количество сопел в одном ряду равно количеству ячеек в одном ряду на поверхности барабана, месторасположение сопел соответствует расположению ячеек, а расстояние между рядами сопел соразмерно расстоянию между рядами ячеек. Механизм подачи тестовых лент представляет собой два транспортера, один из которых обеспечивает подачу тестовой ленты на барабан с ячейками на сегменте цилиндрической поверхности на его подъеме перед соплами дозатора, а другой - на этот же барабан на сегменте спуска после прохода цилиндрической поверхности зоны сопел. Основным недостатком технического решения по 1 является сложность дозирующего устройства и то, что не исключено попадание частичек начинки на участки тестовой ленты, подлежащие склеиванию. Попадание частичек начинки в места склейки происходит потому, что отформованные в тестовой ленте углубления после заполнения их порциями и накрытием другой тестовой ленты перемещаются в зону запечатывания без скрепления тестовых лент между собой, т.е. при повороте барабана возможно некоторое смещение массы начинки. Особенно это актуально для пельменей, мясной фарш для которых содержит мясной сок, т.е. очень подвижную жидкую фракцию. Вместе с тем, с повышением частоты вращения барабанов, т.е. с увеличением центробежных сил, воздействующих на все, что может находиться на их поверхности, а следовательно, и в углублениях на поверхности барабанов, вероятность попадания частичек начинки в местах склейки значительно возрастает. Это является существенным фактором, обусловливающим сдерживание производительности такого оборудования. 2 92222013.06.30 Известен автомат для производства пельменей, который содержит питатель теста,включающий бункер с тестомесительным механизмом, состоящим из перемешивающих и уплотняющих роликов, связанных передачами. На перемешивающих роликах имеются лопатки для перемешивания теста. В дне бункера выполнена воронка прямоугольного сечения. Бункер закреплен над вальцами для раскатки тестовых лент и подачи их на штамповочные барабаны. Барабаны имеют на цилиндрических поверхностях формирующие ячейки, ряды которых размещены в шахматном порядке. В плоскости, перпендикулярной оси барабана, ячейки соседних рядов расположены с угловым сдвигом. Нагнетатель начинки, он же фаршевый насос, имеет на выходе нагнетающие трубки, установленные в плоскости сопряжения тестовых лент. Количество трубок равно числу рядов ячеек на барабанах. Трубки, выполненные из эластичного материала (например, из полиэтилена),проложены через прерыватель. Прерыватель содержит основание, на котором закреплен с возможностью вращения вал, связанный с приводом. Вал имеет кольцевые канавки б. В основании выполнены пазы в. Канавки б образуют вместе с пазами в каналы для нагнетающих трубок. Внутри канавок б закреплены с относительным угловым сдвигом,равным 18, прижимные ролики. В зависимости от степени прижима трубки (частичное или полное перекрытие) ролики могут располагаться внутри канавок б или выступать из них. Степень прижима трубки зависит от рецептуры используемой начинки (густая или жидкая). Все блоки смонтированы на общей несущей рамной конструкции. Автомат снабжен транспортером и контейнером для готовых пельменей и системой автоматики,синхронизирующей работу автомата 2. В дальнейшем некоторые узлы этого автомата были усовершенствованы 3, в частности, прерыватель потока фарша содержит соединенные с источником импульсного напряжения электромагниты, якоря которых имеют штифты, выполненные с возможностью взаимодействия с трубками для подачи фарша, что обеспечивает периодическое впрыскивание начинки в ячейки штампующих барабанов, причем рельефный барабан может быть сменным, в зависимости от формы изготавливаемого изделия. В 4, в качестве фаршевого насоса используется шестеренчатый для обеспечения более равномерной подачи начинки, однако это не устраняет полностью недостатков, присущих автомату для производства пельменей. Автомату присущи следующие основные недостатки сложность конструкции и недостаточная надежность работы. Подача начинки шестеренчатым насосом, который приводится в движение за счет создания давления внутри системы первым насосом, не обеспечивает оптимально равномерную подачу начинки, которая поступает к ячейкам штампующих барабанов через эластичные трубки длиной не менее метра, поэтому не исключена опасность возникновения в них мертвых зон, где накапливается жир, который забивает каналы, поэтому такое конструктивное решение не позволяет использовать жирные начинки с включениями, увеличивает трудоемкость эксплуатации за счет мойки эластичных трубок. Автомат требует раскатки теста на две тестовые ленты и дополнительных наматывающих роликов с отдельными приводами, что также усложняет конструкцию, причем следует учесть, что число каналов равно четырем. При производстве пельменей или других изделий с начинкой из двух тестовых лент увеличивает отходы, поэтому надо предусмотреть и отдельную емкость для них. Известно устройство для изготовления изделий из теста с начинкой, которое содержит бункера для смешения теста и начинки, горизонтально расположенные камеры для размещения в них механизмов подачи теста и начинки. Механизм подачи теста выполнен в виде роторного эксцентрикового насоса и состоит из ротора, который установлен в отверстиях, выполненных с эксцентриситетом. В радиальных прорезях ротора установлены четыре пластинчатые лопатки. Каждая из лопаток неподвижно зафиксирована на цилиндрической направляющей, размещенной с возможностью свободного перемещения в сквозном радиальном отверстии ротора. Привод устройства может быть выполнен ручным или механи 3 92222013.06.30 зированным. В верхней части камер подачи теста и начинки имеются окна для подачи теста из бункера теста и из бункера начинки. Бункер подачи теста монтируется на наружной поверхности корпуса с помощью опор и винтов. В бункере установлены нагнетатели для теста и начинки. В нижней части корпуса камеры выполнено окно, служащее для выхода теста в тестовод, жестко закрепленный на корпусе. Со стороны камеры для подачи начинки установлен сопряженный с его внутренней цилиндрической поверхностью второй ротор, зафиксированный от осевого перемещения опорной крышкой. На цилиндрической поверхности ротора в плоскостях, нормальных его оси, выполнены лунки-дозаторы. На торце второго ротора, у его цилиндрической поверхности в осевой плоскости выполнены уступы с плавным переходом в плоскость торца, а в отверстии крышки размещен штырь-боек, взаимодействующий с пружиной, поджимаемой колпачком, смонтированным на наружной поверхности крышки. Штырь-боек установлен с возможностью взаимодействия с уступами. В собранном устройстве взаимодействие штыря-бойка с уступами должно обеспечиваться в момент расположения лунки-дозатора в нижнем положении при вертикальном расположении ее оси. С кромкой окна плотно сопрягается трубка. По наружному диаметру на трубку заводится тестовод и по сопряженной цилиндрической поверхности жестко фиксируется со стороны камеры подачи теста. На тестоводе образован цилиндрический поясок с вертикальной осью. На пояске с помощью резьбы устанавливается сменная гайка, внутренняя поверхность которой совместно с трубкой образуют тестообразующую головку. Формующие валки совместно с жестко связанными с ними шкивами установлены с возможностью вращения на осях. Большой валок выполнен гладким, а малый валок выполнен с ребрами, расположенными нормально поверхности этого валка. Наружная поверхность по высоте ребер выполнена цилиндрической с диаметром, равным диаметру большого гладкого валка. Продольные оси ребер могут располагаться либо по линии пересечения диагональной плоскости с цилиндрической поверхностью малого валка, либо по образующим этого валка 5. К недостаткам данного устройства следует отнести сложность конструкции узла подачи теста, а также использование одного привода для работы устройства, поэтому для передачи вращения приходится использовать сложные механические передачи, что не может обеспечить постоянство скорости подачи фарша, т.к. он поступает во внутреннюю трубку тестовода (в формующую головку) при сотрясении второго ротора посредством удара по его торцу. Надежность и точность такого дозирования сомнительна. Наиболее близким техническим решением к заявляемой полезной модели является устройство для изготовления пельменей, которое содержит бункер для теста, бункер для начинки нагнетатели теста и начинки, состоящие из нагнетающих шнеков и подающих валков головку формования тестовой трубки, в которую подается начинка, и штампующий механизм, включающий барабаны с формовочными ячейками, на стенках ячеек выполнены отверстия, в которых установлены гравитационные выталкиватели приводы подачи теста и начинки привод передачи вращения барабанам и трубы подачи теста и начинки. Устройство монтируется на рамной конструкции и работает следующим образом. В соответствующие бункера загружается тесто и начинка. При включении приводов движение передается валкам, соединенным посредством зубчатой передачей со шнеками подачи теста и начинки. При вращении шнеков и валков тесто и начинка через трубы подаются в формовочную головку, где формируется тестовая цилиндрическая оболочка с начинкой. Далее оболочка с начинкой поступает в зону контакта штампующих барабанов,при вращении которых навстречу друг другу от общего привода и разделяется на готовые изделия в их формовочных ячейках. При дальнейшем вращении полусферических формовочных ячеек процесс напоминает сход втулочно-роликовой цепи со звездочки. В случае залипания пельменей выталкиватели, перемещаясь под собственным весом радиально к периферии барабана в отверстиях, выталкивают готовые изделия из ячеек 6. 4 92222013.06.30 Основным недостатком этого устройства является то, что отсутствует дозатор начинки в местах склеивания, на внутренней поверхности тестовой трубки, остаются следы вытесненной в процессе штамповки начинки (так как начинка заполняет тестовую трубку полностью, без деления массы внутри тестовой трубки по отношению к конкретному изделию), что приводит к недостаточному сцеплению между склеиваемыми частями оболочки изделия и, как следствие, к ухудшению качества готовой продукции. Конструкция узла подачи фарша не позволяет обеспечить оптимальное перемешивание фарша и требует применения фарша с определенными свойствами, вращение штампующих барабанов осуществляется с постоянной скоростью, ассортимент продукции ограничен несколькими позициями. Для изменения формы и веса изделия используются переменные сменные штампующие барабаны, для замены которых требуется не менее 40 мин. Технической задачей полезной модели являются создание высокопроизводительного оборудования с возможностью расширения ассортимента получаемых изделий из тестовой оболочки с начинкой без снижения их качества повышение надежности работы оборудования и снижения трудозатрат при его эксплуатации. Технический результат достигается за счет того, что в известное устройство для изготовления изделий из теста с начинкой, смонтированное на несущей рамной конструкции,содержащее бункер для теста, бункер для начинки нагнетатели теста и начинки, головку формования тестовой трубки, в которую подается начинка, и штампующий механизм,включающий барабаны с формовочными ячейками, причем нагнетатель начинки может быть выполнен в виде шестеренчатого насоса, а приводы подачи теста и вращения барабанов штампующего механизма выполнены автономными, блок управления работой устройства, внесены изменения и дополнения, а именно головка формования тестовой трубки выполнена в виде экструзионного механизма,причем кожух головки соединен с системой охлаждения, содержащей холодильник с компрессором и контроллером температуры охлаждающей жидкости по вертикальной оси бункера начинки установлено перемешивающее устройство,включающее шнек с укрепленными на нем лопатками нагнентатель теста выполнен в виде трех шнеков - двух вспомогательных и основного шнека, выполненного полым и соединенного с выходом нагнетателя начинки нагнетатель начинки снабжен автономным приводом. Кроме того, штампующий механизм выполнен в виде единого быстросъемного конструкционного модуля, профильный барабан которого обеспечивает возможность изготовления однородных или различных изделий как по весу, так и по форме экструзионный механизм размещен на основном шнеке нагнетателя теста и содержит форсунку с узлом крепления, позволяющим изменять ее положение по оси шнека, что позволяет регулировать толщину тестовой трубки и расход начинки сама система охлаждения экструзионного механизма размещена на нижнем основании рамы и снабжена емкостью для циркуляции охлаждающей жидкости система управления устройством выполнена в виде отдельных блоков регулирования каждого узла, причем автономные приводы устройства снабжены частотными регуляторами вспомогательные и основной шнеки нагнетателя теста выполнены из нержавеющей стали. Измененная конструкция подачи теста позволяет использовать более мягкое и влажное тесто, что улучшает вкусовые качества продукции, а также позволяет регулировать в более широких пределах соотношение тесто/начинка и обеспечивать более равномерную подачу текста независимо от формы и размера кусков. Установка перемешивающего устройства в бункере начинки в виде шнека с лопатками позволяет использовать более широкий диапазон начинок (более плотный фарш, иные начинки с меньшим содержанием воды и т.п.). 5 92222013.06.30 Кроме того, использование в качестве нагнетателя начинки шестеренчатого насоса с автономным приводом позволяет использовать несвязанную начинку кусочками до 10 мм и обеспечивает равномерность подачи ее в полость основного шнека нагнетателя теста. Экструзионный механизм формирования тестовой трубки, содержащий внутреннюю форсунку с креплением, обеспечивающим смещение ее по оси основного шнека, позволяет изменять соотношение теста и начинки, изменяя толщину тестовой трубки. Встроенный холодильник с компрессором и терморегулятором поддержания температуры воды позволяет добиться постоянного качества изделия, предотвращая высыхание теста во время формовки, а также улучшает его вкусовые качества. Оснащение основных узлов устройства автономным приводом с частотным регулированием облегчает синхронизацию их работы и облегчает выбор настроек (отдельно регулируется перемешивание и подача начинки, подача теста и формовка изделия). Выполнение штампующего механизма в виде быстросъемного модуля способствует повышению производительности и значительно снижает время на перестройку выпускаемой продукции, т.к. вместо замены профильного барабана, которая занимала около 40 мин,замена модуля, соответствующего выбранному изделию занимает 3 мин, причем чистка и мойка штампующего механизма осуществляются параллельно и не влияют на изготовление изделий. Предлагаемая полезная модель поясняется следующими фигурами. На фиг. 1 показан общий вид устройства на фиг. 2 показано расположение вспомогательных и основного шнека подачи теста на фиг. 3 - сечение, поясняющее устройство экструзионной формующей головки на фиг. 4 показаны некоторые из возможных профилей матрицы штампующего барабана при изготовлении различных изделий (пельменей, мант, пирожков, чебуреков и т.д.). Устройство для изготовления изделий из теста с начинкой смонтировано на рамной несущей конструкции 1, содержит бункер 2 начинки с блоком подачи начинки, включающий шестеренчатый насос 3, пульт управления 4, бункер теста 5 с блоком 6 подачи теста на формование (нагнетатель), экструзионную головку 7, штампующий механизм 8, систему охлаждения, включающую компрессор 9 с приводом 9 а и емкость 10 для охлаждающей воды с терморегулятором (ТД), автономные приводы 11-14 с редукторами для приведения в движение отдельных узлов устройства привод 11 перемешивающего узла начинки,шнекового нагнетателя подачи теста 13, шестеренчатого насоса 14 и барабанов штампующего механизма 12 узел перемешивания начинки содержит шнек 15 с лопатками 16,установлен по оси бункера 2 начинки, воздухоотсосную трубку 17, пластину 18 для отвода готовых изделий на транспортер или накопительную емкость (на фигурах не показаны),бункер 19 для муки (для посыпки некоторых изделий при формировании их) ролики 20 для передвижения устройства. Имеется еще ряд узлов, выполняющих вспомогательные функции, например вентилятор, втулки и зажим штампующего механизма для быстрой замены модуля, но они на фиг. 1-4 не показаны. На фиг. 2 показан бункер теста 5 и блок подачи теста, расположенный под ним, включающий два вспомогательных шнека 21, расположенных параллельно, выше основного шнека 22. На фиг. 3 показан бункер теста 5, вспомогательные шнеки 21 и основной шнек 22 подачи теста, имеющий внутреннюю полость для начинки, суппорт (7 а), к которому крепится экструзионная головка 7, кожух 23 головки, снабженный входной штуцером 24(выходной штуцер не показан) для ввода охлаждающей воды, втулка с резьбой 25 для крепления шнека 22 к суппорту 26, регулирующая гайка 27, форсунка 28, гайка 29 крепления сопла 30 и трубка 31 для ввода начинки. На фиг. 4 показаны внешние профили некоторых барабанов 32, 33, 34, 35 штампующего модуля, причем модули 32, 33, 35 применяются при изготовления различных по весу пельменей, вареников, мант и мини чебуреков, а модуль 34 - для изготовления прямоугольной и треугольной самсы. 6 92222013.06.30 Устройство работает следующим образом. Оператор в зависимости от вида изготавливаемого продукта и качества предварительно подготовленного теста и начинки вручную загружает в соответствующие бункера 2, 5 и задает с помощью пульта 4 режим работы приводов 12-14 и привода 11 перемешивающего шнека 15, снабженного перемещивающими лопатками 16 начинки. Перемешивание осуществляется до доведения качества начинки до определенной кондиции. Приводы 12-14 шнекового нагнетателя 7 подачи теста,шестеренчатого насоса и барабанов штампующего механизма снабжены редукторами и частотными регуляторами подачи теста. Вспомогательный шнек 21 уплотняет тесто и направляет его в сторону основного шнека 22 в емкость для приема теста. Шнеком 22 тесто проталкивается через кольцевой зазор экструзионного механизма 7, образуя тестовую оболочку в виде трубы. На выходе из тестовода, посредством суппорта (7 а) на шнек 22 установлен экструзионный механизм 7. При перемещении тесто нагревается, поэтому для сохранения качества его в кожух 23 экструзионного механизма через штуцер 26 подается охлаждающая жидкость из холодильника, оснащенного компрессором 9 с приводом 9 а посредством специальных шлангов (на фиг. 1 не показаны). Жидкость после использования поступает в емкость 10 для повторного использования. Температура охлаждающей воды поддерживается терморегулятором (ДТ). На конце экструзионного механизма имеется форсунка 28, которая крепится к корпусу посредством резьбовой втулки шнека 25,суппорта 26 и регулируемой гайки 27, поэтому положение форсунки 28 относительно шнека можно изменять, тем самым изменяя толщину тестовой трубы. Начинка, загруженная в бункер 2, перемешивается и уплотняется с помощью перемешивающего узла, представляющего шнек 15 с лопатками 16. Вращение его осуществляется реверсивным двигателем 11, а наклон лопаток выбирается в зависимости от свойств начинки. Далее начинка транспортируется к шестеренчатому насосу 3. Шестеренчатый насос наполняет полость основного шнека 22 через трубку 31 начинкой. Трубка подачи начинки расположена в полом шнеке 22 механизма подачи теста. Дозировка начинки в тестовую трубу осуществляется через сопло 30. Полученный таким образом двухкомпонентный продукт (представляющий собой тестовую трубу, заполненную начинкой) используется в качестве заготовки при прокатке на штампующих барабанах модуля 8. Оболочка с начинкой поступает в зону контакта штампующих барабанов, при вращении которых навстречу друг другу от автономного привода 12 и разделяется на готовые изделия в их формовочных ячейках. При дальнейшем вращении формовочных ячеек, имеющих выбранную форму, процесс напоминает сход втулочно-роликовой цепи со звездочки. При переходе на другое изделие для исключения потери производительности модуль 7 заменяется полностью, но отличие конструкции формующего барабана заключается только рельефом матрицы 32-35 (фиг. 4) на основном барабане, т.к. второй барабан выполнен гладким. Конкретный выбор формы матрицы осуществляется в зависимости от формы и веса изготавливаемого изделия. Преимущества предлагаемого устройства по сравнению с известными заключается в значительном повышении производительности устройства, расширении ассортимента изготавливаемых изделий, повышении надежности работы оборудования и уменьшении трудозатрат на эксплуатацию. В настоящее время налажено массовое производство устройств для изготовления пельменей, мант, вареников, самсы, пирожков, беляшей и мини-чебуреков, которые будут поставляться в различные регионы по заказам поставки оборудования. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: A21C 9/06
Метки: теста, изделий, начинкой, устройство, изготовления
Код ссылки
<a href="https://by.patents.su/8-u9222-ustrojjstvo-dlya-izgotovleniya-izdelijj-iz-testa-s-nachinkojj.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления изделий из теста с начинкой</a>
Линия для изготовления изделий из теста с начинкой
Номер патента: U 1330
Опубликовано: 30.03.2004
Авторы: Тур Виктор Владимирович, Власенко Елена Валентиновна
МПК: A21C 9/06, A21D 15/00
Метки: изделий, начинкой, линия, изготовления, теста
Текст:
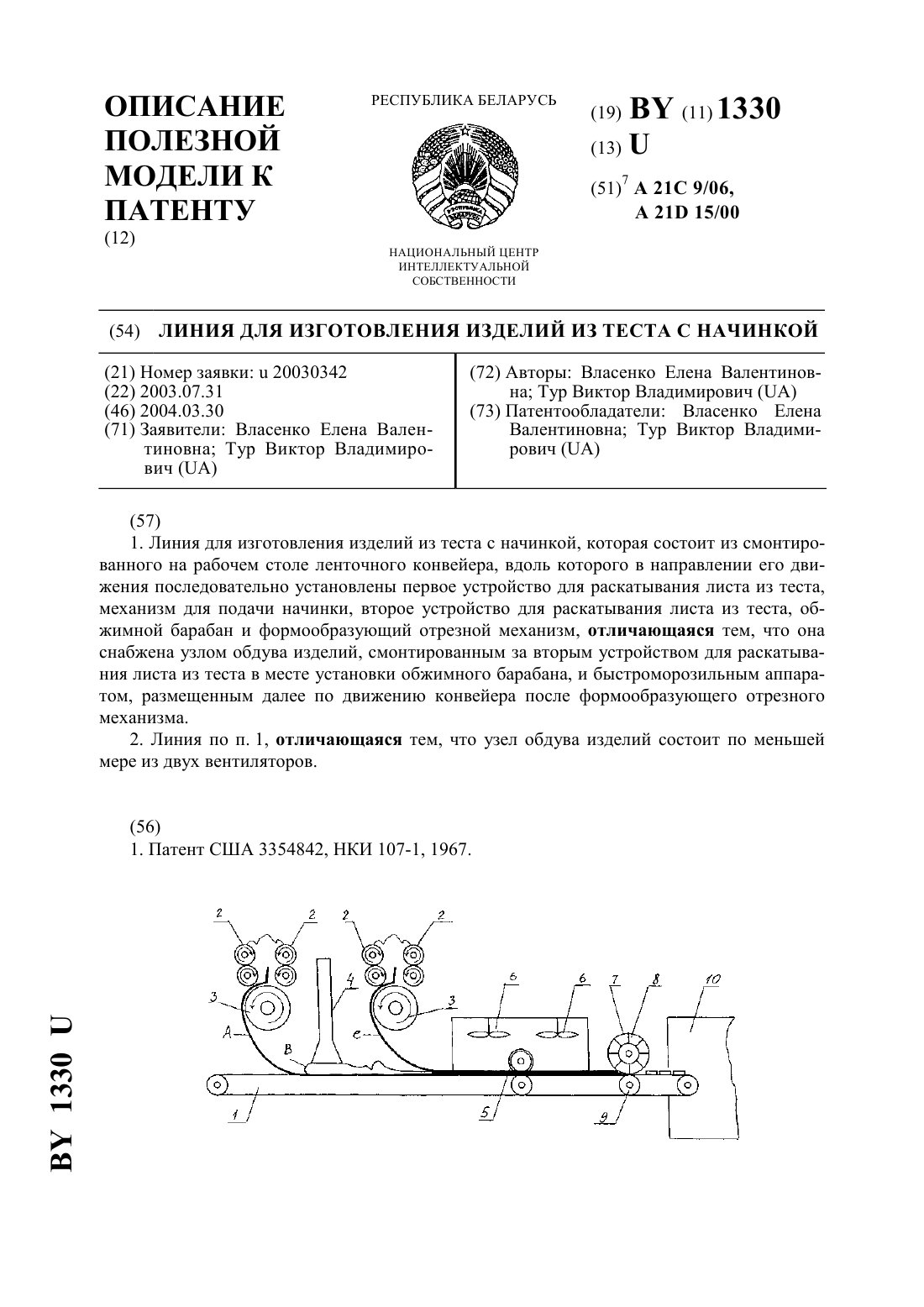
...устройством для раскатывания листа из теста в месте установки обжимного барабана, и быстроморозильным аппаратом, размещенным далее по движению конвейера после формообразующего отрезного механизма. Кроме того, узел обдувания изделий состоит по меньшей мере из двух вентиляторов. Обеспечение линии на этапе обжимания заготовки из двух листов теста и прослойки начинки узлом обдувания разрешает осуществить, во-первых, надежное склеивание листов...
Устройство для формования изделий из теста с начинкой
Номер патента: 2988
Опубликовано: 30.09.1999
Авторы: Усова Людмила Иосифовна, Усов Владлен Иванович
МПК: A21C 9/06
Метки: устройство, теста, начинкой, формования, изделий
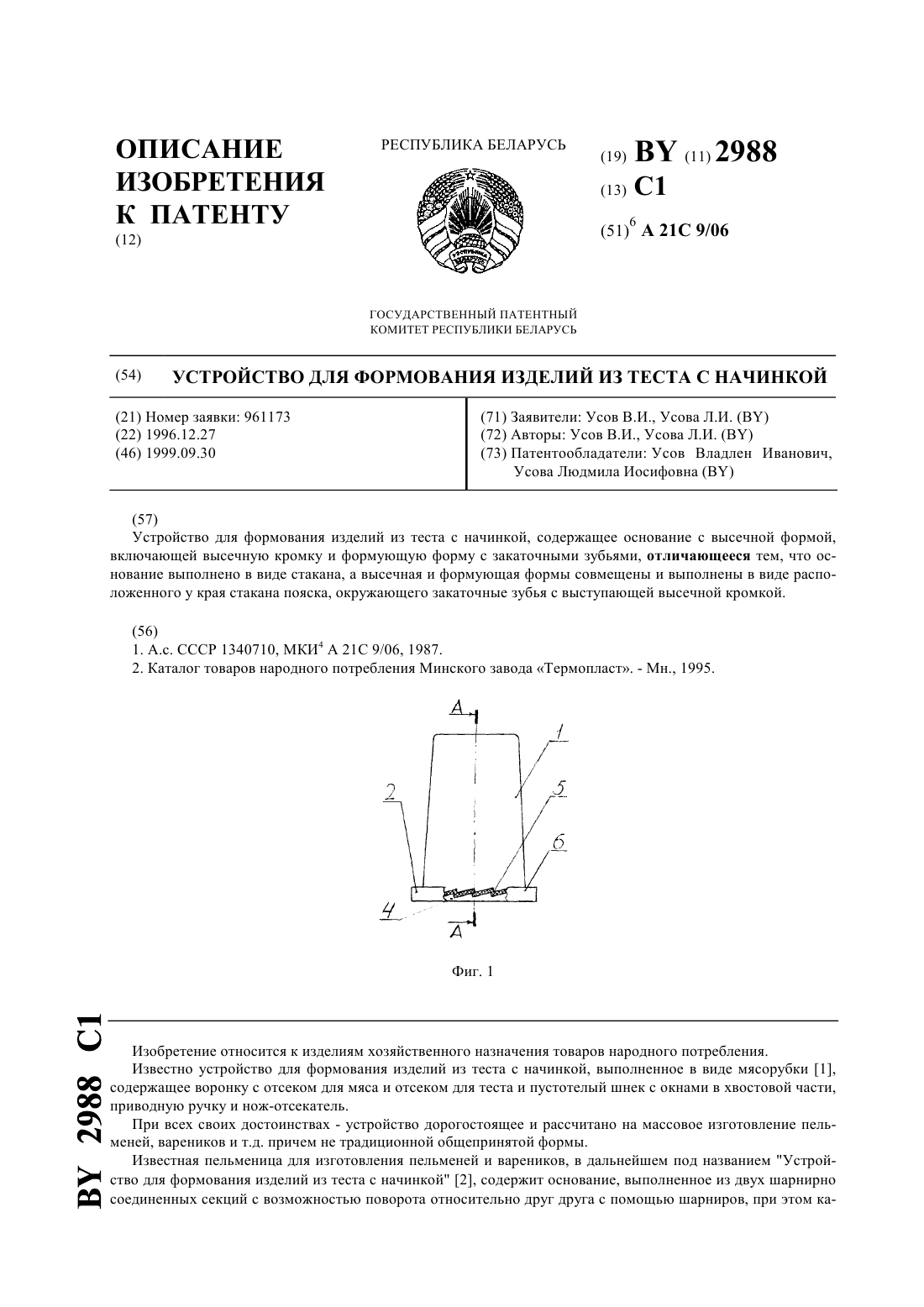
Текст:
...с начинкой, содержащем основание с высечной формой, включающей высечную кромки и формующую форму с закаточными зубьями, основание выполнено в виде стакана, а высечная и формующая формы совмещены и выполнены в виде расположенного у края стакана пояска, окружающего закаточные зубья с выступающей высечной кромкой. Такая конструкция устройства для формования изделий из теста с начинкой, позволила упростить устройство за счет выполнения основания...
Месильное устройство и способ приготовления теста для макаронных изделий
Номер патента: 1116
Опубликовано: 14.03.1996
Авторы: Йозеф Манзер, Фридрих Эггер, Вернер Зайлер
Метки: теста, месильное, способ, приготовления, макаронных, устройство, изделий
Текст:
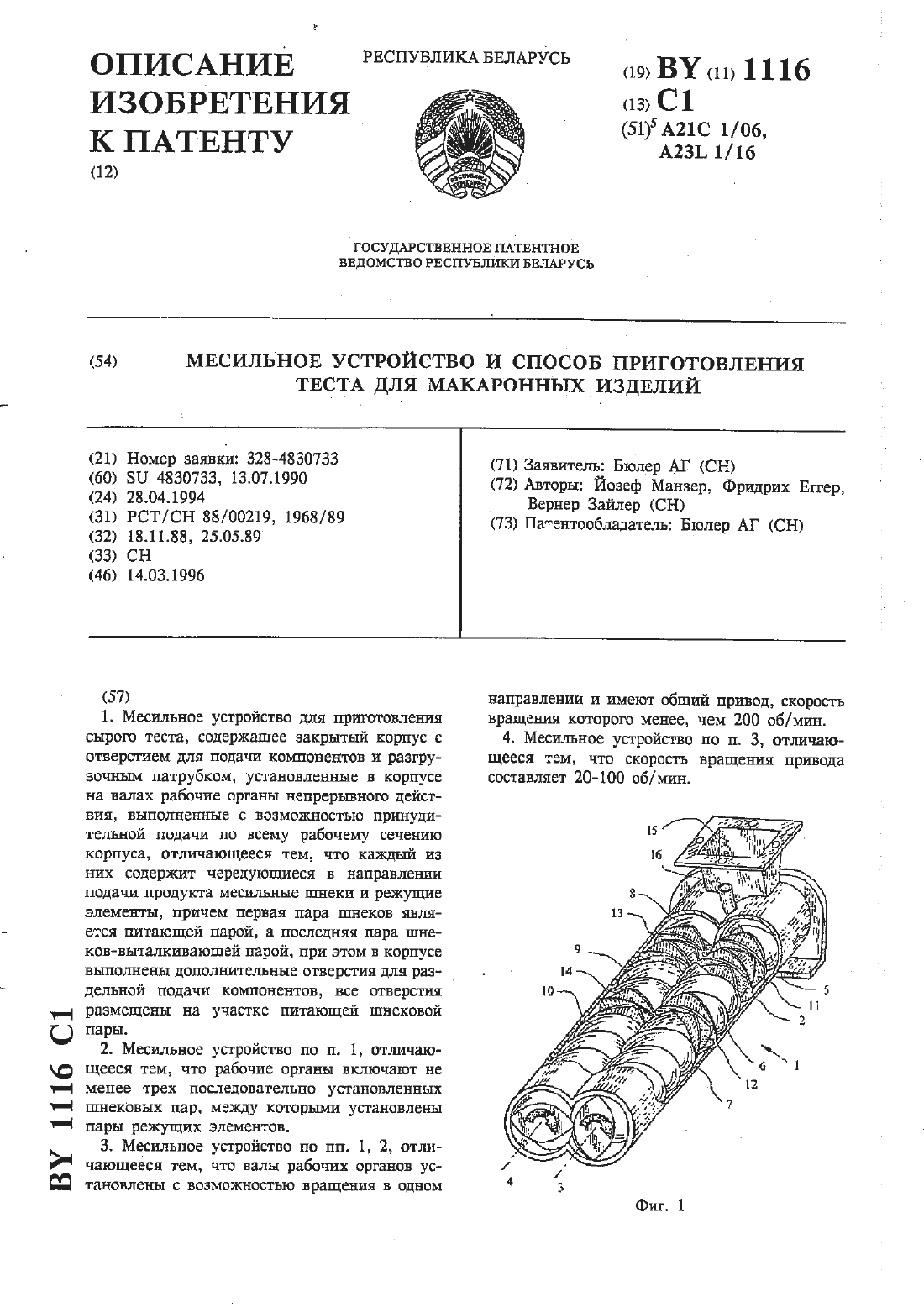
...сырое тесто, не ухуцшая его качества.Поставленная задача осуществляется с помощью устройства, содержащего закрытый корпус с отверстием для подачи компонентов и разгрузочным патрубком, установленные в корпусе на валах рабочие органы непрерывного действия - месильные шнеки и режущие элементы. .Предпочтительно выполнить первый комплект месильных шнеков в виде питающей шнековой пары, а последний комплект- в виде выталкивающей шнековой...
Способ получения изделий из теста и установка для его осуществления
Номер патента: 2000
Опубликовано: 30.12.1997
Авторы: Манзер Йозеф, Зейлер Вернер, Эггер Фридрих
МПК: A23L 1/16, F26B 21/08
Метки: способ, установка, получения, осуществления, теста, изделий
Текст:
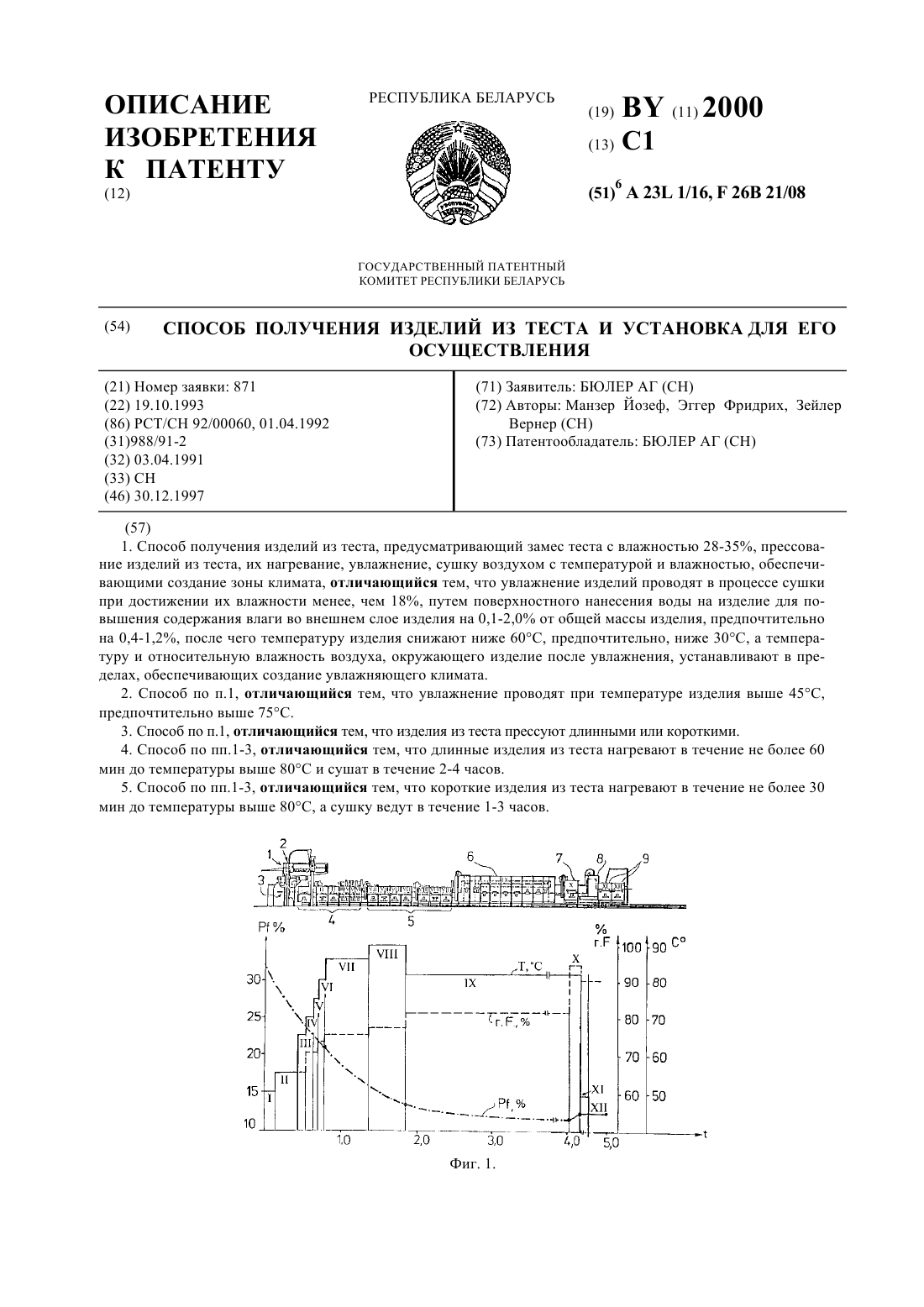
...заключается в том, что после сушки при высокой температуре,перед быстрым снижением температуры, изделия поверхностно увлажняют. Изобретение предусматривает различные варианты дальнейшего развития. Предлагается по отношению ко всему изделию добавлять воду, предпочтительно от 0,4 до 1,2. Наилучшие результаты достигаются также и при очень интенсивной сушке, когда добавление воды производится при температуре изделия выше 60 С,...
Устройство для изготовления погонажных изделий
Номер патента: U 4975
Опубликовано: 28.02.2009
Авторы: Екименко Николай Александрович, Васюта Валентин Алексеевич, Валетов Валентин Васильевич, Екименко Алексей Николаевич, Колдаева Светлана Николаевна, Колдаев Олег Юрьевич
МПК: B27N 5/00
Метки: изделий, изготовления, погонажных, устройство
Текст:
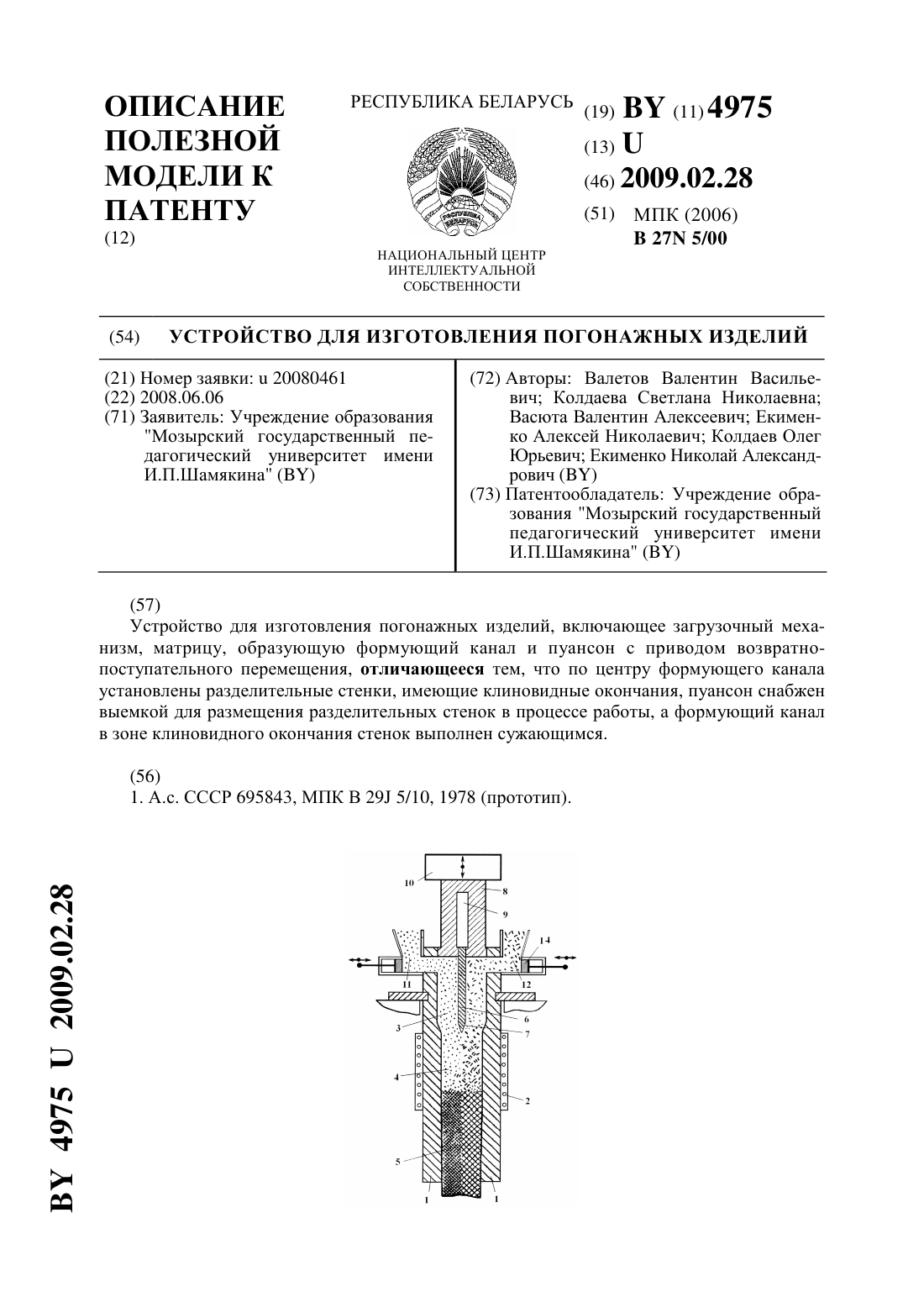
...дополнительно снабжают выемкой для размещения стенок в процессе работы. На фигуре показано описываемое устройство в разрезе. Устройство состоит из нагревательных плит 1 с нагревательными элементами 2. Плиты 1 образуют формующий канал, состоящий из зоны уплотнения 3, зоны отверждения 4 и зоны термостабилизации 5. По центру формующего канала расположены разделительные стенки 6, имеющие клиновидные окончания 7. В зоне клиновидного окончания...
Предыдущий патент: Робастный автопилот канала крена
Следующий патент: Самодействующий сферический тарельчатый клапан
Случайный патент: Полуприцеп транспортного средства