Способ изготовления двухслойного витого проволочного изделия
Номер патента: 8131
Опубликовано: 30.06.2006
Авторы: Савенок Анатолий Николаевич, Баглай Геннадий Валерьянович, Худолей Юрий Леонидович
Текст
СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО ВИТОГО ПРОВОЛОЧНОГО ИЗДЕЛИЯ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Баглай Геннадий Валерьянович Савенок Анатолий Николаевич Худолей Юрий Леонидович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Способ изготовления двухслойного витого проволочного изделия, включающий одновременную свивку сердечника и наружного слоя, отличающийся тем, что центральный сердечник и готовое изделие свивают методом двойного кручения с разными шагами свивки в одну технологическую операцию, причем центральный сердечник скручивают с предварительным шагом , а затем подкручивают при одинаковом направлении свивки сердечника и наружного слояили , или откручивают при противоположных направлениях свивки сердечника и наружного слояилиодновременно с операцией свивки двухслойного витого проволочного изделия согласно следующей зависимости где- предварительный шаг свивки сердечника- финальный шаг свивки сердечника- шаг свивки витого проволочного изделия(-) - для витого проволочного изделия с одинаковым направлением свивки сердечника и наружного слояилипри левосторонней свивке сердечникаи наружного слояили при правосторонней свивке сердечникаи наружного слоя- для витого проволочного изделия с противоположным направлением свивки сердечника и наружного слояилипри правосторонней свивке сердечникаи левосторонней свивке наружного слояили при левосторонней свивке сердечникаи правосторонней свивке наружного слоя . 2. Способ по п. 1, отличающийся тем, что одновременно свивают 2-7 проволок сердечника и 4-15 проволок наружного слоя. 3. Способ по п. 1 или 2, отличающийся тем, что свивают изделие из проволок одинаковых или разных диаметров. 4. Способ по любому из пп. 1-3, отличающийся тем, что используют проволоки с покрытием или без покрытия, изготовленные из высококачественной стали с содержанием углерода 0,65-1,0 . Изобретение относится к металлургическому производству, в частности к изготовлению металлокорда, используемого для армирования шин, транспортерных лент, рукавов высокого давления, других резинотехнических изделий, а также канатов и кабелей. В качестве прототипа 1 принят способ изготовления двухслойного компактного металлокорда, имеющего в структуре центральный сердечник и наружный слой, состоящие из одинаковых или разных диаметров проволок. При данном способе металлокорд изготавливается с одинаковым направлением и шагом свивки проволок сердечника и наружного слоя. Недостатком данного способа является образование структуры металлокорда, в которой проявляется феномен миграции проволок, т.е. на практике, при использовании в шинах, одна или более проволок смещаются вдоль по отношению к соседним и выступает на конце корда, прокалывая шину, выводит ее из строя. Другим недостатком данного способа является отсутствие возможности изготовления двухслойных витых проволочных изделий в одну технологическую операцию с разными шагами свивки центрального сердечника и наружного слоя. Задача настоящего изобретения заключается в том, чтобы предложить способ изготовления методом двойного кручения двухслойного витого проволочного изделия с разными шагами свивки с высокой степенью обрабатываемости. Другая задача состоит в том, чтобы предложить способ изготовления двухслойного витого проволочного изделия, повышающий анкерующую способность нитей и исключающий появление миграции проволок из структуры изделия при эксплуатации, увеличивающий срок службы резинотехнических изделий при эксплуатации и обеспечивающий более низкую стоимость изделий. Технический результат, достигаемый при использовании изобретения, состоит в достижении высокой степени обрабатываемости и повышении качества изделий за счет увеличения анкерующей способности проволок, составляющих структуру изделия. Решение поставленной задачи обеспечивается тем, что способ изготовления двухслойного витого проволочного изделия включает одновременную свивку сердечника и наружного слоя. Согласно изобретению, центральный сердечник и готовое изделие свивают методом двойного кручения с разными шагами свивки в одну технологическую операцию. При этом центральный сердечник скручивают с предварительным шагом , а затем подкручивают при одинаковом направлении свивки сердечника и наружного слояилиили откручивают при противоположных направлениях свивки сердечника и наружного слояилиодновременно с операцией свивки двухслойного витого проволочного изделия согласно следующей зависимости 2 где- предварительный шаг свивки сердечника- финальный шаг свивки сердечника- шаг свивки витого проволочного изделия.(-) - для витого проволочного изделия с одинаковым направлением свивки сердечника и наружного слояилипри левосторонней свивке сердечникаи наружного слояили при правосторонней свивке сердечникаи наружного слоя .- для витого проволочного изделия с противоположным направлением свивки сердечника и наружного слояилипри правосторонней свивке сердечникаи левосторонней свивке наружного слояили при левосторонней свивке сердечникаи правосторонней свивке наружного слоя . Одновременно можно свивать 27 проволок сердечника и 415 проволок наружного слоя. Изделие могут свивать из проволок одинаковых или разных диаметров. Используют проволоки с покрытием или без покрытия, изготовленные из высококачественной стали с содержанием углерода 0,65-1,0 . Указанная задача решается применением метода двойного кручения при свивке сердечника и самого двухслойного витого проволочного изделия в одну технологическую операцию, с разными шагами свивки, и с одинаковым ( или ) или противоположным( или ) направлением свивки. При этом проволоки сердечника свивают с предварительным шагом свивки , значительно большим требуемого в готовом изделии при одинаковом направлении свивки проволок сердечника и наружного слоя витого проволочного изделия ( или ), или с предварительным шагом свивки , значительно меньшим требуемого в готовом изделии при противоположном направлении свивки проволок сердечника и наружного слоя витого проволочного изделия ( или ). Достижение требуемого шага свивки проволок сердечника в готовом двухслойном витом проволочном изделии, изготавливаемом с одинаковым шагом свивки проволок сердечника и наружного слоя ( или ), осуществляется за счет подкрутки предварительного шага свивки сердечникадо финального шага свивки , одновременно с операцией свивки витого проволочного изделия с шагом свивки . При изготовлении двухслойного витого проволочного изделия с противоположным направлением свивки проволок сердечника и проволок наружного слоя ( или ), достижение требуемого шага свивки проволок сердечника в готовом витом проволочном изделии осуществляется за счет открутки предварительного шага свивкидо финального шага свивкиодновременно с операцией свивки витого проволочного изделия с шагом свивки . Как правило, сердечник состоит из 2-7-и проволок, а наружный слой из 4-15-и проволок. Проволоки сердечника имеют одинаковый или разный диаметр с проволоками наружного слоя витого изделия. Предпочтительно используются проволоки с покрытием или без покрытия, изготовленные из высококачественной стали с содержанием углерода 0,65-1,0 . Таким образом, при изготовлении двухслойного витого проволочного изделия с одинаковым направлением проволок сердечника и наружного слоя ( или ) количество кручений необходимое для формирования финального шага свивки сердечника определяется суммой количества кручений, необходимых для формирования шага свивки витого проволочного изделия и предварительного шага свивки сердечника. 2 22,отсюда предварительный шаг свивки проволок сердечника 3(1)При изготовлении двухслойного витого проволочного изделия с противоположным направлением свивки проволок сердечника и наружного слоя ( или ) количество кручений, необходимое для формирования финального шага свивки сердечника определяется разницей количества кручений, необходимых для формирования предварительного шага свивки проволок сердечника и шага свивки витого изделия. отсюда предварительный шаг свивки проволок сердечника Отношение шага свивки витого проволочного изделия к предварительному шагу свивки сердечника согласно (1) составляет В предлагаемом способе свивки линейная скорость вытяжки сердечника , свитого двойным кручением с предварительным шагомзадается вытяжным устройством модуля двойной свивки витого проволочного изделия и соответственно равняется линейной скорости вытяжки витого проволочного изделия .,отсюда проверяем правильность расчетов предварительного шага свивки сердечника. Соотношение скорости вращения роторов модуля двойной - предварительной свивки сердечникаи роторов двойной свивки готового витого проволочного изделияопределяется выражением отсюда скорость вращения роторов модуля двойной - предварительной свивки сердечника где (-) - для витого проволочного изделия с одинаковым направлением свивки сердечника и наружного слоя ( или ).- для витого проволочного изделия с противоположным направлением свивки сердечника и наружного слоя ( или ). Пример конкретного осуществления способа. На фиг. 1 схематически показан способ изготовления двухслойного витого проволочного изделия согласно данному изобретению. 4 8131 1 2006.06.30 Сущность предлагаемого способа заключается в объединении операций по изготовлению центрального сердечника и готового витого проволочного изделия в одну технологическую операцию путем присоединения к существующей машине двойного кручения(фигура), состоящей из модуля статической размотки (1) и модуля двойного кручения (2) дополнительного модуля двойного кручения (3). Указанный способ включает следующие стадии размотка первой группы проволок,формирующих сердечник с питающих катушек (4) и их скручивание в сердечник (5) в модуле двойной свивки (3) с предварительным шагом свивки . Скручивание проволок в сердечник осуществляется за счет вращательного движения роторов (6) и маховиков (7) модуля двойной свивки (3) и поступательного движения сердечника с линейной скоростью вытяжки , которая задается вытяжным устройством (8) модуля двойной свивки двухслойного витого проволочного изделия (2) и соответственно равняется линейной скорости вытяжки витого проволочного изделия . Следующая стадия - прохождение сердечника, сформированного с предварительным шагоми второй группы проволок с питающих катушек (9), модуля статической размотки (1), через распределительный шаблон (10) формирующую втулку (11) и обжимные плашки (12) для образования внешнего слоя вокруг сердечника. Дальнейшая стадия включает подачу предварительно сформированного двухслойного витого проволочного изделия к ведущим роликам (13), маховикам (14), реверсивному ролику (15), вытяжному устройству (7), торсиону (16), правильному устройству (17) и к приемной катушке (18) модуля двойной свивки двухслойного витого проволочного изделия (2),где двухслойное витое проволочное изделие свивается с установленным шагом свивки . Одновременно с процессом свивки двухслойного витого проволочного изделия осуществляется подкрутка предварительного шага свивки сердечникадо финального шага , в случае, если сердечник и наружный слой имеют одинаковое направление свивки ( или ). При этом направление вращения роторов и маховиков модуля предварительной свивки сердечника (3) и модуля двойной свивки витого проволочного изделия (2) - противоположное ( или ). Если двухслойное витое проволочное изделие имеет противоположное направление свивки сердечника и наружного слоя, в этом случае в процессе свивки витого изделия с шагом свивкив модуле двойной свивки витого изделия (2) происходит открутка предварительного шага свивки сердечникадо финального шага свивки . При этом направление вращения роторов и маховиков модуля предварительной - двойной свивки сердечника (3) и модуля двойной свивки витого проволочного изделия (2) - одинаковое ( или ). В предлагаемом способе фиг. 1, вместо модуля статической размотки (1) может использоваться модуль с ротационной размоткой, т.е. с подкруткой проволок наружного слоя, а также двойное или одинарное внешнее подкручивающее устройство (торсион). Способ изготовления двухслойного витого проволочного изделия покажем на примере а) Изготовления металлокорда конструкции 270,23 с одинаковым направлением свивки проволок сердечника и наружного слоя ( или ). Исходные данные скорость вращения роторов и маховиков модуля свивки металлокорда 3250 об/мин шаг свивки металлокорда 12,5 мм финальный шаг свивки проволок сердечника 6,3 мм. Находим соотношение между числом оборотов роторов модуля предварительной свивки сердечника и модуля двойной свивки металлокорда (К) Число оборотов роторов модуля двойной свивки проволок сердечника 5 6,3 Предварительный шаг свивки проволок сердечника 12,56,312,7 мм.12,56,3 Проверка правильности расчетов предварительного шага свивки сердечника 325012,512,7 мм. 3198 б) Изготовления металлокорда конструкции 30,2060,35 с противоположным направлением свивки проволок сердечника и проволок наружного слоя ( или ) Исходные данные скорость вращения роторов модуля двойной свивки металлокорда 3250 об/мин шаг свивки металлокорда 18,0 мм финальный шаг свивки проволок сердечника 10,0 мм. Находим соотношение между числом оборотов модуля двойной - предварительной свивки сердечника и модуля двойной свивки металлокорда Число оборотов модуля двойной - предварительной свивки проволок сердечника Предварительный шаг свивки сердечника Проверка правильности расчетов предварительного шага свивки проволок сердечника 3250186,43 мм . 9100 В сравнении с металлокордом 270,23 и 30,2060,35, изготавливаемыми с разными шагами свивки сердечника и готового металлокорда в две отдельные операции,при изготовлении по новой технологии производительность повышается до 60 . Новая технология исключает возможность появления миграции нитей витого проволочного изделия. Однако использование нового способа предпочтительно при изготовлении металлокорда с одинаковым направлением свивки сердечника и металлокорда ( и ). При изготовлении металлокорда с противоположным направлением свивки сердечника и металлокорда применение нового способа ограничивается высокими скоростями роторов и маховиков модуля предварительной - двойной свивки сердечника. Источники информации 1. Патент 5609014 А, 1997 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
Метки: витого, проволочного, двухслойного, способ, изделия, изготовления
Код ссылки
<a href="https://by.patents.su/6-8131-sposob-izgotovleniya-dvuhslojjnogo-vitogo-provolochnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления двухслойного витого проволочного изделия</a>
Устройство для изготовления двухслойных витых проволочных изделий
Номер патента: U 1069
Опубликовано: 30.12.2003
Авторы: Савенок Анатолий Николаевич, Худолей Юрий Леонидович, Баглай Геннадий Валерьянович
МПК: B21F 7/00
Метки: проволочных, витых, изготовления, устройство, изделий, двухслойных
Текст:
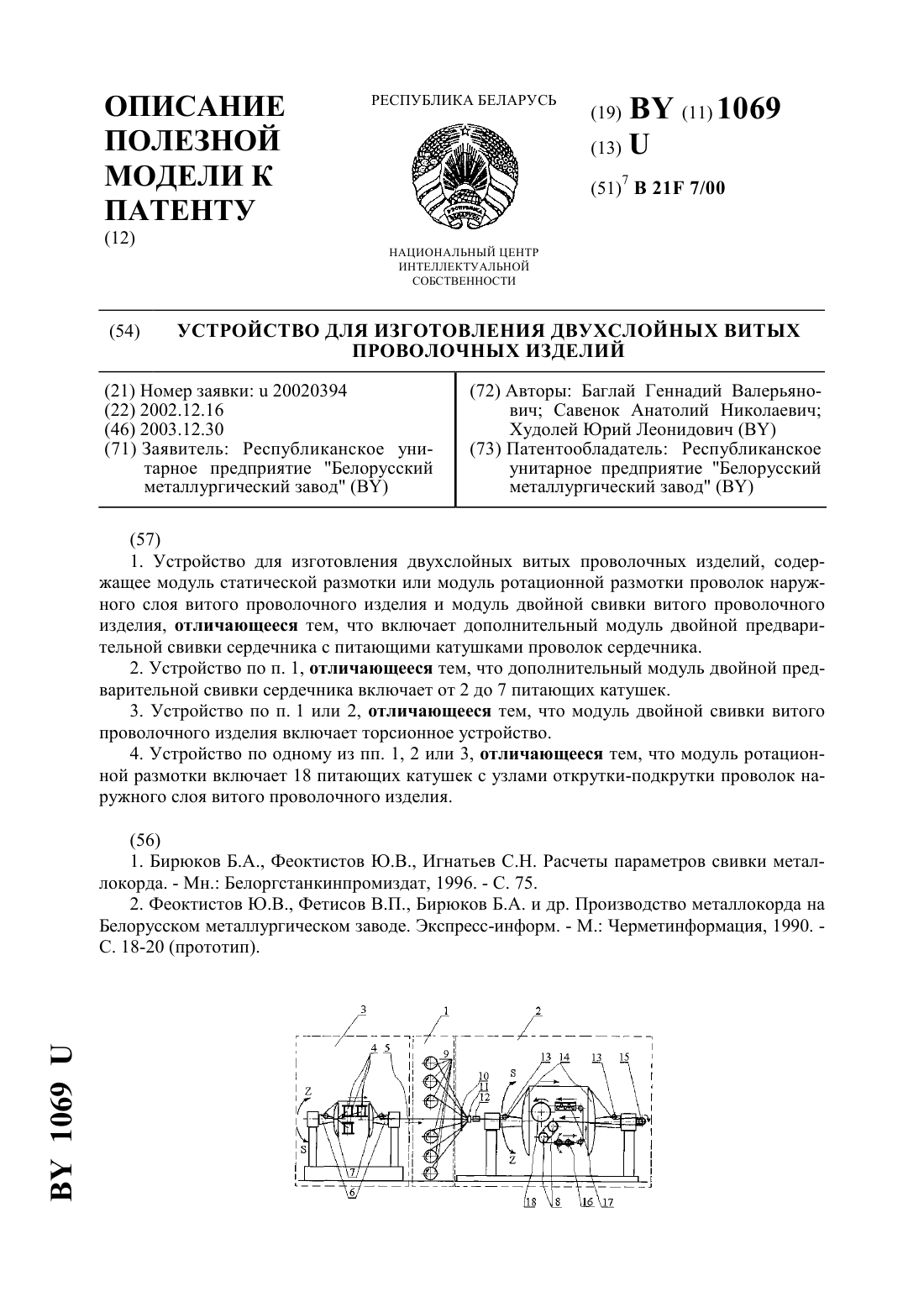
...проволочного изделия. Модуль двойной свивки витого проволочного изделия включает торсионное устройство. Отличие заявленного решения от прототипа в том, что устройство включает дополнительный модуль двойной предварительной свивки сердечника с 27 питающими катушками. Модуль двойной свивки витого проволочного изделия включает торсионное устройство, а модуль ротационной размотки включает 18 питающих катушек с узлами открутки-подкрутки проволок...
Способ изготовления витых изделий
Номер патента: 114
Опубликовано: 30.09.1994
Авторы: Фетисов В. П., Феоктистов Ю. В., Веденеев А. В., Ненашев А. В., Бирюков Б. А.
Метки: изделий, способ, витых, изготовления
Текст:
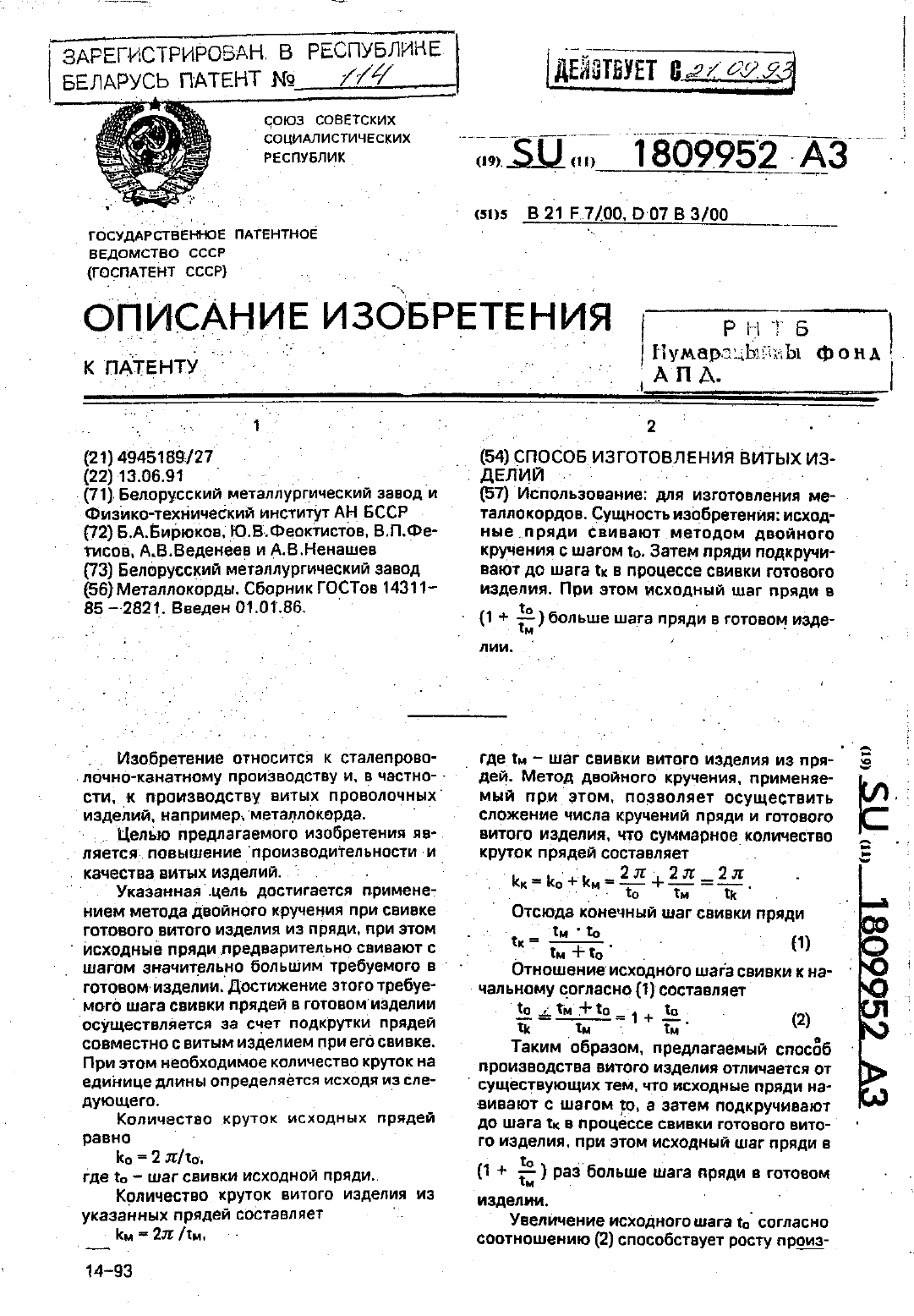
...на чальному согласно (1) составляетпроизводства витого изделия отличается от СУЩеСТВующих тем. что исходные пряди на ВИВЗЮТ С ШЗГОМ 0. а ЗЗТВМ подкручивают ДО шага Тк В процессе СВИВКИ ГОТОВОГО ВИТОГО ИЗДЕЛИЯ. ПРИ ЭТОМ ИСХОДННЙ шаг пряди Вг М 1 а) раз больше шага пряди в готовомизделии. . Увеличение исходного шага то согласно соотношению (2) способствует росту производительности при свивке прядей. а их подкрутка в процессе свивки готового...
Способ изготовления металлокорда
Номер патента: 7086
Опубликовано: 30.06.2005
Авторы: Веденеев Александр Владимирович, Филиппов Вадим Владимирович, Желтков Александр Сергеевич
МПК: D07B 3/00
Метки: изготовления, металлокорда, способ
Текст:
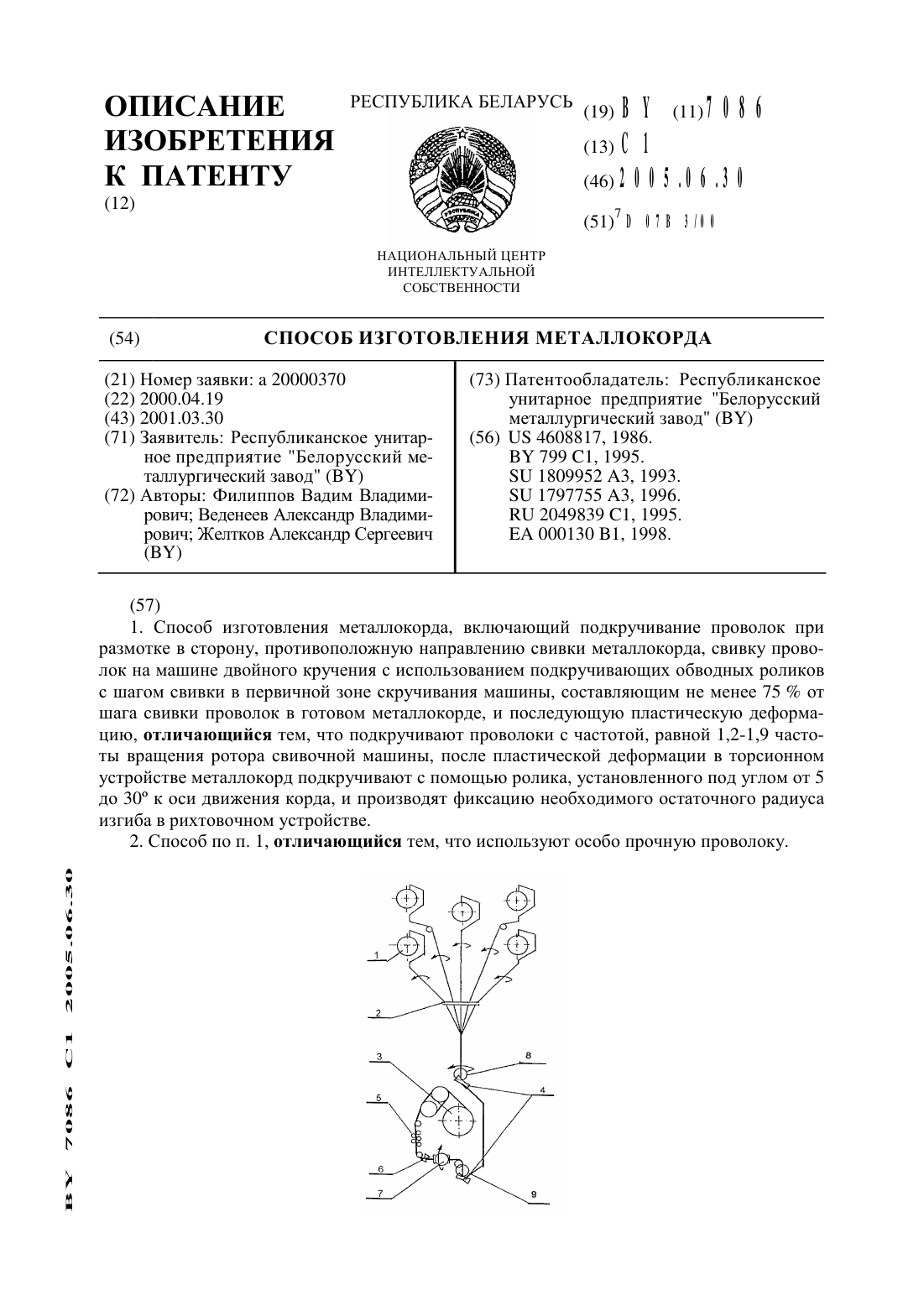
...проволоку.Известно, что при деформации проволок методом изгиба или кручения внутри проволок кроме пластической деформации появляются упругие остаточные напряжения, которые в сторону обратную прикладываемой нагрузке. Получение плотного прилегания проволок обеспечивается направлением остаточных напряжений в сторону закручивания спирали проволок, уложенных в металлокорд за счет упругого кручения проволок вокруг своей оси, ведущего к...
Машина для изготовления металлокорда из двух групп проволок

Номер патента: U 1068
Опубликовано: 30.12.2003
Авторы: Худолей Юрий Леонидович, Баглай Геннадий Валерьянович
МПК: B21F 7/00
Метки: двух, машина, металлокорда, изготовления, групп, проволок
Текст:
...устройство включает дополнительные внешние статические размоточные устройства для первой группы проволок с питающими катушками, количество которых может быть от 2 до 4. Причем модуль двойной свивки металлокорда дополнительно включает преформирующее устройство для предварительной преформации проволок. Полезная модель поясняется чертежом, где на фиг. 1 изображена схема машины для изготовления металлокорда из двух групп проволок типа 22, 32,...
Способ изготовления металлокорда и машина для его осуществления
Номер патента: 7345
Опубликовано: 30.09.2005
Авторы: Баглай Геннадий Валерьянович, Филиппов Вадим Владимирович, Веденеев Александр Владимирович
МПК: D07B 3/00
Метки: способ, машина, осуществления, металлокорда, изготовления
Текст:
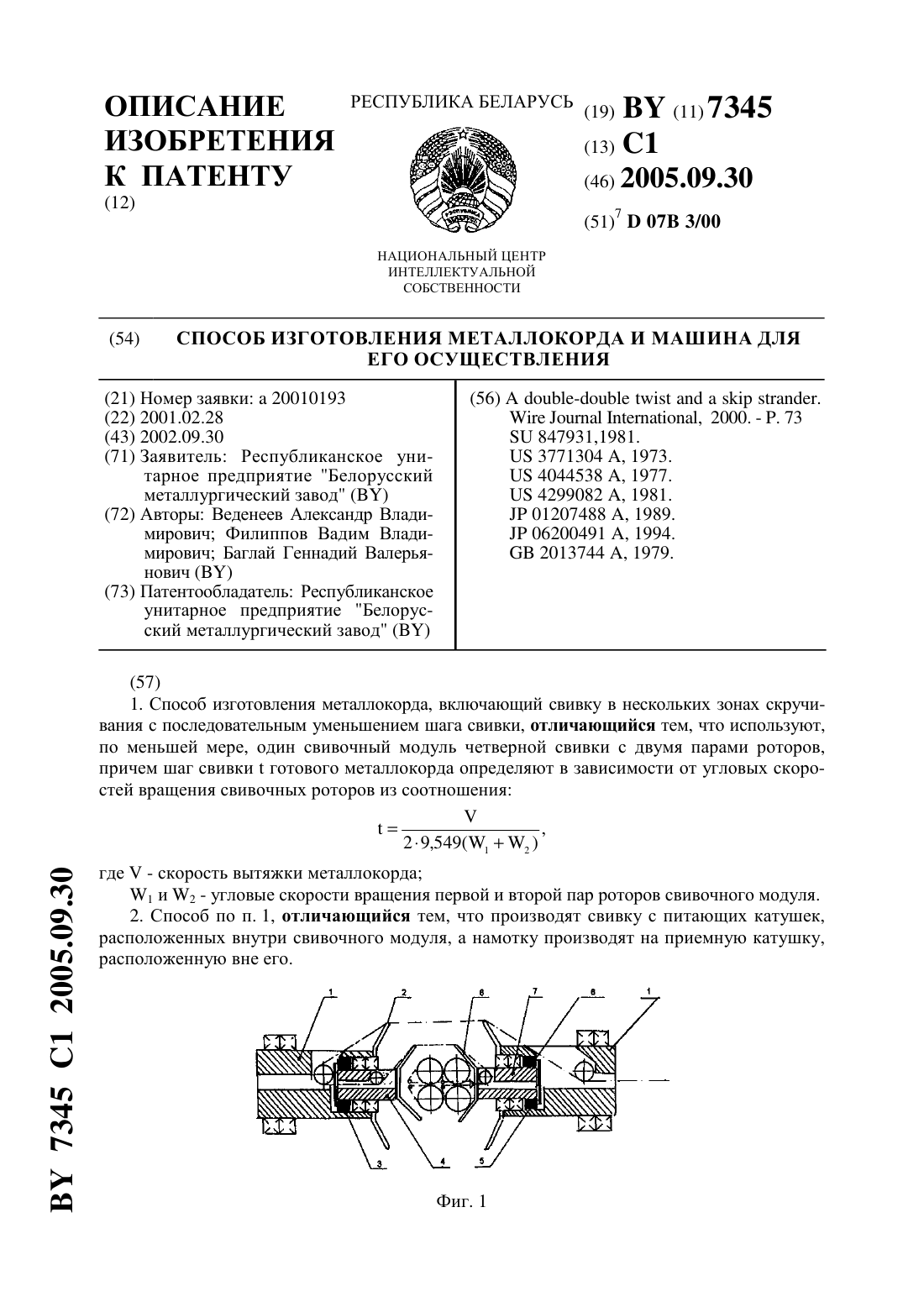
...четверной свивки с двумя парами роторов, причем шаг свивкиготового металлокорда определяют в зависимости от угловых скоростей вращения свивочных роторов из соотношения,29,549( 12 ) где- скорость вытяжки металлокорда 1 и 2 - угловые скорости вращения первой и второй пар роторов свивочного модуля. Производят свивку с питающих катушек, расположенных внутри свивочного модуля,а намотку производят на приемную катушку, расположенную вне его,...
Предыдущий патент: Двигатель внутреннего сгорания
Следующий патент: Роторно-центробежный классификатор
Случайный патент: Агрегат для освоения и ремонта скважин