Способ стерилизации упаковки
Текст
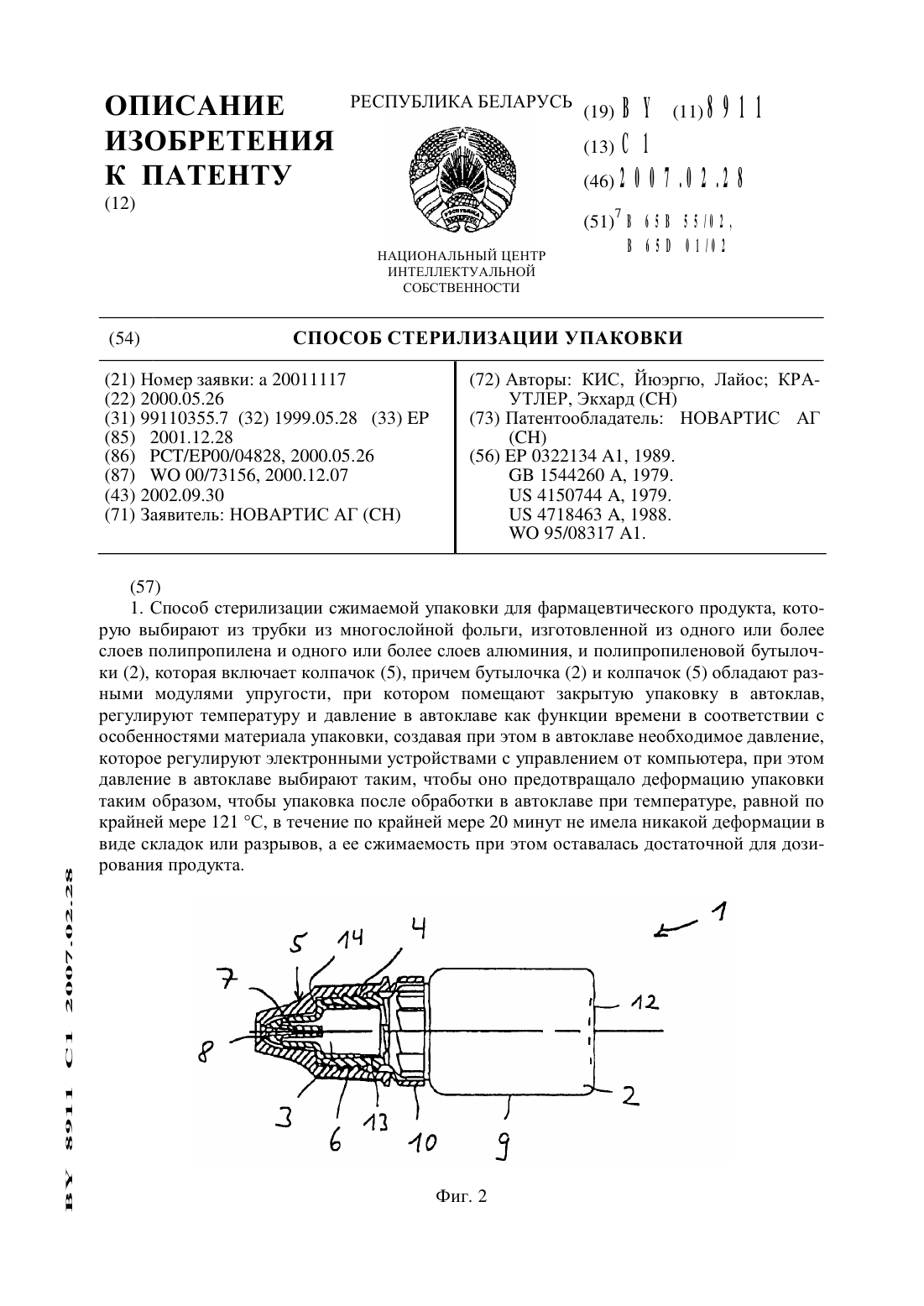
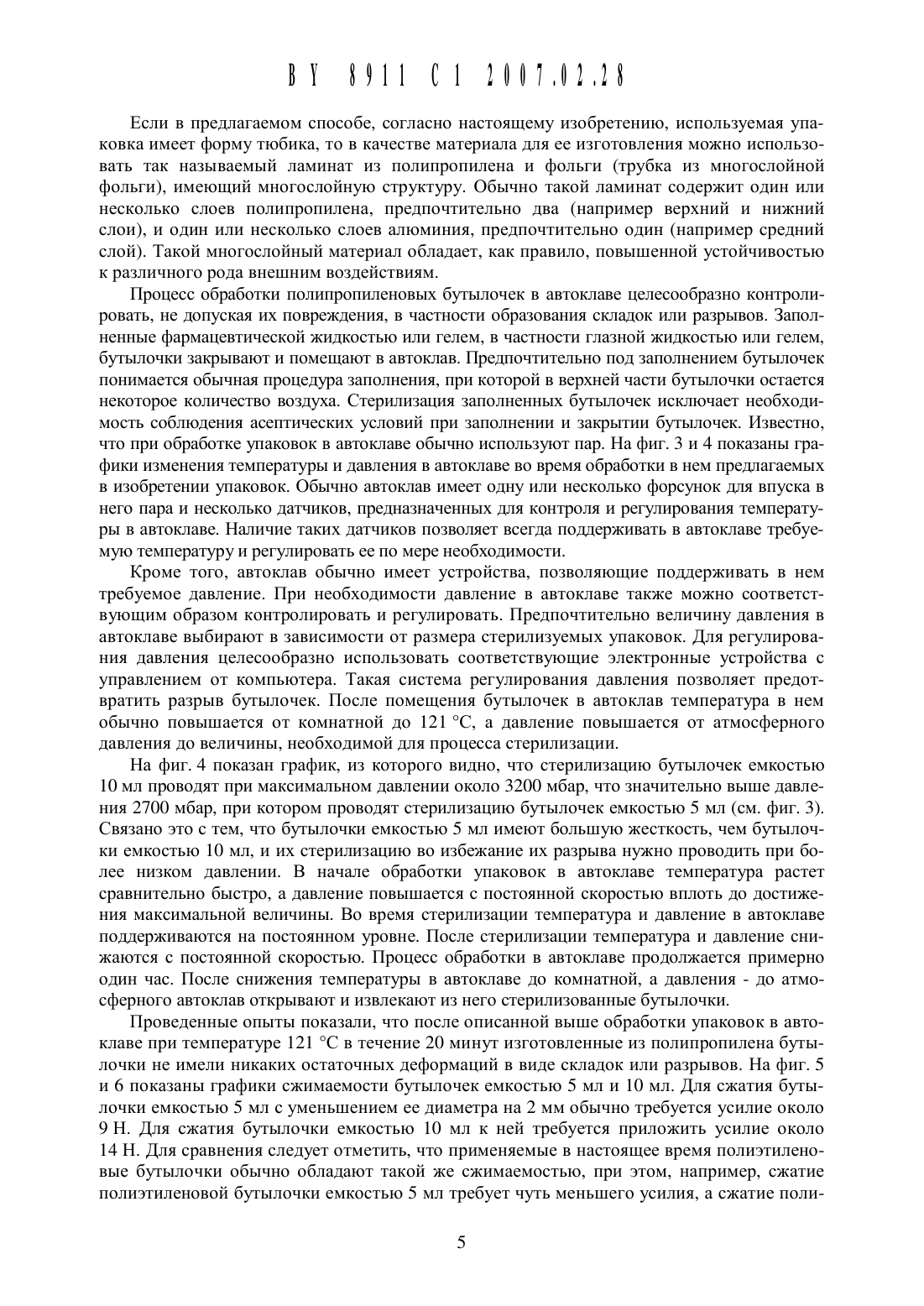
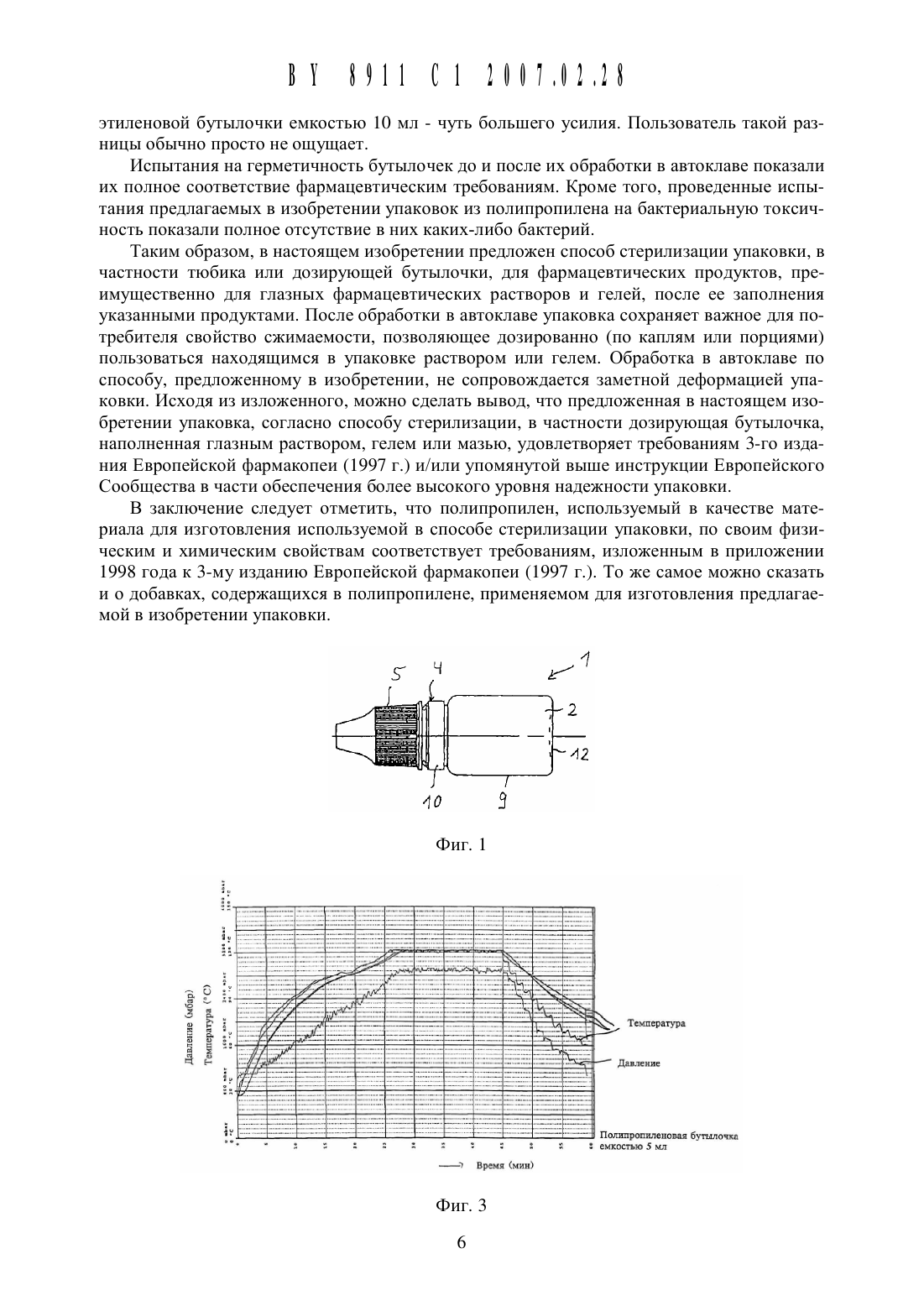
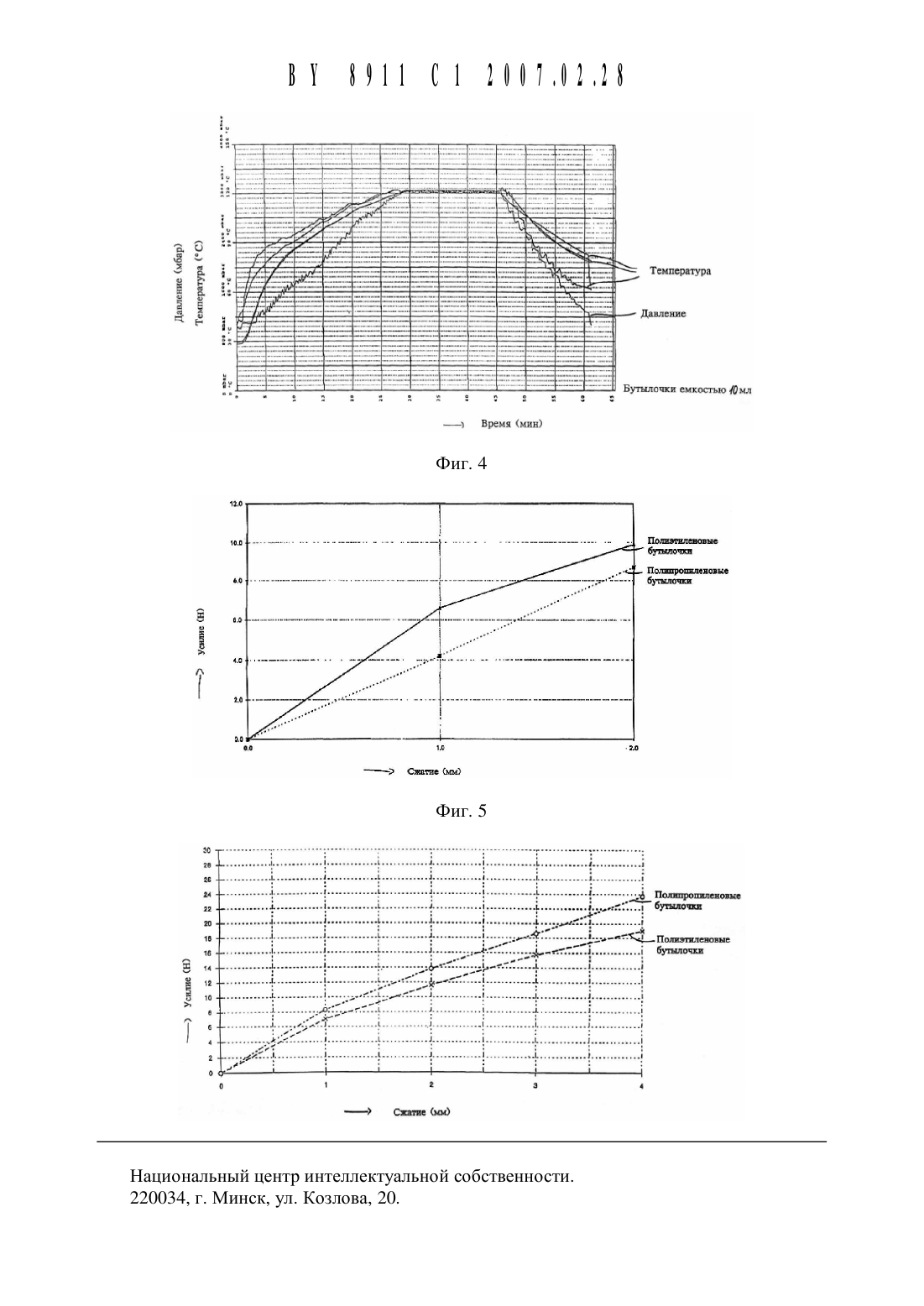
2. Способ по п. 1, отличающийся тем, что стерилизуют бутылочку (2) с пластиковым наконечником (3).3. Способ по п. 2, отличающийся тем, что стерилизуют бутылочку (2) с горлом (4) с наружной резьбой (15) и внешним буртиком, ограничивающим ее выходное отверстие,при этом наконечник (3), который плотно входит в выходное отверстие бутылочки (2),имеет дозирующую выпускную часть (7) с отверстием (8), через которое вытекает находящаяся в бутылочке (2) жидкость, а колпачок (5) имеет внутреннюю резьбу, которой он навинчивается на наружную резьбу ( 15) горла (4).4. Способ по п. 2 или 3, отличающийся тем, что стерилизуют бутылочку (2), изготовленную из полипропилена марки Арргу 1 3020 5 М 3, с наконечником (3), также изготовленным из полипропилена марки Арргу 1 3020 5 М 3.5. Способ по любому из пп. 2 - 4, отличающийся тем, что стерилизуют бутылочку (2) с вогнутым дном (12).6. Способ по любому из пп. 1 - 5, отличающийся тем, что стерилизуют упаковку, толщина стенки которой, в частности бутылочки (2), находится в пределах от 0,3 до 0,6 мм.8. Способ по любому из пп. 1 - 7, отличающийся тем, что величину давления в автоклаве выбирают в зависимости от размера стерилизуемых упаковок.9. Способ по любому из пп. 1 - 8, отличающийся тем, что стерилизуют бутылочку (2),заполненную таким образом, что остается некоторое количество воздуха, например, в верхней части бутылочки (2).10. Способ по п. 1, отличающийся тем, что стерилизуют бутылочку (2), колпачок (5) которой изготовлен из полиэтилена высокой плотности.Настоящее изобретение относится к способу стерилизации упаковки для фармацевтического продукта, в частности тюбика или бутылочки с пипеткой, применяемым для дозирования жидкостей, аэрозолей или мазей.В настоящее время заполняемые в бутылочку фармацевтические продукты, в частности глазные капли, которые должны быть особо стерильными, подвергаются фильтрации или обработке в автоклавах. Бутылочки, наконечники и колпачки также проходят стерилизацию, например обработкой оксидом этилена, ультрафиолетовыми лучами, гамма- или электронным излучением. Заполнение бутылочек проводят в стерильных условиях в специальных асептических помещениях. Однако после наполнения бутылочек, установки наконечника в горло бутылочки и навинчивания колпачка дополнительной стерилизации обычно не производят. Наполненные и закупоренные бутылочки удаляют из асептического помещения. Асептическое помещение обычно представляет собой комнату, в которой поддерживается небольшое избыточное давление и вход и выход которой имеют шлюзовую конструкцию.Известная в настоящее время дозирующая упаковка содержит пластмассовую, деформирующуюся при сжатии бутылочку, наконечник или пипетку, вставленную в бутылочку с защелкиванием за имеющийся в ней буртик, и колпачок, который сверху навинчивается на бутылочку. При сжатии бутылочки жидкость по каплям вытекает из отверстия наконечника. Бутылочку, наконечник и колпачок изготавливают из полиэтилена низкой плотности, который обладает упругостью, достаточной для деформации цилиндрической стенки бутылочки при ее сжатии пальцами и опорожнения бутылочки, через выходное отверстие наконечника которой при этом вытекает находящаяся в бутылочке жидкость.Под фармацевтическим продуктом в настоящем описании понимается, в частности,фармацевтический состав, который предпочтительно представляет собой водную и/или безводную фармацевтическую композицию или смесь безводной и водной фармацевтиче 2ской КОМПОЗИЦИИ, предпочтительно в виде жидкого раствора, геля или мази, при этом подобная фармацевтическая КОМПОЗИЦИЯ предназначена для офтальмологического, ушного и/или назального применения.Следует отметить, ЧТО стандартный способ заполнения бутылочек фармацевтическими веществами, в частности глазными растворами и гелями, не удовлетворяет требованиям Европейской фармакопеи, изложенным на с. 283 3-го издания (1997 г.), и/или инструкции Европейского Сообщества (Комитет патентованных медицинских продуктов СРМР, раздел 5, Способ изготовления, Указания по применению) (ЕП ге 3 и 1 айоп Сошшшее оГ Ргоргйегогу Мес 11 с 1 па 1 Ртобисгз (СРМР), Зесйоп 5, Мапигасгигйп Ргосезз, Ноге Тог бийбапсе. Согласно этим требованиям для обеспечения высокой степени стерильности глазная фармацевтическая жидкость или гель должны по возможности пройти окончательную стерилизацию в упаковке. Однако известно, что стерилизация полиэтиленовых бутылочек в автоклавах при температуре, равной по крайней мере 121 С, в течение по крайней мере 15 минут приводит к их деформации, например к появлению складок или разрывов, и к потере упругости, в результате чего поврежденные или частично расплавившиеся бутылочки перестают деформироваться при их сжатии пальцами.Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать способ стерилизации фармацевтической упаковки, заполненной фармацевтическим продуктом, например глазным раствором или гелем, которая удовлетворяла бы требованиям Европейской фармакопеи и/или инструкции Европейского Сообщества и после обработки в автоклаве не имела бы заметной деформации и сохраняла бы необходимую для дозирования жидкости сжимаемость.Указанная задача решается с помощью отличительных признаков, представленных в п. 1 формулы изобретения. Предпочтительные варианты осуществления изобретения указаны в зависимых пунктах формулы.Для решения данной задачи предлагается способ стерилизации сжимаемой упаковки для фармацевтического продукта, которую выбирают из трубки из многослойной фольги, изготовленной из одного или более слоев полипропилена и одного или более слоев алюминия, и полипропиленовой бутылочки, которая включает колпачок, причем бутылочка и колпачок обладают разными модулями упругости, при котором помещают закрытую упаковку в автоклав, регулируют температуру и давление в автоклаве как функции времени в соответствии с особенностями материала упаковки, создавая при этом в автоклаве необходимое давление,которое регулируют электронными устройствами с управлением от компьютера, при этом давление в автоклаве выбирают таким, чтобы оно предотвращало деформацию упаковки таким образом, чтобы упаковка после обработки в автоклаве при температуре, равной по крайней мере 121 С, в течение по крайней мере 20 минут не имела никакой деформации в виде складок или разрывов, а ее сжимаемость при этом оставалась достаточной для дозирования продукта. Предпочтительно стерилизуют бутылочку с пластиковым наконечником.Использование для изготовления упаковки специального полипропилена позволяет создать упаковку, полностью удовлетворяющую требованиям Европейской фармакопеи и/или инструкциям Европейского Сообщества. Упаковки, изготовленные из специального полипропилена, устойчивы к нагреванию и сохраняют после обработки в автоклаве свою форму и сжимаемость.Ниже изобретение и его преимущества более подробно рассмотрены на примере некоторых вариантов используемой упаковки и его осуществления со ссылкой на прилагаемые чертежи, на которых показанофиг. 1 - вид спереди бутылочки, служащей примером возможного выполнения упаковки, фиг. 2 - вид спереди и частично в разрезе бутылочки, показанной на фиг. 1, фиг. 3 - график изменения температуры и давления в автоклаве во время обработки в нем бутылочки емкостью 5 мл, ВУ 8911 С 1 200741248фиг. 4 - график изменения температуры И давления в автоклаве во время обработки в нем бутылочки емкостью 10 мл, фиг. 5 - полученная в результате испытаний зависимость между усилием сжатия и величиной упругой деформации бутылочки емкостью 5 мл ифиг. 6 - полученная в результате испытаний зависимость между усилием сжатия и величиной упругой деформации бутылочки емкостью 10 мл.В одном из усовершенствований стерилизуют показанную на фиг. 1 и 2 упаковку 1,которая содержит деформирующуюся при сжатии бутылочку 2 с горлом 4 с наружной резьбой 15 и внешним буртиком, ограничивающим ее выходное отверстие, при этом наконечник 3, который плотно входит в выходное отверстие бутылочки 2, имеет дозирующую выпускную часть 7 с отверстием 8, через которое вытекает находящаяся в бутылочке 2 жидкость, а колпачок 5 имеет внутреннюю резьбу, которой он навинчивается на наружную резьбу 15 горла 4. Для дозирования жидкости необходимо снять колпачок 5 и сжать пальцами цилиндрическую стенку 9 бутылочки 2, при этом находящаяся в ней жидкость будет выходить через выпускной канал 7 наконечника. В нижней части колпачка расположено контрольное кольцо 10 с зубьями или кольцо, надеваемое на горло бутылочки с натягом, которое отрывается от колпачка при первом вскрытии упаковки.В одном из вариантов стерилизуют бутылочку 2, изготовленную из полипропилена марки Арргу 1 3020 5 М 3, с наконечником 3, также изготовленным из полипропилена марки Арргу 1 3020 5 М 3. Это позволяет избежать проблем, связанных с возможной утечкой жидкости из упаковки при ее обработке в автоклаве. При изготовлении бутылочки 2 и наконечника 3 из одного и того же материала они во время обработки в автоклаве склеиваются друг с другом и надежно герметизируют упаковку. Кроме того, поскольку полипропилен является весьма жестким материалом, затрудняющим защелкивание наконечника 3 на горле 4 бутылочки 2, то наконечнику 3 придается особая форма, облегчающая его защелкивание на горле бутылочки и обеспечивающая хорошее уплотнение между бутылочкой 2 и наконечником 3. Уплотняющая часть 13 наконечника 3, которой он вставляется в горло 4 бутылочки 2, имеет по существу цилиндрический верхний конец и вь 1 полненный в виде конуса нижний конец. Упором, ограничивающим положение уплотняющей части 13 наконечника 3 в горле бутылочки, является буртик 14. Предпочтительно стерилизуют бутылочку 2 с вогнутым дном 12. Такая форма дна позволяет избежать деформации бутылочки, например образования на ней складок или разрывов, во время обработки в автоклаве. Имеющее вогнутую форму дно деформируется при значительно большем, чем плоское дно, давлении. На вогнутом дне 12 бутылочки и на ее стенке 9 можно выполнить, например, канавки, пазы или углубления, которые позволяют сохранить форму бутылочки при ее обработке в автоклаве.В другом варианте стерилизуют бутылочку 2, колпачок 5 которой изготовлен из полиэтилена высокой плотности марки 6 С 7260. Колпачок 5 можно также изготовить из полипропилена, но в этом случае в процессе обработки в автоклаве наконечник 3 и колпачок 5 могут склеиться друг с другом, что может затруднить открытие бутылочки 2 или привести к повреждению наконечника 3 при открывании бутылочки. Изготовление колпачка 5 не из полипропилена, а из другого материала, обладающего другим модулем упругости, например из полиэтилена высокой плотности, позволяет избежать его склеивания с бутылочкой или возможного повреждения. Колпачок 5 навинчивается на наружную резьбу 6, вь 1 полненную на горле 4 бутылочки 2.В предпочтительном варианте стерилизуют упаковку, толщина стенки которой, в частности бутылочки 2, находится в пределах от 0,3 до 0,6 мм, предпочтительно составляет 0,45 мм, что намного меньше толщины стенки применяемых в настоящее время для упаковки лекарств полиэтиленовых бутылочек. При слишком тонкой стенке бутылочка легко теряет свою форму. При слишком толстой стенке уменьшается сжимаемость бутылочки, и она становится слишком жесткой.Если в предлагаемом способе, согласно настоящему изобретению, используемая упаковка имеет форму тюбика, то в качестве материала для ее изготовления можно использовать так называемый ламинат из полипропилена и фольги (трубка из многослойной фольги), имеющий многослойную структуру. Обычно такой ламинат содержит один или несколько слоев полипропилена, предпочтительно два (например верхний и нижний слои), и один или несколько слоев алюминия, предпочтительно один (например средний слой). Такой многослойный материал обладает, как правило, повышенной устойчивостью к различного рода внешним воздействиям.Процесс обработки полипропиленовых бутылочек в автоклаве Целесообразно контролировать, не допуская их повреждения, в частности образования складок или разрывов. Заполненные фармацевтической жидкостью или гелем, в частности глазной жидкостью или гелем,бутылочки закрывают и помещают в автоклав. Предпочтительно под заполнением бутылочек понимается обычная процедура заполнения, при которой в верхней части бутылочки остается некоторое количество воздуха. Стерилизация заполненных бутылочек исключает необходимость соблюдения асептических условий при заполнении и закрытии бутылочек. Известно,что при обработке упаковок в автоклаве обычно используют пар. На фиг. 3 и 4 показаны графики изменения температуры и давления в автоклаве во время обработки в нем предлагаемых в изобретении упаковок. Обычно автоклав имеет одну или несколько форсунок для впуска в него пара и несколько датчиков, предназначенных для контроля и регулирования температурь 1 в автоклаве. Наличие таких датчиков позволяет всегда поддерживать в автоклаве требуемую температуру и регулировать ее по мере необходимости.Кроме того, автоклав обычно имеет устройства, позволяющие поддерживать в нем требуемое давление. При необходимости давление в автоклаве также можно соответствующим образом контролировать и регулировать. Предпочтительно величину давления в автоклаве выбирают в зависимости от размера стерилизуемых упаковок. Для регулирования давления целесообразно использовать соответствующие электронные устройства с управлением от компьютера. Такая система регулирования давления позволяет предотвратить разрыв бутылочек. После помещения бутылочек в автоклав температура в нем обычно повышается от комнатной до 121 С, а давление повышается от атмосферного давления до величины, необходимой для процесса стерилизации.На фиг. 4 показан график, из которого видно, что стерилизацию бутылочек емкостью 10 мл проводят при максимальном давлении около 3200 мбар, что значительно выше давления 2700 мбар, при котором проводят стерилизацию бутылочек емкостью 5 мл (см. фиг. 3). Связано это с тем, что бутылочки емкостью 5 мл имеют большую жесткость, чем буть 1 лочки емкостью 10 мл, и их стерилизацию во избежание их разрыва нужно проводить при более низком давлении. В начале обработки упаковок в автоклаве температура растет сравнительно быстро, а давление повышается с постоянной скоростью вплоть до достижения максимальной величины. Во время стерилизации температура и давление в автоклаве поддерживаются на постоянном уровне. После стерилизации температура и давление снижаются с постоянной скоростью. Процесс обработки в автоклаве продолжается примерно один час. После снижения температуры в автоклаве до комнатной, а давления - до атмосферного автоклав открывают и извлекают из него стерилизованные бутылочки.Проведенные опыты показали, что после описанной выше обработки упаковок в автоклаве при температуре 121 С в течение 20 минут изготовленные из полипропилена буть 1 лочки не имели никаких остаточных деформаций в виде складок или разрывов. На фиг. 5 и 6 показаны графики сжимаемости бутылочек емкостью 5 мл и 10 мл. Для сжатия буть 1 лочки емкостью 5 мл с уменьшением ее диаметра на 2 мм обычно требуется усилие около 9 Н. Для сжатия бутылочки емкостью 10 мл к ней требуется приложить усилие около 14 Н. Для сравнения следует отметить, что применяемые в настоящее время полиэтиленовые бутылочки обычно обладают такой же сжимаемостью, при этом, например, сжатие полиэтиленовой бутылочки емкостью 5 мл требует чуть меньшего усилия, а сжатие поли
МПК / Метки
МПК: B65D 01/02, B65B 55/02
Метки: стерилизации, способ, упаковки
Код ссылки
<a href="https://by.patents.su/7-8911-sposob-sterilizacii-upakovki.html" rel="bookmark" title="База патентов Беларуси">Способ стерилизации упаковки</a>
Способ и установка для непрерывной стерилизации жидкого продукта на основе молока

Номер патента: 2967
Опубликовано: 30.09.1999
Авторы: Роланд Рингстрем, Бенгт Пальм, Олле Арпх, Бозена Мальмгрен
Метки: основе, установка, стерилизации, непрерывной, способ, жидкого, молока, продукта
Текст:
...решается за счет того, что в установке для непрерывной стерилизации жидкого продукта на основе молока, содержащей первый теплообменник косвенного действия для предварительного нагрева продукта на основе молока, соединенный с емкостью для взвешивания, при этом теплообменник имеет одну или несколько ступеней предварительного нагрева, сопло для инжекции пара, размещенное в трубопроводе, выходящем из теплообменника, секцию выдержки за соплом...
Способ изготовления упаковки с откупоривающим устройством и откупоривающее устройство
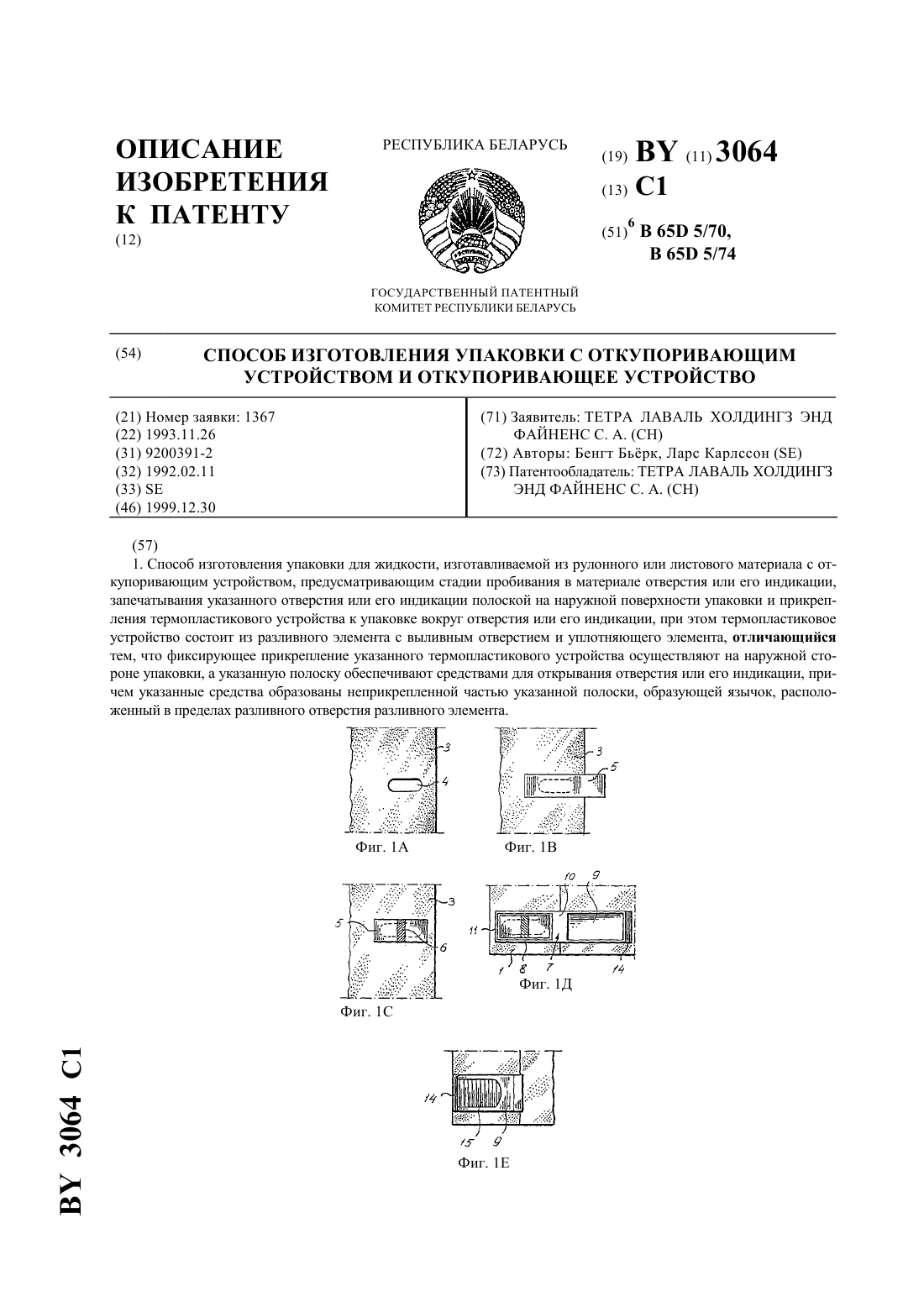
Номер патента: 3064
Опубликовано: 30.12.1999
Авторы: Ларс Карлссон, Бенгт БЬЁРК
Метки: способ, изготовления, устройством, откупоривающее, упаковки, устройство, откупоривающим
Текст:
...будут более понятны из последующего описания со ссылкой на прилагаемые чертежи, на которых фиг.1 А-Е - последовательные стадии способа по изобретению фиг.2 - частичный вид упаковки с неоткрытым откупоривающим устройством по изобретению фиг. 3 - частичный вид упаковки, у которой открыт уплотняющий элемент фиг.4 - частичный вид упаковки, у которой откупоривающее устройство полностью открыто. На чертежах представлены те элементы упаковки,...
Способ блистерной упаковки чип-компонентов и устройство для его осуществления
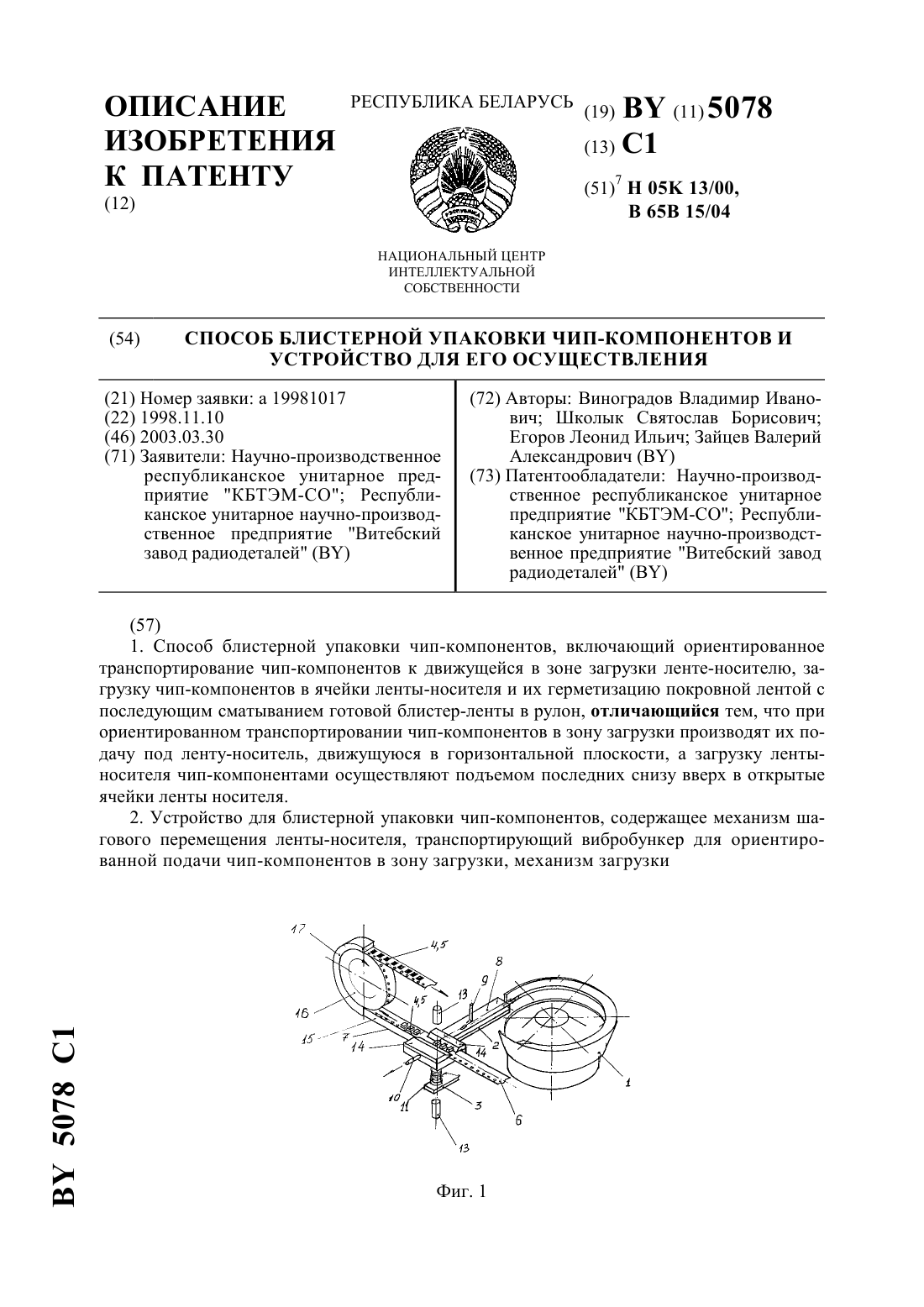
Номер патента: 5078
Опубликовано: 30.03.2003
Авторы: Школык Святослав Борисович, Виноградов Владимир Иванович, Егоров Леонид Ильич, Зайцев Валерий Александрович
МПК: H05K 13/00, B65B 15/04
Метки: упаковки, осуществления, устройство, чип-компонентов, способ, блистерной
Текст:
...его, содержит (см. фиг. 1) транспортирующий вибробункер 1, транспортирующий вибролоток 2, механизм 3 загрузки чип-компонентов 4 в ячейки 5 ленты-носителя 6,механизм 7 шагового перемещения ленты-носителя 6, механизм (на черт. не показан) наложения на ячейки 5 ленты-носителя 6 герметизирующей покровной ленты (на черт. не показана), механизм (на черт. не показан) наматывания готовой блистер-ленты (лентыносителя) 6 в рулон и приводной...
Способ упаковки рыбы в пакеты из полимерных материалов
Номер патента: 2322
Опубликовано: 30.09.1998
Автор: Кобецкой Дмитрий Борисович
МПК: B65B 25/06, B65B 9/13
Метки: материалов, упаковки, пакеты, способ, полимерных, рыбы
Текст:
...рыбы таким образом в пакеты из полимерных материалов полностью исключает возможность соприкосновений кожа-кожа, косточка-косточка, что, в свою очередь, исключает возникновение гнилостных процессов и, как следствие, значительно увеличивает срок хранения. Кроме того, в процессе такой укладки образуется рисунок елочкой, обеспечивая высокую плотность укладки, соответственно хорошее вакуумирование и высококачественный товарный вид готовой...
Состав аэрозольной упаковки под давлением и способ его получения
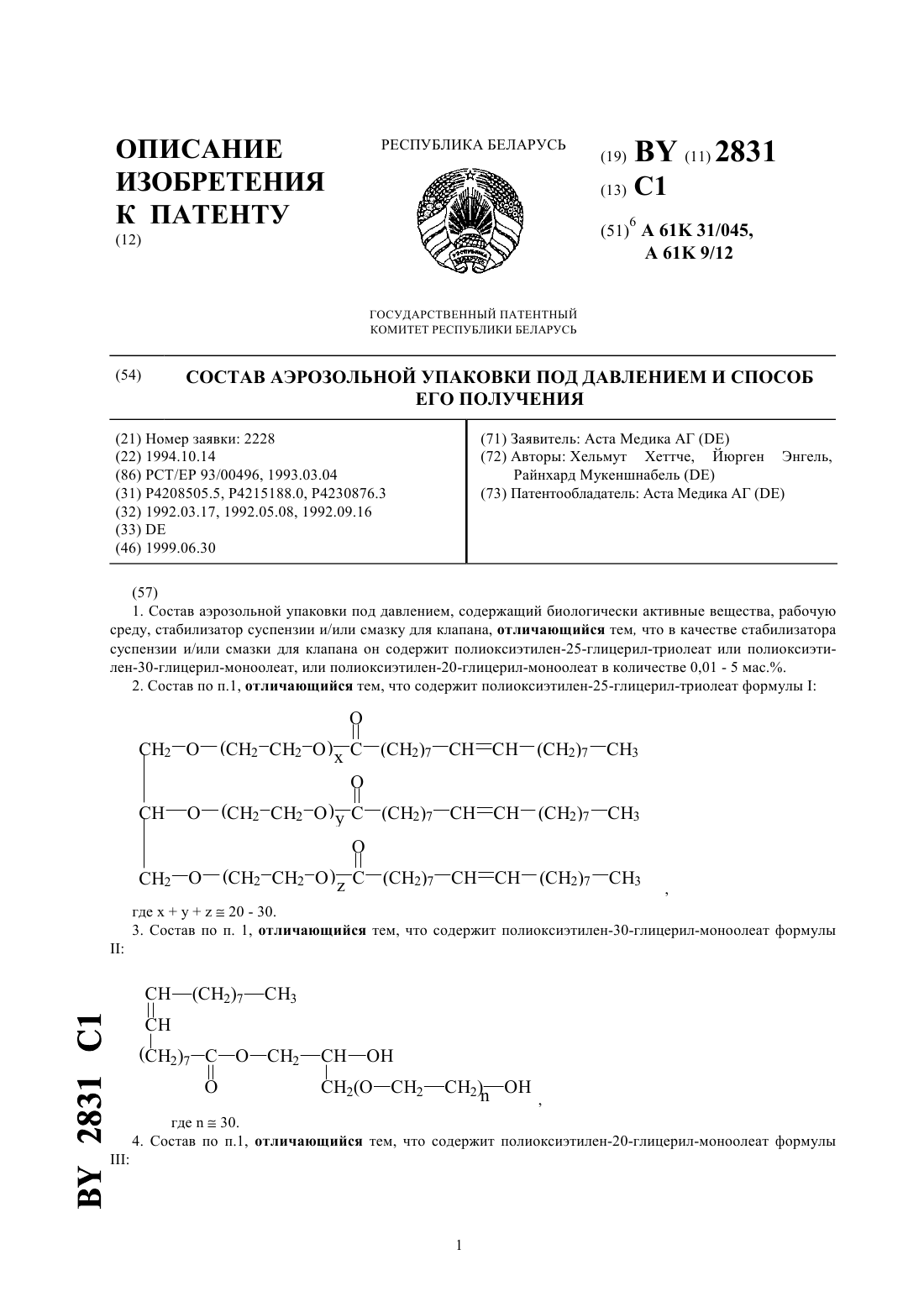
Номер патента: 2831
Опубликовано: 30.06.1999
Авторы: Хельмут Хеттче, Райнхард Мукеншнабель, Йюрген Энгель
МПК: A61K 9/12, A61K 31/045
Метки: получения, способ, упаковки, состав, давлением, аэрозольной
Текст:
...15 и 19.-величина полиоксиэтилен-20-глицерил-моноолеата составляет 15,0 гидроксильное число составляет между 70 и 85 кислотное число достигает максимально 2 число омыления составляет между 40 и 55 и йодное число составляет между 21 и 27. Растворяющая способность смеси 134 а или 227 с 1-2 этанола для обычных активных веществ такая небольшая, что она не играет никакой роли для возможного роста кристаллов активных веществ. Поэтому такие...