Устройство для нанесения маркировки или линий сгиба
Текст
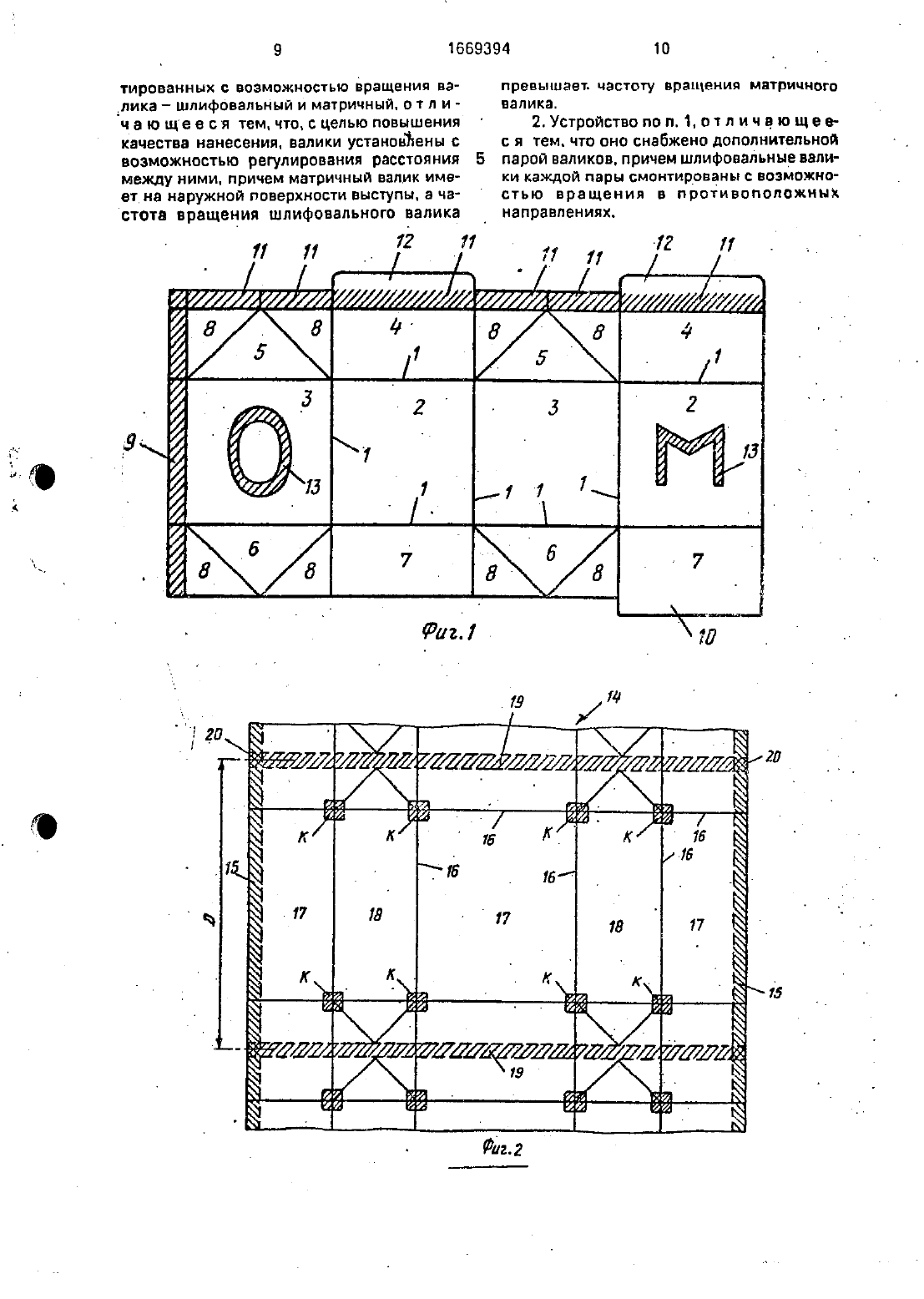
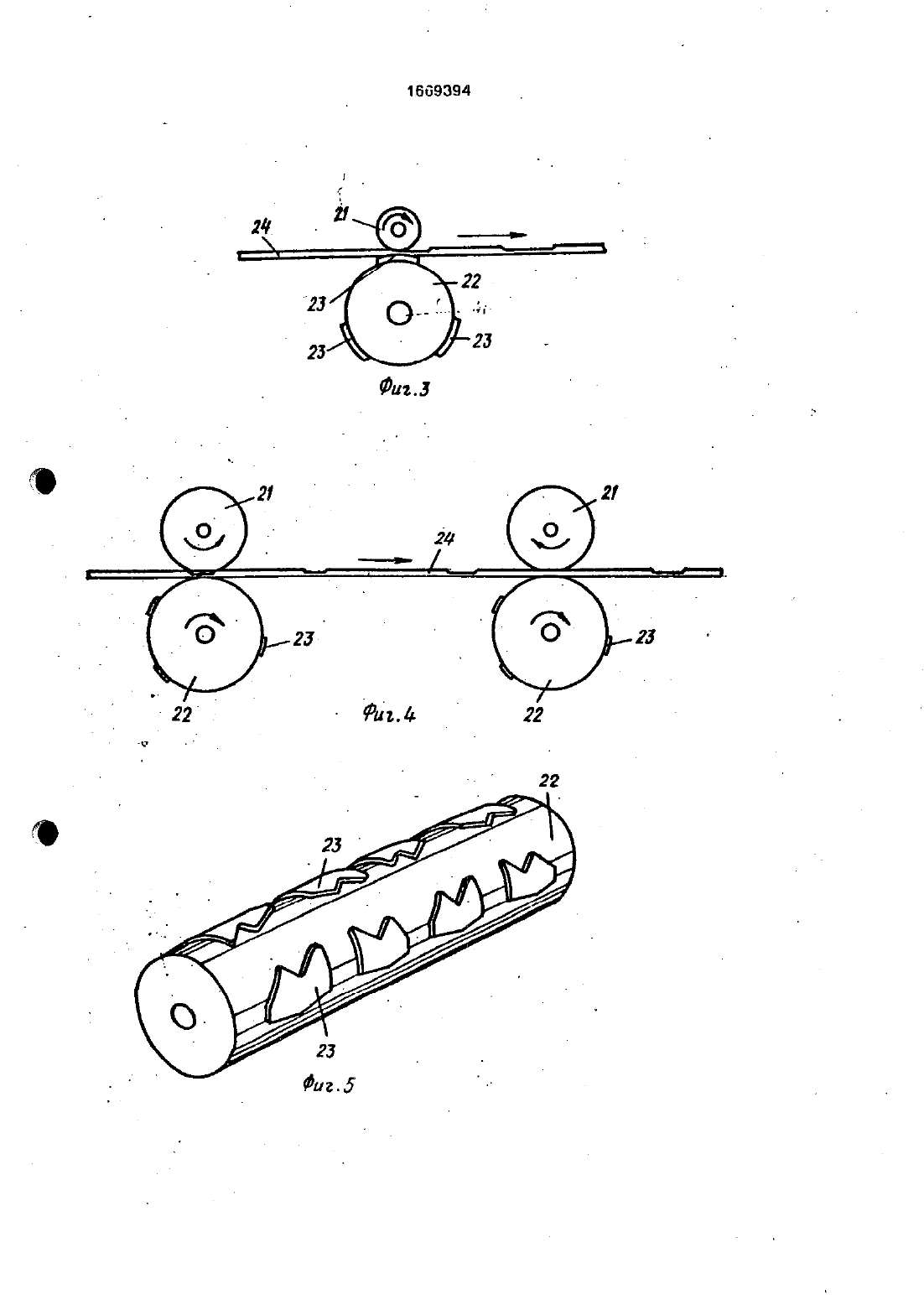
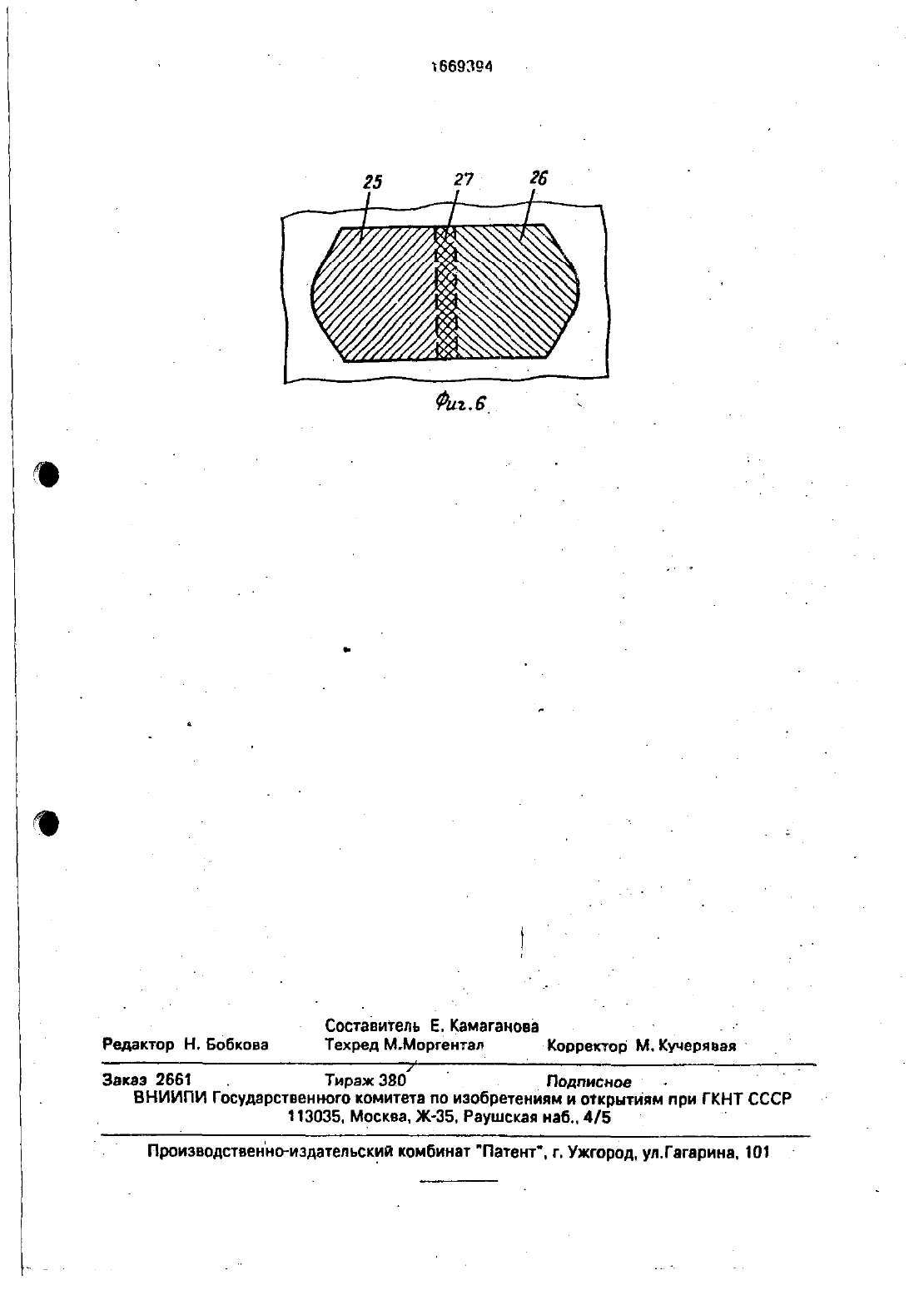
гократную толщину материала. В таких точках пересечения. которые называются крестами. могут легко образовывать каналы утечки. которые могут вызвать незначительНуЮ уТбЧКу ЖИДКОСТИ ИЛИ В ВСЕПТИЧЕСКИХ упаковках могут вызвать заражение стерильного содержимого упаковки.Для этого упаковочный материал. аименно его основной слой. который главным образом определяет толщину, может быть уменьшен по толщине в пределах зон. где материал входит в многослойные участки. например участки соединения. Такое уменьшение толщины предполагает местную механическую обработку отобранных участков материала. .Целью изобретения является повышение качества нанесения маркировки или линий сгиба.Юаковочного конвейера на фиг. 2 полотно упаковочного материала. снабженное линиями сгиба облегчающими формирование упаковочного материала на фиг. 3 устройство для нанесения маркировки или линий сгиба на фиг. 4 устройство с дополнительной парой шлифовального и матричного валиков на фиг. 5 матричный валик устройства на фиг. б е- область. обработанная предлагаемым устройством.Заготовка для упаковочного контейнера (фиг. 1). вырубленная из листа или полотна картона постоянной толщины. разделена линиями 1 сгиба на боковые панели или пространства 2 и 3. верхние закрывающие панели 4. и 5 и нижние уплотняющие панелиБ и 7. Верхние закрывающие панели 5 инижние уплотняющие панелитб имеют треугольную форму и расположены так. чтобы г ть завернутым в виде сильфона между ерхними закрывающими панелями 4 и нижними уплотняющими панелями 7 соответственно. В то время как треугольные панели 5 и Б согнуты таким. образом. прилегающие панели 8 загибаются так, что они лежат между панелями 4 и 5 и панелями.7 и Бгсоответственно. Эта верхняя и нижняя конструкцияд как правипш встречается в упаковках с фронтонным верхом. у В принцине. заготовку преобразуют в упаковку. формируя вначале в трубку кваду ратного или прямоугольного поперечногоСЕЧВНИП И СОЕДИНЯЯ ВМЕСТЕ КОРПТКИЭ СТОРОНЬ ЗВГОТОВКИ так. ЧТО панель 9 ПрОДОЛЬНЫМ швом соединяется внахлестку с соответствующей короткой сто-роной заготовки. По сле формования заготовки в трубкуквадратного или прямоугольного поперечНОГО СВЧВНИЯ ЕЕ-ЗЭПРЭЕЛЯЮТ В ОППЭВКУ УПВ ковочной машины (не показана). Покатрубчатая заготовка находится на оправке. нижние стенные панели 6 и 7 загибают однунад ДВУГОЙ УКВЗЭННЫМ СПОСОБОМ ПОСЛЕ ЧЕГОнижние панели уплотняют одну к другой тем. что термопластичные покрытия частей. лежащих одна против другой. заставляют сплавляться посредством приложения тепла и давления. Для стабилизации нижнего уплотнения одна из нижних стенных панелеи 7 снабжена уплотняющим язычком 10. который во время уплотнения низа перехлестывает наружную кромку панели 7 наружной нижней стенки.После завершения уплотнения низа сформътрованный контейнер снимают с оправки и наполняют необходимым содержанием. послечего верх закрывают путем захлопывания верхних закрывающих панелей 5 и 4 над отверстием контейнера треуГОПЬНЫМИ ПЭНЕЛЯМИ 5. расположенными между наружными треугольными панелями. После выполнения сгибания этой верхнейА панели уплотняющие панели 11 собирают бок о бок в уплотняющее ребро, содержа щее четыре слоя материала. Путем сжатия этих уплотняющих панелей при одновременном подводе тепла термопластичные покрытия, предусмотренные на поверхностях панелей, заставляют расплавиться и соединяют одно с другим так. что образуется непроницаемый для жидкости и прочный герметизирующий шов. Верхние уплотняющие панели 12. прилегающие ктреугольным панелям. также соединяют одна с другой в герметизирующий шов. который ложится над герметизирующим швом панелей 11. Как упомянуто. законченная упаковка содержит ряд участков. где несколько слоев. материала расположены вместе и существует опасность каналообразования в точке перехода между зонами различной толщины. Это касается прежде всего уплотняющих зон вверху и внизу упаковки и точек пересечения продольных перехлестывающихся швов. где продольные кромки заготовки соединены одна с-другой. а также с верхними и нижними уплотнениями. Определенные участки заготовки для упаковки (фиг. 1) егштрихована и это те участки. толщину которых уменьшают для получения более-герметичного) лучшего уплотнения. Части, толщину которых уменьшают путем шлифования. могут изменяться в соответствии с требованием к внешнему виду и конструкции упаковочного контей нера. Также возможно различным шлифуемымУЧЭСТКЭМ ДЗТЬ ВВЗЛИЧНУЮ ТОЛЩИНУ, т.е. СНЯТЬРЭЗЛИЧНЫВ КОПИЧВСТНВ МЭТБРИЭЛВ, И ТЭКЖЕ ДОПУСТИМО ИЗМЕНЕНИ ТОЛЩИНЫ ШПИФОВЗПреждевсего обрабатывают и уменьшают толщину тех поверхностей. где несколько слоев материала уплотняются один к другому. т.е. панели 11 и-9. с тем. чтобы компенсировать эффекты. получаемые, когда ряд слоев материала-уплотняют с целью получения в упаковочном материале рельефообразного рисунка 13 декоративного или РЕКПЭМНОГО ХЗПЭКТЕРЭ.После шлифования отшлифованные поверхности материала покрывают термоплаСТИЧНЫМ СЛОеМ придающим ЗЗЩИТНОВ покрытие против внешней влаги. которая может абсорбироваться и повреждать-основной слой упаковочного материала.Упаковочный материал может также состоять из непрерывного полотна 14 (фиг. 2). Упаковки из такого полотна изготавливают путем превращения полотна 14 сначалав трубку, соединяя продольные кромки 15 лолотнат 14 один с другим. после чего трубку НЭПОДНЯЮТ НЕОЙХОДИМЫМ СОДЗПЖИМЫМ И разделяют на отдельные упаковочные кон одной и той же зоны шлифо 10ТЕЙНЭВЫ ПОСРЕДСТВОМ ПОПЕПЕЧНОГО УПЛОТ .- НВНИЯ ЗЗПОЛНЕННОЙ трубки. ФООМОВЭНИЯ т упаковки и конечного разделения упаковоч ных контейнеров посредством обрезания по поперечным уплотняющим зонам. Полотно 14 упаковочного-материала(фиг. 2). как и заготовки 1. снабжено рисунком линий 16 сгиба для облегчения формования упаковки путем сгибания. Наружная кромка 15 полотна предназначена для перекрывания противоположной кромки 15 полотна 14 в продольном уплотняющем соединении и поэтому комбинированная ширина наружных панелей 17 несколько больше ширины центральной панели 18. Полная длина упаковки С). Зона 19 находится между полными декорациями или рисунками линии 16 сгиба одной секции упаковки. которая является общей уплотняющей зоной для последующих упаковок.Разделение упаковок произходит с помощью отрезания по этой зоне уплотнения. т.е. в пределах зон 19 соответственной панели. Как и в случае с заготовкой. участки с уменьшенной толщиной (фиг. 2) показаны заштрихованными и в этом случае кромки 15. образующие продольный шов на трубке,которая превращается в упаковочный контейнер, уменьшены по толщине по меньшей мере в зонах 20. где образуется пересечение с панелями поперечного шва. Для того. ЧТОбЫ ЦЕЛЫЙ ПООДОПЬНЫЙ ЩОБ УМЕНЬШИТЬ ДО той же самой толщины. какую имеют оставшиеся части стенки упаковки. можно умень шить толщину всей площади Продольногошва на кромке 15. Кроме того. в этом случае зона, где сходятся несколько линий складки или линий загиба (например. зона К). подвергается умвньшонию по толщине.-Причина этого заключает ъяв том. что особенно в этих зонах упаковочный материал подвергается большим напряжениям при растяжении. поскольку материал дублирован в несколько слоев. Эти напряжения К-загиба становятся тем больше. чем толще материал. и эти напряжения. следовательно. можно уменьшить посредством уменьшения по толщине в зонах Кгсгиба.Линии 16 сгиба, способствующие сгиба нию материала. могут быть также отшлифо ваны. что ознаЧЭеТ. это материал снимают висходило разрушение волокон в бумажном ИЛИ КЭПТОННПМ Мтериапе и создавалась постоянная дегрормапдия по рисунку линий загиба. ШлИФОВКУ линий 16 сгиба можно осуществлять таким образом. что сгибание облегчается значительно по сравнению с общепринятыми линиями сгиба. но влечет за собой некоторбе ослабление материала. Осуществление операции шлифования или фрезерования может происходить с помощью устройства (фиг. Зоб). которое содержит два смонтированных с возьюжностью вращения валика т- шлифовальный 21 и матричный 22, имеющий на наружной поверхности выступы 23. Частота вращения шлифовального валика 21 превышает частоту вращения матричного. Выступы 23 расположены на гповериности матричного валика 22. имеющего Форму и размер. соответствующие форме Жеддаемьлх областей с уменьшенной толтцинои Прилетая к Мггричному валику 22, размещен быстро вьащающийся шлифовальный валик 21. гэторый смонтирован с возможностью вращения против направле НИЯ ПОДЗЧИ метгрлапа. ОДНЭКО МОЖЕТ такжевращаться в Пртиаоположном направлении в зависимости от его конструкции. Расстояние между говерхностъю матричного валика 22 и рабочей кромкой или рабочей поверхностью шлифовального гвалика 21можно регулировать до тех пор. пока оно нестанет соотаетстювать или незначительнопревосходить ноъмальную общую толщинуполотна 24 упамчочного материала. означающую. что матшиал может проходить под шлифовальным валиком 21. не задевая его. При вращении мг-ричного валика 22. которое Происходит синхронно с подачей полотна 24 упаксаочньго материала. выступы 23 на матричном валике 22 прижимают полотно 24 к шлифоаальнъму валику 21 иыматериал сошлифовьцзаетсэ а пределах участков по 7 1669394 Влотна 24. которые подвергаются воздействию выступов 23. Посредством подбора тощины выступов 23 можно точно определить глубину шлифования в материале. Найдено. что шлифованием получается хорошо обозначенная отшлифованная поверхность. за исключением того. что переходная зона всегда образуется между материалом с полной глубиной шлифования и донной толщиной материала. Одно явление. которое наблюдается. заключается этом. что шлифуемая кромка становится шероховатой и проЯЕЛЯЕТ ЗЗУСВНЦЫ КРОМОК. если направление вращения шлифовального валика 21 ослаб дПЯВТ контакт С материалом ПОЛИНИИ. ПРОХОдящей параллельно оси шлифовального валика 21. С целью устранение этого линии задней кромки в направлении подачи шли фуемых зон либо должны быть приспособлены Так. чтобы они образовали угол с осью- ращения шлифовального валика 21. либо х лифуемые зоны должны быть выполненытаким образом. что их задняя кромка оканчивается в точке. в которой шлифовальныйвалик 21 постепенно ослабляет взаимодей ствие со шлифуемой зоной и. наконец. может полностью утратить контакт с полотном 24 материала. Посредством шлифования. осуществляемого таким образом. может быть достигнуто относительно равномерное шлифование с чистыми кромками.Однако проблема заусенцев кромок илиоблоев может быть решена нем. что устройство содержит дополнительную пару валиков. причем шлифовальные валики каждой пары смонтированы с возможностью вра щения в противоположных направлениях.Устройство (фиг. 4) может содержать два матричных валика 22. которые на их оверхности снабжены выступами 23. для- аждого из матричных валиков 22 предус мотрены шлифовальные валики 21. Матричные валики 22 обеих пар имеют одно и то же направление вращения. тогда как шлифовальные валики 21 имеют противоположное направление вращения. На фиг. 6 показана зона шлифования. состоящая из двух областей. частично. перекрываю-шик одна ДРУного валика 21. тогда каквторая область 26шлифуется с помощью второго шлифовального валика 21 и между областями 25 и 26(фиг. 6) имеется зона 27 нахлестки. которая обрабатывается обоими валиками 21. для достижения такого двойного шлифования зоны оба матричных валика 22 должны при водиться в движение совершенно синхронно и это может быть осуществлено спомощью зубчатой передачи или цепного привода. Кроме того. выступы 23 должны располагаться на соответствующих матричных валиках 22 так. чтобы они вошли в зацепление с полотном 24 таким образом. чтобы получился рисунок перекрытия (фиг. Б). Эту установку положения выступов 23 на матричных валиках 22 относительно легко осуществить. и как только оно однажды установлено. ПОЛСЭКЭНИВ ПО ОТНОШЭНИЮ К ПОлотну 24 не изменяется благодаря тому, что матричные валики 22 приводятся в движение синхронно. Путем осуществления операции шлифования шлифуемой зоны как ДВУХ ЧЭСТИЧНЫХ ШЛИФОВОК. перекрывающих одна другую. можно устранить указанный недостаток. поскольку шлифовальный заусенец. который образуется на двух зонах,находится в пределах зоны 27 нахлестки, которая обрабатывается обоими шлифогвальными вальцами и поэтому не имеет никакого шлифовального заусенца.С применением устройства (фиг. 4) с двумя противоположно вращающимися шлифовальными валиками 21 становится возможным шлифовать мелкие детали. не обращая внимание на то. что может получиться какой-либо заусенец. Посредством шлифования с большей точностью могут быть получены косые или сходящиеся линии сгиба. Хорошо использовать двойное шлифование (фиг. д). когда необходимо шлифовать рельефообразный декоративный рисунок 13 (фиг. 1 в упаковочный материал. и с помощью устройства возможно осуществление шлифования очень мелких деталей в декоративном рисунке. также в шлифовальном образце. имеющем чисто техническуюможет быть получена в любой шлифовальной области посредством конструирования выступов 23 матричных валиков 22 подходящим образом. Это может быть использова но не только при намерении получить рельефообразный декоративный рисунок, но также при уменьшении толщины шлифу емых областей с целью достижения оптимального аффекта шлифования с помощью ступенчатой глубины шлифования.Возможно. например, применение изобретения для получения рельефоподобных образцов почтовой бумаги. ценных бумаг. ДОКУМЕНТОВ ИДЕНТИЧНОСТИ И так далее В ТЕМ. чтобы получить декоративный эффект или1. Устройство дляманесения маркировки или ЛИНИЙ сгиба. содержащее два смон 9 1669394 10тированных С ВОЗМОЖНОСТЬЮ рЗЩЕНИЯ ва длика - шлифовальный и матричный. о т л и ч а ю ще е с я тем. что. с цепью повышения качества нанесения. валики устанонЪены с возможностью регулирования расстояния между ними, причем матричный валик имевт на наружной поверхности выступы. а чв стота вращения шлифовального валикапревышает. частоту вращения матричного валика.2. Устройство поп. 1.отл ичаю щевс я тем. что оно снабжено дополнительной парой валиков. причем шлифовальные валиКИ КЭЖДОЙ пары смонтированы С ВОЗМОЖНОстью вращения в противоположных
МПК / Метки
МПК: B65B 61/02
Метки: линий, или, сгиба, нанесения, устройство, маркировки
Код ссылки
<a href="https://by.patents.su/7-521-ustrojjstvo-dlya-naneseniya-markirovki-ili-linijj-sgiba.html" rel="bookmark" title="База патентов Беларуси">Устройство для нанесения маркировки или линий сгиба</a>
Устройство для нанесения покрытий в вакууме
Номер патента: 360
Опубликовано: 30.03.1995
Авторы: Буравцев А. Т., Точицкий Эдуард Иванович, Рубан Геннадий Иосифович, Обухов В. Е.
МПК: C23C 14/26
Метки: устройство, нанесения, вакууме, покрытий
Текст:
...каналов уменьшаются к периферии формирователя. Удлиненные стенки центральных КЗНЗЛОБ ОТКЛОНЯЮТ часть потока к периферии подложки. Повышение козффициента использования-материала покрытия обеспечивается за сиет 25 того, что каналы формирователя фонусируют поток пара в основном на подложку, а Не вне ее.КОГДЗ ОСИ КЗНЭПОВ направлены В зону подложкодержателя, расположеннуюзо на расстоянии ближе 0,63 от его цент ра, то перекрытие потоков пара...
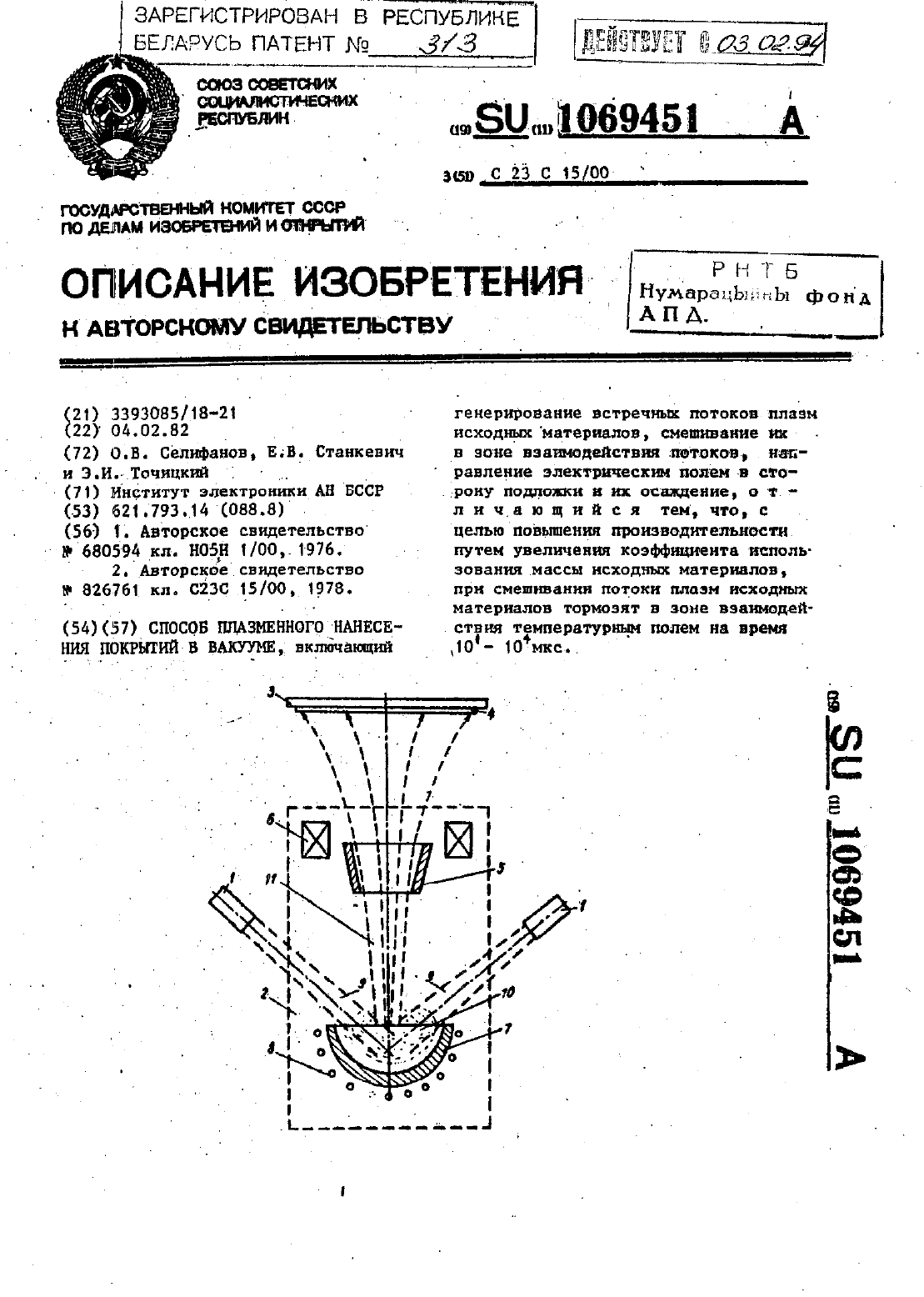
Способ плазменного нанесения покрытий в вакууме
Номер патента: 313
Опубликовано: 30.12.1994
Авторы: Селифанов О. В., Точицкий Э. И., Станкевич Е. В.
МПК: C23C 15/00
Метки: нанесения, вакууме, покрытий, плазменного, способ
Текст:
...с 1 д согтавляет 10 10 секунд 10 10 микросекунд). а также для интенсивного смешивания плазменньж лото показано) ДЛЯ ПРЗКТИЧЕСКН ПОЛНОГО УСков и формирования направленного к подложкодержателю потока плазмы осаждаемого материала. АКроме того, высокоинерционные микрокапли плазменных потоков (в случае 5 использования эрозионной плазмы)при достижении поверхности, нагретой до темературы близкой к критической температуре конденсации используемого...
Устройство для переработки отходов, содержащих органические вещества
Номер патента: 406
Опубликовано: 30.03.1995
Автор: Тамбовцев Юрий Иванович
МПК: F23G 5/027
Метки: переработки, органические, вещества, отходов, устройство, содержащих
Текст:
...в виде брикетов. отходы. а между брикетами некомпактируемые отходы. либо полностью некомпактируемые отходы. но уппотняемые с помощью трамбовки. Далеекой 4. помещаются внутрь нагревателя 1 и устанавливаются на подпятник 19. В процессе нагрева идет пиролиз органической составляющей отходов (бытового мусора. компоста. приготовленного из бытового мусора. отходов шлифования. кромосодержащих ОТХОДОВ КОЖЕВЗННОГО производства. древесных...
Предыдущий патент: Способ получения E-изомеров производных акриловой кислоты
Следующий патент: Вращающийся вакуумный фильтр
Случайный патент: Способ лечения хронического травматического остеомиелита нижней челюсти