Штамп для изготовления поковок шатуна
Номер патента: U 105
Опубликовано: 30.03.2000
Авторы: Горностай Анатолий Анатольевич, Гиль Николай Дмитриевич, Юркевич Сергей Альбертович, Горностай Анатолий Васильевич
Текст
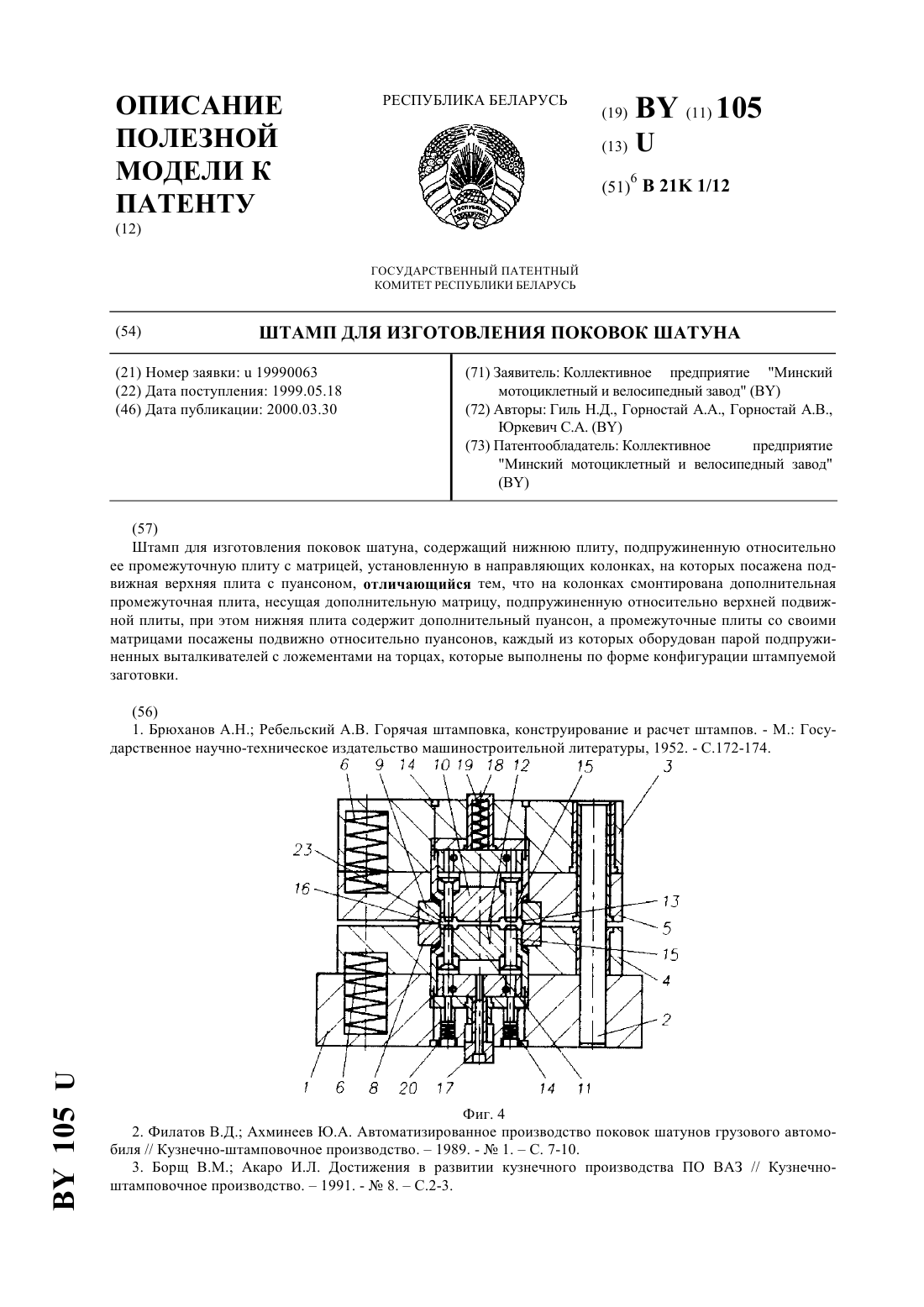
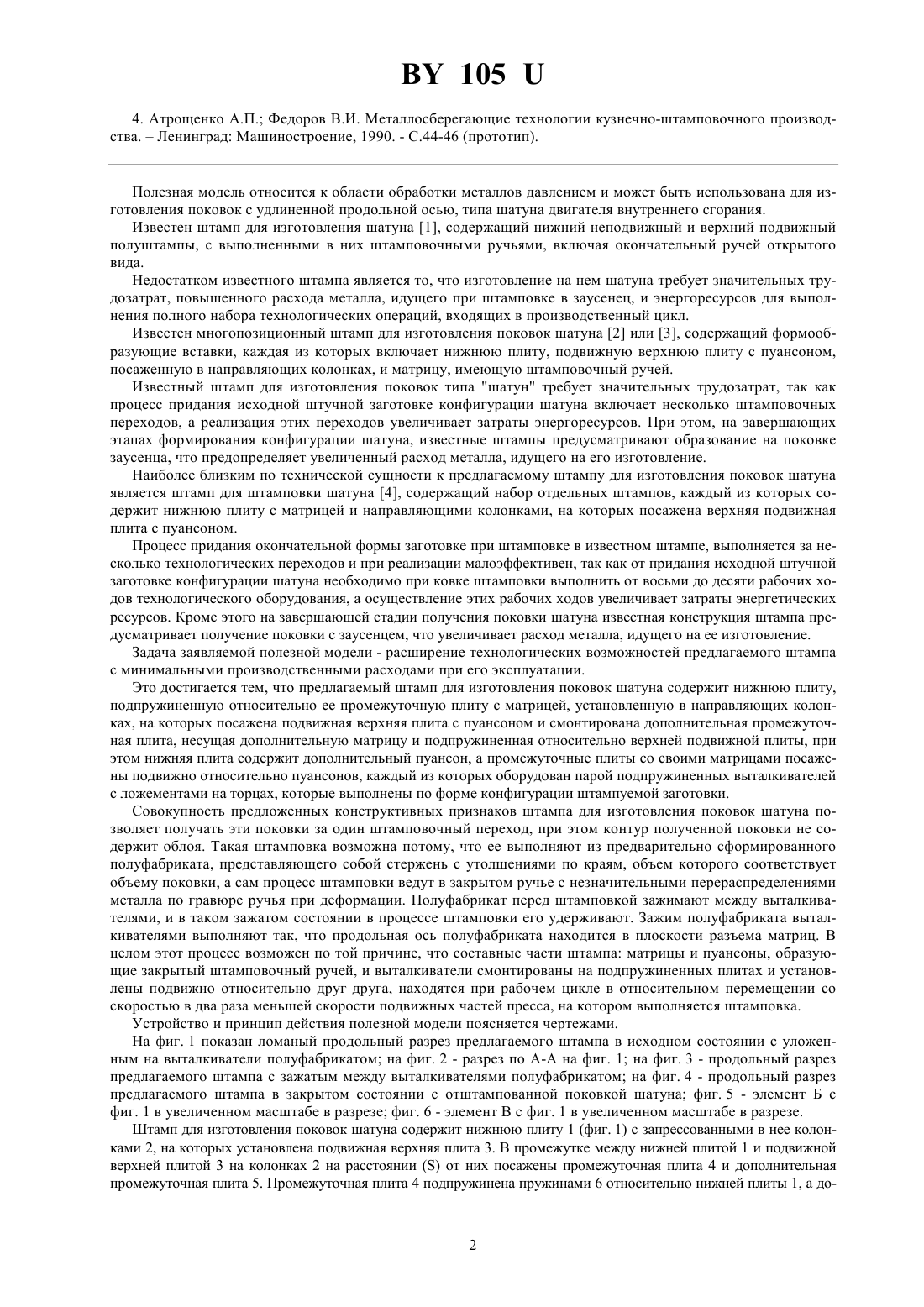
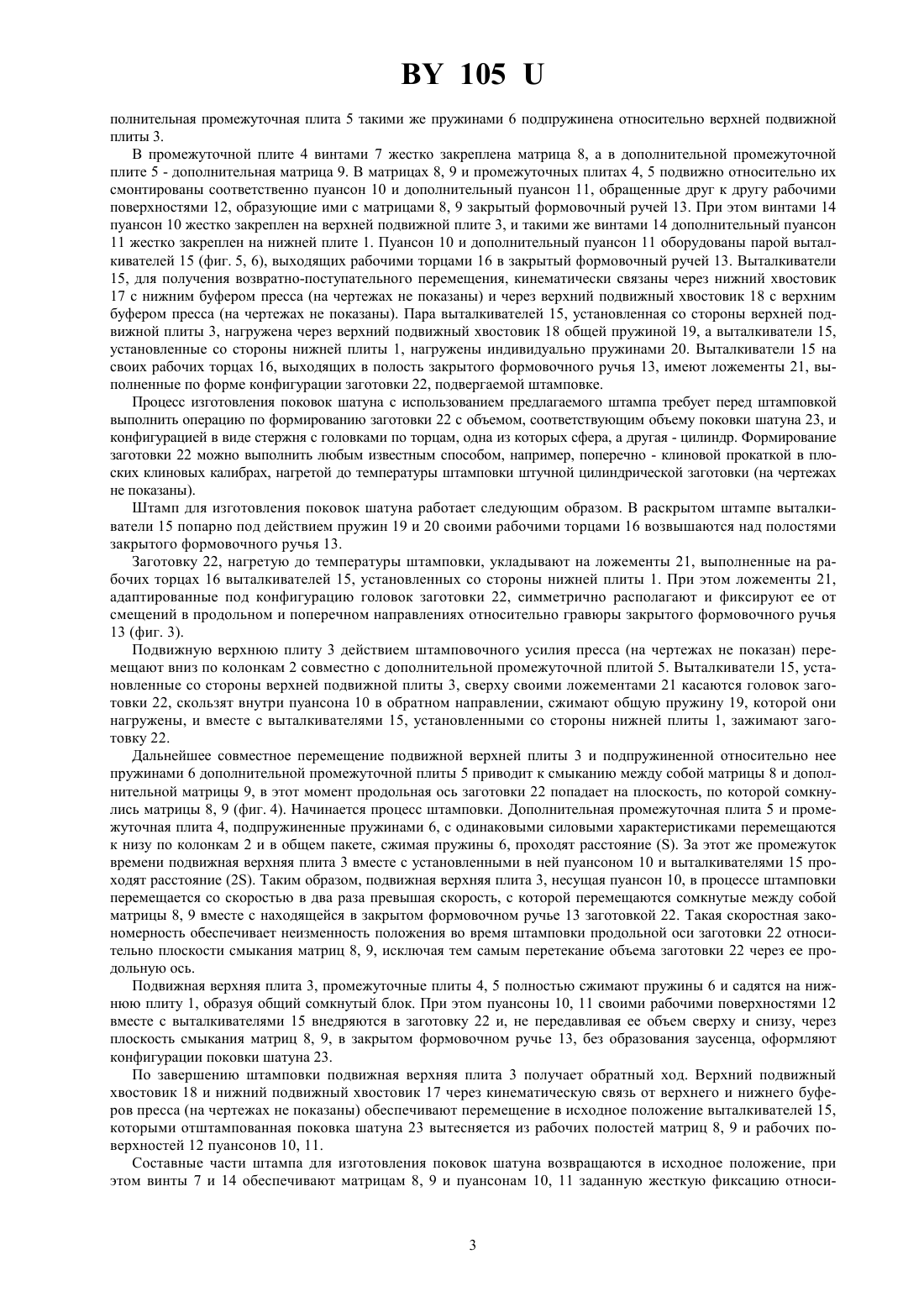
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОКОВОК ШАТУНА(71) Заявитель Коллективное предприятие Минский мотоциклетный и велосипедный завод(73) Патентообладатель Коллективное предприятие Минский мотоциклетный и велосипедный завод(57) Штамп для изготовления поковок шатуна, содержащий нижнюю плиту, подпружиненную относительно ее промежуточную плиту с матрицей, установленную в направляющих колонках, на которых посажена подвижная верхняя плита с пуансоном, отличающийся тем, что на колонках смонтирована дополнительная промежуточная плита, несущая дополнительную матрицу, подпружиненную относительно верхней подвижной плиты, при этом нижняя плита содержит дополнительный пуансон, а промежуточные плиты со своими матрицами посажены подвижно относительно пуансонов, каждый из которых оборудован парой подпружиненных выталкивателей с ложементами на торцах, которые выполнены по форме конфигурации штампуемой заготовки. Фиг. 4 2. Филатов В.Д. Ахминеев Ю.А. Автоматизированное производство поковок шатунов грузового автомобиля // Кузнечно-штамповочное производство.1989. -1.С. 7-10. 3. Борщ В.М. Акаро И.Л. Достижения в развитии кузнечного производства ПО ВАЗ // Кузнечноштамповочное производство.1991. -8.С.2-3. 1054. Атрощенко А.П. Федоров В.И. Металлосберегающие технологии кузнечно-штамповочного производства.Ленинград Машиностроение, 1990. - С.44-46 (прототип). Полезная модель относится к области обработки металлов давлением и может быть использована для изготовления поковок с удлиненной продольной осью, типа шатуна двигателя внутреннего сгорания. Известен штамп для изготовления шатуна 1, содержащий нижний неподвижный и верхний подвижный полуштампы, с выполненными в них штамповочными ручьями, включая окончательный ручей открытого вида. Недостатком известного штампа является то, что изготовление на нем шатуна требует значительных трудозатрат, повышенного расхода металла, идущего при штамповке в заусенец, и энергоресурсов для выполнения полного набора технологических операций, входящих в производственный цикл. Известен многопозиционный штамп для изготовления поковок шатуна 2 или 3, содержащий формообразующие вставки, каждая из которых включает нижнюю плиту, подвижную верхнюю плиту с пуансоном,посаженную в направляющих колонках, и матрицу, имеющую штамповочный ручей. Известный штамп для изготовления поковок типа шатун требует значительных трудозатрат, так как процесс придания исходной штучной заготовке конфигурации шатуна включает несколько штамповочных переходов, а реализация этих переходов увеличивает затраты энергоресурсов. При этом, на завершающих этапах формирования конфигурации шатуна, известные штампы предусматривают образование на поковке заусенца, что предопределяет увеличенный расход металла, идущего на его изготовление. Наиболее близким по технической сущности к предлагаемому штампу для изготовления поковок шатуна является штамп для штамповки шатуна 4, содержащий набор отдельных штампов, каждый из которых содержит нижнюю плиту с матрицей и направляющими колонками, на которых посажена верхняя подвижная плита с пуансоном. Процесс придания окончательной формы заготовке при штамповке в известном штампе, выполняется за несколько технологических переходов и при реализации малоэффективен, так как от придания исходной штучной заготовке конфигурации шатуна необходимо при ковке штамповки выполнить от восьми до десяти рабочих ходов технологического оборудования, а осуществление этих рабочих ходов увеличивает затраты энергетических ресурсов. Кроме этого на завершающей стадии получения поковки шатуна известная конструкция штампа предусматривает получение поковки с заусенцем, что увеличивает расход металла, идущего на ее изготовление. Задача заявляемой полезной модели - расширение технологических возможностей предлагаемого штампа с минимальными производственными расходами при его эксплуатации. Это достигается тем, что предлагаемый штамп для изготовления поковок шатуна содержит нижнюю плиту,подпружиненную относительно ее промежуточную плиту с матрицей, установленную в направляющих колонках, на которых посажена подвижная верхняя плита с пуансоном и смонтирована дополнительная промежуточная плита, несущая дополнительную матрицу и подпружиненная относительно верхней подвижной плиты, при этом нижняя плита содержит дополнительный пуансон, а промежуточные плиты со своими матрицами посажены подвижно относительно пуансонов, каждый из которых оборудован парой подпружиненных выталкивателей с ложементами на торцах, которые выполнены по форме конфигурации штампуемой заготовки. Совокупность предложенных конструктивных признаков штампа для изготовления поковок шатуна позволяет получать эти поковки за один штамповочный переход, при этом контур полученной поковки не содержит облоя. Такая штамповка возможна потому, что ее выполняют из предварительно сформированного полуфабриката, представляющего собой стержень с утолщениями по краям, объем которого соответствует объему поковки, а сам процесс штамповки ведут в закрытом ручье с незначительными перераспределениями металла по гравюре ручья при деформации. Полуфабрикат перед штамповкой зажимают между выталкивателями, и в таком зажатом состоянии в процессе штамповки его удерживают. Зажим полуфабриката выталкивателями выполняют так, что продольная ось полуфабриката находится в плоскости разъема матриц. В целом этот процесс возможен по той причине, что составные части штампа матрицы и пуансоны, образующие закрытый штамповочный ручей, и выталкиватели смонтированы на подпружиненных плитах и установлены подвижно относительно друг друга, находятся при рабочем цикле в относительном перемещении со скоростью в два раза меньшей скорости подвижных частей пресса, на котором выполняется штамповка. Устройство и принцип действия полезной модели поясняется чертежами. На фиг. 1 показан ломаный продольный разрез предлагаемого штампа в исходном состоянии с уложенным на выталкиватели полуфабрикатом на фиг. 2 - разрез по А-А на фиг. 1 на фиг. 3 - продольный разрез предлагаемого штампа с зажатым между выталкивателями полуфабрикатом на фиг. 4 - продольный разрез предлагаемого штампа в закрытом состоянии с отштампованной поковкой шатуна фиг. 5 - элемент Б с фиг. 1 в увеличенном масштабе в разрезе фиг. 6 - элемент В с фиг. 1 в увеличенном масштабе в разрезе. Штамп для изготовления поковок шатуна содержит нижнюю плиту 1 (фиг. 1) с запрессованными в нее колонками 2, на которых установлена подвижная верхняя плита 3. В промежутке между нижней плитой 1 и подвижной верхней плитой 3 на колонках 2 на расстоянииот них посажены промежуточная плита 4 и дополнительная промежуточная плита 5. Промежуточная плита 4 подпружинена пружинами 6 относительно нижней плиты 1, а до 2 105 полнительная промежуточная плита 5 такими же пружинами 6 подпружинена относительно верхней подвижной плиты 3. В промежуточной плите 4 винтами 7 жестко закреплена матрица 8, а в дополнительной промежуточной плите 5 - дополнительная матрица 9. В матрицах 8, 9 и промежуточных плитах 4, 5 подвижно относительно их смонтированы соответственно пуансон 10 и дополнительный пуансон 11, обращенные друг к другу рабочими поверхностями 12, образующие ими с матрицами 8, 9 закрытый формовочный ручей 13. При этом винтами 14 пуансон 10 жестко закреплен на верхней подвижной плите 3, и такими же винтами 14 дополнительный пуансон 11 жестко закреплен на нижней плите 1. Пуансон 10 и дополнительный пуансон 11 оборудованы парой выталкивателей 15 (фиг. 5, 6), выходящих рабочими торцами 16 в закрытый формовочный ручей 13. Выталкиватели 15, для получения возвратно-поступательного перемещения, кинематически связаны через нижний хвостовик 17 с нижним буфером пресса (на чертежах не показаны) и через верхний подвижный хвостовик 18 с верхним буфером пресса (на чертежах не показаны). Пара выталкивателей 15, установленная со стороны верхней подвижной плиты 3, нагружена через верхний подвижный хвостовик 18 общей пружиной 19, а выталкиватели 15,установленные со стороны нижней плиты 1, нагружены индивидуально пружинами 20. Выталкиватели 15 на своих рабочих торцах 16, выходящих в полость закрытого формовочного ручья 13, имеют ложементы 21, выполненные по форме конфигурации заготовки 22, подвергаемой штамповке. Процесс изготовления поковок шатуна с использованием предлагаемого штампа требует перед штамповкой выполнить операцию по формированию заготовки 22 с объемом, соответствующим объему поковки шатуна 23, и конфигурацией в виде стержня с головками по торцам, одна из которых сфера, а другая - цилиндр. Формирование заготовки 22 можно выполнить любым известным способом, например, поперечно - клиновой прокаткой в плоских клиновых калибрах, нагретой до температуры штамповки штучной цилиндрической заготовки (на чертежах не показаны). Штамп для изготовления поковок шатуна работает следующим образом. В раскрытом штампе выталкиватели 15 попарно под действием пружин 19 и 20 своими рабочими торцами 16 возвышаются над полостями закрытого формовочного ручья 13. Заготовку 22, нагретую до температуры штамповки, укладывают на ложементы 21, выполненные на рабочих торцах 16 выталкивателей 15, установленных со стороны нижней плиты 1. При этом ложементы 21,адаптированные под конфигурацию головок заготовки 22, симметрично располагают и фиксируют ее от смещений в продольном и поперечном направлениях относительно гравюры закрытого формовочного ручья 13 (фиг. 3). Подвижную верхнюю плиту 3 действием штамповочного усилия пресса (на чертежах не показан) перемещают вниз по колонкам 2 совместно с дополнительной промежуточной плитой 5. Выталкиватели 15, установленные со стороны верхней подвижной плиты 3, сверху своими ложементами 21 касаются головок заготовки 22, скользят внутри пуансона 10 в обратном направлении, сжимают общую пружину 19, которой они нагружены, и вместе с выталкивателями 15, установленными со стороны нижней плиты 1, зажимают заготовку 22. Дальнейшее совместное перемещение подвижной верхней плиты 3 и подпружиненной относительно нее пружинами 6 дополнительной промежуточной плиты 5 приводит к смыканию между собой матрицы 8 и дополнительной матрицы 9, в этот момент продольная ось заготовки 22 попадает на плоскость, по которой сомкнулись матрицы 8, 9 (фиг. 4). Начинается процесс штамповки. Дополнительная промежуточная плита 5 и промежуточная плита 4, подпружиненные пружинами 6, с одинаковыми силовыми характеристиками перемещаются к низу по колонкам 2 и в общем пакете, сжимая пружины 6, проходят расстояние . За этот же промежуток времени подвижная верхняя плита 3 вместе с установленными в ней пуансоном 10 и выталкивателями 15 проходят расстояние (2). Таким образом, подвижная верхняя плита 3, несущая пуансон 10, в процессе штамповки перемещается со скоростью в два раза превышая скорость, с которой перемещаются сомкнутые между собой матрицы 8, 9 вместе с находящейся в закрытом формовочном ручье 13 заготовкой 22. Такая скоростная закономерность обеспечивает неизменность положения во время штамповки продольной оси заготовки 22 относительно плоскости смыкания матриц 8, 9, исключая тем самым перетекание объема заготовки 22 через ее продольную ось. Подвижная верхняя плита 3, промежуточные плиты 4, 5 полностью сжимают пружины 6 и садятся на нижнюю плиту 1, образуя общий сомкнутый блок. При этом пуансоны 10, 11 своими рабочими поверхностями 12 вместе с выталкивателями 15 внедряются в заготовку 22 и, не передавливая ее объем сверху и снизу, через плоскость смыкания матриц 8, 9, в закрытом формовочном ручье 13, без образования заусенца, оформляют конфигурации поковки шатуна 23. По завершению штамповки подвижная верхняя плита 3 получает обратный ход. Верхний подвижный хвостовик 18 и нижний подвижный хвостовик 17 через кинематическую связь от верхнего и нижнего буферов пресса (на чертежах не показаны) обеспечивают перемещение в исходное положение выталкивателей 15,которыми отштампованная поковка шатуна 23 вытесняется из рабочих полостей матриц 8, 9 и рабочих поверхностей 12 пуансонов 10, 11. Составные части штампа для изготовления поковок шатуна возвращаются в исходное положение, при этом винты 7 и 14 обеспечивают матрицам 8, 9 и пуансонам 10, 11 заданную жесткую фиксацию относи 3 105 тельно других составных частей штампа. Поковку шатуна 23 удаляют из рабочей зоны и цикл по ее штамповке повторяют. Предложенный штамп проверен на предприятии Минский мотоциклетный и велосипедный завод для изготовления поковки мотоциклетного шатуна методом безоблойной штамповки. Получение поковок с применением предложенного штампа позволило сократить норму расхода металла,идущего на изготовление мотоциклетного шатуна, на 95 грамм, при этом из технологического процесса исключена такая операция, как обрезка заусенца. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21K 1/12
Метки: изготовления, штамп, шатуна, поковок
Код ссылки
<a href="https://by.patents.su/4-u105-shtamp-dlya-izgotovleniya-pokovok-shatuna.html" rel="bookmark" title="База патентов Беларуси">Штамп для изготовления поковок шатуна</a>
Штамп для изготовления поковок с удлиненной осью и отростком

Номер патента: U 60
Опубликовано: 30.12.1999
Авторы: Гиль Николай Дмитриевич, Юркевич Сергей Альбертович, Горностай Анатолий Анатольевич, Горностай Анатолий Васильевич
МПК: B21K 1/12
Метки: удлиненной, штамп, поковок, осью, отростком, изготовления
Текст:
...Завершается штамповка, вторым этапом, при неподвижном ручье с обжатием полуфабриката по всей гравюре на коротком участке рабочего хода, окончательно преобразуя его объем в поковку велошатуна. Продолжительность второго этапа устанавливается регулируемыми упорами, ограничивающими ход пуансона и подвижной верхней плиты. На фиг.1 показан продольный разрез предлагаемого штампа в исходном состоянии на фиг. 2 - вид А на фиг. 1 на фиг. 3 - продольный...
Штамп для изготовления фасонных изделий
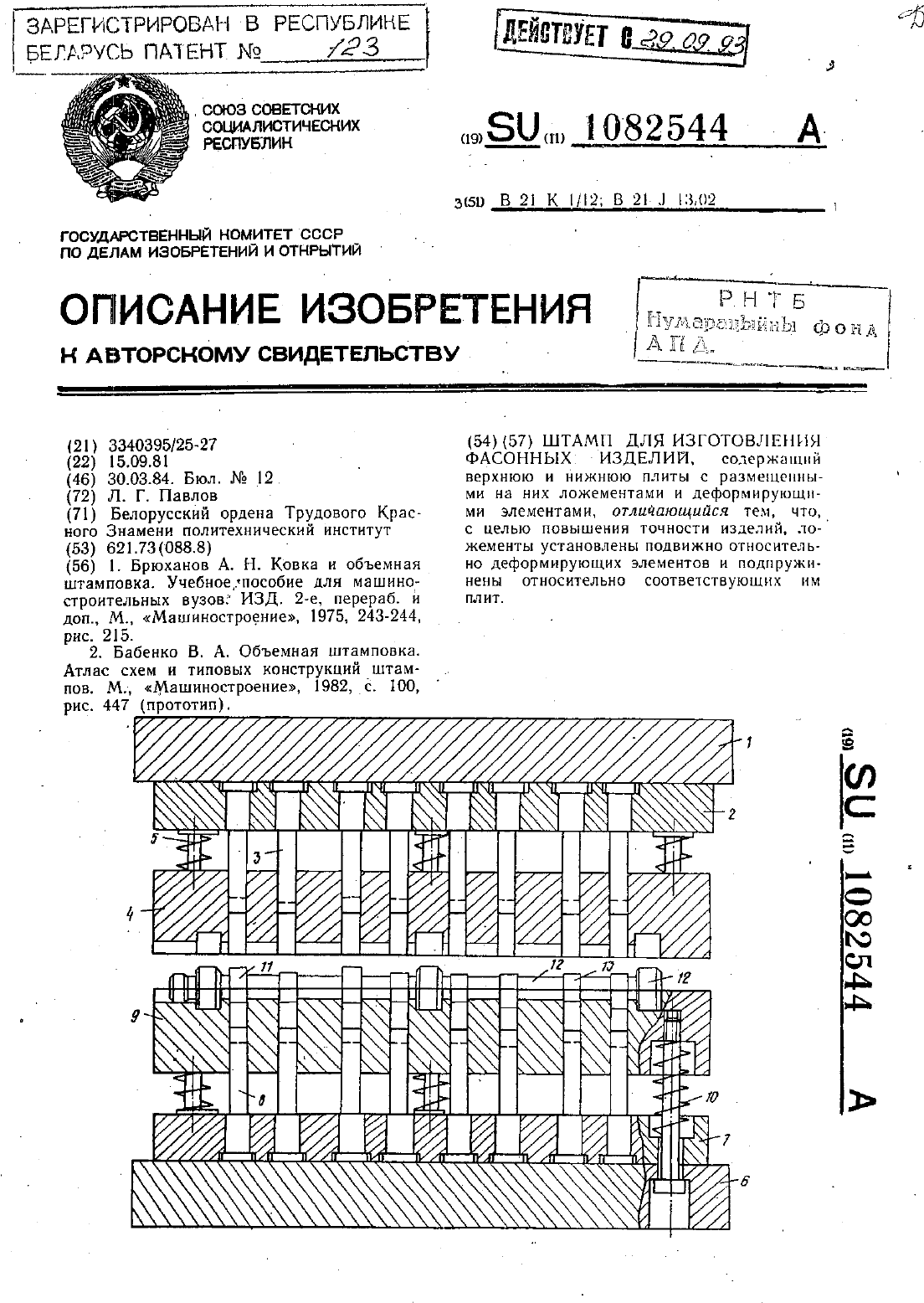
Номер патента: 123
Опубликовано: 30.09.1994
Автор: Павлов Лев Григорьевич
МПК: B21K 1/12, B21J 13/02
Метки: фасонных, изделий, штамп, изготовления
Текст:
...точность изделий и повышенный расход металла. Цель изобретения - повышение точности изделий и снижение расхода металла.УКЗЗЗННЗЯ ЦЕЛЬ ДОСТИГЗЕТСЯ ТЕМ, ЧТО В штампе для изготовления фасонных изделий, содержащем верхнюю и нижнюю плиТЫ С размещенными на НИХ ложементами и деформирующими элементами, ложементы установлены подвижно относительно деформирующих элементов и подпружннены относительно соответствующих им плит.На чертеже показан...
Штамп для отбортовки
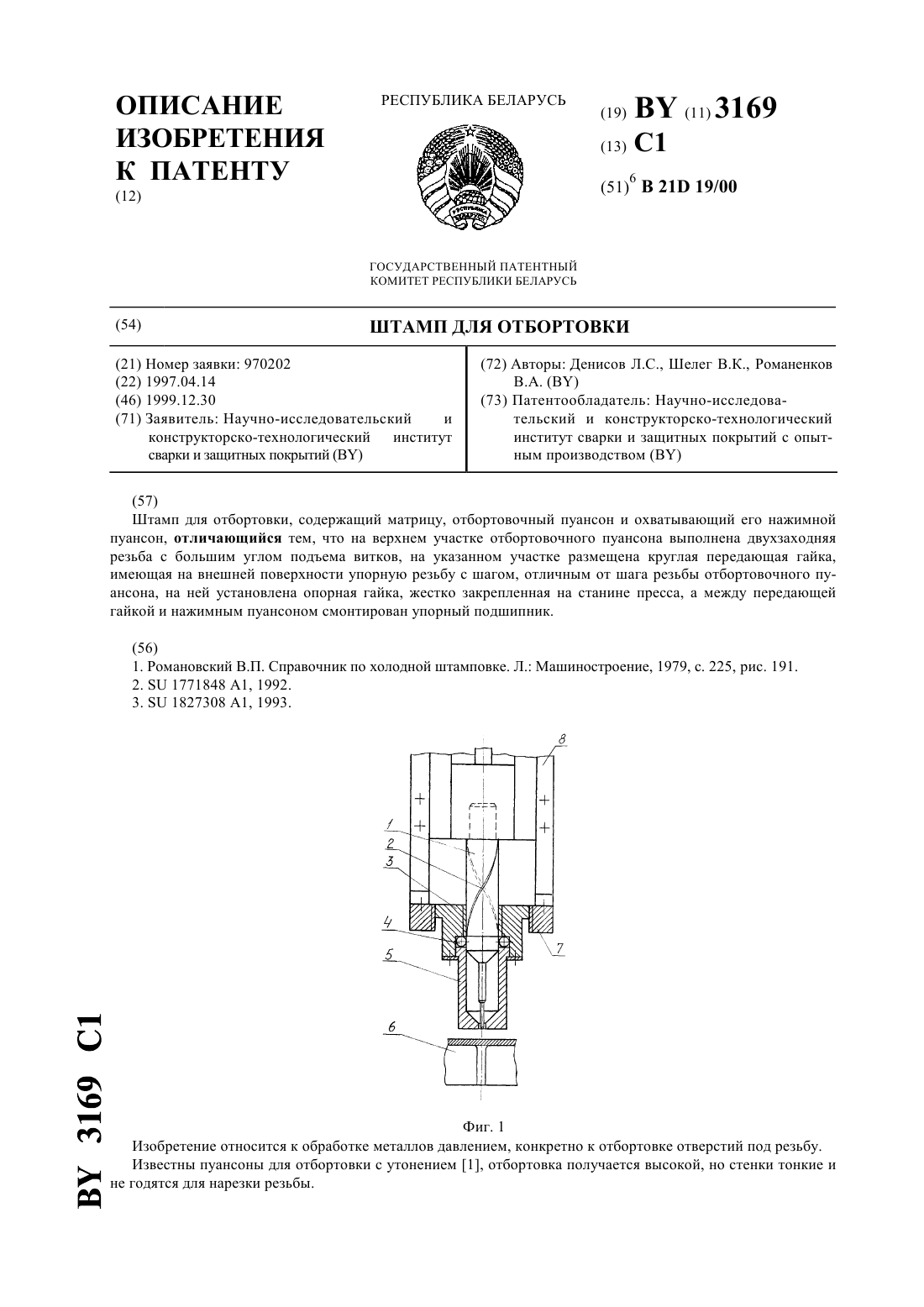
Номер патента: 3169
Опубликовано: 30.12.1999
Авторы: Денисов Леонид Сергеевич, Шелег Валерий Константинович, Романенков Владимир Андреевич
МПК: B21D 19/00
Метки: штамп, отбортовки
Текст:
...с различными резьбами, в результате чего скорости движения пуансонов различны малая у нажимного пуансона и большая - у отбортовочного. Таким образом, течение металла происходит в одном неразрывном процессе, что должно влиять на качество. На фиг. 1 изображен общий вид штампа в верхнем положении на фиг. 2 - то же в нижнем положении, по окончании операции отбортовки. Штамп содержит отбортовочный пуансон 1 (фиг. 1), который жестко крепится в...
Способ изготовления изделий, преимущественно кулачковых валов
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Анатолий Львович, Павлов Лев Григорьевич
МПК: B21H 1/00
Метки: кулачковых, способ, изготовления, изделий, валов, преимущественно
Текст:
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...
Способ изготовления паркетной доски
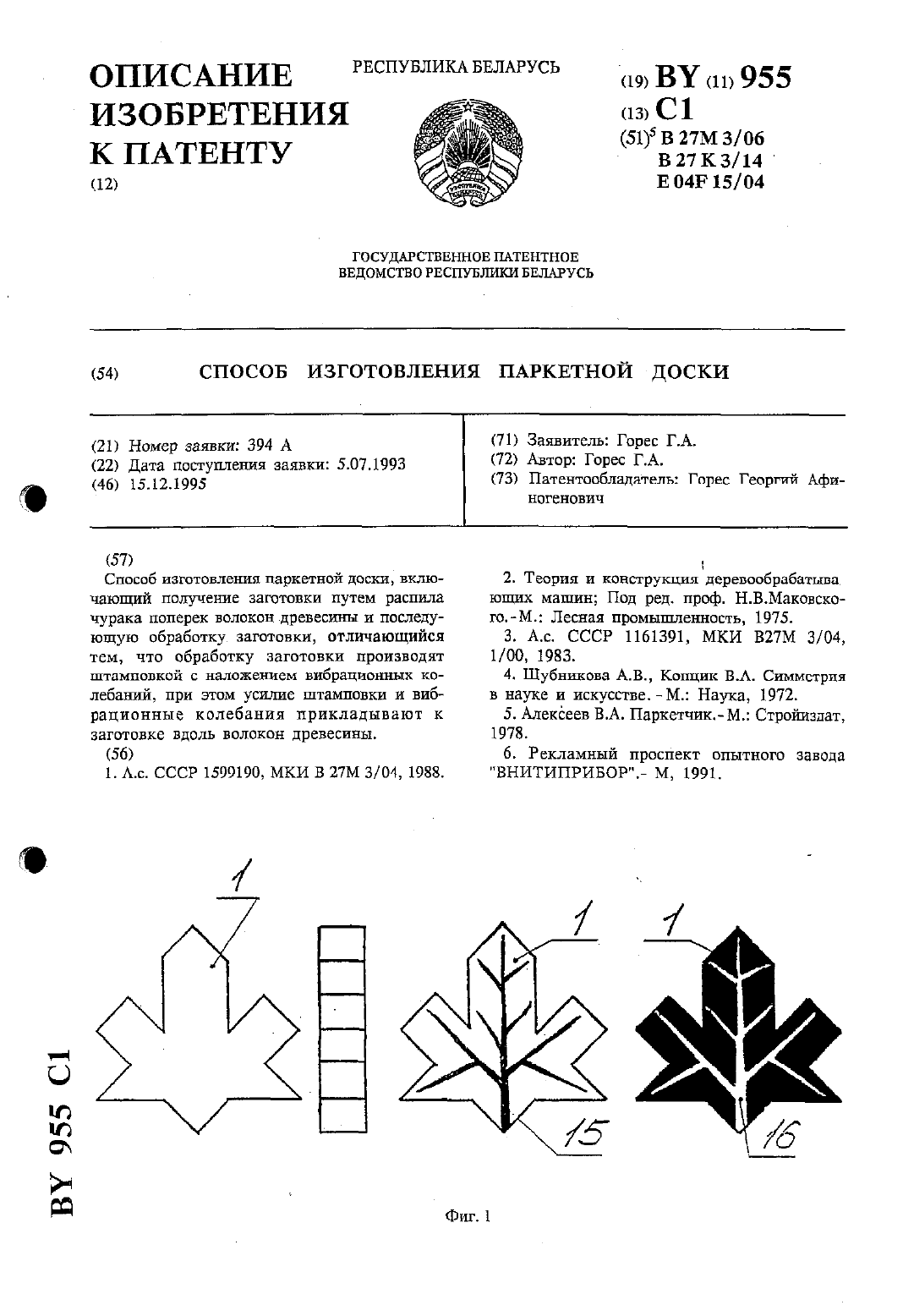
Номер патента: 955
Опубликовано: 15.12.1995
Автор: Горес Георгий Афиногенович
МПК: E04F 15/04, B27K 3/14, B27M 3/06...
Метки: паркетной, способ, изготовления, доски
Текст:
...декоративных панно.Окисление дубильных составляющих древесины при химической окраске в традиционной технологии покрытия может привести к нежедательным результатам, портящим внешнийбраже-ниого на- -фиг.2, вид древесины 5, но которые являются желательными в предлагаемом способе для достижения декоративности фигур паркета,которые также дополнительно могут быть модифицированы различными красителями.Способ изготовления паркетной доски поясняется...
Предыдущий патент: Дверное полотно
Следующий патент: Парогенерирующее устройство
Случайный патент: Приспособление к свеклоуборочному комбайну для протравливания выкапываемых корнеплодов