Катод для магнетронного нанесения многокомпонентных покрытий
Номер патента: U 5501
Опубликовано: 30.08.2009
Авторы: Копылов Андрей Владимирович, Вершина Алексей Константинович, Агеев Виталий Александрович
Текст
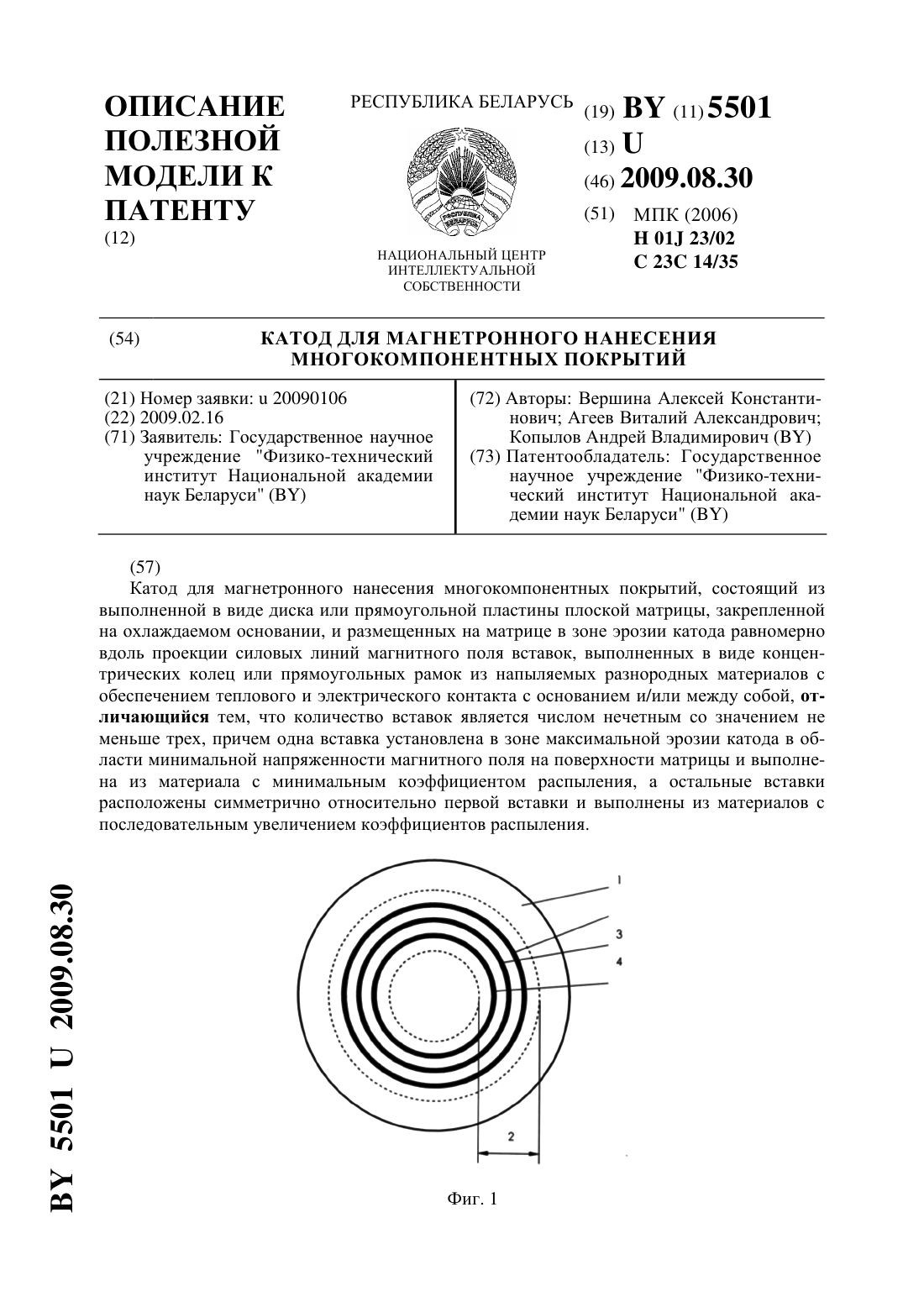
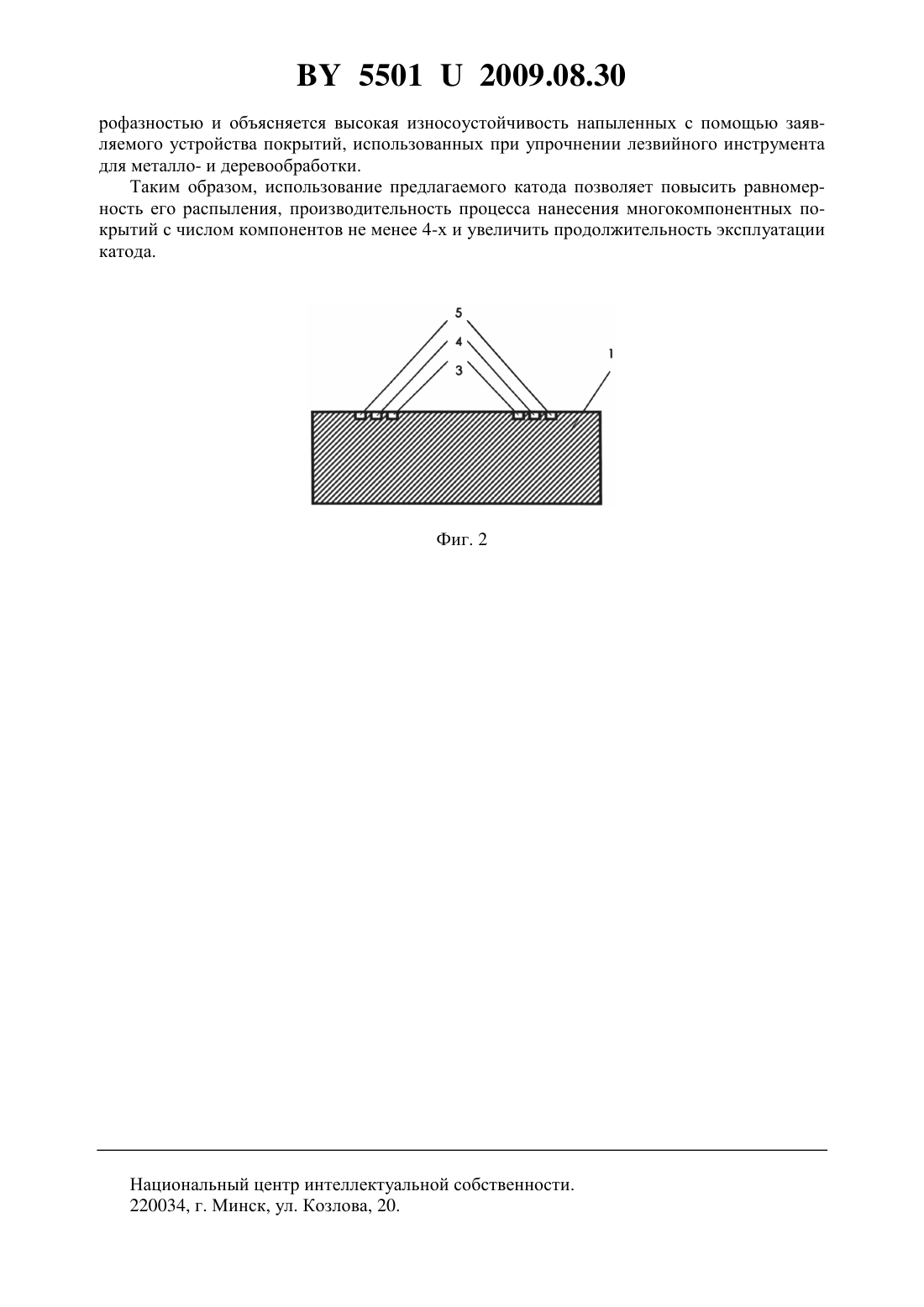
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КАТОД ДЛЯ МАГНЕТРОННОГО НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ПОКРЫТИЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Вершина Алексей Константинович Агеев Виталий Александрович Копылов Андрей Владимирович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Катод для магнетронного нанесения многокомпонентных покрытий, состоящий из выполненной в виде диска или прямоугольной пластины плоской матрицы, закрепленной на охлаждаемом основании, и размещенных на матрице в зоне эрозии катода равномерно вдоль проекции силовых линий магнитного поля вставок, выполненных в виде концентрических колец или прямоугольных рамок из напыляемых разнородных материалов с обеспечением теплового и электрического контакта с основанием и/или между собой, отличающийся тем, что количество вставок является числом нечетным со значением не меньше трех, причем одна вставка установлена в зоне максимальной эрозии катода в области минимальной напряженности магнитного поля на поверхности матрицы и выполнена из материала с минимальным коэффициентом распыления, а остальные вставки расположены симметрично относительно первой вставки и выполнены из материалов с последовательным увеличением коэффициентов распыления.(56) 1. Заявка 1-75673, МПК С 23 С 14/34, 1989. 2. Патент 2210620, МПК С 23 С 14/35, Н 01 23/05, 2003 (прототип). 3. Решетняк Е.Н., Стрельницкий В.Е. Синтез упрочняющих наноструктурных покрытий // ВАНТ. - 2008. -2. - С. 119-130. Полезная модель относится к технологии тонких пленок и может быть использована при изготовлении многокомпонентных пленочных покрытий для электронной, электротехнической, атомной, оптической и других отраслей промышленности. Метод магнетронного ионно-плазменного нанесения пленочных покрытий на различные изделия является одним из наиболее эффективных процессов нанесения тонких покрытий. Этот метод позволяет при относительно невысоких затратах получить разнообразные однородные пленки, имеющие прочное сцепление с подложкой и связанные с ней на молекулярном уровне. В настоящее время эта технология широко применяется для научных исследований и промышленных разработок при создании нового поколения легких и более долговечных изделий. Однако современное состояние развития ионно-плазменного магнетронного метода не позволяет расширить области его применения для изготовления многих видов изделий,используемых в различных областях техники. Эти ограничения обусловлены в основном относительно низкими скоростями напыления материала (до 5 мкм/ч) и сложностью совместного напыления материалов с сильно различающимися коэффициентами распыления. При относительно невысоких удельных мощностях разряда, характерных для метода магнетронного распыления (плотность мощности разряда не выше 40 Вт на 1 см 2 площади поверхности распыляемого катода в зоне его максимальной эрозии), интенсивность распыления каждого компонента покрытия в значительной степени определяется коэффициентом его распыления, а соотношение масс компонентов покрытия в паровой фазе практически не поддается регулированию. Поэтому при использовании раздельного распыления нескольких катодов с целью нанесения покрытий сложного состава возникают значительные технологические трудности, преодолеть которые позволяет применение катодов. Известен катод, выполненный в форме дисковой матрицы, состоящей из основного распыляемого компонента, в матрице выполнены отверстия, в которых размещены вставки из других материалов, составляющих заданную композицию химического состава покрытия 1. Образующие катод вставки и матрица собираются на одном охлаждаемом основании и прикрепляются к нему для лучшего электрического и теплового контакта путем приклеивания или пайки. Катоды такой конструкции в большинстве своем используются при получении многокомпонентных покрытий, если материалы матрицы и каждого вида мозаик имеют близкие значения коэффициентов распыления. Однако в случае составления катодов из материалов с существенно различающимися коэффициентами распыления задача формирования многокомпонентного покрытия значительно усложняется ввиду необходимости учета влияния большого числа факторов процесса, в частности значений коэффициентов распыления, изменения геометрии рабочей поверхности катода в зоне его интенсивной эрозии и др. Наиболее близким к заявляемому техническим решением является катод, реализующий способ ионно-плазменного магнетронного нанесения многокомпонентных пленочных покрытий и принятый за прототип, состоящий из выполненной в виде диска или прямоугольной пластины плоской матрицы, закрепленной на охлажденном основании, и размещенных на матрице в зоне эрозии катода равномерно вдоль проекций силовых линий магнитного поля вставок, выполненных в виде концентрических колец или прямоугольных рамок из напыляемых разнородных материалов с обеспечением теплового и электрического контакта с основанием и/или между собой 2. Изготовление катода вклю 2 55012009.08.30 чает последовательное выполнение следующих этапов изготовление элементов катода и охлаждаемого основания, сборку рабочих элементов катода заподлицо, установку катода на основании. Недостатком известного катода является то, что при его распылении не обеспечиваются условия равноскоростного распыления разнородных материалов, гомогенного перемешивания их в потоке пара и равномерного осаждения компонентов на подложке в виде многокомпонентных покрытий. Обусловлено это тем, что известный катод содержит вставки из напыляемых материалов, которые располагаются вдоль проекций силовых линий магнитного поля на поверхности катода без согласования коэффициентов распыления материала вставок с распределением напряженности (остаточной индукции) магнитного поля в радиальном направлении зоны эрозии. Такой катод имеет линейную неравномерность распределения по его поверхности составляющих компонентов, что ограничивает его возможности в плане варьирования состава и стехиометрии формируемых многокомпонентных покрытий. Кроме того, ресурс эксплуатации такого катода ограничивается временем выработки центральной области зоны эрозии, что сказывается на производительности процесса напыления в целом. Технической задачей предполагаемой полезной модели является повышение равномерности распыления катода, производительности процесса напыления покрытий и увеличение времени эксплуатации катода путем соотнесения свойств распыляемых материалов (коэффициентов распыления) со значением напряженности магнитного поля на поверхности катода, что достигается размещением вставок из разнородных материалов в зоне эрозии матрицы в областях с различным уровнем напряженности магнитного поля. Поставленная задача решается за счет того, что в катоде для магнетронного нанесения многокомпонентных покрытий, состоящем из выполненной в виде диска или прямоугольной пластины плоской матрицы, закрепленной на охлаждаемом основании, и размещенных на матрице в зоне эрозии катода равномерно вдоль проекции силовых линий магнитного поля вставок, выполненных в виде концентрических колец или прямоугольных рамок из напыляемых разнородных материалов с обеспечением теплового и электрического контакта с основанием и/или между собой, количество вставок является числом нечетным со значением не меньше трех, причем одна вставка установлена в зоне максимальной эрозии катода в области минимальной напряженности магнитного поля на поверхности матрицы и выполнена из материала с минимальным коэффициентом распыления, а остальные вставки расположены симметрично относительно первой вставки и выполнены из материалов с последовательным увеличением коэффициентов распыления. Таким образом, предлагаемая конструкция катода обеспечивает снижение линейной неравномерности распределения составляющих его компонентов, увеличение времени его эксплуатации при одновременном повышении производительности процесса напыления многокомпонентных покрытий. Это позволяет сделать вывод, что заявленная техническая задача имеет изобретательский смысл. Предлагаемое минимальное количество вставок, равное трем, способствует, с одной стороны, возможности получения многокомпонентных покрытий с числом компонентов не менее четырех, а с другой стороны, увеличению ресурса работы катода за счет размещения вставки с минимальным коэффициентом распыления в зоне максимальной эрозии матрицы. Кроме того, нечетное количество вставок обеспечивает более плавное выравнивание материалов вставок по коэффициенту распыления, что позволяет получить дополнительные средства для управления процессом формирования покрытий переменного состава. Основная сложность при изготовлении предлагаемого катода состоит в определении зоны его эрозии и области максимальной выработки. Достигается это предварительным распылением матрицы в магнетронной системе, определением величины напряженности 3 55012009.08.30 магнитного поля в радиальном направлении зоны эрозии и сборкой катода. Причем, как показали эксперименты, проведенные с большой номенклатурой материалов, используемых в качестве матрицы, явные очертания зоны эрозии появляются при длительности процесса распыления 10-30 минут в зависимости от свойств распыляемого материала матрицы. Пример конкретного исполнения. Изготавливали катод, который предназначен для получения покрытия (, , ), обладающего низким коэффициентом трения и механическими свойствами, близкими к свойствам конструкционных сталей. Пояснения примера конкретного выполнения иллюстрируются графическими материалами, где на фиг. 1 показана фронтальная проекция катода, а на фиг. 2 - разрез этого же катода. В качестве материала матрицы использовали титановую пластину толщиной 6 мм и 95 мм (1), в качестве материалов вставок - цирконий (3), углерод (4) и медь (5), имеющие коэффициенты распыления 0,85 0,24 и 2,1 соответственно. На матрицу со стороны нерабочей поверхности наносили в вакууме медный слой под пайку толщиной 10-15 мкм. После нанесения медного слоя эту поверхность лудили оловянным припоем и матрицу припаивали к медному основанию, представляющему собой медный лист толщиной 0,2 мм. Собранный таким образом катод устанавливали в охлаждаемый водой корпус магнетрона над магнитной системой. Затем производили предварительное распыление катода при рабочих режимах эксплуатации с целью выявления границ зоны эрозии (2). Предварительное распыление проводили при следующих технологических параметрах рабочее давление аргона - 0,6 Па напряжение распыления - 560 ток разряда - 6 А и время распыления 20 мин. Обследование этого катода показало, что ширина эрозионной зоны составляет 26 мм. Измерение напряженности магнитного поля по радиусу катода, проведенное с помощью магнитометра РШ 1-10, позволило установить, что нулевая напряженность соответствует диаметру катода 52 мм, а на краях зоны эрозии напряженность составила 10 мТ в направлении к периферии и 15 мТ в направлении к центру катода. Затем в зоне максимальной эрозии была сделана выборка глубиной 4 мм и шириной 8 мм, а симметрично ей две выборки тех же размеров с расстоянием между соседними выборками 1 мм. После этого в полученные пазы были запрессованы вставки из циркония, углерода и меди, причем указанная последовательность расположения вставок по радиусу катода соответствовала распределению напряженности магнитного поля по ширине зоны эрозии. При вышеуказанных параметрах производили распыление собранного катода в течение 40 мин. В результате были получены четырехкомпонентные покрытия состава со средней толщиной 6 мкм. Обследование катода показало, что зона эрозии имеет равномерную выработку по радиусу катода, составившую для всех вставок 0,04-0,06 мм. Покрытия аналогичного состава были получены также и по способу-прототипу. Был изготовлен катод с титановой матрицей, в котором располагались вставки из циркония и меди. Его распыление проводили в среде ацетилена при тех же параметрах, что и в заявляемом катоде. В результате сформированы покрытия со средней толщиной 4 мкм, а выработка катода оказалась неравномерной и составила 0,1 и 0,12 мм для циркония и меди соответственно. В результате проведенных металлографических, электронно-микроскопических и рентгеновских исследований установлено, что при использовании заявляемого устройства имеет место формирование покрытий, состоящих из нанокристаллов с размерами около 5 нм из нитридов титана и циркония (, ), которые обволакиваются тонким слоем аморфной фазы с толщиной прослойки около 2 нм из соединений, содержащих углерод(карбиды либо алмазоподобную фазу). Считается, что в материалах с нанокристаллической структурой процессы разрушения происходят не по дислокационным механизмам(двойникование, скольжение дислокаций, зернограничное и др.), а осуществляются путем разрыва межатомных связей с высокими энергетическими барьерами, характерными для соединений типа нитридов, карбидов 3. По-видимому, этим механизмом, а также гете 4 55012009.08.30 рофазностью и объясняется высокая износоустойчивость напыленных с помощью заявляемого устройства покрытий, использованных при упрочнении лезвийного инструмента для металло- и деревообработки. Таким образом, использование предлагаемого катода позволяет повысить равномерность его распыления, производительность процесса нанесения многокомпонентных покрытий с числом компонентов не менее 4-х и увеличить продолжительность эксплуатации катода. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 14/35, H01J 23/02
Метки: покрытий, катод, магнетронного, нанесения, многокомпонентных
Код ссылки
<a href="https://by.patents.su/5-u5501-katod-dlya-magnetronnogo-naneseniya-mnogokomponentnyh-pokrytijj.html" rel="bookmark" title="База патентов Беларуси">Катод для магнетронного нанесения многокомпонентных покрытий</a>
Установка для нанесения многослойных тонкопленочных покрытий методом магнетронного распыления
Номер патента: U 918
Опубликовано: 30.06.2003
Авторы: Достанко Анатолий Павлович, Голосов Дмитрий Анатольевич, Свадковский Игорь Витальевич, Завадский Сергей Михайлович
МПК: C23C 14/34
Метки: многослойных, магнетронного, распыления, методом, покрытий, тонкопленочных, нанесения, установка
Текст:
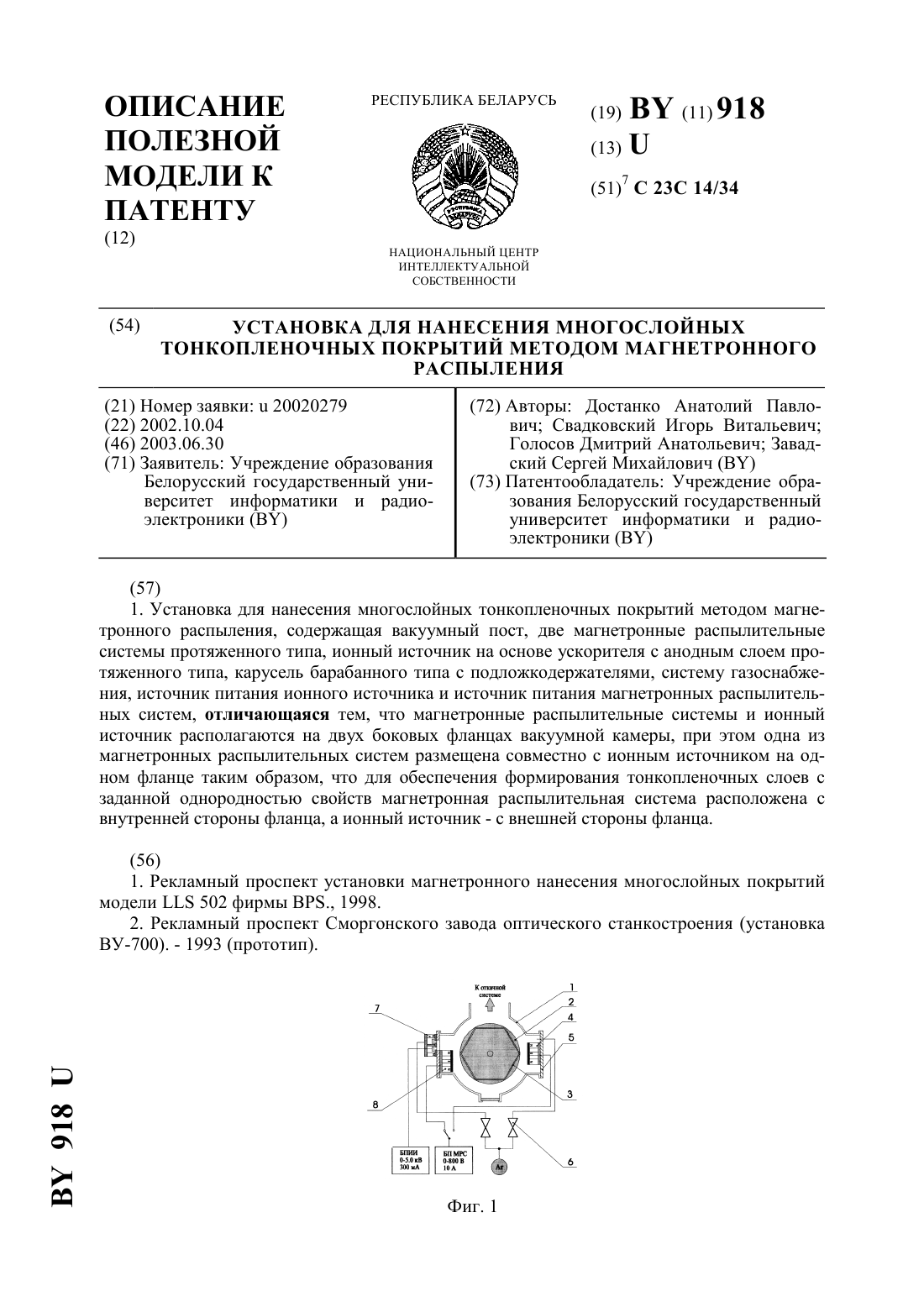
...система расположена с внутренней стороны фланца, а ионный источник - с внешней стороны фланца. Это позволяет обеспечить нанесение тонкопленочных структур с заданной однородностью свойств по поверхности подложки при ограниченных габаритах фланцев Ионный источник включается перед нанесением очередного слоя и обеспечивает стимуляцию разряда магнетрона, что позволяет добиться одновременного функционирования магнетронной...
Устройство для нанесения покрытий в вакууме
Номер патента: U 5478
Опубликовано: 30.08.2009
Авторы: Вершина Алексей Константинович, Агеев Виталий Александрович
МПК: C23C 14/48, H01J 3/00
Метки: вакууме, нанесения, покрытий, устройство
Текст:
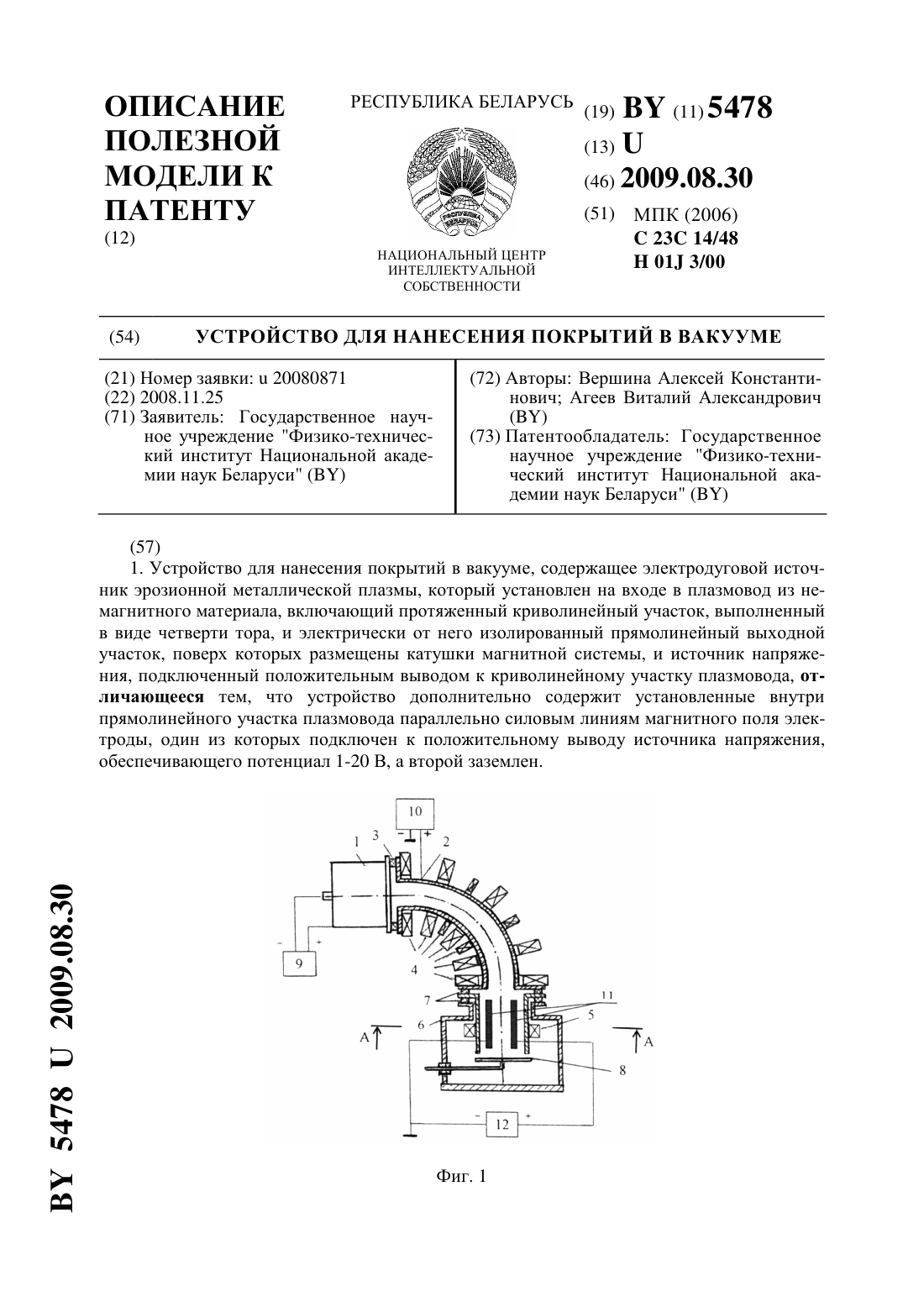
...камере. Магнитное поле в системе создается катушками, размещенными снаружи плазмовода. На криволинейный участок плазмовода подается положительный потенциал порядка 5-20 В. Электрическое поле совместно с магнитным создает плазмооптическую систему, в которой поворот ионного потока осуществляется при напряженности магнитного поля более чем в три раза меньшей, чем требуется для поворота только тороидальным магнитным полем 8, 9. Таким образом,...
Устройство для нанесения покрытий в вакууме
Номер патента: U 1246
Опубликовано: 30.03.2004
Авторы: Жоглик Игорь Николаевич, Григорович Игорь Михайлович, Синцов Сергей Иванович
МПК: C23C 14/35
Метки: вакууме, нанесения, покрытий, устройство
Текст:
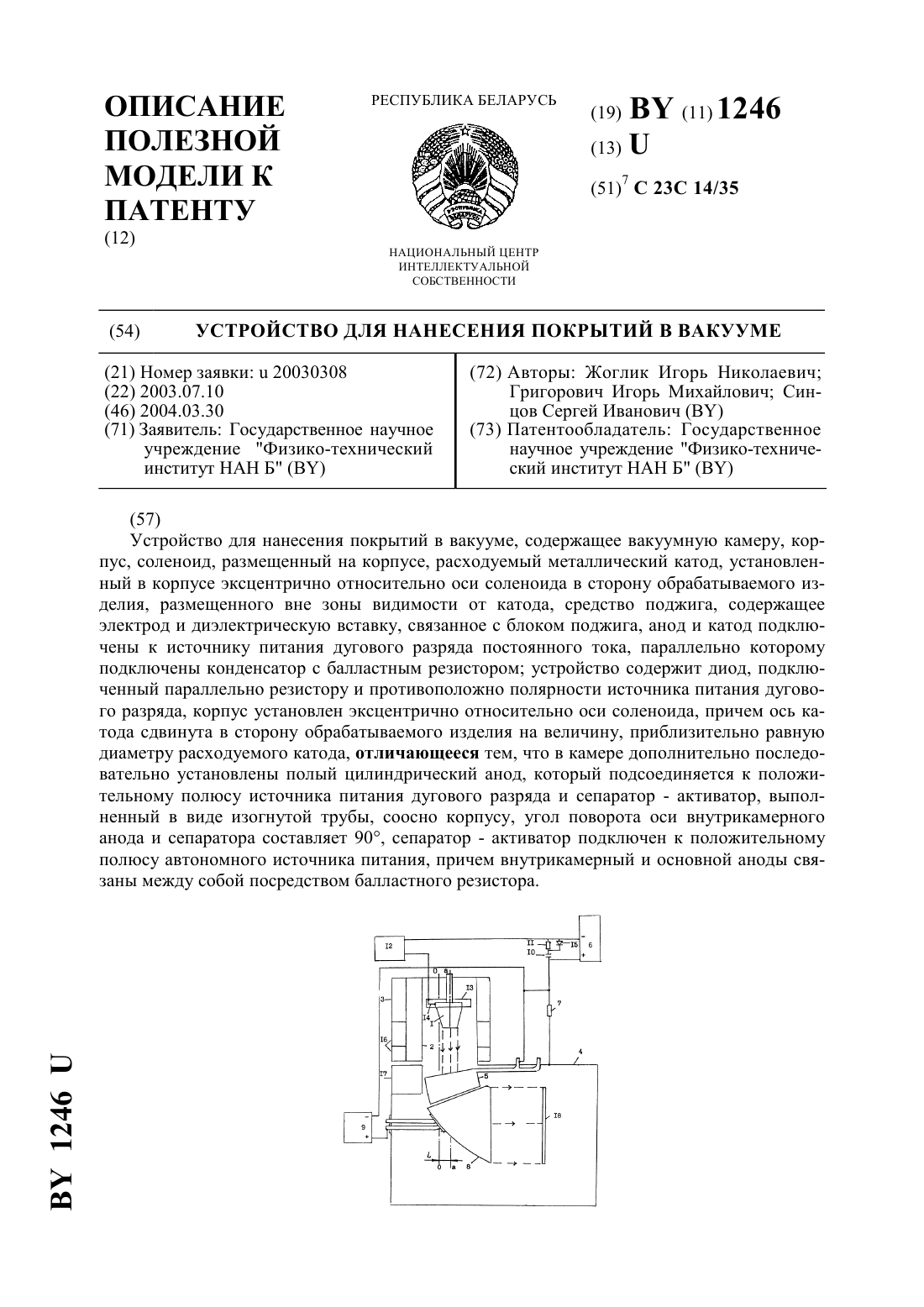
...полезной модели является создание устройства для нанесения покрытий в вакууме, позволяющее осуществлять длительные непрерывные (20-40 ч) режимы нанесения покрытий со скоростью осаждения более 1 мкм/ч. Поставленная задача решается следующим образом в устройстве для нанесения покрытий в вакууме, содержащем корпус, соленоид, размещенный на корпусе, расходуемый металлический катод, установленный в корпусе эксцентрично относительно оси...
Устройство для нанесения покрытий в вакууме
Номер патента: U 2469
Опубликовано: 28.02.2006
Авторы: Андреев Михаил Анатольевич, Жоглик Игорь Николаевич
МПК: C23C 14/24
Метки: устройство, покрытий, вакууме, нанесения
Текст:
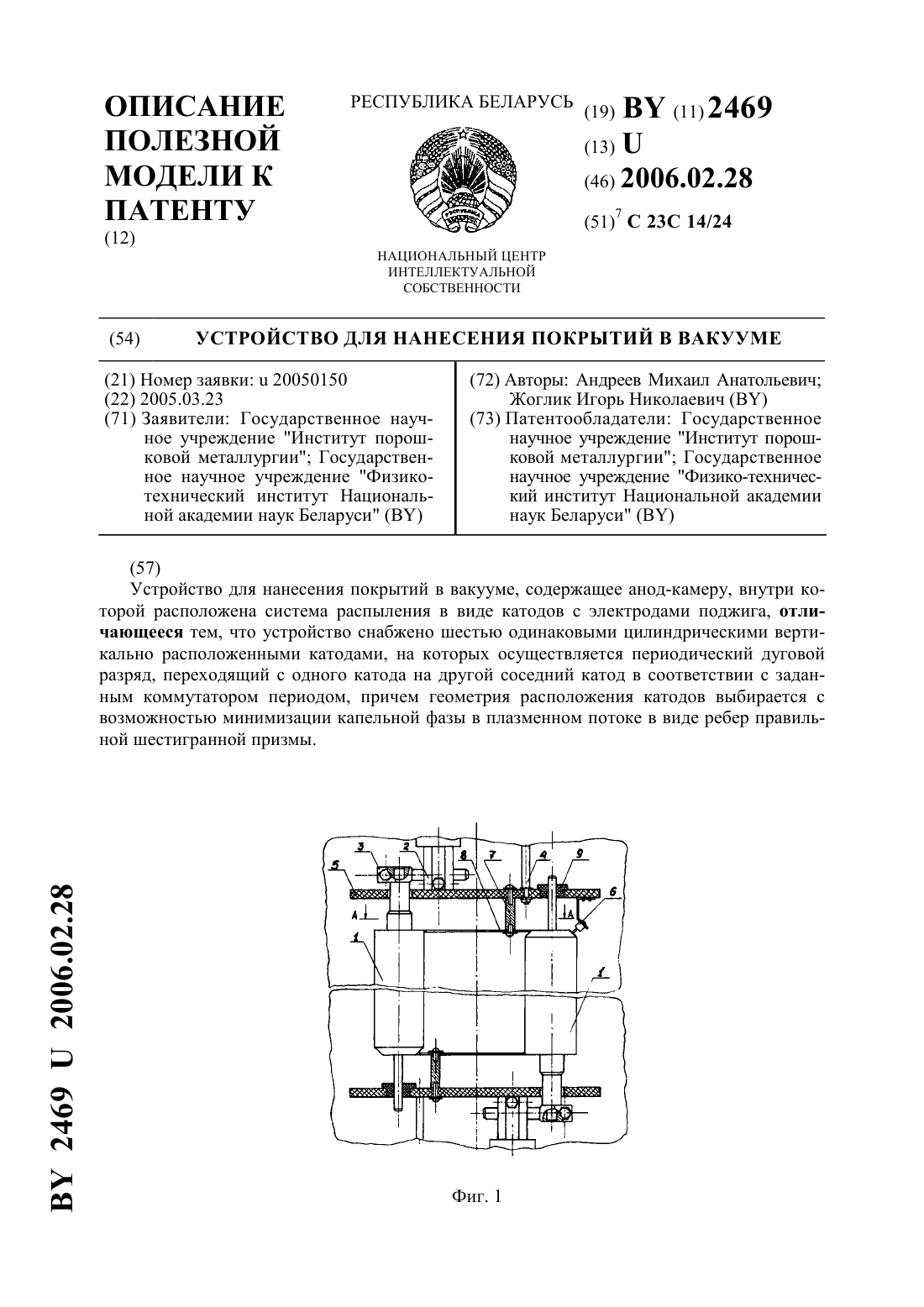
...на трех шпильках 4 шайбы-изоляторы из фторопласта 5 с электродами поджига 6. Рабочая часть электродов поджига (напыленная керамическая соломка) контактирует с испаряемым катодом в конце,противоположном токоподводу. К этому уровню от шайб изоляторов на трех шпильках 7 крепятся экраны из нержавеющей стали 8, которые предохраняют керамические термоизоляторы 9 с электродами поджига 6 от запыления. Эти экраны также выполняют функции дополнительного...
Устройство для нанесения покрытий в вакууме
Номер патента: 11927
Опубликовано: 30.06.2009
Авторы: Агеев Виталий Александрович, Вершина Алексей Константинович
МПК: C23C 14/32
Метки: вакууме, покрытий, устройство, нанесения
Текст:
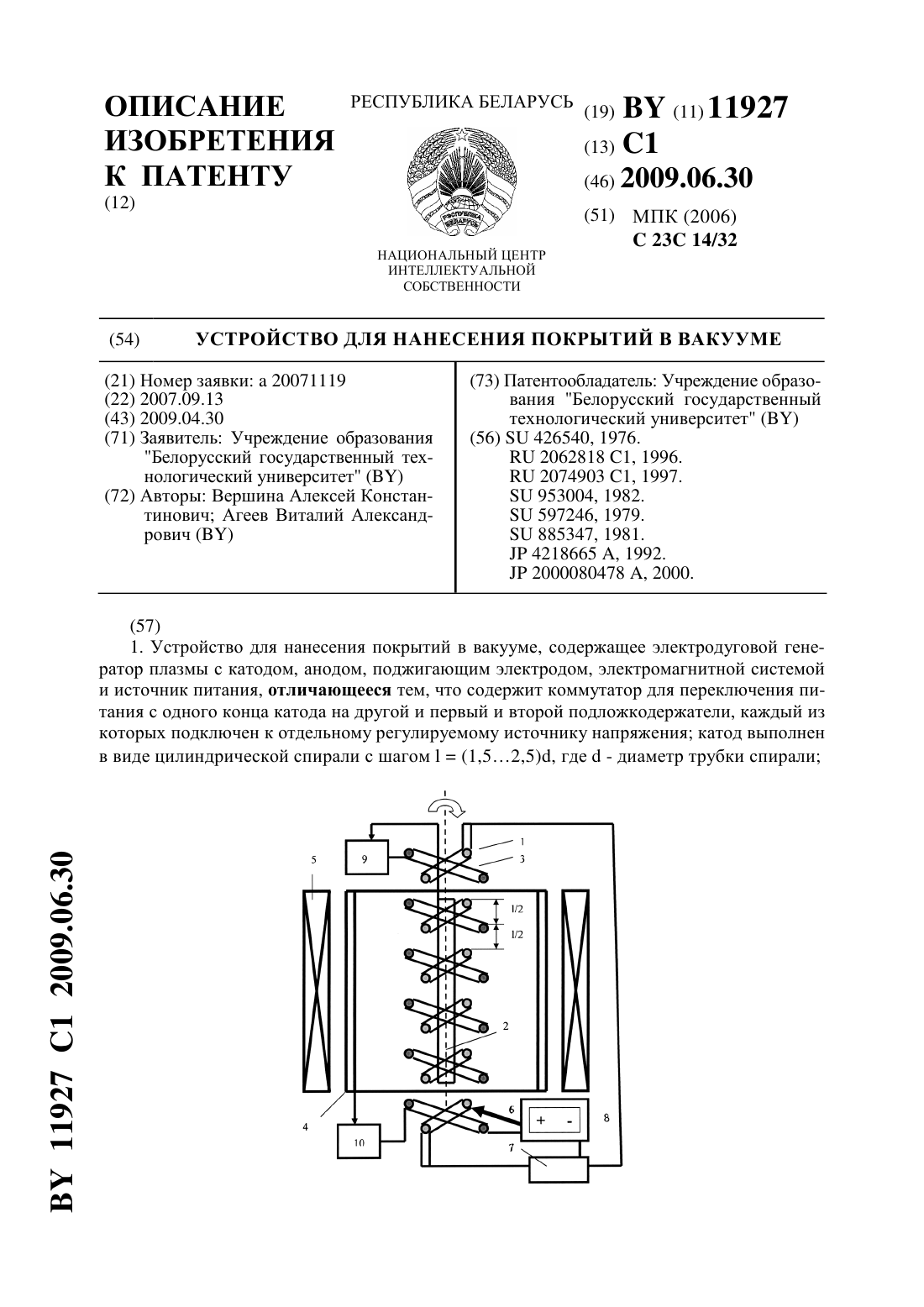
...дугу зажигают с помощью устройства возбуждения разряда, например поджигающего электрода 6, переключение токоподвода к одному из концов катода 1 осуществляют с помощью коммутатора 7. Питание дуги осуществляют от источника 8. Потенциал на подложкодержателях 2 и 4 регулируют раздельно с помощью источников 9 и 10. Устройство работает следующим образом. К катоду 1, который представляет собой пространственную спираль и выполнен из...
Предыдущий патент: Тепловизионный модуль
Следующий патент: Установка для автоматического контроля физико-механических свойств смесей
Случайный патент: Способ лечения инвазивного рака мочевого пузыря