Способ изготовления изделий из порошков вольфрама и никеля
Номер патента: 9905
Опубликовано: 30.10.2007
Авторы: Словыревский Олег Игоревич, Тарусов Игорь Николаевич, Горохов Валерий Михайлович
Текст
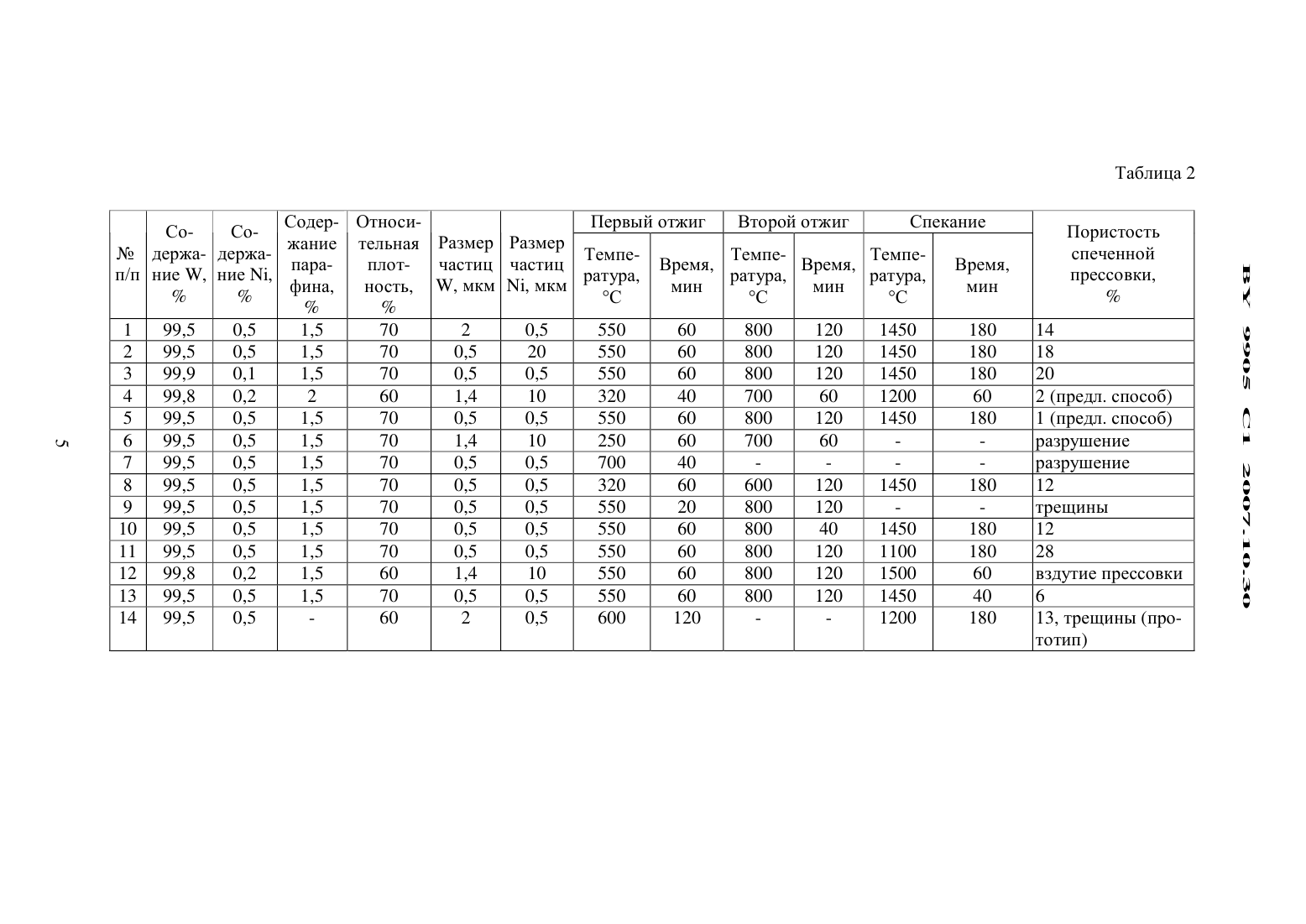
ских добавок никеля И двуокиси циркония, являющейся диэлектриком, уменьшает плотность вольфрама, повышает электросопротивление, что недопустимо при изготовлении электроконтактов и других изделий.Наиболее близким по технической сущности является способ изготовления изделий из порошков вольфрама и никеля, включающий механическое смешивание порошка вольфрама и 0,25-0,5 никеля, прессование до плотности 55-60 и спекание при 1200 С 3. Однако приведенный способ не позволяет получать изделия с низкой пористостью 1-2 . Пористость при изготовлении деталей по приведенному способу составляет около 10 ,что не позволяет использовать его в качестве электроконтактов из-за повышенного электроэрозионного износа при работе. Высокая пористость также снижает массу изделия, не позволяя использовать их в качестве маховой массы или балансира. Перед прессованием в шихту для получения качественных прессовок из смеси вольфрама и никеля необходимо ввести смазку, а перед спеканием выжечь ее из полученных прессовок. При несоблюдении указанных условий изделия будут иметь трещины и задиры, приводящие к браку.Задачей изобретения является снижение пористости получаемых изделий из материалов, содержащих вольфрам-0,2-0,5 никеля, и устранение брака.Поставленная задача достигается тем, что в способе изготовления изделий из порошков вольфрама и никеля, включающем механическое смешивание порошка вольфрама с 0,2-0,5 порошка никеля, прессование шихты и спекание прессовок при 1200-1450 С,используют порошок вольфрама с размером частиц 0,5-1,4 мкм и порошок никеля с размером частиц 0,5-10,0 мкм, в полученную шихту дополнительно вводят 1,5-2,0 парафина, прессуют шихту до относительной плотности 60-70 , после чего прессовки подвергают ступенчатому отжигу сначала при 320-550 С в течение 40-60 минут, затем при 700800 С в течение 60-120 минут, спекание осуществляют в течение 60-180 минут.Технический результат предлагаемого изобретения - повышение качества изделий и устранение брака за счет предотвращения образования трещин при прессовании и получение низкой 1-2 пористости сплава.Использование порошка вольфрама с размером частиц менее 0,5 мкм экономически невыгодно, так как для получения такого порошка требуется применение специальных дорогостоящих технологий. Порошки с размером частиц менее 0,5 мкм быстро окисляются, плохо хранятся, попадая в зазор между матрицей и пуансоном, заклинивают их. Применение порошка вольфрама с размером частиц более 1,4 мкм не позволяет при спекании получать низкую пористость в спеченном вольфраме. Введение в вольфрам менее 0,2 никеля не позволяет достаточно полно активизировать спекание и получить вольфрам с низкой пористостью. Добавки никеля в вольфрам в количестве 0,5 достаточно для активации спекания вольфрама и достижения низкой пористости. Дальнейшее повышение содержания никеля в вольфраме увеличивает электросопротивление и снижает плотность вольфрам-никелевого сплава, не приводя к снижению его пористости. Введение в вольфрам-никелевую шихту менее 1,5 парафина не позволяет на стадии прессования получать прочные, неосыпающиеся прессовки без трещин и сколов с плотностью 60-70 . Добавки парафина в количестве 2 обеспечивают получение прочных прессовок с плотностью 60-70 без трещин. Дальнейшее повышение содержания парафина требует большего времени на его удаление при отжиге, что удорожает стоимость изготовления изделий. Прессовки с плотностью менее 60 обладают низкой прочностью и осыпаются,для получения прессовок с плотностью более 70 требуются высокие давления прессования. Отжиг при температуре менее 320 С не позволяет удалить парафин. Отжиг при температуре свыше 550 С приводит к разрушению прессовки из-за быстрого испарения парафина. Время отжига менее 40 минут недостаточно для предварительного удаления парафина. Время отжига более 120 минут нецелесообразно по экономическим соображениям. Отжиг при температуре менее 700 С и времени менее 60 минут недостаточен для полного удаления парафина и восстановления вольфрама. Температуры отжига 800 С ивремени 180 минут достаточно для полного удаления парафина, поэтому дальнейшее увеличение этих параметров экономически нецелесообразно. После ступенчатого отжига прессовки спекают в вакууме или водороде при температуре 1200 С в течение 60 минут. Спекание при меньших значениях температуры и времени выдержки не позволяет получить низкую пористость изделий. Спекание при температуре выше 1450 С и времени более 180 минут экономически нецелесообразно. К тому же в ряде случаев приводит к раздуванию прессовок в процессе спекания из-за испарения никеля.Способ осуществляют следующим образом.Порошок вольфрама с размером частиц 0,5-2,0 мкм смешивают с 0,1-0,5 никеля,имеющего размер частиц 0,5-20 мкм. Время смешивания 1-3 часа. Полученную шихту смешивают с 1-2 парафина и прессуют заготовки до плотности 55-70 . Прессовки отжигают при температуре 250-700 С в течение 20-120 минут, затем при 600-800 С в течение 40-120 минут и спекают при температуре 1 100-1500 С в течение 40-180 минут.Сущность предлагаемого изобретения поясняется примерами, приведенными в табл. 1 и 2.Для проведения исследований использовали порошок вольфрама ТУ 48-4205-62-2000 и порошок никеля карбонильного ГОСТ 9722-79. Смешивание порошка вольфрама и никеля осуществляли в смесителе типа пьяная бочка. Парафин растворяли в бензине, а затем перемешивали со смесью порошка вольфрама и никеля. Шихту протирали через сито и получали гранулы, которые затем высушивали на воздухе. Равномерность распределения никеля и парафина в шихте определяли методом отбора проб для химического анализа. Прессовки отжигали в защитной атмосфере диссоциированного аммиака и спекали в вакууме.В примерах 2, 3 табл. 1 приведены оптимальные режимы смешивания (2-3 часа) порошков вольфрама и никеля и оптимальное содержание парафина в шихте (1,5-2,0 ), позволяющее получить при прессовании шихты качественные прочные прессовки с плотностью 60-70 без задиров, сколов и ось 1 паний. Из табл. 1 (пример 1) видно, что введения 1 парафина и времени смешивания шихты 1 час недостаточно, чтобы обеспечить равномерное распределение никеля и хорошие смазочные свойства в шихте, позволяющие получить прочные неось 1 пающиеся прессовки без трещин, сколов даже при их плотности в 55 .Из примера 4 видно, что более плотные прессовки (относительная плотность 70 ),полученные из шихты с 1 парафина, обладали высокой прочностью, но имели на поверхности трещины, задиры и сколы. Было также установлено, что содержание никеля в шихте 0,1-0,5 существенного влияния на процесс прессования и качество прессовок не оказывало. На основании изложенного можно сказать, что качественные прессовки с плотностью 60-70 без трещин и сколов с равномерным распределением никеля можно получить по предложенному способу (табл. 1, примеры 2, 3) из шихты, полученной механическим смешиванием в течение 2-3 часов и содержащей 1,5-2,0 парафина. По способу-прототипу (табл. 1, пример 5) порошок вольфрама с размером частиц 2 мкм смешивали с порошком никеля с размером частиц 0,5 мкм в течение 1 часа. Полученную шихту прессовали до плотности 60 . После прессования заготовки имели трещины, сколы, задиры,так как смазка в шихте перед прессованием отсутствовала.Результаты испытаний отожженных по ступенчатому режиму образцов приведены в табл. 2. Из табл. 2 (примеры 4, 5 - предложенный способ) видно, что для изготовления материалов, содержащих вольфрам и никель, наиболее оптимальным является ступенчатый отжиг прессовок, полученных по режимам (табл. 1, примеры 2, 3) при температуре 320550 С в течение 40-60 минут, затем при температуре 700-800 С в течение 60-120 минут,и спекание отожженных прессовок при температуре 1200-1450 С в течение 60-180 минут. Результаты испытаний спеченных вольфрам-никелевых материалов (табл. 1, примеры 2, 3,и табл. 2, примеры 4, 5) показали, что смешивание вольфрамового порошка с размером частиц 0,5-1,4 мкм с 0,2-0,5 никеля с размером частиц 0,5-10 мкм, добавка 1,5-2,0 па 3рафина позволили получить Качественные прессовки с плотностью 60-70 И изготовить из них по оптимальным режимам отжига и спекания спеченные высокоплотные (пористость 1-2 ) заготовки без брака в виде сколов, трещин и других дефектов.Из табл. 2 (пример 1) видно, что при использовании порошка с размером частиц более чем 1,4 мкм (2 мкм) даже при оптимальных режимах смешивания, отжига и спекания не удается получить спеченные заготовки с высокой плотностью. Пористость составляет около 14 , что недопустимо. Аналогичным образом добавки крупного порошка никеля 20 мкм в порошок вольфрама, табл. 2 (пример 2), препятствуют получению высокой плотности спеченной заготовки из-за проявления арочных эффектов в результате растворения никеля при спекании. В примере 3 показано, что добавки никеля 0,1 недостаточно для полной активации спекания вольфрама, в результате чего пористость спеченного материала составляет 20 . Пример 6 показывает, что температуры первого отжига 250 С недостаточно даже после 60 минут выдержки для удаления пластификатора. Поэтому при втором отжиге из-за резкого испарения парафина прессовки разрушаются. Такая же ситуация наблюдается, если первый отжиг проводить сразу при высокой температуре 700 С (пример 7). Второй отжиг при 600 С даже в течение 120 минут не позволяет полностью восстановить материал прессовки и удалить остатки парафина. Поэтому спеченный материал имеет высокую пористость 12 (пример 8). Из примера 9 видно, что недостаточное время первого отжига (20 минут) приводит к образованию трещин в процессе второго отжига изза неполного удаления парафина. В примере 10 показано, что недостаточное время второго отжига (40 минут) не позволяет получить при дальнейшем спекании вольфрамникелевый сплав с низкой пористостью. В примере 11 показано, что заготовки, спеченные при температуре 1100 С и времени 180 минут, имеют очень высокую пористость около 28 , что совершенно недопустимо. Из примера 12 видно, что спекание в вакууме при 1500 С в течение 60 минут приводит к вздутию заготовки. Это связано с интенсивным испарением никеля во время спекания при высоких температурах. Пример 13 показывает,что 40 минут спекания недостаточно для получения высокой плотности заготовок даже при температуре 1450 С, в результате чего пористость достигает 6 .СоДер- Относи- Первый отжиг Второй отжиг Спекание Со- Со- Пористость Не Держа- Держа- Жание тельная Размер Размер ТеМпе- ТеМпе- ТеМпе- спеченной п/п ние Ш, ние Ый, Пара Плот ген/Щ стиц ратура, время ратура, время ратура, время прессовки, фтна, ноьть, , МКМ 1, МКМ ОС мин ОС МИН С МИН
МПК / Метки
МПК: C22C 27/00, B22F 3/02
Метки: изготовления, изделий, никеля, вольфрама, порошков, способ
Код ссылки
<a href="https://by.patents.su/6-9905-sposob-izgotovleniya-izdelijj-iz-poroshkov-volframa-i-nikelya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделий из порошков вольфрама и никеля</a>
Способ изготовления спеченных изделий из металлических порошков
Номер патента: 2506
Опубликовано: 30.12.1998
Авторы: Звонарев Евгений Владимирович, Петровский Генрих Викентьевич, Горохов Валерий Михайлович, Чавыкина Марина Евгеньевна, Подкопаева Нина Львовна, Фридман Геннадий Рувимович, Моисеенко Игорь Леонидович, Рабушко Сергей Борисович, Тарусов Игорь Николаевич
МПК: B22F 3/12
Метки: изделий, способ, изготовления, порошков, спеченных, металлических
Текст:
...распределением стеариновой кислоты. Содержание стеариновой кислоты в различных участках шихты после просева неравномерное и колеблется от 1 до 01. Во время просеивания большая часть стеариновой кислоты в виде комков была удалена из шихТЫ.Из примера 2 видно. что время смешивания 20 мин недостаточно для получения однородной шихты. Содержание стеариновой кислоты колеблется от 10 до 01.В примерах 3 и 4 в табл. 1 приведены оптимальные режимы...
Способ изготовления изделий из твердосплавных металлических порошков
Номер патента: 3212
Опубликовано: 30.12.1999
Авторы: Матвеев Константин Сергеевич, Голубев Алексей Николаевич, Клименков Степан Степанович
Метки: металлических, способ, твердосплавных, изготовления, порошков, изделий
Текст:
...канавок выполняется совмещением вращательного и поступательного движений модели в соответствии с шагом винтовой спирали, как показывает фиг. 2. В полученную полость загружают смесь карбидов 6 в пропорциях, необходимых для получения твердосплавного изделия требуемой марки, сверху полость закрывают засыпкой пластифицированного порошка, после чего выполняют этап предварительного прессования, причем давление прессования составляет 2325 от...
Способ изготовления изделий из порошковых материалов, содержащих вольфрам и медь
Номер патента: 8373
Опубликовано: 30.08.2006
Авторы: Горохов Валерий Михайлович, Тарусов Игорь Николаевич, Ефимов Дмитрий Анатольевич
МПК: C22C 9/00, B22F 3/26, C22C 27/04...
Метки: изготовления, материалов, изделий, способ, содержащих, медь, порошковых, вольфрам
Текст:
...распределения парафина, вольфрама и меди в шихте определяли методом отбора проб для химического анализа и визуально. Прессовки отжигали в защитной атмосфере диссоциированного аммиака и пропитывали в вакууме. В примерах 3, 4 табл. 1 приведены оптимальные режимы смешивания (предложенный способ) парафина с медью и вольфрамом при приготовлении смеси. Здесь количество введенного парафина в любом участке смеси (2-4 ) соответствует количеству...
Способ изготовления изделий из металлических порошков
Номер патента: 4091
Опубликовано: 30.09.2001
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: способ, металлических, порошков, изготовления, изделий
Текст:
...брикета-сборки. Повышение качества спрессованных изделий и расширение технологических возможностей объясняется тем, что равномерное распределение давления прессования по боковой поверхности брикета-сборки повышает равноплотность изделий, а жесткое крепление брикета-сборки в осевом направлении снижает упругое последействие передающей среды, что уменьшает вероятность появления расслойных трещин при изготовлении длинномерных изделий из...
Способ прессования изделий из порошков
Номер патента: 3568
Опубликовано: 30.09.2000
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич, Пятов Владислав Владимирович, Ахтанин Олег Николаевич, Матвеев Константин Сергеевич
МПК: B22F 3/02
Метки: прессования, порошков, изделий, способ
Текст:
...состоянии утряски. Способ осуществляют следующим образом. Среду, передающую давление, засыпают в матрицу и уплотняют прессующим пуансоном при давлении 50 МПа. В качестве среды, передающей давление, используют пластифицированный легирующий порошок,при этом пластификатор, в качестве которого используют парафин, заполняет все межчастичное пространство. В уплотненной среде, передающей давление, формующим пуансоном выдавливают полость, форма...
Предыдущий патент: Устройство для контроля структуры изделий из ферромагнитных материалов, связанной с их магнитными свойствами
Следующий патент: Планетарная мельница
Случайный патент: Устройство лазерной термической обработки внутренних цилиндрических и конических поверхностей