Способ получения износостойкого покрытия
Номер патента: 10447
Опубликовано: 30.04.2008
Авторы: Белоцерковский Марат Артемович, Кукареко Владимир Аркадьевич, Сухоцкий Павел Геннадьевич
Текст
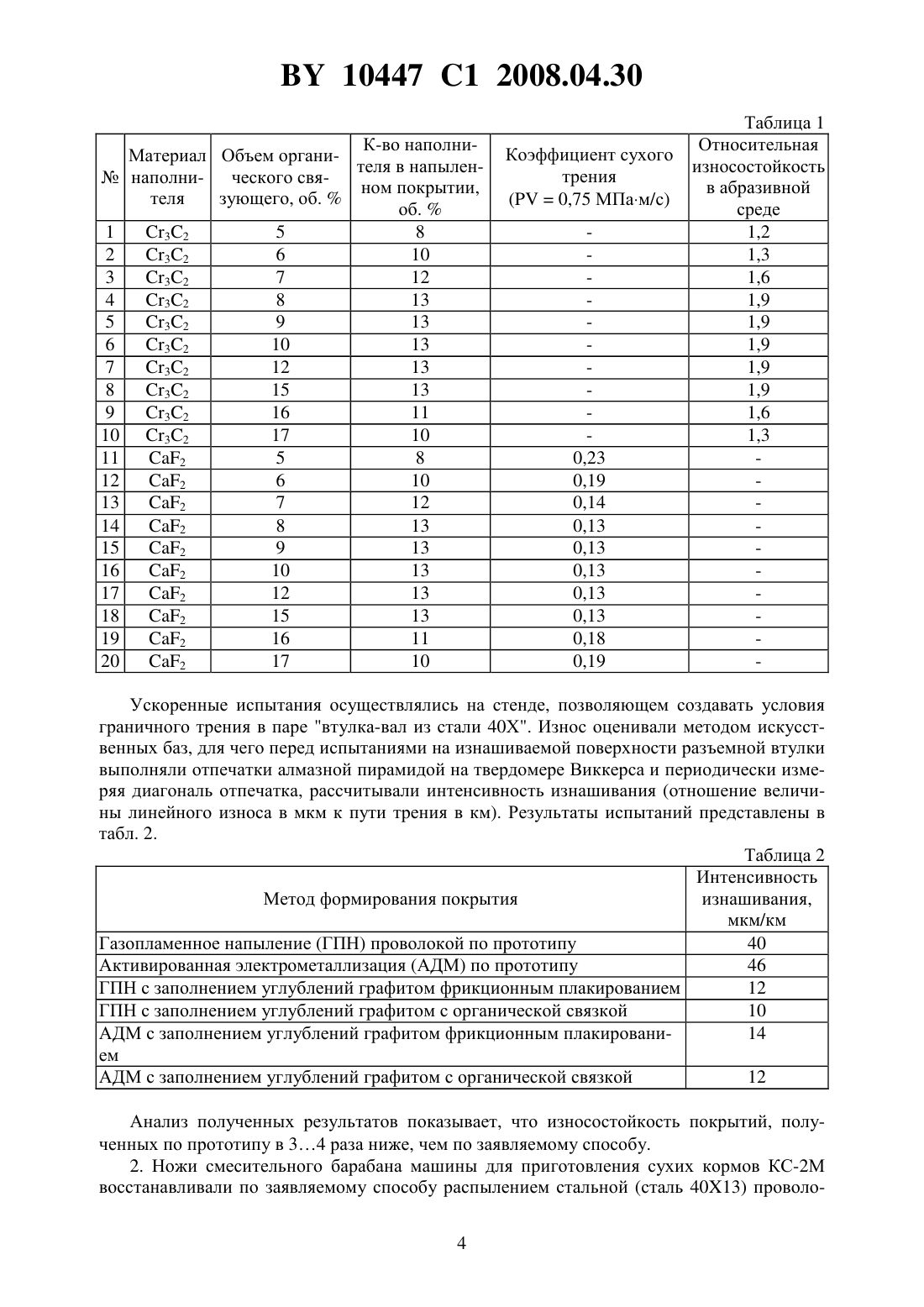
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Белоцерковский Марат Артемович Кукареко Владимир Аркадьевич Сухоцкий Павел Геннадьевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) 1. Способ получения износостойкого покрытия, включающий подачу проволоки в высокотемпературную зону, нагрев проволоки до плавления, ее распыление струей газа с образованием потока частиц, их осаждение в виде слоя на предварительно подготовленную поверхность детали и механическую обработку слоя, отличающийся тем, что предварительно на поверхности проволоки выполняют периодические углубления, объем которых составляет 3-20 объема проволоки, заполняют углубления смесью порошка наполнителя с размером частиц менее 100 мкм и 7-15 об.органической связки, при этом в качестве наполнителя используют абразивный материал или твердую смазку, а в качестве органической связки используют 5 раствор синтетического каучука в бензине. 2. Способ по п. 1, отличающийся тем, что при использовании в качестве наполнителя твердой смазки углубления в проволоке заполняют путем фрикционного плакирования. 3. Способ по любому из пп. 1-2, отличающийся тем, что нагрев проволоки до плавления осуществляют в электрической дуге, при этом в качестве твердой смазки используют порошок электропроводного материала. Изобретение относится к технологии изготовления композиционных деталей, состоящих из основы и покрытия, полученного одним из методов газотермического напыления,и обладающего различными триботехническими характеристиками за счет наполнителей,вводимых в состав покрытия. Изобретение предназначено для нанесения покрытий на детали узлов трения скольжения, эксплуатирующихся в широком диапазоне температур, в вакууме или различных газовых средах Известен способ получения металлического покрытия газотермическим напылением Затока А.Е. Газотермическое напыление и наплавка с использование гибких шнуровых материалов // Пленки и покрытия - 98. - С.-Петербург. - 1998. - С. 218-224, включающий подачу шнура, состоящего из композиционной порошковой шихты и полимерной оболоч 10447 1 2008.04.30 ки, в высокотемпературную зону, нагрев шнура до плавления оболочки и металлических компонентов шихты, распыление струей газа, осаждение порошковых частиц в виде слоя на предварительно подготовленную поверхность детали и механическую обработку слоя. Недостатком известного способа является необходимость использования для формирования покрытия дорогостоящего гибкого шнура (стоимость 4070 долл. США за 1 кг). При необходимости упрочнения - восстановления деталей стоимостью 1030 долл. США применение данного способа нерационально. Наиболее близким по технической сущности к заявляемому является способ получения металлического покрытия газотермическим распылением проволочных материалов Хасуи А., Моригаки О. Наплавка и напыление. - М. Машиностроение, 1985. - С. 135139, принятый за прототип, включающий подачу материала покрытия в виде проволоки в высокотемпературную зону, нагрев проволоки до плавления и ее последующее распыление струей газа с образованием потока частиц, осаждение частиц в виде слоя на предварительно подготовленную поверхность детали, механическую обработку слоя. Недостатком известного способа является то, что триботехнические характеристики формируемых покрытий практически равны характеристикам распыляемых проволок, изготавливаемых из деформируемых сталей, цветных металлов и их сплавов. Таким образом, покрытия, получаемые по прототипу, нельзя использовать в узлах сухого трения или в контакте с абразивосодержащими средами. Задачей изобретения является повышение триботехнических свойств покрытий при работе в трибосопряжениях в условиях сухого трения или в абразивосодержащих агрессивных средах. Для решения поставленной задачи в способе получения износостойкого покрытия,включающем подачу проволоки в высокотемпературную зону, нагрев проволоки до плавления, ее распыление струей газа с образованием потока частиц, их осаждение в виде слоя на предварительно подготовленную поверхность детали и механическую обработку слоя,согласно изобретению предварительно на поверхности проволоки выполняют периодические углубления, объем которых составляет 3-20 объема проволоки, заполняют углубления смесью порошка наполнителя с размером частиц менее 100 мкм и 7-15 об.органической связки, при этом в качестве наполнителя используют абразивный материал или твердую смазку, а в качестве органической связки используют 5 раствор синтетического каучука в бензине. Помимо того, при использовании в качестве наполнителя твердой смазки углубления в проволоке заполняют путем фрикционного плакирования. Кроме того, нагрев проволоки до плавления осуществляют в электрической дуге, при этом в качестве твердой смазки используют порошок электропроводного материала. Повышение триботехнических свойств напыляемых покрытий осуществляется за счет наполнителя, находящегося в углублениях и попадающего в поток частиц, формирующих слой. При необходимости обеспечения работы покрытия в условиях сухого трения в режиме самосмазывания углубления в стальных, бронзовых или латунных проволоках заполняют твердыми смазками методом фрикционного плакирования (натирания или намазывания) или порошками твердых смазок с органической связкой - 5 раствором синтетического каучука в бензине, что предотвращает выпадение частиц из углублений. Для повышения износостойкости покрытий углубления в стальных проволоках заполняют частицами твердых сплавов, карбидов, оксидокерамики, замешанными с органической связкой. В случае нанесения покрытий распылением проволок, нагретых в электрической дуге (метод электродуговой металлизации), необходимо чтобы материал наполнителя, находящегося в углублениях, был электропроводным. В противном случае не будет обеспечен постоянный электрический контакт между роликами токоподводов и распыляемой проволокой, обусловливающий равномерность и качество распыления. Использование проволок с наполнителями взамен порошковых шнуров позволяет резко снизить себестоимость процесса, поскольку себестоимость проволоки из высококаче 2 10447 1 2008.04.30 ственной стали аустенитного класса, содержащей в углублениях от 2 до 15 об.твердой смазки, составляет 2,513 /кг, или в 425 раз дешевле, чем стоимость шнура. Согласно литературным данным Борисов Ю.С., Харламов Ю.А., Сидоренко С.Л., Ардатовская Е.Н. Газотермические покрытия из порошковых материалов Справочное издание. - Киев Наукова думка, 1987. - 544 с. Ярошевич В.К., Белоцерковский М.А. Антифрикционные покрытия из металлических порошков. - Мн. Наука и техника,1981. 174 с. Мурашов А.П. Газотермическое напыление антифрикционных покрытий, содержащих графит // Пленки и покрытия - 98. - С.-Петербург. - 1998. - С. 256-258, минимальное количество наполнителя, которое позволяет улучшить триботехнические свойства газотермических покрытий, составляет 1,01,5 об. . Максимально возможное количество наполнителя в газотермических покрытиях, которое не вызовет в них ощутимых нарушений структуры каркаса, не приводит к резкому снижению механических свойств и адгезии, составляет 1618 об. . При этом максимальный размер частиц наполнителя не должен превышать максимальный размер распыляемых частиц, составляющий 80100 мкм. Экспериментально установлено, что для обеспечения необходимого количества износостойкого или твердосмазочного наполнителя в составе покрытия (118 об. ) необходимо, чтобы объем углублений составлял 320 об. . Максимальные потери наполнителя в процессе нанесения покрытия составляют около 2 об. . Использование традиционной в технологии изготовления металлокерамических деталей органической связки - 5 раствора синтетического каучука в бензине - позволяет закрепить в углублениях частицы порошков как твердых смазок, так и абразивных материалов. Для оценки необходимого и достаточного количества объема органической связки для порошка неорганического материала были проведены экспериментальные исследования, в которых использована проволока из стали Св-08 диаметром 2 мм, на которой были выполнены роликовыми накатниками периодические углубления. Объем углублений составил 15 от объема проволоки. В первой серии экспериментов углубления заполнялись порошками карбида хрома, во второй серии - фтористого кальция, в которые добавляли 5 раствор синтетического каучука в бензине А-92. Напыление покрытий осуществлялось газопламенным методом с помощью установки проволочной термораспылительной модели ТЕРКО. Составы, которыми заполняли углубления, и свойства нанесенных покрытий приведены в табл. 1. Анализ полученных результатов показывает, что наиболее высокие триботехнические свойства имеют образцы с покрытиями, в которых содержание органической связки составляет 7-15 об. , то есть находится в заявляемых пределах. Примеры реализации способа. 1. Изношенную рабочую поверхность разъемных втулок опорного ходового катка бульдозерно-рыхлительного агрегата Катерпиллер Д-9 Н восстанавливали по заявляемому способу распылением проволоки из бронзы БрАЖ 9-4, на которой были выполнены роликовыми накатниками периодические углубления. Объем углублений составил 12 от объема проволоки. Углубления заполнялись порошком графита с размером частиц 5063 мкм методом фрикционного плакирования, а также с добавкой 10 об.раствора синтетического каучука в бензине А-92. Распыление осуществляли на газопламенной установке ТЕРКО Белоцерковский М.А. Оборудование для активированного газопламенного напыления защитных износостойких покрытий // Упрочняющие технологии и покрытия. - 2005. -3. - С. 45-48 и на установке для активированной электродуговой металлизации АДМ-10 Яркович , Прядко А.С., Черепко А.Е., Белоцерковский М.А. Нанесение активированной электродуговой металлизацией композиционных покрытий на детали автотракторной техники, работающие в условиях знакопеременных нагрузок // Сварка и родственные технологии. - 2004. -6. - С. 73-79). Напыление покрытий по прототипу осуществляли той же проволокой, но без наполнителя. 3 10447 1 2008.04.30 К-во наполниМатериал Объем органителя в напылен наполни- ческого свяном покрытии,теля зующего, об.об.1 32 5 8 2 32 6 10 3 32 7 12 4 32 8 13 5 32 9 13 6 32 10 13 7 32 12 13 8 32 15 13 9 32 16 11 10 32 17 10 11 2 5 8 12 2 6 10 13 2 7 12 14 2 8 13 15 2 9 13 16 2 10 13 17 2 12 13 18 2 15 13 19 2 16 11 20 2 17 10 Ускоренные испытания осуществлялись на стенде, позволяющем создавать условия граничного трения в паре втулка-вал из стали 40 Х. Износ оценивали методом искусственных баз, для чего перед испытаниями на изнашиваемой поверхности разъемной втулки выполняли отпечатки алмазной пирамидой на твердомере Виккерса и периодически измеряя диагональ отпечатка, рассчитывали интенсивность изнашивания (отношение величины линейного износа в мкм к пути трения в км). Результаты испытаний представлены в табл. 2. Таблица 2 Интенсивность Метод формирования покрытия изнашивания,мкм/км Газопламенное напыление (ГПН) проволокой по прототипу 40 Активированная электрометаллизация (АДМ) по прототипу 46 ГПН с заполнением углублений графитом фрикционным плакированием 12 ГПН с заполнением углублений графитом с органической связкой 10 АДМ с заполнением углублений графитом фрикционным плакировани 14 ем АДМ с заполнением углублений графитом с органической связкой 12 Анализ полученных результатов показывает, что износостойкость покрытий, полученных по прототипу в 34 раза ниже, чем по заявляемому способу. 2. Ножи смесительного барабана машины для приготовления сухих кормов КС-2 М восстанавливали по заявляемому способу распылением стальной (сталь 4013) проволо 4 10447 1 2008.04.30 ки, на которой были выполнены периодические углубления объемом 18 от объема проволоки. Углубления заполнялись порошком карбида хрома с размером частиц 5063 мкм с добавлением 10 об.раствора синтетического каучука в бензине А-92. Нанесение покрытий осуществляли газопламенным методом на установке ТЕРКО. Напыление покрытий по прототипу осуществляли той же проволокой, но без наполнителя. После десяти смен эксплуатации был осуществлен осмотр ножей барабана и замер их износа в реперных точках. Результаты замеров показали, что износостойкость покрытий, полученных по заявляемому способу, в 1,65 раза выше, чем полученных по прототипу. Таким образом, покрытия, нанесенные согласно заявляемому способу, при значительно меньшей себестоимости имеют более высокие триботехнические характеристики, чем полученные по прототипу. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 4/04
Метки: получения, покрытия, способ, износостойкого
Код ссылки
<a href="https://by.patents.su/5-10447-sposob-polucheniya-iznosostojjkogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ получения износостойкого покрытия</a>
Способ получения износостойкого покрытия
Номер патента: 9422
Опубликовано: 30.06.2007
Авторы: Белоцерковский Марат Артемович, Полуян Александр Иванович, Кукареко Владимир Аркадьевич, Жорник Виктор Иванович
МПК: B23K 11/06, B05B 7/16, C23C 4/18...
Метки: покрытия, способ, износостойкого, получения
Текст:
...стали ферритного класса составляет около 0,8 /кг. Причем применение дешевых низколегированных проволок для формирования покрытий в данном случае предпочтительнее, поскольку процесс цементации сталей ферритного класса осуществлять значительно проще, чем сложнолегированных сталей. Для насыщения поверхностного слоя покрытия углеродосодержащим материалом на глубину до 150200 мкм в процессе электроконтактной обработки, необходимо чтобы...
Способ получения износостойкого покрытия
Номер патента: 9465
Опубликовано: 30.06.2007
Авторы: Витязь Петр Александрович, Белоцерковский Марат Артемович, Белый Алексей Владимирович, Кукареко Владимир Аркадьевич
Метки: износостойкого, способ, покрытия, получения
Текст:
...тел при удельной нагрузке 1,5 МПа и средней скорости взаимного перемещения 0,1 м/с. Микротвердость измерялась при нагрузке 0,5 Н с выдержкой 10 с. Ускоренные испытания на коррозионную стойкость осуществлялись по ГОСТ 9.308-85. В результате испытаний установлено, что наиболее высокую износостойкость и стойкость в коррозионно-активных средах имеют упрочненные покрытия, полученные напылением проволок из хромосодержащих сталей (табл. 2)....
Способ получения износостойкого покрытия
Номер патента: 7776
Опубликовано: 28.02.2006
Авторы: Швейкин Геннадий Петрович, Руденская Наталья Александровна, Копысов Виктор Александрович
Метки: износостойкого, получения, покрытия, способ
Текст:
...Его осуществление возможно при сочетании следующих факторов. Именно определенное процентное содержание частиц мелкой (менее 50 мкм) и крупной (более 50 мкм) фракций в исходных порошках позволяет обеспечить аморфизацию напыленного слоя, что в свою очередь обусловливает его высокие эксплуатационные свойства. Кроме того, достигается существенное (для керамических порошков) повышение коэффициента использования порошка (62 ) в сравнении с...
Способ получения износостойкого покрытия на металлических изделиях
Номер патента: 5378
Опубликовано: 30.09.2003
Авторы: Девойно Олег Георгиевич, Федорцев Валерий Александрович, Кардаполова Маргарита Анатольевна, Федорцев Ростислав Валерьевич, Беляев Геннадий Яковлевич
МПК: C23C 8/00
Метки: покрытия, износостойкого, получения, способ, металлических, изделиях
Текст:
...мм позволяет использовать слой износостойкого порошка без клеевой составляющей, так как такая фольга, уложенная сверху на слой порошкового материала из 2 5378 1 любых компонентов, позволяет плотно прижать частички порошков к упрочняемой поверхности при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,2-2,2 Тл в зоне обработки. Если толщина порошкового слоя меньше 0,1 мм, то она становится соизмеримой с толщиной...
Способ получения демпфирующего покрытия
Номер патента: 9379
Опубликовано: 30.06.2007
Авторы: Рудько Владимир Максимович, Белоцерковский Марат Артемович, Леванцевич Михаил Александрович
Метки: способ, покрытия, получения, демпфирующего
Текст:
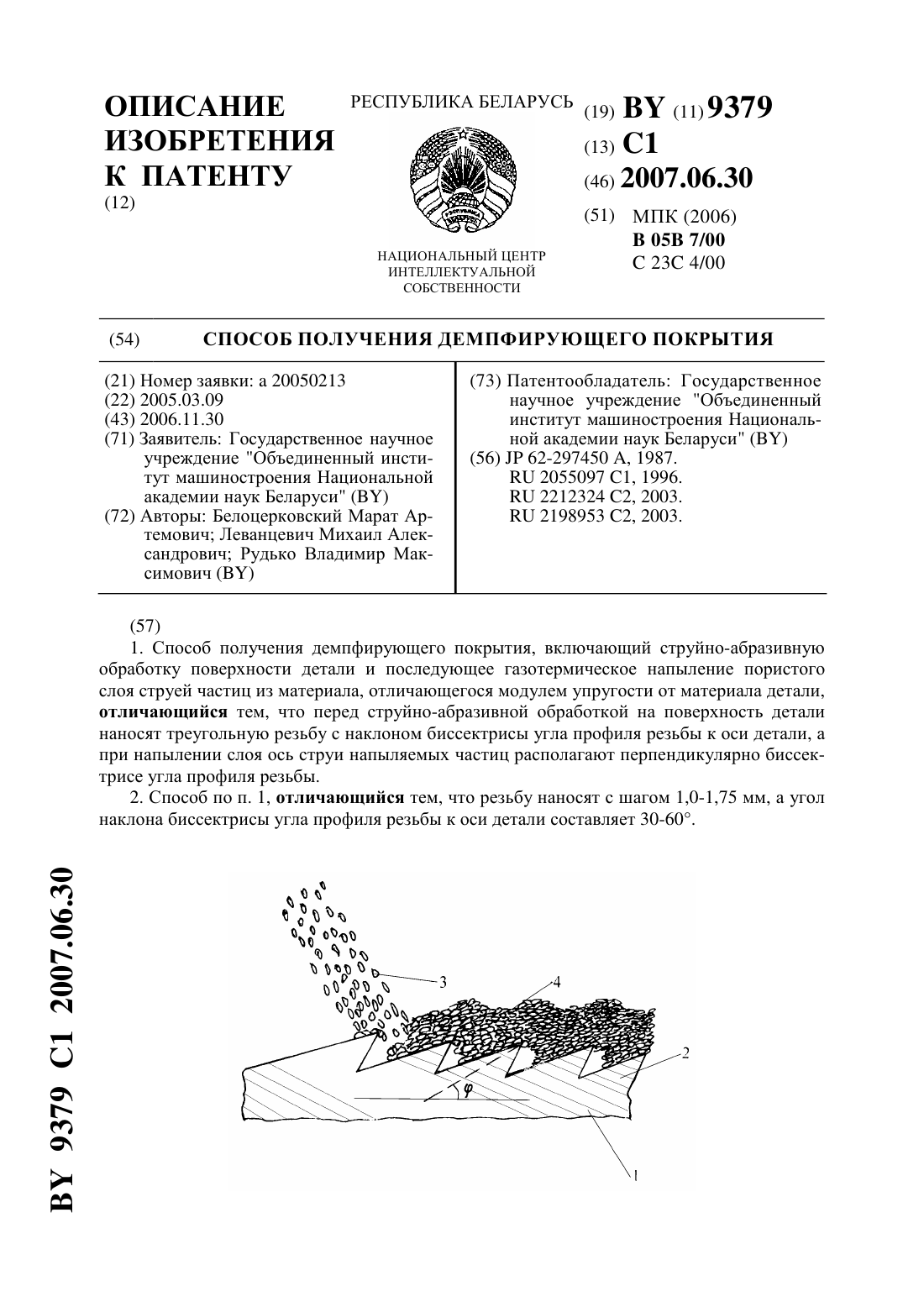
...снижения их механических свойств. Задачей изобретения является повышение демпфирующих свойств газотермических покрытий при сохранении достаточно высоких прочностных показателей. Для решения поставленной задачи в способе получения демпфирующего покрытия,включающем струйно-абразивную обработку поверхности детали и последующее газотермическое напыление пористого слоя струей частиц из материала, отличающегося модулем упругости от материала детали,...
Предыдущий патент: Способ шинирования зубного ряда при частичной потере зубов
Следующий патент: Способ получения свиней с повышенными мясными качествами
Случайный патент: Дисковый измельчающий аппарат кормоуборочного комбайна