Способ получения износостойкого покрытия
Номер патента: 9422
Опубликовано: 30.06.2007
Авторы: Жорник Виктор Иванович, Белоцерковский Марат Артемович, Полуян Александр Иванович, Кукареко Владимир Аркадьевич
Текст
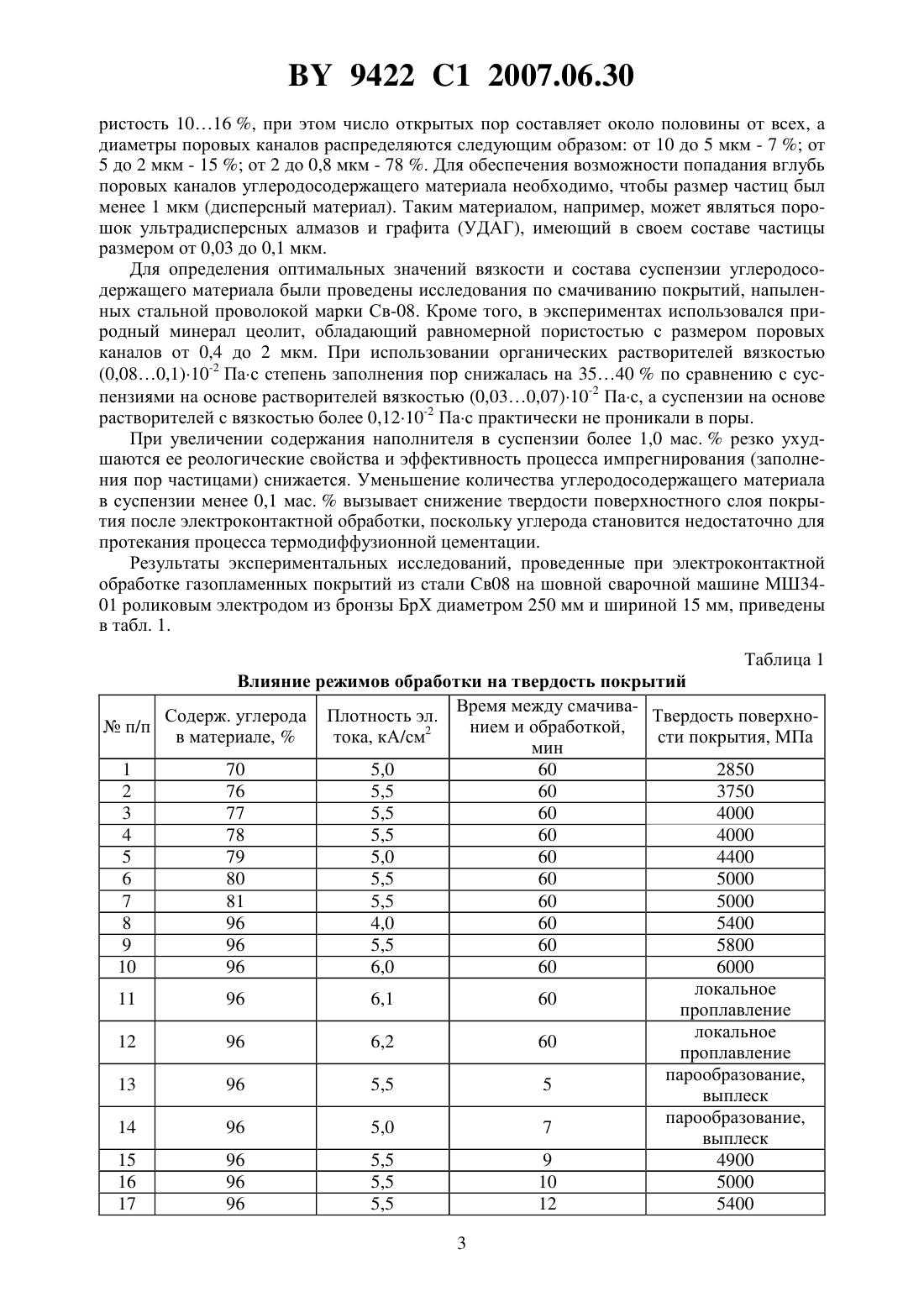
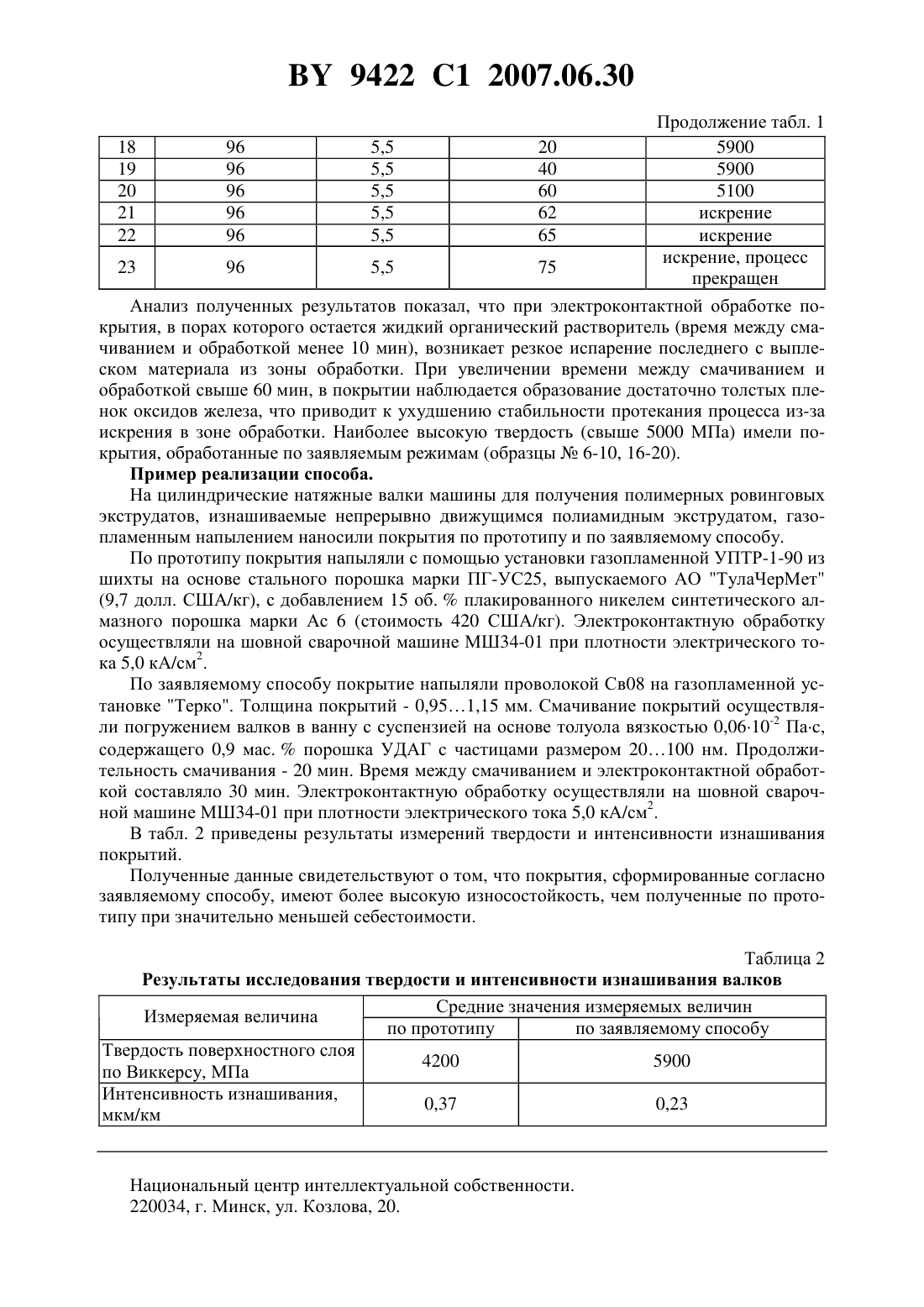
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Белоцерковский Марат Артемович Жорник Виктор Иванович Полуян Александр Иванович Кукареко Владимир Аркадьевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(56) Верещагин В.А., Журавлев В.В. Композиционные алмазосодержащие материалы и покрытия. - Мн. Наука и техника, 1991. - С. 174-179.а 20030256, 2004.4731 1, 2002.2234382 2, 2004.2076960 1, 1997.1722766 1, 1992.2000054106 А, 2000.(57) Способ получения износостойкого покрытия, включающий формирование струи из нагретых частиц электропроводного материала покрытия, их осаждение в виде слоя на предварительно подготовленную поверхность детали и последующую электроконтактную обработку слоя, отличающийся тем, что формирование струи осуществляют распылением нагретой до плавления в факеле газокислородного пламени проволоки из низколегированной стали ферритного класса, перед электроконтактной обработкой слоя роликовым электродом покрытие смачивают суспензией дисперсного углеродосодержащего материала в растворителе вязкостью не более 0,0710-2 Пас, причем содержание углерода в дисперсном материале составляет 80-100 , содержание дисперсного материала в суспензии 0,1-1,0 мас. , а время между смачиванием и электроконтактной обработкой составляет 10-60 мин. Изобретение относится к технологии восстановления-упрочнения быстроизнашивающихся деталей машин. Оно может быть использовано для нанесения износостойких, антифрикционных и коррозионностойких покрытий на рабочую поверхность элементов трибосопряжений, для повышения срока службы деталей, контактирующих с абразивосодержащими средами. Известен способ получения износостойкого покрытия (а.с. СССР 1087285, МПК В 23 К 11/06, 1984), включающий формирование струи из нагретых частиц порошка хромоникелевого самофлюсующегося сплава, их осаждение в виде слоя на предварительно подготовленной поверхности детали и последующую электроконтактную обработку слоя роликовым электродом. Недостатком известного способа является необходимость использования для получения износостойкого покрытия с твердостью рабочего поверхностного слоя 5060 дорогостоящего хромоникелевого порошка (стоимость от 26 /кг и выше). Такой же недостаток имеет способ по а.с. СССР 1013100, МПК 22 9422 1 2007.06.30 7/04, 1983, в котором используется самофлюсующийся порошок марки ПН-Х 80 С 4 Р 4(стоимость в АО ТулаЧерМет составляет 2830 /кг). Наиболее близким по технической сущности к заявляемому является способ получения износостойкого покрытия (Верещагин В.А., Журавлев В.В. Композиционные алмазосодержащие материалы и покрытия. - Мн. Наука и техника. - 1991. - С. 174-179), принятый за прототип, включающий формирование струи из нагретых частиц стального порошка и плакированных металлом частиц алмаза, их осаждение в виде слоя на предварительно подготовленной поверхности детали и последующую электроконтактную обработку слоя роликовым электродом. Введение плакированных металлом частиц синтетического алмаза позволяет получить слои с высокой износостойкостью при использовании относительно мягких стальных порошков. Недостатком известного способа является необходимость использования помимо относительно дорогого металлического порошка и дорогостоящего износостойкого наполнителя, без которого триботехнические свойства покрытий остаются на низком уровне(твердость поверхностного слоя после электроконтактной обработки не превышает 30003400 МПа). Задачей изобретения является снижение себестоимости процесса при обеспечении высокой твердости поверхностного слоя покрытий и износостойкости при работе в трибосопряжениях или в абразивосодержащих средах. Для решения поставленной задачи, в способе получения износостойкого покрытия,включающем формирование струи из нагретых частиц электропроводного материала покрытия, их осаждение в виде слоя на предварительно подготовленную поверхность детали и последующую электроконтактную обработку слоя, согласно изобретению, формирование струи осуществляют распылением нагретой до плавления в факеле газокислородного пламени проволоки из низколегированной стали ферритного класса, перед электроконтактной обработкой слоя роликовым электродом покрытие смачивают суспензией дисперсного углеродосодержащего материала в растворителе вязкостью не более 0,0710-2 Пас, причем содержание углерода в дисперсном материале составляет 80-100 , содержание дисперсного материала в суспензии 0,1-1,0 мас. , а время между смачиванием и электроконтактной обработкой составляет 10-60 мин. Электроконтактная обработка роликом стальных покрытий, пропитанных суспензией углеродосодержащего материала позволяет не только уплотнить слой и повысить его адгезию к подложке, но и осуществить процесс цементации покрытий из низколегированной стали ферритного класса за счет образования карбида 3 С в поверхностном слое. В данном случае используется известный эффект ускорения диффузионных процессов за счет использования высокоскоростного электроконтактного нагрева, позволяющий на два - три порядка уменьшить время цементации (Дорожкин Н.Н. Упрочнение и восстановление деталей машин металлическими порошками. - Мн. Наука и техника. - 1975. - С. 83). Использование проволочных материалов взамен порошковых позволяет резко снизить себестоимость процесса, поскольку цена 1 кг проволоки из низколегированной стали ферритного класса составляет около 0,8 /кг. Причем применение дешевых низколегированных проволок для формирования покрытий в данном случае предпочтительнее, поскольку процесс цементации сталей ферритного класса осуществлять значительно проще, чем сложнолегированных сталей. Для насыщения поверхностного слоя покрытия углеродосодержащим материалом на глубину до 150200 мкм в процессе электроконтактной обработки, необходимо чтобы поверхностная пористость составляла не менее 10 . Для обеспечения такой величины поверхностной пористости наиболее целесообразно использовать газопламенное распыление, поскольку после распыления стальных проволок традиционной электродуговой металлизацией в покрытии повышено содержание оксидов, а после активированной электрометаллизации и плазменного распыления поверхностная пористость покрытий составляет менее 5 . Экспериментально установлено, что при газопламенном распылении проволок из низколегированных сталей ферритного класса формируются покрытия, имеющие общую по 2 9422 1 2007.06.30 ристость 1016 , при этом число открытых пор составляет около половины от всех, а диаметры поровых каналов распределяются следующим образом от 10 до 5 мкм - 7 от 5 до 2 мкм - 15 от 2 до 0,8 мкм - 78 . Для обеспечения возможности попадания вглубь поровых каналов углеродосодержащего материала необходимо, чтобы размер частиц был менее 1 мкм (дисперсный материал). Таким материалом, например, может являться порошок ультрадисперсных алмазов и графита (УДАГ), имеющий в своем составе частицы размером от 0,03 до 0,1 мкм. Для определения оптимальных значений вязкости и состава суспензии углеродосодержащего материала были проведены исследования по смачиванию покрытий, напыленных стальной проволокой марки Св-08. Кроме того, в экспериментах использовался природный минерал цеолит, обладающий равномерной пористостью с размером поровых каналов от 0,4 до 2 мкм. При использовании органических растворителей вязкостью(0,080,1)10-2 Пас степень заполнения пор снижалась на 3540 по сравнению с суспензиями на основе растворителей вязкостью (0,030,07)10-2 Пас, а суспензии на основе растворителей с вязкостью более 0,1210-2 Пас практически не проникали в поры. При увеличении содержания наполнителя в суспензии более 1,0 мас.резко ухудшаются ее реологические свойства и эффективность процесса импрегнирования (заполнения пор частицами) снижается. Уменьшение количества углеродосодержащего материала в суспензии менее 0,1 мас.вызывает снижение твердости поверхностного слоя покрытия после электроконтактной обработки, поскольку углерода становится недостаточно для протекания процесса термодиффузионной цементации. Результаты экспериментальных исследований, проведенные при электроконтактной обработке газопламенных покрытий из стали Св 08 на шовной сварочной машине МШ 3401 роликовым электродом из бронзы БрХ диаметром 250 мм и шириной 15 мм, приведены в табл. 1. Таблица 1 Влияние режимов обработки на твердость покрытий Время между смачиваСодерж. углерода Плотность эл. Твердость поверхно п/п нием и обработкой,в материале,тока, кА/см 2 сти покрытия, МПа мин 1 70 5,0 60 2850 2 76 5,5 60 3750 3 77 5,5 60 4000 4 78 5,5 60 4000 5 79 5,0 60 4400 6 80 5,5 60 5000 7 81 5,5 60 5000 8 96 4,0 60 5400 9 96 5,5 60 5800 10 96 6,0 60 6000 локальное 11 96 6,1 60 проплавление локальное 12 96 6,2 60 проплавление парообразование,13 96 5,5 5 выплеск парообразование,14 96 5,0 7 выплеск 15 96 5,5 9 4900 16 96 5,5 10 5000 17 96 5,5 12 5400 3 Анализ полученных результатов показал, что при электроконтактной обработке покрытия, в порах которого остается жидкий органический растворитель (время между смачиванием и обработкой менее 10 мин), возникает резкое испарение последнего с выплеском материала из зоны обработки. При увеличении времени между смачиванием и обработкой свыше 60 мин, в покрытии наблюдается образование достаточно толстых пленок оксидов железа, что приводит к ухудшению стабильности протекания процесса из-за искрения в зоне обработки. Наиболее высокую твердость (свыше 5000 МПа) имели покрытия, обработанные по заявляемым режимам (образцы 6-10, 16-20). Пример реализации способа. На цилиндрические натяжные валки машины для получения полимерных ровинговых экструдатов, изнашиваемые непрерывно движущимся полиамидным экструдатом, газопламенным напылением наносили покрытия по прототипу и по заявляемому способу. По прототипу покрытия напыляли с помощью установки газопламенной УПТР-1-90 из шихты на основе стального порошка марки ПГ-УС 25, выпускаемого АО ТулаЧерМет(9,7 долл. США/кг), с добавлением 15 об.плакированного никелем синтетического алмазного порошка марки Ас 6 (стоимость 420 США/кг). Электроконтактную обработку осуществляли на шовной сварочной машине МШ 34-01 при плотности электрического тока 5,0 кА/см 2. По заявляемому способу покрытие напыляли проволокой Св 08 на газопламенной установке Терко. Толщина покрытий - 0,951,15 мм. Смачивание покрытий осуществляли погружением валков в ванну с суспензией на основе толуола вязкостью 0,0610-2 Па,содержащего 0,9 мас.порошка УДАГ с частицами размером 20100 нм. Продолжительность смачивания - 20 мин. Время между смачиванием и электроконтактной обработкой составляло 30 мин. Электроконтактную обработку осуществляли на шовной сварочной машине МШ 34-01 при плотности электрического тока 5,0 кА/см 2. В табл. 2 приведены результаты измерений твердости и интенсивности изнашивания покрытий. Полученные данные свидетельствуют о том, что покрытия, сформированные согласно заявляемому способу, имеют более высокую износостойкость, чем полученные по прототипу при значительно меньшей себестоимости. Таблица 2 Результаты исследования твердости и интенсивности изнашивания валков Средние значения измеряемых величин Измеряемая величина по прототипу по заявляемому способу Твердость поверхностного слоя 4200 5900 по Виккерсу, МПа Интенсивность изнашивания,0,37 0,23 мкм/км Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 11/06, C23C 4/18, B05B 7/16
Метки: покрытия, способ, получения, износостойкого
Код ссылки
<a href="https://by.patents.su/4-9422-sposob-polucheniya-iznosostojjkogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ получения износостойкого покрытия</a>
Способ получения износостойкого покрытия
Номер патента: 7776
Опубликовано: 28.02.2006
Авторы: Руденская Наталья Александровна, Швейкин Геннадий Петрович, Копысов Виктор Александрович
Метки: способ, покрытия, получения, износостойкого
Текст:
...Его осуществление возможно при сочетании следующих факторов. Именно определенное процентное содержание частиц мелкой (менее 50 мкм) и крупной (более 50 мкм) фракций в исходных порошках позволяет обеспечить аморфизацию напыленного слоя, что в свою очередь обусловливает его высокие эксплуатационные свойства. Кроме того, достигается существенное (для керамических порошков) повышение коэффициента использования порошка (62 ) в сравнении с...
Способ получения износостойкого покрытия на металлических изделиях
Номер патента: 5378
Опубликовано: 30.09.2003
Авторы: Кардаполова Маргарита Анатольевна, Девойно Олег Георгиевич, Беляев Геннадий Яковлевич, Федорцев Валерий Александрович, Федорцев Ростислав Валерьевич
МПК: C23C 8/00
Метки: покрытия, износостойкого, способ, получения, изделиях, металлических
Текст:
...мм позволяет использовать слой износостойкого порошка без клеевой составляющей, так как такая фольга, уложенная сверху на слой порошкового материала из 2 5378 1 любых компонентов, позволяет плотно прижать частички порошков к упрочняемой поверхности при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,2-2,2 Тл в зоне обработки. Если толщина порошкового слоя меньше 0,1 мм, то она становится соизмеримой с толщиной...
Способ получения износостойкого покрытия
Номер патента: 9465
Опубликовано: 30.06.2007
Авторы: Белоцерковский Марат Артемович, Кукареко Владимир Аркадьевич, Витязь Петр Александрович, Белый Алексей Владимирович
Метки: покрытия, способ, получения, износостойкого
Текст:
...тел при удельной нагрузке 1,5 МПа и средней скорости взаимного перемещения 0,1 м/с. Микротвердость измерялась при нагрузке 0,5 Н с выдержкой 10 с. Ускоренные испытания на коррозионную стойкость осуществлялись по ГОСТ 9.308-85. В результате испытаний установлено, что наиболее высокую износостойкость и стойкость в коррозионно-активных средах имеют упрочненные покрытия, полученные напылением проволок из хромосодержащих сталей (табл. 2)....
Способ получения теплозащитного покрытия
Номер патента: 2979
Опубликовано: 30.09.1999
Авторы: Ильющенко Александр Федорович, Соболевский Сергей Борисович, Оковитый Вячеслав Александрович, Ивашко Виктор Сергеевич
МПК: C23C 4/18
Метки: теплозащитного, получения, покрытия, способ
Текст:
...по пять образцов в каждой группе (одна группа по известному, пять - по предлагаемому способам). Пористость слоев измеряли на шлифах поперечных сечений покрытий (в двух перпендикулярных сечениях на одном образце каждой группы) металлографическим методом. После нанесения подслоя и слоя покрытия проводили нагрев пяти групп образцов (по предлагаемому способу) до температуры начала фазового - (моноклинная-тетрогональная) перехода и последующую...
Способ получения композиционного гальванического электрохимического покрытия на основе алмазов и никелевой связки
Номер патента: 9169
Опубликовано: 30.04.2007
Авторы: Чулков Олег Анатольевич, Карагулькин Виталий Константинович, Черник Александр Александрович, Жарский Иван Михайлович, Черник Елена Олеговна
МПК: C25D 15/00
Метки: гальванического, никелевой, электрохимического, способ, связки, получения, алмазов, покрытия, композиционного, основе
Текст:
...1-1000 мс с паузами 0-1000 мс при плотности тока 1-50 А/дм 2. Это позволяет применять более высокие плотности тока и сократить время получения покрытий большой толщины, использовать электролиты без блескообразующих и выравнивающих добавок или уменьшить их количество в электролите, а также применять пониженную температуру электролита. Кроме того, предлагаемый способ позволяет, регулируя только параметры импульсного электролиза (плотность...
Предыдущий патент: Способ измерения рабочей емкости плоского накладного измерительного конденсатора
Следующий патент: Пищевая добавка
Случайный патент: Композиция для снижения глазной гипертензии и ее применение для приготовления офтальмической композиции