Способ получения износостойкого покрытия
Номер патента: 9465
Опубликовано: 30.06.2007
Авторы: Белый Алексей Владимирович, Кукареко Владимир Аркадьевич, Белоцерковский Марат Артемович, Витязь Петр Александрович
Текст
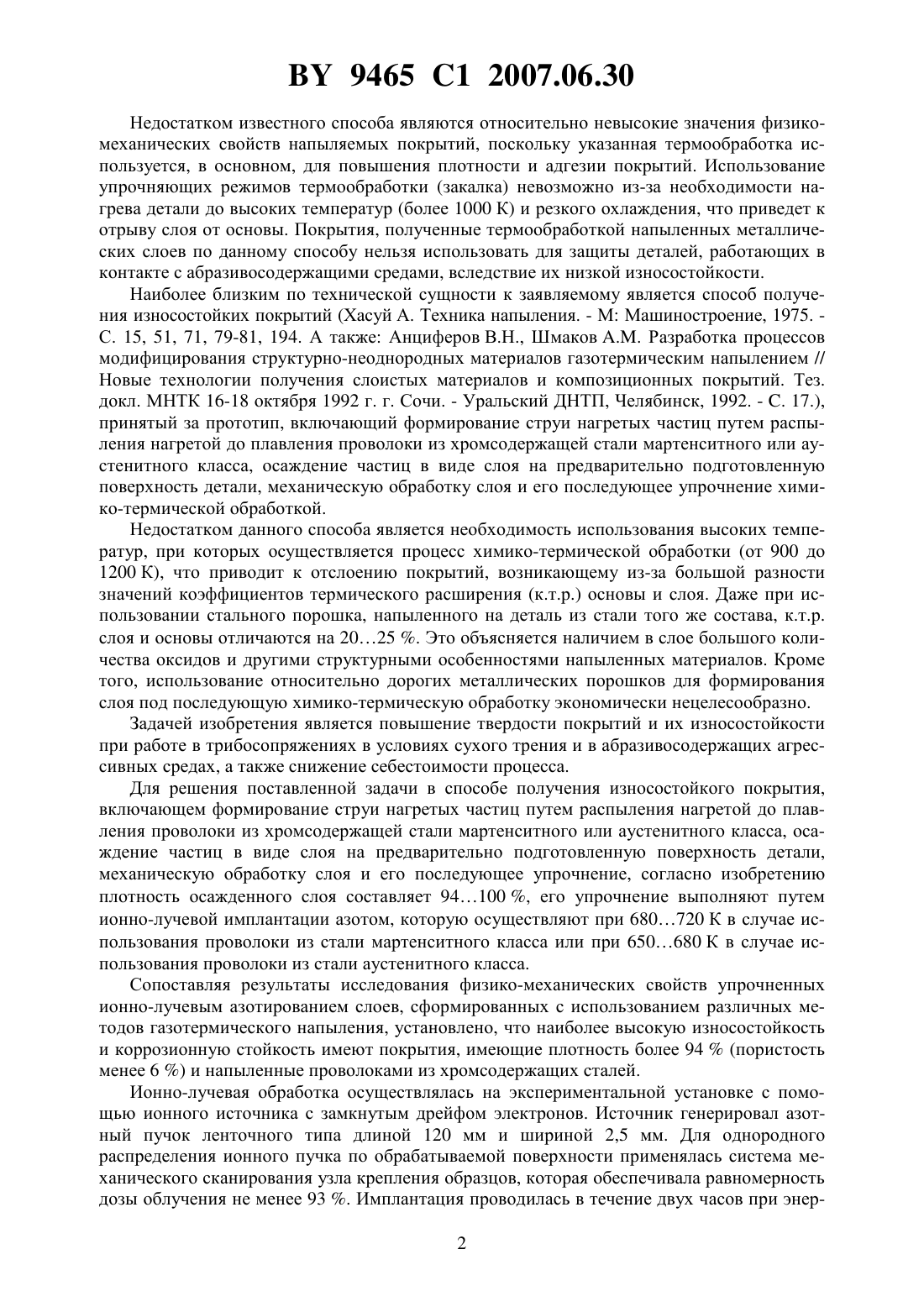
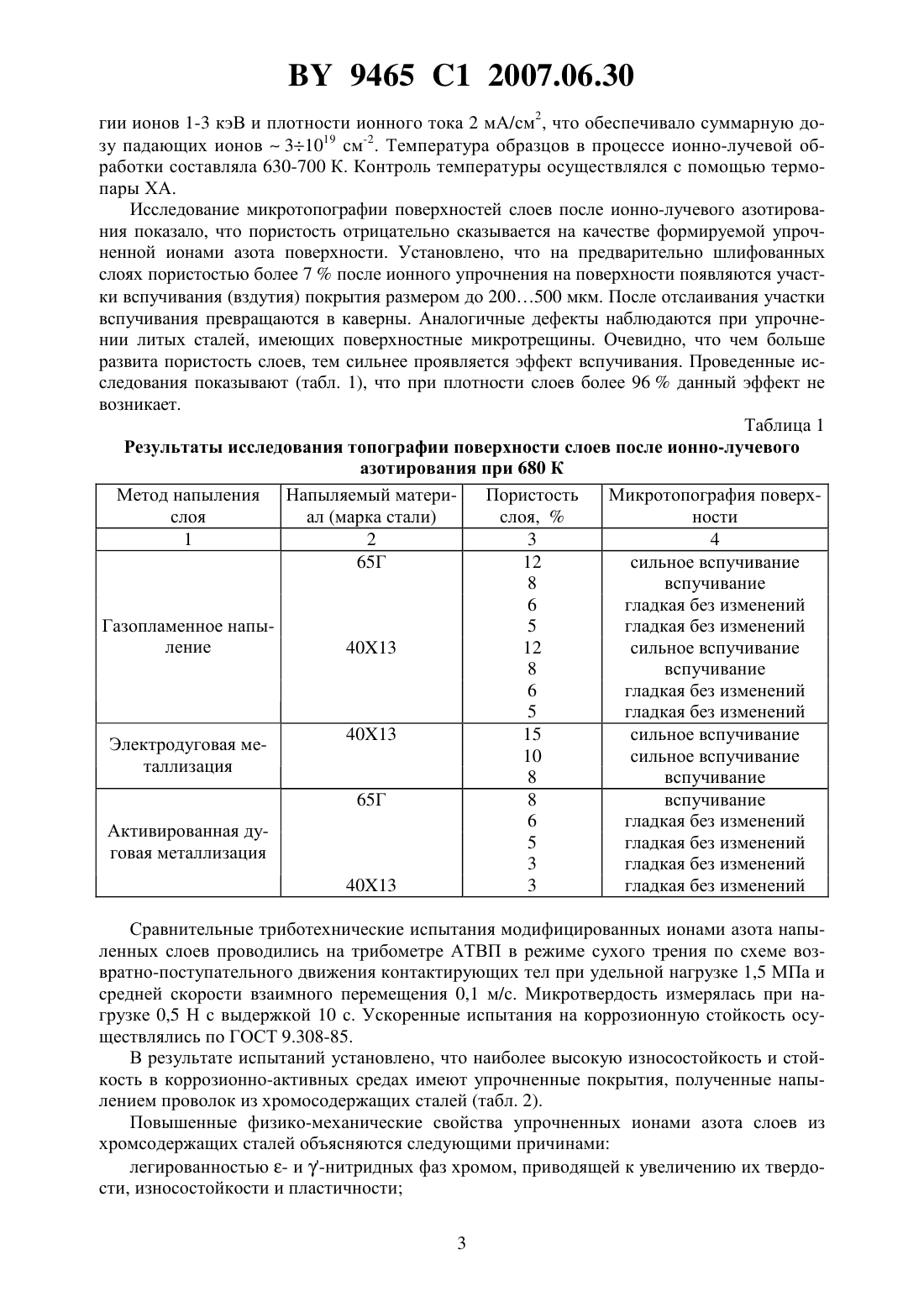
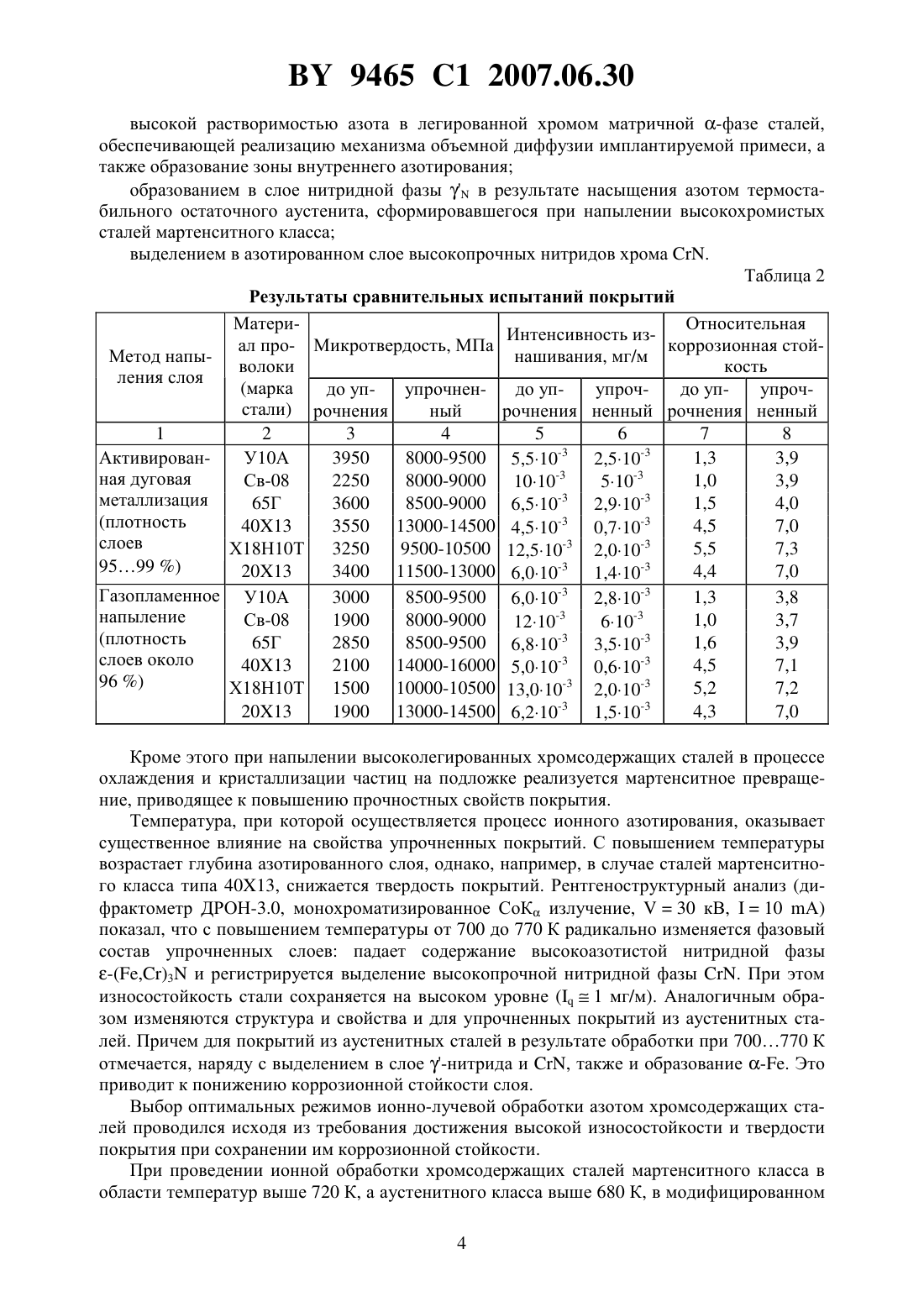
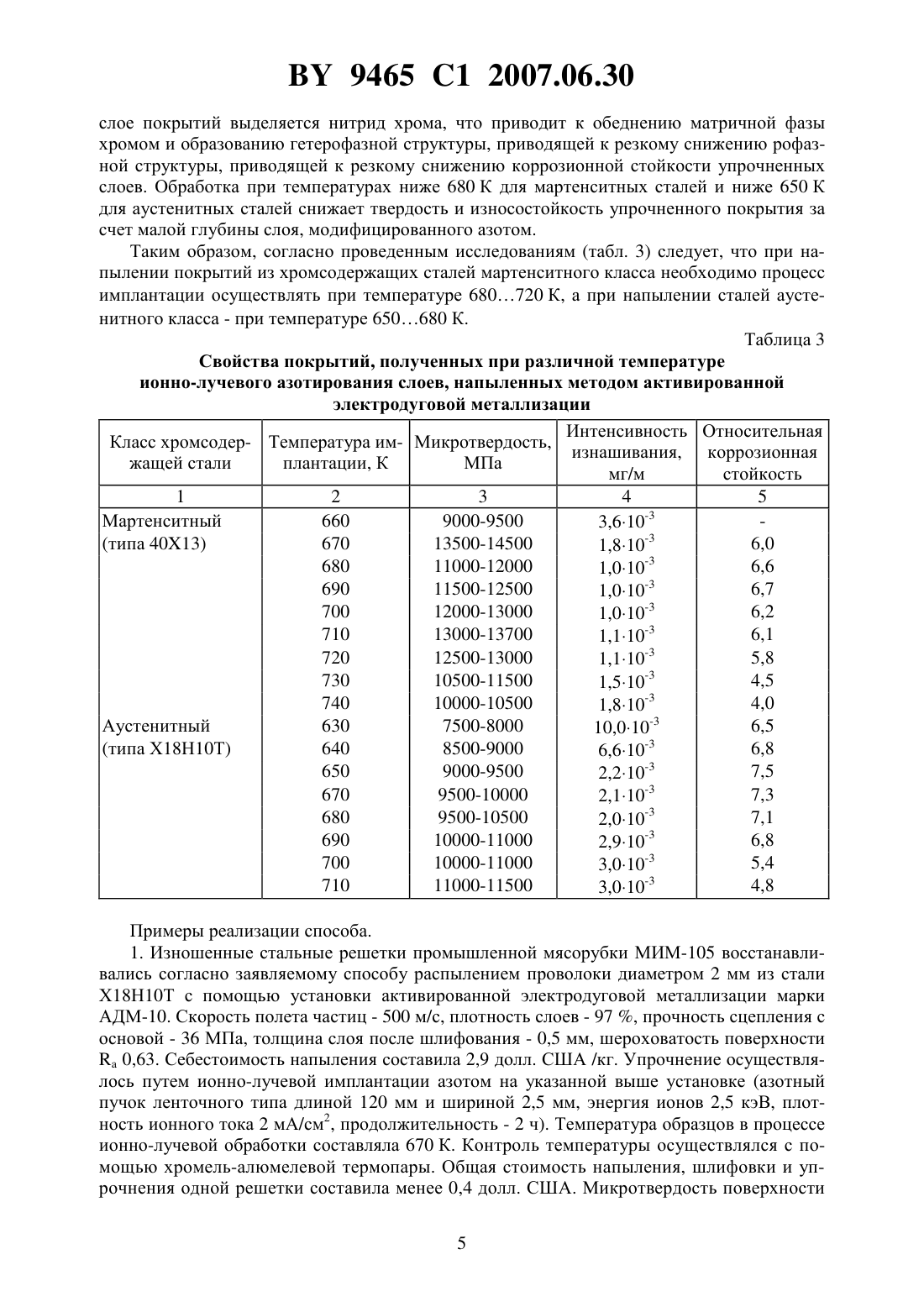
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Витязь Петр Александрович Белоцерковский Марат Артемович Белый Алексей Владимирович Кукареко Владимир Аркадьевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) Способ получения износостойкого покрытия, включающий формирование струи нагретых частиц путем распыления нагретой до плавления проволоки из хромсодержащей стали мартенситного или аустенитного класса, осаждение частиц в виде слоя на предварительно подготовленную поверхность детали, механическую обработку слоя и его последующее упрочнение, отличающийся тем, что плотность осажденного слоя составляет 94-100 , его упрочнение выполняют путем ионно-лучевой имплантации азотом, которую осуществляют при 680-720 К в случае использования проволоки из стали мартенситного класса или при 650-680 К в случае использования проволоки из стали аустенитного класса. Изобретение относится к технологии восстановления-упрочнения быстроизнашивающихся деталей машин. Оно может быть использовано для нанесения износостойких, антифрикционных и коррозионностойких покрытий на рабочую поверхность элементов трибосопряжений, для повышения срока службы деталей, контактирующих с абразивосодержащими средами. Известен способ получения износостойкого покрытия (см. Петров Г.К. Свойства и характеристики износостойких напыленных и термообработанных воздушно-плазменных покрытий // Газотермическое напыление в промышленности. ГТНП-93. - С-Птб. 1993. . 92-96), заключающийся в формировании газотермическим напылением металлических порошков слоя требуемых размеров на предварительно подготовленной поверхности детали, механическую обработку слоя и его последующее упрочнение путем термообработки. 9465 1 2007.06.30 Недостатком известного способа являются относительно невысокие значения физикомеханических свойств напыляемых покрытий, поскольку указанная термообработка используется, в основном, для повышения плотности и адгезии покрытий. Использование упрочняющих режимов термообработки (закалка) невозможно из-за необходимости нагрева детали до высоких температур (более 1000 К) и резкого охлаждения, что приведет к отрыву слоя от основы. Покрытия, полученные термообработкой напыленных металлических слоев по данному способу нельзя использовать для защиты деталей, работающих в контакте с абразивосодержащими средами, вследствие их низкой износостойкости. Наиболее близким по технической сущности к заявляемому является способ получения износостойких покрытий (Хасуй А. Техника напыления. - М Машиностроение, 1975. С. 15, 51, 71, 79-81, 194. А также Анциферов В.Н., Шмаков Разработка процессов модифицирования структурно-неоднородных материалов газотермическим напылением // Новые технологии получения слоистых материалов и композиционных покрытий. Тез. докл. МНТК 16-18 октября 1992 г. г. Сочи. - Уральский ДНТП, Челябинск, 1992. - . 17.),принятый за прототип, включающий формирование струи нагретых частиц путем распыления нагретой до плавления проволоки из хромсодержащей стали мартенситного или аустенитного класса, осаждение частиц в виде слоя на предварительно подготовленную поверхность детали, механическую обработку слоя и его последующее упрочнение химико-термической обработкой. Недостатком данного способа является необходимость использования высоких температур, при которых осуществляется процесс химико-термической обработки (от 900 до 1200 К), что приводит к отслоению покрытий, возникающему из-за большой разности значений коэффициентов термического расширения (к.т.р.) основы и слоя. Даже при использовании стального порошка, напыленного на деталь из стали того же состава, к.т.р. слоя и основы отличаются на 2025 . Это объясняется наличием в слое большого количества оксидов и другими структурными особенностями напыленных материалов. Кроме того, использование относительно дорогих металлических порошков для формирования слоя под последующую химико-термическую обработку экономически нецелесообразно. Задачей изобретения является повышение твердости покрытий и их износостойкости при работе в трибосопряжениях в условиях сухого трения и в абразивосодержащих агрессивных средах, а также снижение себестоимости процесса. Для решения поставленной задачи в способе получения износостойкого покрытия,включающем формирование струи нагретых частиц путем распыления нагретой до плавления проволоки из хромсодержащей стали мартенситного или аустенитного класса, осаждение частиц в виде слоя на предварительно подготовленную поверхность детали,механическую обработку слоя и его последующее упрочнение, согласно изобретению плотность осажденного слоя составляет 94100 , его упрочнение выполняют путем ионно-лучевой имплантации азотом, которую осуществляют при 680720 К в случае использования проволоки из стали мартенситного класса или при 650680 К в случае использования проволоки из стали аустенитного класса. Сопоставляя результаты исследования физико-механических свойств упрочненных ионно-лучевым азотированием слоев, сформированных с использованием различных методов газотермического напыления, установлено, что наиболее высокую износостойкость и коррозионную стойкость имеют покрытия, имеющие плотность более 94(пористость менее 6 ) и напыленные проволоками из хромсодержащих сталей. Ионно-лучевая обработка осуществлялась на экспериментальной установке с помощью ионного источника с замкнутым дрейфом электронов. Источник генерировал азотный пучок ленточного типа длиной 120 мм и шириной 2,5 мм. Для однородного распределения ионного пучка по обрабатываемой поверхности применялась система механического сканирования узла крепления образцов, которая обеспечивала равномерность дозы облучения не менее 93 . Имплантация проводилась в течение двух часов при энер 2 9465 1 2007.06.30 гии ионов 1-3 кэВ и плотности ионного тока 2 мА/см 2, что обеспечивало суммарную дозу падающих ионов 31019 см-2. Температура образцов в процессе ионно-лучевой обработки составляла 630-700 К. Контроль температуры осуществлялся с помощью термопары ХА. Исследование микротопографии поверхностей слоев после ионно-лучевого азотирования показало, что пористость отрицательно сказывается на качестве формируемой упрочненной ионами азота поверхности. Установлено, что на предварительно шлифованных слоях пористостью более 7 после ионного упрочнения на поверхности появляются участки вспучивания (вздутия) покрытия размером до 200500 мкм. После отслаивания участки вспучивания превращаются в каверны. Аналогичные дефекты наблюдаются при упрочнении литых сталей, имеющих поверхностные микротрещины. Очевидно, что чем больше развита пористость слоев, тем сильнее проявляется эффект вспучивания. Проведенные исследования показывают (табл. 1), что при плотности слоев более 96 данный эффект не возникает. Таблица 1 Результаты исследования топографии поверхности слоев после ионно-лучевого азотирования при 680 К Метод напыления Напыляемый материПористость Микротопография поверхслоя ал (марка стали) слоя,ности 1 2 3 4 65 Г 12 сильное вспучивание 8 вспучивание 6 гладкая без изменений Газопламенное напы 5 гладкая без изменений ление 4013 12 сильное вспучивание 8 вспучивание 6 гладкая без изменений 5 гладкая без изменений 4013 15 сильное вспучивание Электродуговая ме 10 сильное вспучивание таллизация 8 вспучивание 65 Г 8 вспучивание 6 гладкая без изменений Активированная ду 5 гладкая без изменений говая металлизация 3 гладкая без изменений 4013 3 гладкая без изменений Сравнительные триботехнические испытания модифицированных ионами азота напыленных слоев проводились на трибометре АТВП в режиме сухого трения по схеме возвратно-поступательного движения контактирующих тел при удельной нагрузке 1,5 МПа и средней скорости взаимного перемещения 0,1 м/с. Микротвердость измерялась при нагрузке 0,5 Н с выдержкой 10 с. Ускоренные испытания на коррозионную стойкость осуществлялись по ГОСТ 9.308-85. В результате испытаний установлено, что наиболее высокую износостойкость и стойкость в коррозионно-активных средах имеют упрочненные покрытия, полученные напылением проволок из хромосодержащих сталей (табл. 2). Повышенные физико-механические свойства упрочненных ионами азота слоев из хромсодержащих сталей объясняются следующими причинами легированностью - и -нитридных фаз хромом, приводящей к увеличению их твердости, износостойкости и пластичности 3 9465 1 2007.06.30 высокой растворимостью азота в легированной хромом матричной -фазе сталей,обеспечивающей реализацию механизма объемной диффузии имплантируемой примеси, а также образование зоны внутреннего азотирования образованием в слое нитридной фазыв результате насыщения азотом термостабильного остаточного аустенита, сформировавшегося при напылении высокохромистых сталей мартенситного класса выделением в азотированном слое высокопрочных нитридов хрома . Таблица 2 Результаты сравнительных испытаний покрытий МатериОтносительная Интенсивность изал про- Микротвердость, МПа коррозионная стойМетод напынашивания, мг/м волоки кость ления слоя(марка до упупрочнендо упупрочдо упупрочстали) рочнения ный рочнения ненный рочнения ненный 1 2 3 4 5 6 7 8-3 2013 1900 13000-14500 6,210 4,3 7,0 1,510 Кроме этого при напылении высоколегированных хромсодержащих сталей в процессе охлаждения и кристаллизации частиц на подложке реализуется мартенситное превращение, приводящее к повышению прочностных свойств покрытия. Температура, при которой осуществляется процесс ионного азотирования, оказывает существенное влияние на свойства упрочненных покрытий. С повышением температуры возрастает глубина азотированного слоя, однако, например, в случае сталей мартенситного класса типа 4013, снижается твердость покрытий. Рентгеноструктурный анализ (дифрактометр ДРОН-3.0, монохроматизированное СоК излучение,30 кВ,10 А) показал, что с повышением температуры от 700 до 770 К радикально изменяется фазовый состав упрочненных слоев падает содержание высокоазотистой нитридной фазы-(,)3 и регистрируется выделение высокопрочной нитридной фазы . При этом износостойкость стали сохраняется на высоком уровне (1 мг/м). Аналогичным образом изменяются структура и свойства и для упрочненных покрытий из аустенитных сталей. Причем для покрытий из аустенитных сталей в результате обработки при 700770 К отмечается, наряду с выделением в слое -нитрида и , также и образование -. Это приводит к понижению коррозионной стойкости слоя. Выбор оптимальных режимов ионно-лучевой обработки азотом хромсодержащих сталей проводился исходя из требования достижения высокой износостойкости и твердости покрытия при сохранении им коррозионной стойкости. При проведении ионной обработки хромсодержащих сталей мартенситного класса в области температур выше 720 К, а аустенитного класса выше 680 К, в модифицированном 4 9465 1 2007.06.30 слое покрытий выделяется нитрид хрома, что приводит к обеднению матричной фазы хромом и образованию гетерофазной структуры, приводящей к резкому снижению рофазной структуры, приводящей к резкому снижению коррозионной стойкости упрочненных слоев. Обработка при температурах ниже 680 К для мартенситных сталей и ниже 650 К для аустенитных сталей снижает твердость и износостойкость упрочненного покрытия за счет малой глубины слоя, модифицированного азотом. Таким образом, согласно проведенным исследованиям (табл. 3) следует, что при напылении покрытий из хромсодержащих сталей мартенситного класса необходимо процесс имплантации осуществлять при температуре 680720 К, а при напылении сталей аустенитного класса - при температуре 650680 К. Таблица 3 Свойства покрытий, полученных при различной температуре ионно-лучевого азотирования слоев, напыленных методом активированной электродуговой металлизации Интенсивность Относительная Класс хромсодер- Температура им- Микротвердость,изнашивания, коррозионная жащей стали плантации, К МПа мг/м стойкость 1 2 3 4 5-3 710 11000-11500 4,8 3,010 Примеры реализации способа. 1. Изношенные стальные решетки промышленной мясорубки МИМ-105 восстанавливались согласно заявляемому способу распылением проволоки диаметром 2 мм из стали Х 18 Н 10 Т с помощью установки активированной электродуговой металлизации марки АДМ-10. Скорость полета частиц - 500 м/с, плотность слоев - 97 , прочность сцепления с основой - 36 МПа, толщина слоя после шлифования - 0,5 мм, шероховатость поверхности 0,63. Себестоимость напыления составила 2,9 долл. США /кг. Упрочнение осуществлялось путем ионно-лучевой имплантации азотом на указанной выше установке (азотный пучок ленточного типа длиной 120 мм и шириной 2,5 мм, энергия ионов 2,5 кэВ, плотность ионного тока 2 мА/см 2, продолжительность - 2 ч). Температура образцов в процессе ионно-лучевой обработки составляла 670 К. Контроль температуры осуществлялся с помощью хромель-алюмелевой термопары. Общая стоимость напыления, шлифовки и упрочнения одной решетки составила менее 0,4 долл. США. Микротвердость поверхности 5 9465 1 2007.06.30 покрытия составила 12000 МПа. Сравнительные ускоренные испытания на стенде модели Хрущева-Бабичева при изнашивании в контакте с порошком корунда размером 350600 мкм показали, что износостойкость покрытия в 2,12,3 раза выше, чем износостойкость стали У 8 А, термообработанной до твердости 55 . Те же решетки восстанавливались по способу-прототипу плазменным напылением(плазмотрон УПУ-3 Д) порошком марки ПР-Х 18 Н 9 (г. Тула, АО Полема). Скорость полета частиц 110 м/с, плотность слоев - 92 . Себестоимость напыления составила около 14 долл. США/кг. Упрочнение осуществлялось путем карбонитрирования в контейнере с плавким затвором при температуре 920 К в течение 5 часов с последующим охлаждением в контейнере (с целью устранения возможных деформаций слоя и основы). Режимы и используемая для насыщения смесь выбраны согласно рекомендациям Прошкин Д.А. Химико-термическая обработка металлов - карбонитрация. - М. Металлургия, 1984. - С. 398. Общая стоимость напыления, шлифовки и упрочнения одной решетки составили 2,3 долл. США. Микротвердость поверхности покрытия составила 7600 МПа. Относительная износостойкость по схеме Хрущева-Бабичева в сравнении с износостойкостью термообработанной стали У 8 А составила 1,61,8. 2. Изношенные шейки вала компрессора молокоохладительной установки -2000 восстанавливались согласно заявляемому способу распылением проволоки диаметром 2 мм из стали 4013 с помощью установки активированного газопламенного напыления ТЕРКО конструкции ИНДМАШ НАН Беларуси. Скорость полета частиц - 120 м/с,плотность слоев - 94 , прочность сцепления с основой - 30 МПа, толщина слоя после шлифования - 0,7 мм. Себестоимость напыления составила 3,1 долл. США /кг. Упрочнение осуществлялось путем ионно-лучевой имплантации азотом при температуре 710 К. Общая стоимость напыления, шлифовки и упрочнения одного вала составила 1,6 долл. США. Микротвердость поверхности покрытия составила 16000 МПа. Сравнительные ускоренные испытания по схеме Хрущева-Бабичева показали, что износостойкость покрытия в 2,42,6 раза выше, чем износостойкость стали У 8 А (55 ). Те же валы восстанавливались по способу-прототипу плазменным напылением (плазмотрон УПУ-3 Д) порошком марки ПР-10 Х 16 Н 25 АМ 6 (г. Тула, АО Полема). Скорость полета частиц 110 м/с, плотность слоев 9092 . Себестоимость напыления составила около 16 долл. США/кг. Упрочнение осуществлялось путем карбонитрирования при температуре 920 К в течение 5,5 часов с последующим охлаждением в контейнере. Общая стоимость напыления, шлифовки и упрочнения одного вала составили 4,8 долл. США. Микротвердость поверхности покрытия составила 7800 МПа. Относительная износостойкость по схеме Хрущева-Бабичева в сравнении с износостойкостью термообработанной стали У 8 А составила 1,71,9. Приведенные данные свидетельствуют о том, что покрытия, полученные согласно заявляемому способу, имеют более высокую износостойкость и твердость, чем полученные по прототипу, а по себестоимости нанесения не менее чем в три раза дешевле. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
Метки: покрытия, способ, получения, износостойкого
Код ссылки
<a href="https://by.patents.su/6-9465-sposob-polucheniya-iznosostojjkogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ получения износостойкого покрытия</a>
Способ получения износостойкого покрытия
Номер патента: 7776
Опубликовано: 28.02.2006
Авторы: Швейкин Геннадий Петрович, Копысов Виктор Александрович, Руденская Наталья Александровна
Метки: получения, покрытия, износостойкого, способ
Текст:
...Его осуществление возможно при сочетании следующих факторов. Именно определенное процентное содержание частиц мелкой (менее 50 мкм) и крупной (более 50 мкм) фракций в исходных порошках позволяет обеспечить аморфизацию напыленного слоя, что в свою очередь обусловливает его высокие эксплуатационные свойства. Кроме того, достигается существенное (для керамических порошков) повышение коэффициента использования порошка (62 ) в сравнении с...
Способ получения износостойкого покрытия на металлических изделиях
Номер патента: 5378
Опубликовано: 30.09.2003
Авторы: Федорцев Ростислав Валерьевич, Кардаполова Маргарита Анатольевна, Девойно Олег Георгиевич, Федорцев Валерий Александрович, Беляев Геннадий Яковлевич
МПК: C23C 8/00
Метки: изделиях, способ, металлических, покрытия, износостойкого, получения
Текст:
...мм позволяет использовать слой износостойкого порошка без клеевой составляющей, так как такая фольга, уложенная сверху на слой порошкового материала из 2 5378 1 любых компонентов, позволяет плотно прижать частички порошков к упрочняемой поверхности при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,2-2,2 Тл в зоне обработки. Если толщина порошкового слоя меньше 0,1 мм, то она становится соизмеримой с толщиной...
Способ получения теплозащитного покрытия
Номер патента: 2979
Опубликовано: 30.09.1999
Авторы: Соболевский Сергей Борисович, Ивашко Виктор Сергеевич, Ильющенко Александр Федорович, Оковитый Вячеслав Александрович
МПК: C23C 4/18
Метки: покрытия, теплозащитного, получения, способ
Текст:
...по пять образцов в каждой группе (одна группа по известному, пять - по предлагаемому способам). Пористость слоев измеряли на шлифах поперечных сечений покрытий (в двух перпендикулярных сечениях на одном образце каждой группы) металлографическим методом. После нанесения подслоя и слоя покрытия проводили нагрев пяти групп образцов (по предлагаемому способу) до температуры начала фазового - (моноклинная-тетрогональная) перехода и последующую...
Способ получения покрытия плазменным напылением порошковой композиции
Номер патента: 8179
Опубликовано: 30.06.2006
Авторы: Цырлин Михаил Иосифович, Родченко Диана Александровна
МПК: B05D 1/08, C08L 63/00
Метки: способ, порошковой, покрытия, получения, плазменным, композиции, напылением
Текст:
...композиционные покрытия из разнородных полимеров с довольно разными температурами фазовых и агрегатных переходов. Однако на качество покрытий, полноту отверждения существенно влияют дистанции ввода компонентов в плазменную струю. Задачей изобретения является повышение полноты отверждения и водостойкости покрытий. Сущность изобретения заключается в том, что получение покрытий с содержанием гель-фракции до 90 и водопоглощением не более 6,0...
Композиция покрытия, упаковка, подложка с покрытием, способ получения подложки, способ получения композиции покрытия.
Номер патента: 6329
Опубликовано: 30.06.2004
Авторы: ГУДЕ, Дональд Дж., ГЕРМАНО, Виктор В., О`БРАЙЕН, Дебора А., ДОРСЕТТ, Терри Е., ГУНН, Вальтер Х.
МПК: C09D 5/02, C09D 163/10, B05D 7/14...
Метки: подложка, подложки, способ, получения, упаковка, покрытием, покрытия, композиция, композиции
Текст:
...может присутствовать или отсутствовать, может содержать такие ингредиенты в следующих весовых процентах, все из расчета на основе 100 полного веса упаковки от 0 до около 15 загустителя, от около 15 до около 60 силана, от 0 до около 10(как правило, от около 2 до около 6 ) компонента борной кислоты, от 0 до около 5 ингибитора коррозии, от около 10 до около 30 смачивающего агента и остальное, например, от около 20 до около 30 , -...
Предыдущий патент: Цифровая система передачи для четырехпроводной линии связи
Следующий патент: Способ лечения инвагинации кишечника
Случайный патент: Способ восстановительного лечения больных ишемическим инсультом с двигательными нарушениями