Способ получения демпфирующего покрытия
Номер патента: 9379
Опубликовано: 30.06.2007
Авторы: Леванцевич Михаил Александрович, Белоцерковский Марат Артемович, Рудько Владимир Максимович
Текст
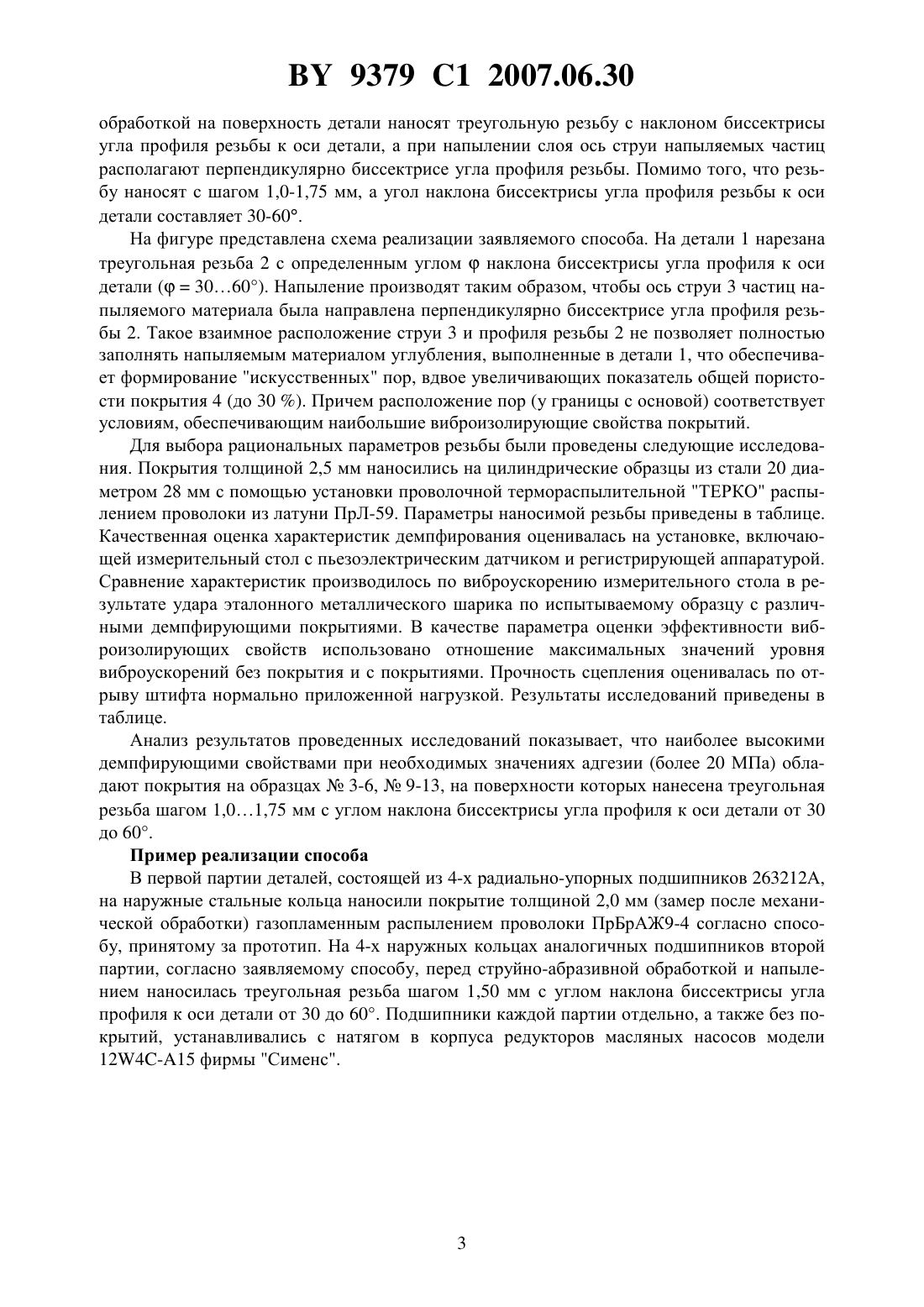
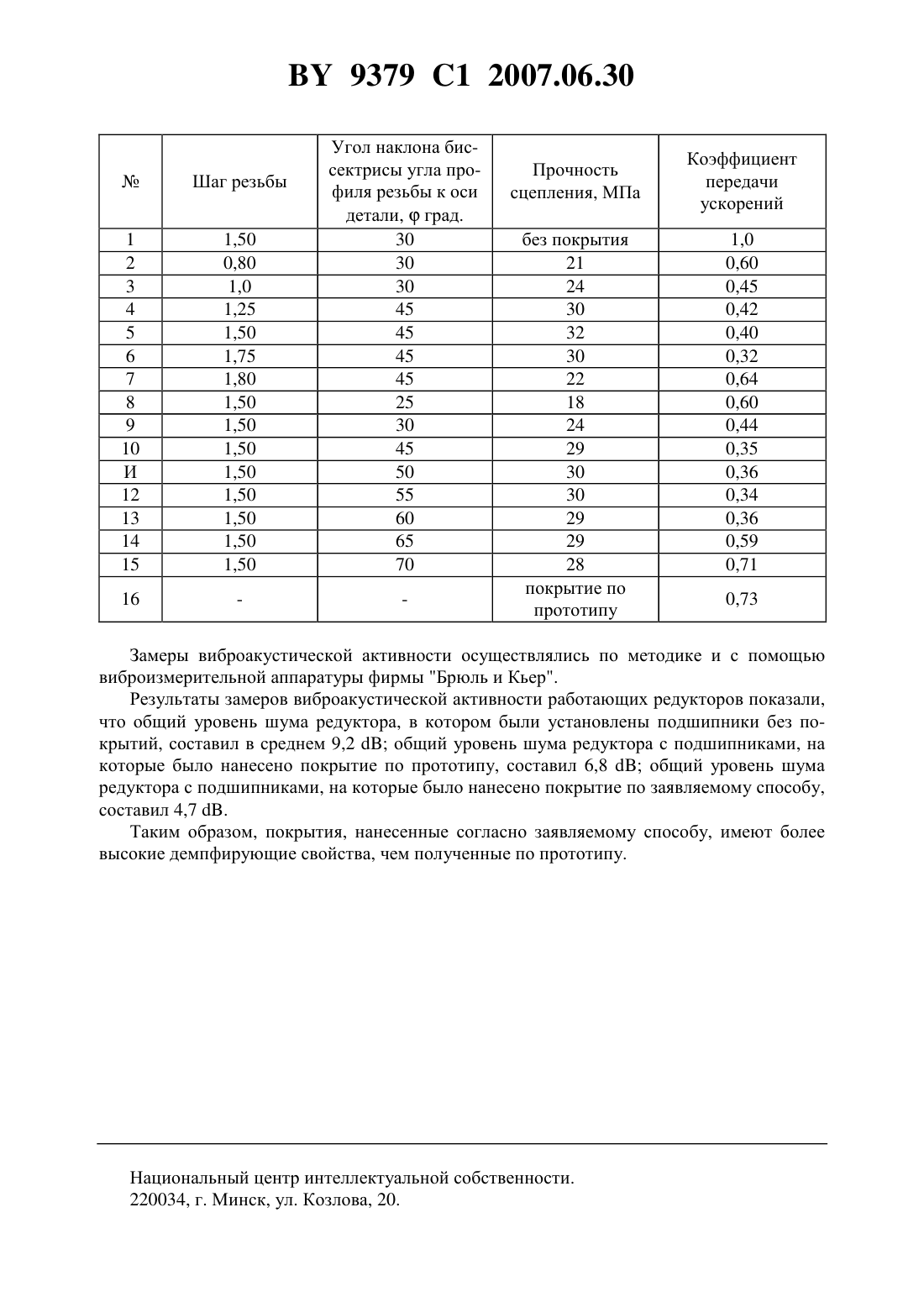
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ДЕМПФИРУЮЩЕГО ПОКРЫТИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Белоцерковский Марат Артемович Леванцевич Михаил Александрович Рудько Владимир Максимович(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) 1. Способ получения демпфирующего покрытия, включающий струйно-абразивную обработку поверхности детали и последующее газотермическое напыление пористого слоя струей частиц из материала, отличающегося модулем упругости от материала детали,отличающийся тем, что перед струйно-абразивной обработкой на поверхность детали наносят треугольную резьбу с наклоном биссектрисы угла профиля резьбы к оси детали, а при напылении слоя ось струи напыляемых частиц располагают перпендикулярно биссектрисе угла профиля резьбы. 2. Способ по п. 1, отличающийся тем, что резьбу наносят с шагом 1,0-1,75 мм, а угол наклона биссектрисы угла профиля резьбы к оси детали составляет 30-60. 9379 1 2007.06.30 Изобретение относится к технологии изготовления композиционных деталей, состоящих из основы и покрытия, полученного одним из методов газотермического напыления и обладающего вибропоглощающими свойствами. Оно предназначено для нанесения износостойких и антифрикционных покрытий с повышенными демпфирующими характеристиками, которые могут быть использованы для эффективного шумопоглощения и рассеивания колебательной энергии в редукторах, коробках передач и других механических системах. Кроме того, изобретение может быть использовано для нанесения покрытий на рабочую поверхность виброизолирующих опор скольжения, которые являются неотъемлемой частью машин, агрегатов и конструкций, применяемых в энергетическом оборудовании, насосах, компрессорах, электродвигателях и т.д. Известен способ получения изделия с демпфирующим покрытием (Яковлев А.П. Диссипативные свойства неоднородных материалов и систем. - Киев Наукова думка, 1985. С. 248), включающий изготовление свертной втулки из биметаллического листа, получаемого совместной прокаткой стали и цветного металла (бронзы, алюминия, меди), и последующую запрессовку втулки в отверстие в корпусе изделия. Недостатком известного способа является сложность и многооперационность процесса реализации, ограниченность размеров втулок, обусловленная технологией свертки, узкий диапазон используемых демпфирующих материалов. Наиболее близким по технической сущности к заявляемому является способ получения демпфирующего покрытия (Тамаки Коити. Заявка Японии 62-297450. Опубл. 24.12.1987),принятый за прототип, включающий струйно-абразивную подготовку поверхности детали и последующее газотермическое напыление пористого слоя струей частиц из материала,отличающегося модулем упругости от материала детали. Данный способ, принятый за прототип, имеет явные преимущества перед аналогом как по производительности, так и по диапазону применяемых материалов. Высокие демпфирующие характеристики газотермических покрытий по сравнению с монолитными вкладышами отмечались в работе Гадалова В.Н., Зуева В.А. К расчету демпфирующих характеристик защитных покрытий. В сб. Внутреннее трение в исследованиях металлов, сплавов и неметаллических материалов.-М 1989 г., с. 71-73. Расчеты и результаты экспериментов (Зарубова Н.И., Зотов Ю.П., Кушнарева Н.П.,Снежко С.Э. Оценка свойств композиции 5 ВМц - силицидное покрытие методом внутреннего трения // Физика и химия обработки материалов. - 1989. -5. - С. 127-129) показывают, что наиболее высокой демпфирующей способностью могли бы обладать газотермические покрытия, имеющие значительную пористость (более 20 ) и относительно большие размеры пор (более 30 мкм). Причем наиболее эффективно было бы расположение зоны с высокой пористостью не у поверхности покрытий, а вблизи границы с деталью. Недостатком известного способа является невозможность обеспечения высоких демпфирующих свойств газотермических покрытий, поскольку нельзя увеличить пористость напыляемых покрытий более 20 и невозможно формирование газотермических покрытий с размером (диаметром сечения) пор более 20 мкм без резкого снижения их механических свойств. Задачей изобретения является повышение демпфирующих свойств газотермических покрытий при сохранении достаточно высоких прочностных показателей. Для решения поставленной задачи в способе получения демпфирующего покрытия,включающем струйно-абразивную обработку поверхности детали и последующее газотермическое напыление пористого слоя струей частиц из материала, отличающегося модулем упругости от материала детали, согласно изобретению, перед струйно-абразивной 2 9379 1 2007.06.30 обработкой на поверхность детали наносят треугольную резьбу с наклоном биссектрисы угла профиля резьбы к оси детали, а при напылении слоя ось струи напыляемых частиц располагают перпендикулярно биссектрисе угла профиля резьбы. Помимо того, что резьбу наносят с шагом 1,0-1,75 мм, а угол наклона биссектрисы угла профиля резьбы к оси детали составляет 30-60. На фигуре представлена схема реализации заявляемого способа. На детали 1 нарезана треугольная резьба 2 с определенным угломнаклона биссектрисы угла профиля к оси детали (3060). Напыление производят таким образом, чтобы ось струи 3 частиц напыляемого материала была направлена перпендикулярно биссектрисе угла профиля резьбы 2. Такое взаимное расположение струи 3 и профиля резьбы 2 не позволяет полностью заполнять напыляемым материалом углубления, выполненные в детали 1, что обеспечивает формирование искусственных пор, вдвое увеличивающих показатель общей пористости покрытия 4 (до 30 ). Причем расположение пор (у границы с основой) соответствует условиям, обеспечивающим наибольшие виброизолирующие свойства покрытий. Для выбора рациональных параметров резьбы были проведены следующие исследования. Покрытия толщиной 2,5 мм наносились на цилиндрические образцы из стали 20 диаметром 28 мм с помощью установки проволочной термораспылительной ТЕРКО распылением проволоки из латуни ПрЛ-59. Параметры наносимой резьбы приведены в таблице. Качественная оценка характеристик демпфирования оценивалась на установке, включающей измерительный стол с пьезоэлектрическим датчиком и регистрирующей аппаратурой. Сравнение характеристик производилось по виброускорению измерительного стола в результате удара эталонного металлического шарика по испытываемому образцу с различными демпфирующими покрытиями. В качестве параметра оценки эффективности виброизолирующих свойств использовано отношение максимальных значений уровня виброускорений без покрытия и с покрытиями. Прочность сцепления оценивалась по отрыву штифта нормально приложенной нагрузкой. Результаты исследований приведены в таблице. Анализ результатов проведенных исследований показывает, что наиболее высокими демпфирующими свойствами при необходимых значениях адгезии (более 20 МПа) обладают покрытия на образцах 3-6,9-13, на поверхности которых нанесена треугольная резьба шагом 1,01,75 мм с углом наклона биссектрисы угла профиля к оси детали от 30 до 60. Пример реализации способа В первой партии деталей, состоящей из 4-х радиально-упорных подшипников 263212 А,на наружные стальные кольца наносили покрытие толщиной 2,0 мм (замер после механической обработки) газопламенным распылением проволоки ПрБрАЖ 9-4 согласно способу, принятому за прототип. На 4-х наружных кольцах аналогичных подшипников второй партии, согласно заявляемому способу, перед струйно-абразивной обработкой и напылением наносилась треугольная резьба шагом 1,50 мм с углом наклона биссектрисы угла профиля к оси детали от 30 до 60. Подшипники каждой партии отдельно, а также без покрытий, устанавливались с натягом в корпуса редукторов масляных насосов модели 124-15 фирмы Сименс. Угол наклона биссектрисы угла профиля резьбы к оси детали,град. 30 30 30 45 45 45 45 25 30 45 50 55 60 65 70 Прочность сцепления, МПа без покрытия 21 24 30 32 30 22 18 24 29 30 30 29 29 28 покрытие по прототипу Коэффициент передачи ускорений 1,0 0,60 0,45 0,42 0,40 0,32 0,64 0,60 0,44 0,35 0,36 0,34 0,36 0,59 0,71 0,73 Замеры виброакустической активности осуществлялись по методике и с помощью виброизмерительной аппаратуры фирмы Брюль и Кьер. Результаты замеров виброакустической активности работающих редукторов показали,что общий уровень шума редуктора, в котором были установлены подшипники без покрытий, составил в среднем 9,2 общий уровень шума редуктора с подшипниками, на которые было нанесено покрытие по прототипу, составил 6,8 общий уровень шума редуктора с подшипниками, на которые было нанесено покрытие по заявляемому способу,составил 4,7 . Таким образом, покрытия, нанесенные согласно заявляемому способу, имеют более высокие демпфирующие свойства, чем полученные по прототипу. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: способ, демпфирующего, получения, покрытия
Код ссылки
<a href="https://by.patents.su/4-9379-sposob-polucheniya-dempfiruyushhego-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ получения демпфирующего покрытия</a>
Способ получения теплозащитного покрытия
Номер патента: 2979
Опубликовано: 30.09.1999
Авторы: Ивашко Виктор Сергеевич, Оковитый Вячеслав Александрович, Ильющенко Александр Федорович, Соболевский Сергей Борисович
МПК: C23C 4/18
Метки: получения, покрытия, способ, теплозащитного
Текст:
...по пять образцов в каждой группе (одна группа по известному, пять - по предлагаемому способам). Пористость слоев измеряли на шлифах поперечных сечений покрытий (в двух перпендикулярных сечениях на одном образце каждой группы) металлографическим методом. После нанесения подслоя и слоя покрытия проводили нагрев пяти групп образцов (по предлагаемому способу) до температуры начала фазового - (моноклинная-тетрогональная) перехода и последующую...
Способ получения износостойкого покрытия
Номер патента: 9422
Опубликовано: 30.06.2007
Авторы: Жорник Виктор Иванович, Кукареко Владимир Аркадьевич, Полуян Александр Иванович, Белоцерковский Марат Артемович
МПК: B23K 11/06, B05B 7/16, C23C 4/18...
Метки: способ, получения, износостойкого, покрытия
Текст:
...стали ферритного класса составляет около 0,8 /кг. Причем применение дешевых низколегированных проволок для формирования покрытий в данном случае предпочтительнее, поскольку процесс цементации сталей ферритного класса осуществлять значительно проще, чем сложнолегированных сталей. Для насыщения поверхностного слоя покрытия углеродосодержащим материалом на глубину до 150200 мкм в процессе электроконтактной обработки, необходимо чтобы...
Композиция покрытия, упаковка, подложка с покрытием, способ получения подложки, способ получения композиции покрытия.
Номер патента: 6329
Опубликовано: 30.06.2004
Авторы: ГУНН, Вальтер Х., ГЕРМАНО, Виктор В., ГУДЕ, Дональд Дж., О`БРАЙЕН, Дебора А., ДОРСЕТТ, Терри Е.
МПК: C09D 5/02, B05D 7/14, C09D 163/10...
Метки: подложка, покрытием, получения, покрытия, способ, композиции, упаковка, подложки, композиция
Текст:
...может присутствовать или отсутствовать, может содержать такие ингредиенты в следующих весовых процентах, все из расчета на основе 100 полного веса упаковки от 0 до около 15 загустителя, от около 15 до около 60 силана, от 0 до около 10(как правило, от около 2 до около 6 ) компонента борной кислоты, от 0 до около 5 ингибитора коррозии, от около 10 до около 30 смачивающего агента и остальное, например, от около 20 до около 30 , -...
Способ получения покрытия плазменным напылением порошковой композиции
Номер патента: 8179
Опубликовано: 30.06.2006
Авторы: Родченко Диана Александровна, Цырлин Михаил Иосифович
МПК: C08L 63/00, B05D 1/08
Метки: способ, покрытия, композиции, получения, порошковой, напылением, плазменным
Текст:
...композиционные покрытия из разнородных полимеров с довольно разными температурами фазовых и агрегатных переходов. Однако на качество покрытий, полноту отверждения существенно влияют дистанции ввода компонентов в плазменную струю. Задачей изобретения является повышение полноты отверждения и водостойкости покрытий. Сущность изобретения заключается в том, что получение покрытий с содержанием гель-фракции до 90 и водопоглощением не более 6,0...
Способ нанесения покрытия на цилиндрические детали
Номер патента: 4466
Опубликовано: 30.06.2002
Авторы: Буйкус Кястас Вито, Ивашко Виктор Сергеевич
МПК: C23C 4/00
Метки: детали, способ, цилиндрические, нанесения, покрытия
Текст:
...техническая задача решается тем, что в способе нанесения покрытий на цилиндрические детали, включающем газотермическое напыление и одновременно с ним дополнительную обработку, дополнительную обработку производят путем механической очистки наносимого покрытия с помощью металлической щетки по всей ширине напыляемой поверхности детали со стороны, не подвергающейся действию 4466 1 газометаллической струи, со скоростью относительного...
Предыдущий патент: Способ нанесения металлических покрытий на детали машин
Следующий патент: Гидропривод самоходной машины
Случайный патент: Устройство для обработки оптических деталей