Установка для ионно-лучевой обработки деталей
Номер патента: U 2285
Опубликовано: 30.12.2005
Авторы: Шершнев Евгений Борисович, Шалупаев Сергей Викентьевич, Морозов Владимир Петрович
Текст
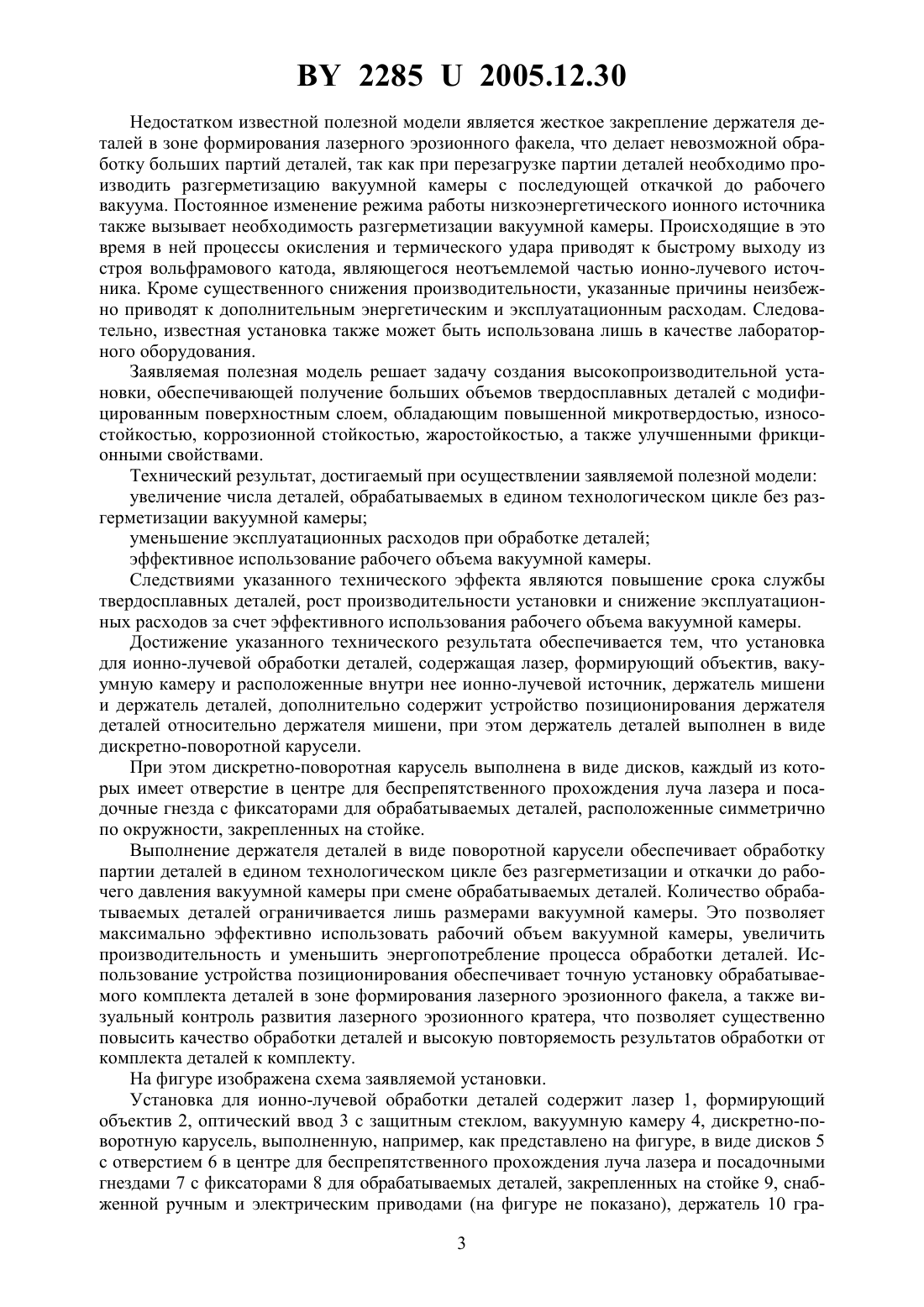
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Гомельский государственный университет имени Франциска Скорины(72) Авторы Шалупаев Сергей Викентьевич Шершнев Евгений Борисович Морозов Владимир Петрович(73) Патентообладатель Учреждение образования Гомельский государственный университет имени Франциска Скорины(57) 1. Установка для ионно-лучевой обработки деталей, содержащая лазер, формирующий объектив, вакуумную камеру и расположенные внутри нее ионно-лучевой источник, держатель мишени и держатель деталей, отличающаяся тем, что содержит устройство позиционирования держателя деталей относительно держателя мишени, при этом держатель деталей выполнен в виде дискретно-поворотной карусели. 2. Установка по п. 1, отличающаяся тем, что дискретно-поворотная карусель выполнена в виде дисков, каждый из которых имеет отверстие в центре для беспрепятственного прохождения луча лазера и посадочные гнезда с фиксаторами для обрабатываемых деталей, расположенные симметрично по окружности, закрепленных на стойке. Полезная модель относится к оборудованию для вакуумной обработки твердосплавных деталей в низкоэнергетической аргоновой плазме с одновременным осаждением на поверхность обрабатываемой детали алмазоподобной пленки из лазерного эрозионного 22852005.12.30 факела и может быть использована для упрочнения твердосплавных матриц аппаратов высокого давления. Известна установка для нанесения алмазоподобных покрытий, содержащая лазер, фокусирующий объектив, вакуумную камеру и жестко закрепленные внутри нее держатель с графитовой мишенью и держатель обрабатываемых деталей, которые подвергаются воздействию лазерной эрозионной плазмы, образуемой при фокусировке фокусирующим объективом излучения лазера на графитовую мишень, а также расположенное на пути между мишенью и деталью устройство для ограничения пучка испаренного материала в пределах заданного угла 1. Известная установка обеспечивает возможность обработки изделий из твердых сплавов лазерной углеродной плазмой. При этом в поверхностном слое обрабатываемого изделия осуществляется образование твердых растворов и заполнение углеродными кластерами, находящимися в различных фазах и образующими химические связи с материалом твердосплавной детали, пор, существующих в поверхностном слое изделия, и микротрещин, являющихся концентраторами механического напряжения. Это приводит к повышению трещиностойкости и повышению прочности обрабатываемого изделия, а следовательно к увеличению срока службы изделия. Использование в известной установке в качестве источника плазмы лазерного эрозионного факела позволяет достичь достаточно высоких скоростей осаждения углеродного покрытия на обрабатываемую поверхность. Однако из-за высокой неоднородности энергий ионов в лазерном эрозионном факеле невозможно получить на обрабатываемой поверхности покрытие с высоким содержанием наиболее прочной алмазоподобной фазы углерода. Использование в составе известной установки устройства для ограничения пучка испаренного материала в пределах заданного угла, выполненного в виде защитной пластины, позволяет проводить сепарацию ионов лазерного эрозионного факела по энергиям и обеспечивает выделение моноэнергетического пучка ионов, необходимого для образования алмазоподобного покрытия. Однако при использовании этого устройства диаграмма направленности разлета продуктов эрозии еще больше сужается и обработке подвергаются лишь локальные участки поверхности обрабатываемой детали. Кроме того, вследствие использования лишь незначительной части лазерного эрозионного факела, резко уменьшается скорость нанесения покрытия на поверхность обрабатываемой детали. Низкая скорость нанесения покрытия и малая площадь обрабатываемой поверхности позволяют использовать известную установку лишь в лабораторных условиях. Наиболее близкой по технической сущности и достигаемому результату к заявляемой полезной модели является установка для ионно-лучевой обработки деталей, содержащая лазер, формирующий объектив, вакуумную камеру и расположенные внутри нее ионнолучевой источник, держатель мишени и держатель деталей 2. Кроме того, известное устройство содержит вспомогательный лазер с длиной волны видимого диапазона и устройство сканирования. Известная установка решает проблему упрочнения детали путем получения на ее поверхности графитовой пленки с высоким содержанием алмазоподобной фазы за счет того,что графитовая мишень помещается в низкоэнергетический ионно-лучевой источник, который обеспечивает возможность бомбардировки поверхности получаемых пленок ионами аргона, воздействие которых влияет на рост подвижности адсорбированных атомов углерода и возникновение анизотропного диффузного потока атомов конденсата по поверхности. Это в результате приводит к упорядочению структуры пленки и увеличению содержания алмазной фазы в материале покрытия. Кроме того, применение ионно-лучевого источника для предварительной ионной очистки поверхности детали позволяет повысить адгезионную прочность соединения пленки с материалом детали и исключает необходимость применения других способов подготовки ее поверхности. Воздействие поля ионного источника расширяет диаграмму направленности лазерного эрозионного факела,что позволяет обрабатывать детали, имеющие большую площадь рабочей поверхности. 2 22852005.12.30 Недостатком известной полезной модели является жесткое закрепление держателя деталей в зоне формирования лазерного эрозионного факела, что делает невозможной обработку больших партий деталей, так как при перезагрузке партии деталей необходимо производить разгерметизацию вакуумной камеры с последующей откачкой до рабочего вакуума. Постоянное изменение режима работы низкоэнергетического ионного источника также вызывает необходимость разгерметизации вакуумной камеры. Происходящие в это время в ней процессы окисления и термического удара приводят к быстрому выходу из строя вольфрамового катода, являющегося неотъемлемой частью ионно-лучевого источника. Кроме существенного снижения производительности, указанные причины неизбежно приводят к дополнительным энергетическим и эксплуатационным расходам. Следовательно, известная установка также может быть использована лишь в качестве лабораторного оборудования. Заявляемая полезная модель решает задачу создания высокопроизводительной установки, обеспечивающей получение больших объемов твердосплавных деталей с модифицированным поверхностным слоем, обладающим повышенной микротвердостью, износостойкостью, коррозионной стойкостью, жаростойкостью, а также улучшенными фрикционными свойствами. Технический результат, достигаемый при осуществлении заявляемой полезной модели увеличение числа деталей, обрабатываемых в едином технологическом цикле без разгерметизации вакуумной камеры уменьшение эксплуатационных расходов при обработке деталей эффективное использование рабочего объема вакуумной камеры. Следствиями указанного технического эффекта являются повышение срока службы твердосплавных деталей, рост производительности установки и снижение эксплуатационных расходов за счет эффективного использования рабочего объема вакуумной камеры. Достижение указанного технического результата обеспечивается тем, что установка для ионно-лучевой обработки деталей, содержащая лазер, формирующий объектив, вакуумную камеру и расположенные внутри нее ионно-лучевой источник, держатель мишени и держатель деталей, дополнительно содержит устройство позиционирования держателя деталей относительно держателя мишени, при этом держатель деталей выполнен в виде дискретно-поворотной карусели. При этом дискретно-поворотная карусель выполнена в виде дисков, каждый из которых имеет отверстие в центре для беспрепятственного прохождения луча лазера и посадочные гнезда с фиксаторами для обрабатываемых деталей, расположенные симметрично по окружности, закрепленных на стойке. Выполнение держателя деталей в виде поворотной карусели обеспечивает обработку партии деталей в едином технологическом цикле без разгерметизации и откачки до рабочего давления вакуумной камеры при смене обрабатываемых деталей. Количество обрабатываемых деталей ограничивается лишь размерами вакуумной камеры. Это позволяет максимально эффективно использовать рабочий объем вакуумной камеры, увеличить производительность и уменьшить энергопотребление процесса обработки деталей. Использование устройства позиционирования обеспечивает точную установку обрабатываемого комплекта деталей в зоне формирования лазерного эрозионного факела, а также визуальный контроль развития лазерного эрозионного кратера, что позволяет существенно повысить качество обработки деталей и высокую повторяемость результатов обработки от комплекта деталей к комплекту. На фигуре изображена схема заявляемой установки. Установка для ионно-лучевой обработки деталей содержит лазер 1, формирующий объектив 2, оптический ввод 3 с защитным стеклом, вакуумную камеру 4, дискретно-поворотную карусель, выполненную, например, как представлено на фигуре, в виде дисков 5 с отверстием 6 в центре для беспрепятственного прохождения луча лазера и посадочными гнездами 7 с фиксаторами 8 для обрабатываемых деталей, закрепленных на стойке 9, снабженной ручным и электрическим приводами (на фигуре не показано), держатель 10 гра 3 22852005.12.30 фитовой мишени, закрепленный в ионно-лучевом источнике 11, устройство 12 позиционирования дискретно-поворотной карусели в зоне обработки, натекатель аргона 13. Посадочные гнезда 7 для обрабатываемых деталей расположены на дисках 5 симметрично по окружности с центром в точке прохождения луча лазера 1. Количество дисков 5, закрепленных на стойке 9, обусловлено размерами вакуумной камеры 4, а количество гнезд 7 - размерами обрабатываемых деталей. Дискретно-поворотная карусель обеспечивает крепление партии обрабатываемых деталей и работает как в режиме непрерывного вращения, так и в режиме дискретного вращения. Устройство 12 позиционирования выполнено в виде системы оптического контроля зоны формирования лазерного эрозионного факела. Установка работает следующим образом. Подготовленные к обработке детали устанавливают в посадочные гнезда 7 дискретно-поворотной карусели. В держателе 10 мишени ионно-лучевого источника 11 размещают графитовую мишень. Вакуумную камеру 4 откачивают до рабочего давления (2-6)10-3 Па и с помощью натекателя 13 производят напуск аргона в ионно-лучевой источник 11 до парциального давления в камере (2-6)10-1 Па. Включают ионно-лучевой источник 11 и получают устойчивую аргоновую плазму. Включают дискретно-поворотную карусель в режим постоянного вращения и воздействием аргоновой плазмы осуществляют ионно-лучевую очистку обрабатываемой поверхности деталей,после чего дискретно-поворотную карусель отключают. Для осуществления осаждения алмазоподобного покрытия на очищенные поверхности деталей стойкой 9 дискретно вручную размещают один из дисков 5 над ионно-лучевым источником 11, при этом ориентируют отверстие 6 относительно держателя 10 мишени, наблюдая положение отверстия 6 через устройство позиционирования 12. Включают лазер 1, формирующий объектив 2 направляет луч лазера 1 через оптический ввод 3 и отверстие 6 диска 5 на графитовую мишень. Сфокусированный лазерный луч распыляет графитовую мишень. Продукты испарения графитовой мишени осаждаются на поверхность обрабатываемого комплекта деталей. При воздействии ускоренных в результате испарения и воздействия поля ионного источника ионов углерода в поверхностном слое детали образуются твердые растворы замещения, формируется поверхностный слой, содержащий карбиды, а ионы углерода, осаждаемые на поверхность деталей, вследствие наличия у них достаточного запаса энергии образуют углеродную алмазоподобную пленку, что приводит к залечиванию микротрещин на рабочей поверхности деталей, сглаживанию температурных и механических нагрузок за счет высокой теплопроводности и механической твердости формируемых покрытий. По окончании обработки (достижении требуемой толщины алмазоподобной пленки, которая оценивается по времени обработки) стойкой 9 вручную отводят диск 5 с обработанным комплектом деталей и над ионно-лучевым источником размещают следующий диск 5 и осуществляют осаждение алмазоподобного покрытия на следующий комплект деталей. Режимы, необходимые для осаждения алмазоподобного покрытия, остаются неизменными в вакуумной камере до окончания обработки всех комплектов деталей, установленных на дисках 5, закрепленных на стойке 9. По окончанию обработки всех помещенных в камеру комплектов деталей производят разгерметизацию вакуумной камеры, снимают обработанные детали с дисков 5 и устанавливают следующие комплекты деталей на ионно-лучевую обработку. Цикл обработки повторяется. Таким образом, выполнение держателя деталей в виде дискретно-поворотной карусели и устройства позиционирования обрабатываемых деталей относительно держателя мишени, а в результате относительно области формирования лазерного эрозионного факела,обеспечивает рост производительности установки и снижение эксплуатационных расходов за счет эффективного использования рабочего объема вакуумной камеры. Это позволяет использовать заявляемую установку для ионно-лучевой обработки больших партий деталей в производственных условиях. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C23C 14/48
Метки: деталей, ионно-лучевой, установка, обработки
Код ссылки
<a href="https://by.patents.su/4-u2285-ustanovka-dlya-ionno-luchevojj-obrabotki-detalejj.html" rel="bookmark" title="База патентов Беларуси">Установка для ионно-лучевой обработки деталей</a>
Устройство для сильноточной низкоэнергетической ионно-лучевой обработки
Номер патента: U 1071
Опубликовано: 30.12.2003
Авторы: Ших Сергей Константинович, Лях Александр Анатольевич, Лях Анатолий Александрович, Белый Алексей Владимирович
МПК: C23C 14/48
Метки: ионно-лучевой, сильноточной, низкоэнергетической, обработки, устройство
Текст:
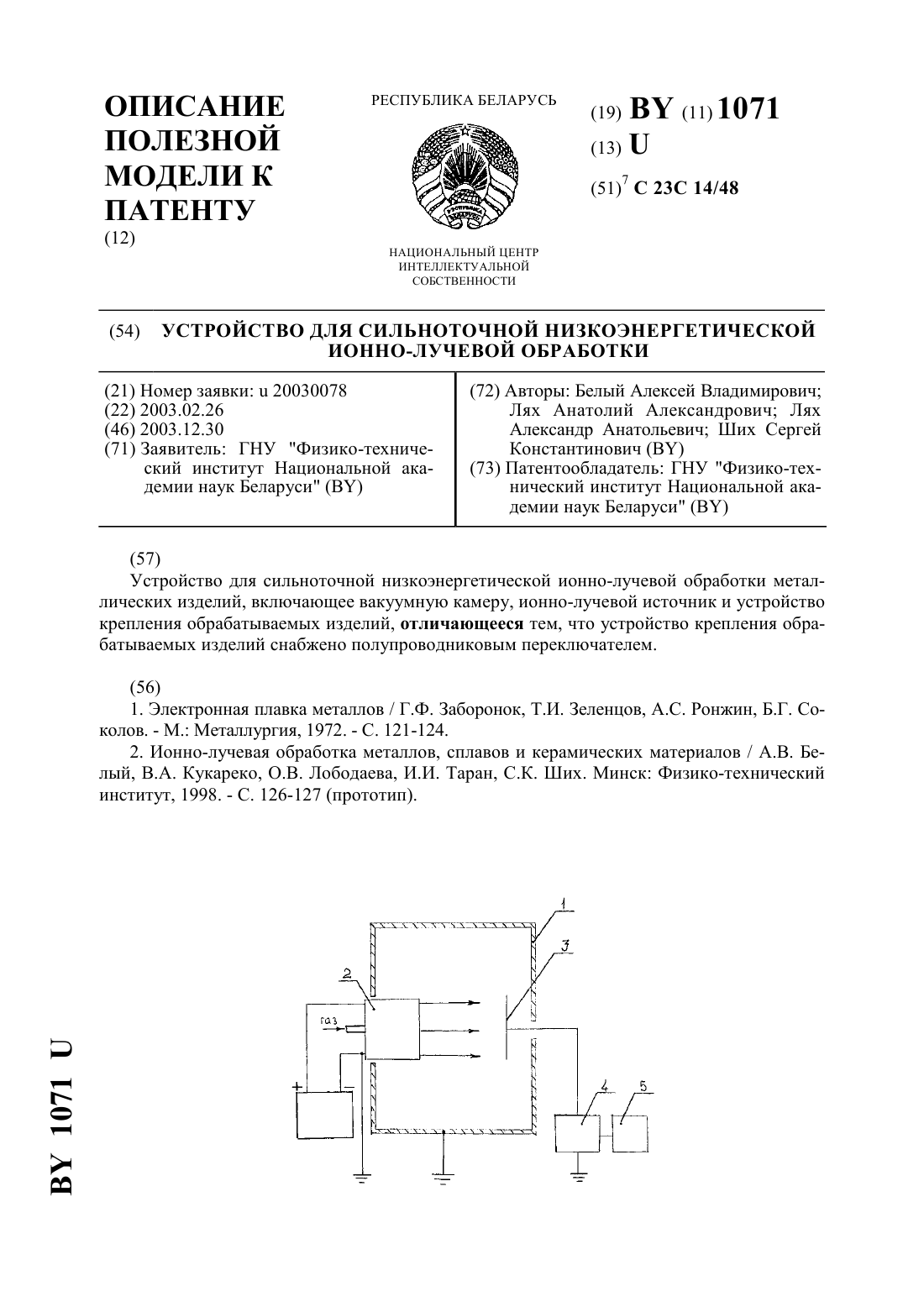
...характеристик обрабатываемой детали, достигнутых предшествующими технологическими операциями. Наиболее близким является устройство для ионной имплантации погружением в плазму, в котором к обрабатываемой детали прикладываются импульсы высокого напряжения 2. Недостатком этого устройства является необходимость для получения достаточной для использования в качестве промышленного источника производительности разогрев детали до...
Установка для получения алмазоподобных пленок
Номер патента: U 2326
Опубликовано: 30.12.2005
Авторы: Шалупаев Сергей Викентьевич, Морозов Владимир Петрович, Шершнев Алексей Евгеньевич
МПК: C23C 14/28
Метки: получения, установка, алмазоподобных, пленок
Текст:
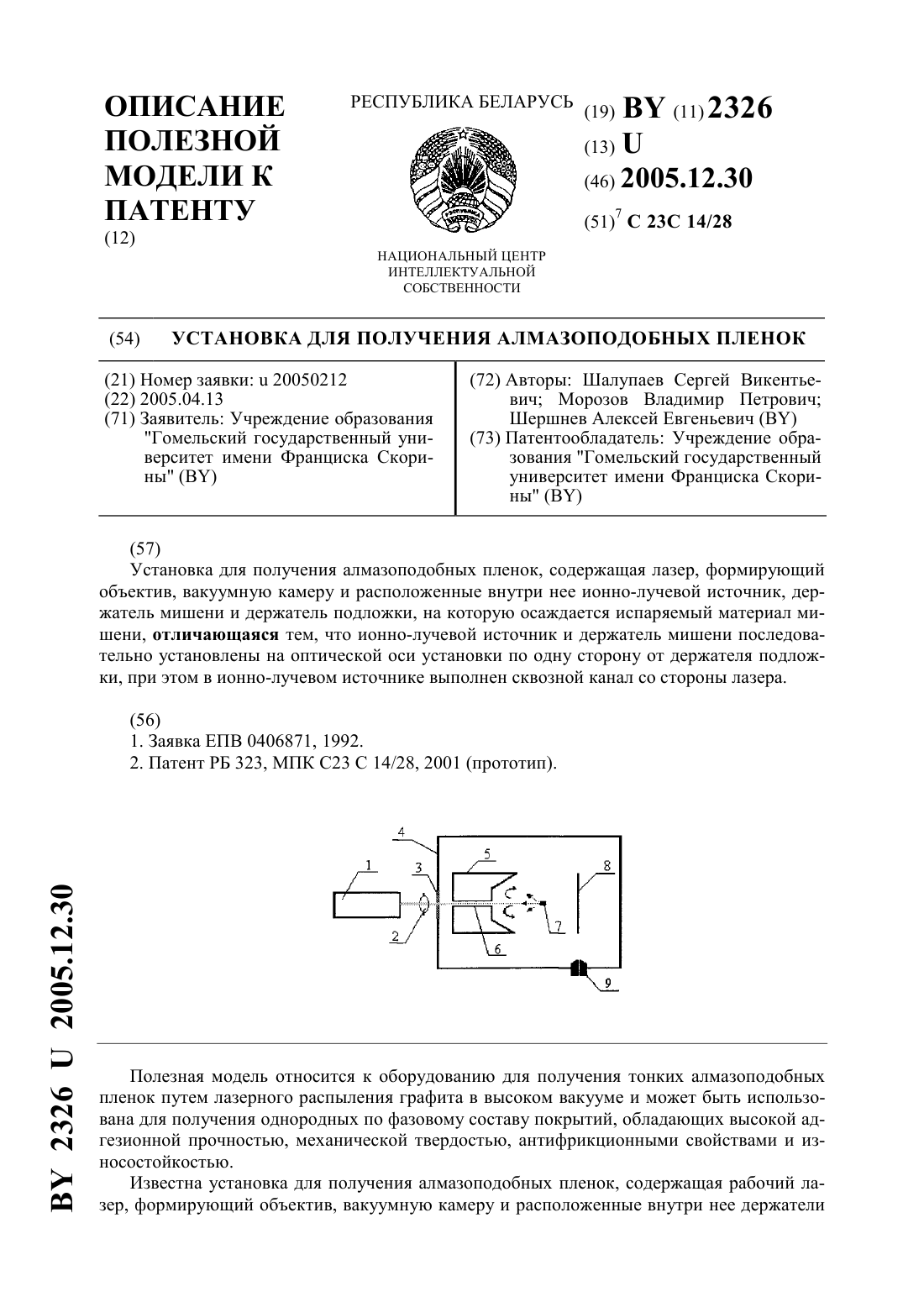
...Достижение указанного технического результата обеспечивается тем, что в установке для нанесения алмазоподобных пленок, содержащей лазер, формирующий объектив, ва 2 23262005.12.30 куумную камеру и расположенные внутри нее ионно-лучевой источник, держатель мишени и держатель подложки, на которую осаждается испаряемый материал мишени, ионнолучевой источник и держатель мишени последовательно установлены на оптической оси установки по...
Установка для обезводораживания деталей
Номер патента: U 790
Опубликовано: 30.03.2003
Авторы: Злотников Александр Игоревич, Тороп Василий Владимирович, Хило Петр Анатольевич, Соловей Дмитрий Николаевич, Петрашенко Петр Дмитриевич
МПК: C21D 3/06
Метки: деталей, обезводораживания, установка
Текст:
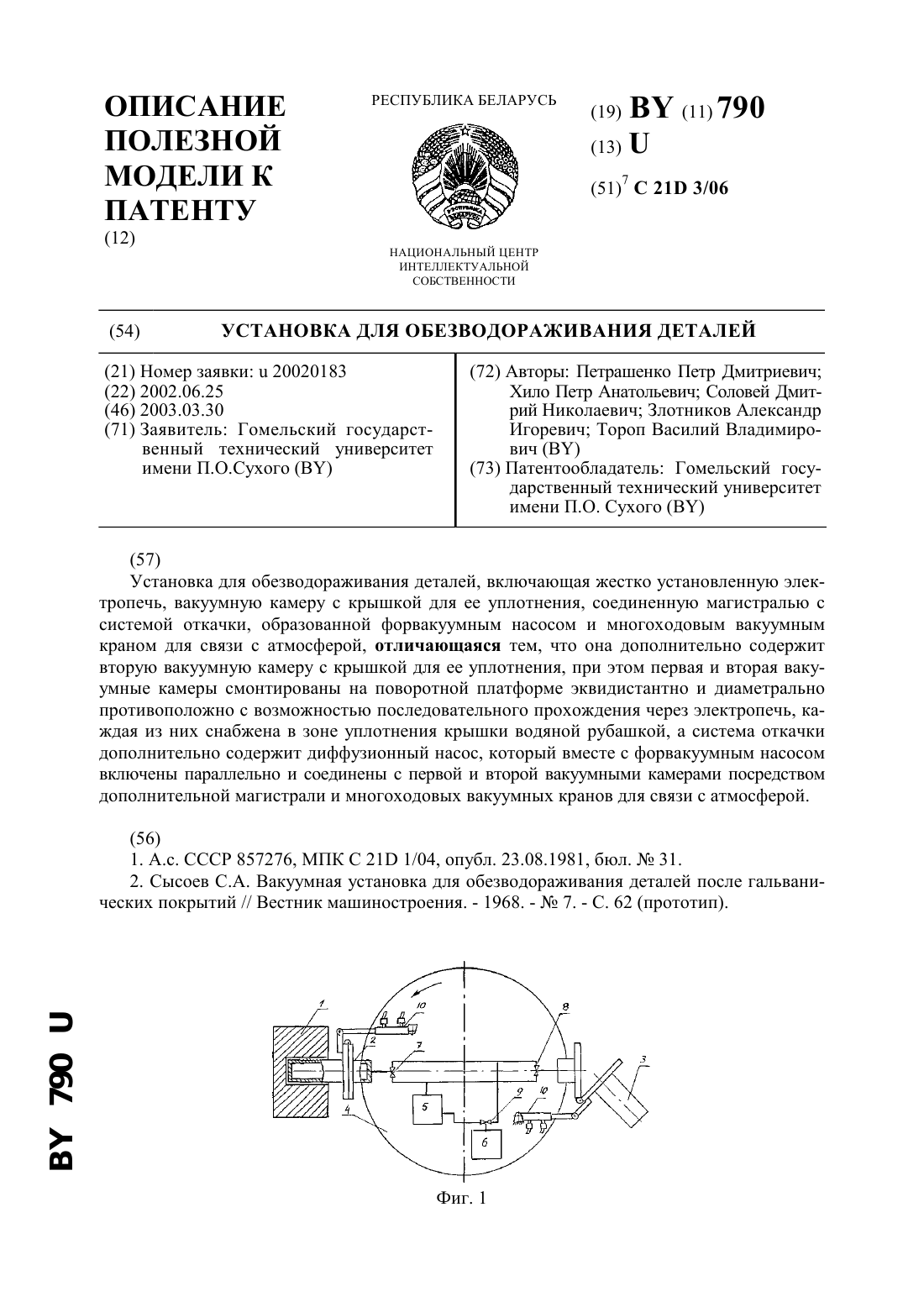
...вручную либо с помощью специального механизма, установленного на тележке (на фиг. 2 не показаны). Вакуумные камеры 2 и 3 идентичны по конструкции и располагаются эквидистантно на диаметрально противоположных сторонах поворотной платформы 4. Вакуумная камера(например, 2), размещенная в электропечи 1, изображена на фиг. 3. Вакуумная камера 2 выполнена в виде тонкостенного стального цилиндра и снабжена крышкой 13 с уплотнениями (на фиг....
Установка для получения алмазоподобных пленок
Номер патента: U 1980
Опубликовано: 30.06.2005
Авторы: Никитюк Юрий Валерьевич, Морозов Владимир Петрович, Шершнев Алексей Евгеньевич, Шалупаев Сергей Викентьевич
МПК: C23C 14/28
Метки: пленок, получения, алмазоподобных, установка
Текст:
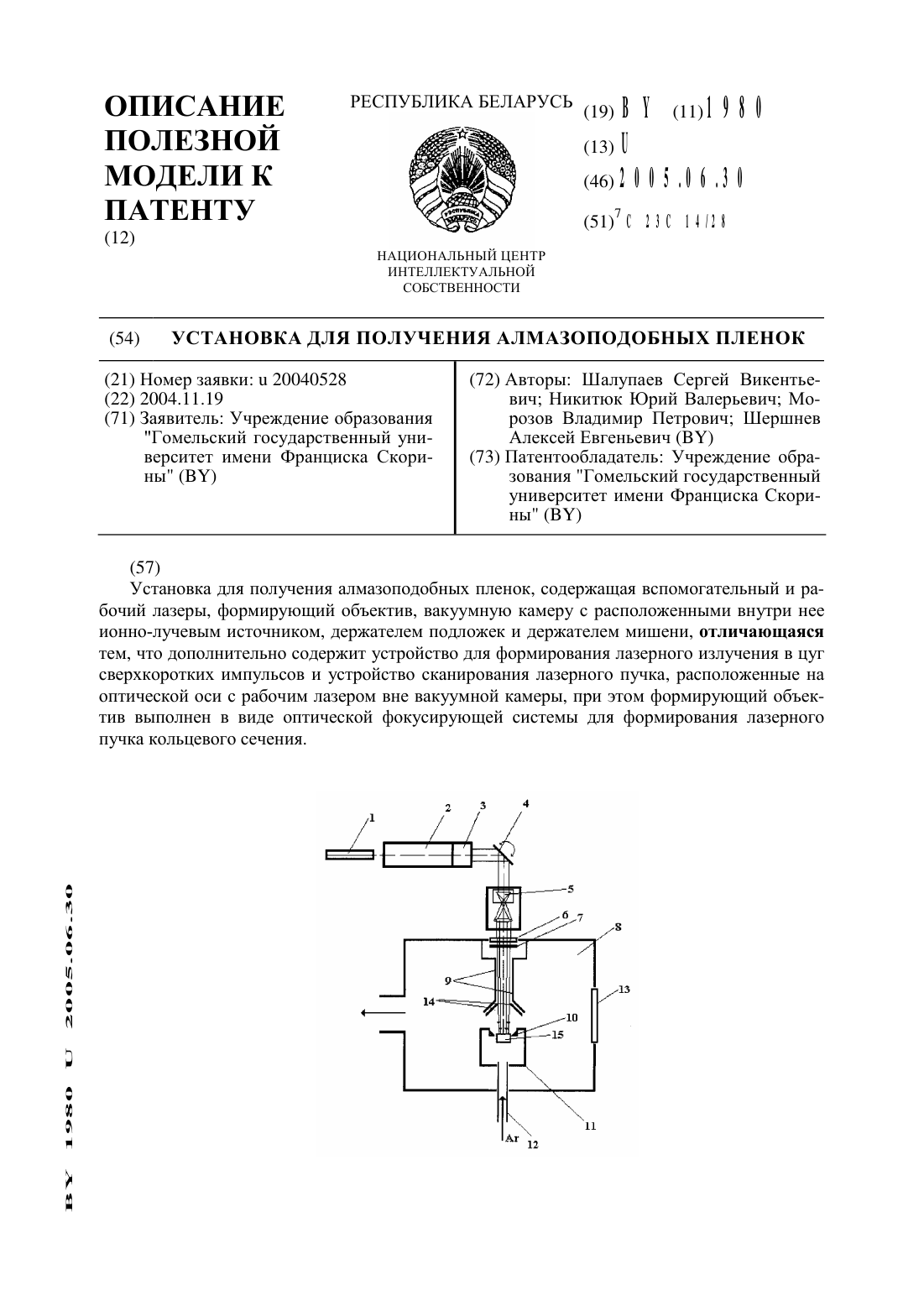
...временное распределение интенсивности в пичках импульсов, что способствует повышению однородности состава плазмы эрозионного факела и приводит к значительному уменьшению попадания крупных осколков материала мишени на подложку. Выполнение формирующего объектива в виде оптической системы для формирования лазерного пучка в пучок кольцевого сечения приводит к существенному увеличению как телесного угла разлета продуктов испарения, так и вь 1...
Устройство для обработки деталей со сферическими поверхностями
Номер патента: 4841
Опубликовано: 30.12.2002
Авторы: Федорцев Валерий Александрович, Федорцев Ростислав Валерьевич, Козерук Альбин Степанович
МПК: B24B 13/00
Метки: устройство, обработки, деталей, сферическими, поверхностями
Текст:
...в виде жесткой опорной планки с остроугольными направляющими для подвижных салазок, несущих поворотный вал с держателем. Существенным отличием предлагаемого технического решения является то, что держатель обрабатываемой детали выполнен в виде опорного кольца с подшипниками качения, позволяющего обрабатываемому изделию совершать дополнительное вращательное движение вокруг собственной оси симметрии. Кроме того, установка держателя...
Предыдущий патент: Комбинированная теплоизоляционная конструкция для трубопровода (варианты)
Следующий патент: Сборный каркасный газогенераторный теплоагрегат
Случайный патент: Система магнитно-абразивной обработки поверхностей немагнитных труб