Система магнитно-абразивной обработки поверхностей немагнитных труб
Номер патента: U 8667
Опубликовано: 30.10.2012
Авторы: Пасевич Петр Иванович, Хомич Николай Степанович, Хамутовский Александр Николаевич, Корогода Олег Петрович, Иванова Светлана Владимировна, Глаговский Эдуард Михайлович
Текст
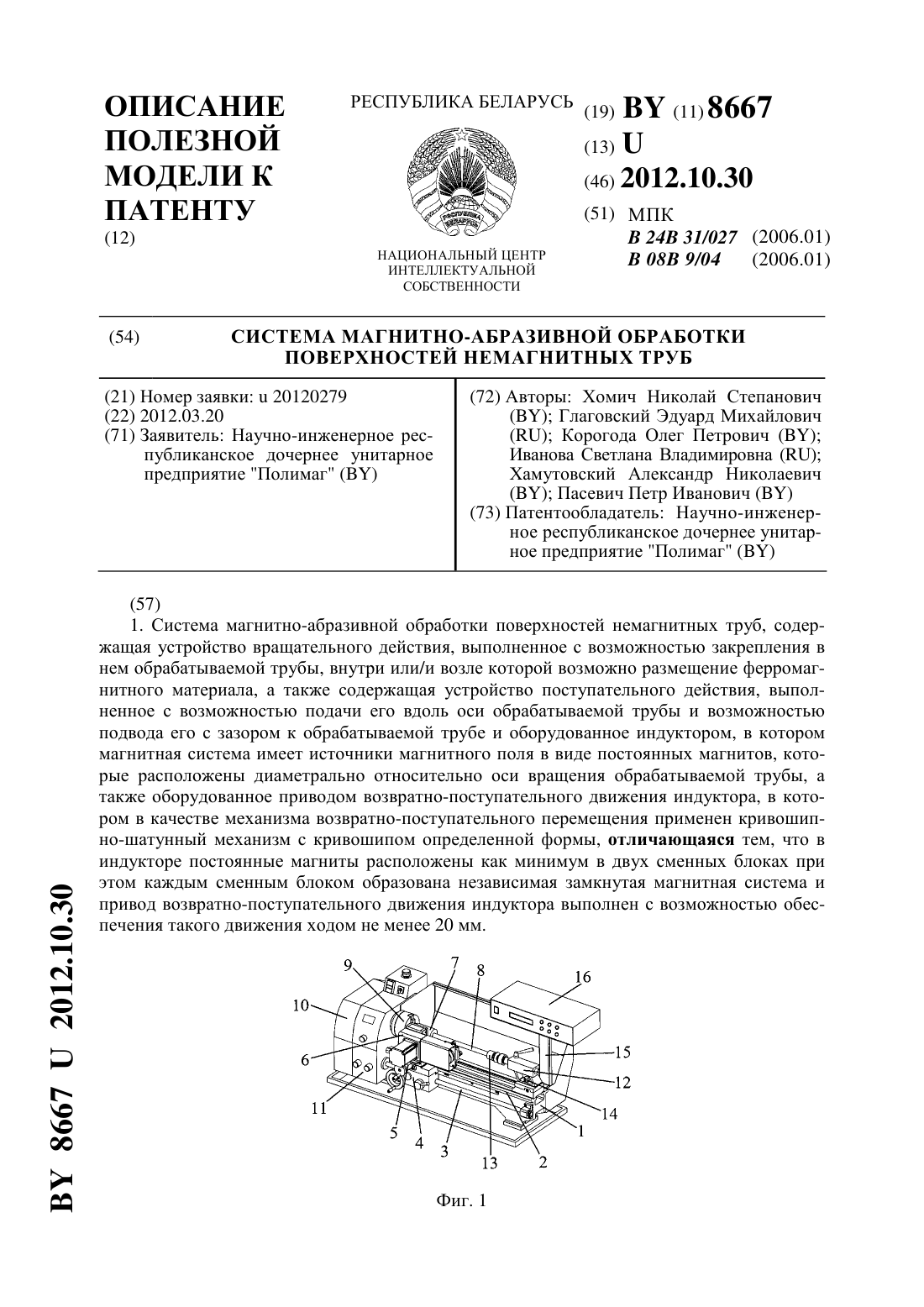
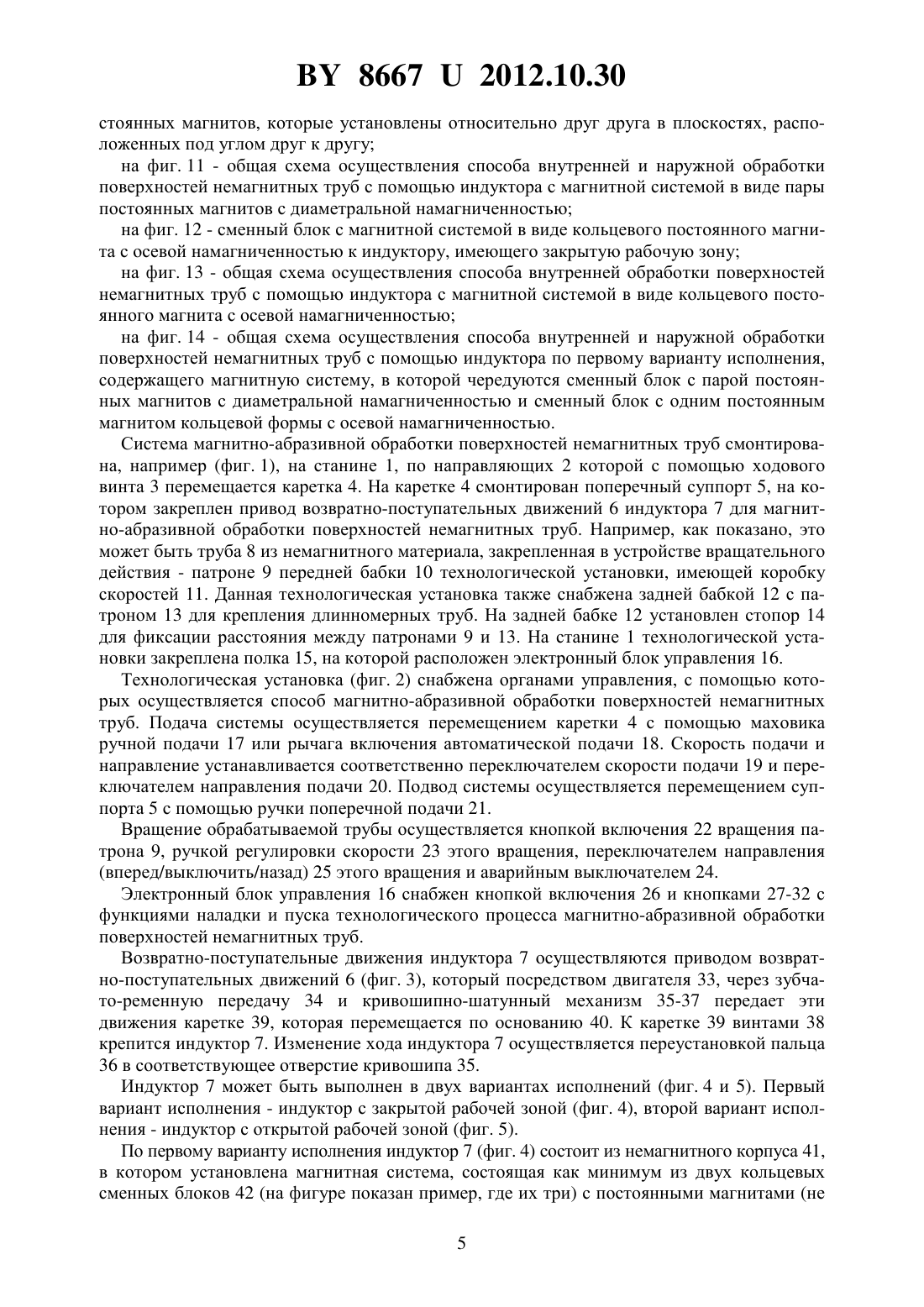
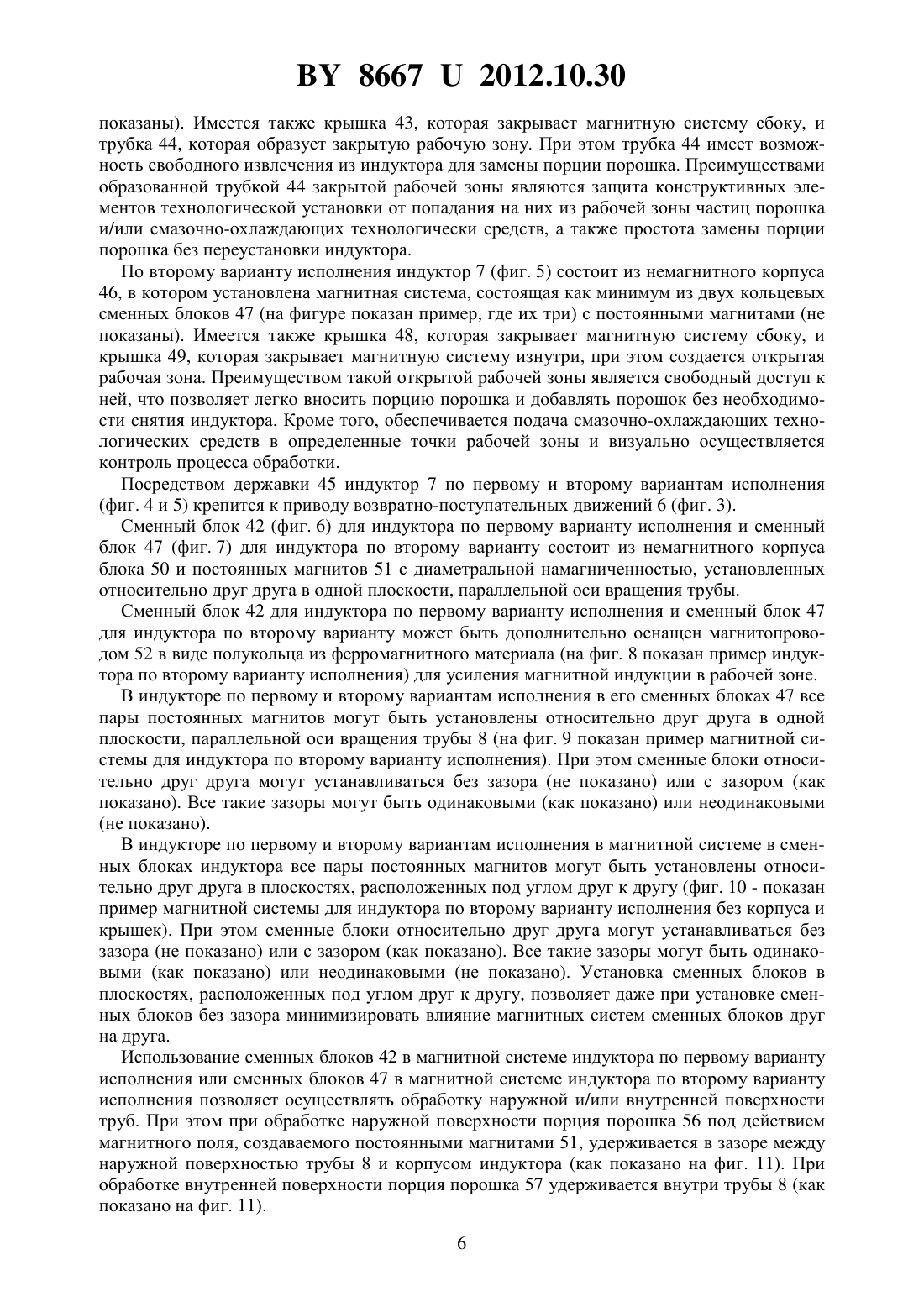
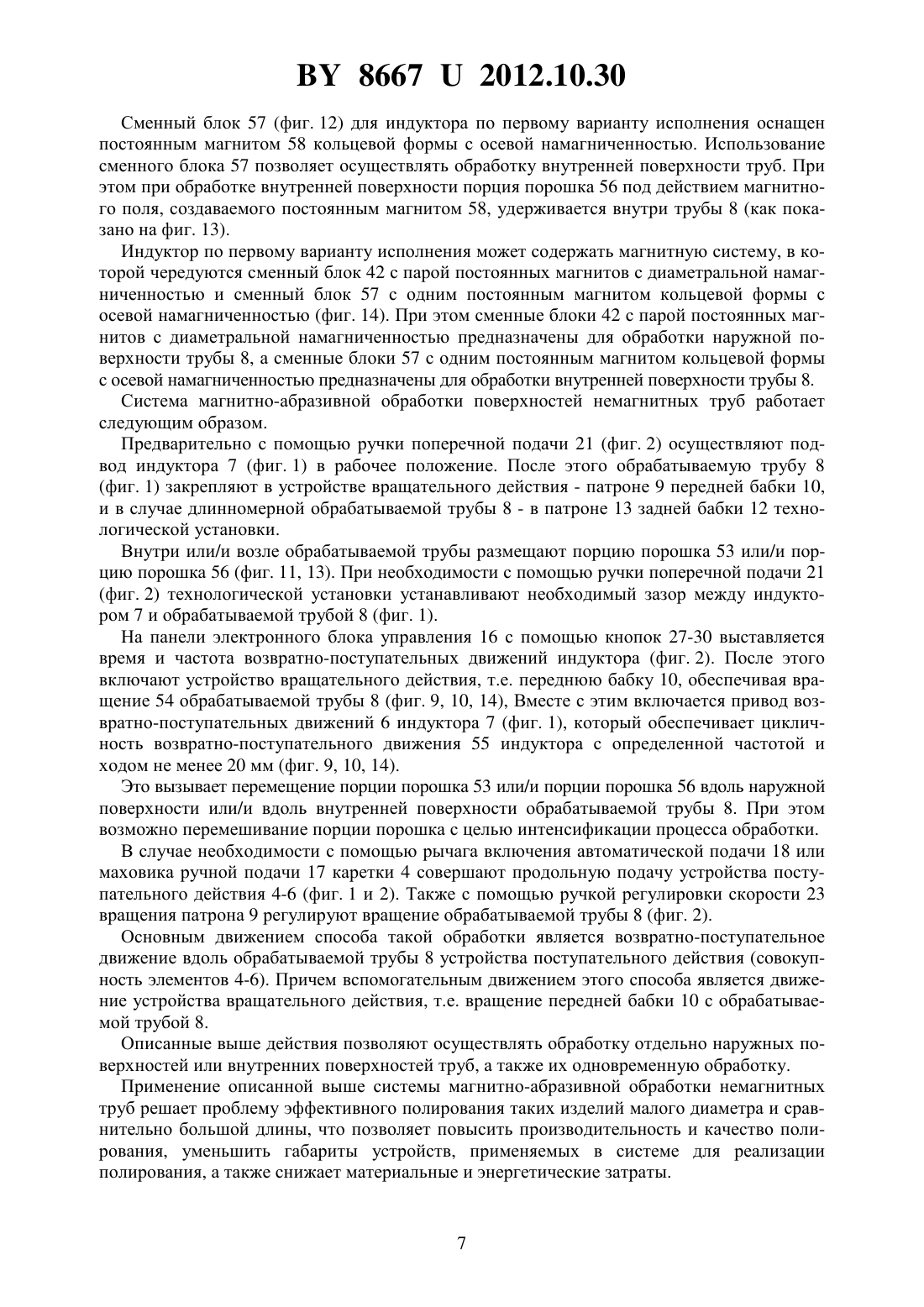
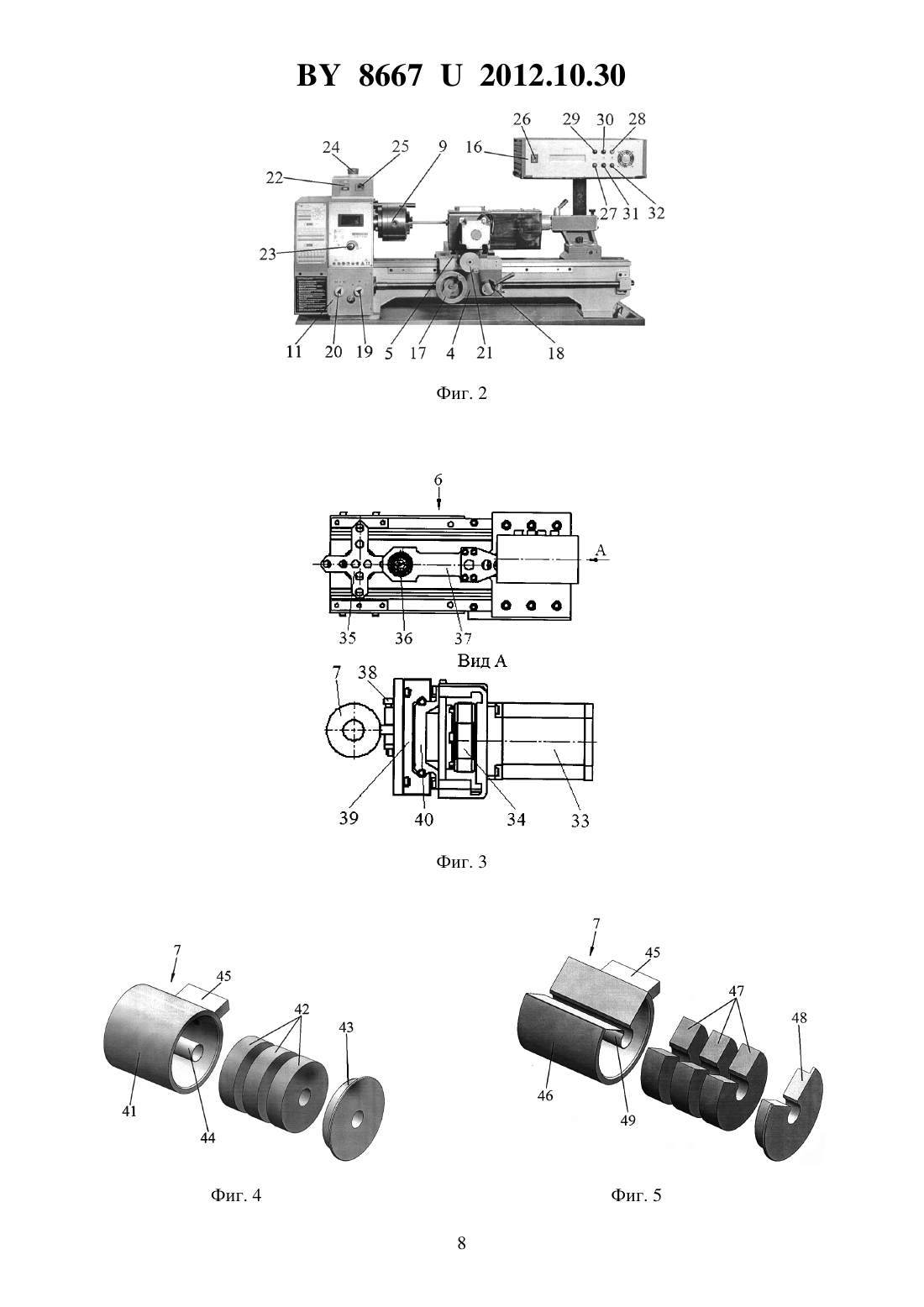
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СИСТЕМА МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ НЕМАГНИТНЫХ ТРУБ(71) Заявитель Научно-инженерное республиканское дочернее унитарное предприятие Полимаг(72) Авторы Хомич Николай Степанович Корогода Олег ПетровичИванова Светлана ВладимировнаХамутовский Александр Николаевич Пасевич Петр Иванович(73) Патентообладатель Научно-инженерное республиканское дочернее унитарное предприятие Полимаг(57) 1. Система магнитно-абразивной обработки поверхностей немагнитных труб, содержащая устройство вращательного действия, выполненное с возможностью закрепления в нем обрабатываемой трубы, внутри или/и возле которой возможно размещение ферромагнитного материала, а также содержащая устройство поступательного действия, выполненное с возможностью подачи его вдоль оси обрабатываемой трубы и возможностью подвода его с зазором к обрабатываемой трубе и оборудованное индуктором, в котором магнитная система имеет источники магнитного поля в виде постоянных магнитов, которые расположены диаметрально относительно оси вращения обрабатываемой трубы, а также оборудованное приводом возвратно-поступательного движения индуктора, в котором в качестве механизма возвратно-поступательного перемещения применен кривошипно-шатунный механизм с кривошипом определенной формы, отличающаяся тем, что в индукторе постоянные магниты расположены как минимум в двух сменных блоках при этом каждым сменным блоком образована независимая замкнутая магнитная система и привод возвратно-поступательного движения индуктора выполнен с возможностью обеспечения такого движения ходом не менее 20 мм. 86672012.10.30 2. Система по п. 1, отличающаяся тем, что применена крестообразная форма кривошипа, в котором выполнены отверстия для крепления шатуна с помощью пальца, с возможностью избирательной установки пальца в эти отверстия для изменения хода перемещения индуктора. 3. Система по п. 1, отличающаяся тем, что индуктор выполнен с закрытой рабочей зоной. 4. Система по п. 1, отличающаяся тем, что индуктор выполнен с открытой рабочей зоной. 5. Система по п. 1, отличающаяся тем, что независимая замкнутая магнитная система сменного блока индуктора выполнена в виде пары постоянных магнитов с диаметральной намагниченностью, которые установлены разноименными полюсами, расположенными в одной плоскости, параллельной оси вращения трубы. 6. Система по п. 5, отличающаяся тем, что в сменном блоке индуктора между парой постоянных магнитов установлен магнитопровод в виде полукольца из ферромагнитного материала. 7. Система по любому из пп. 5, 6, отличающаяся тем, что в сменных блоках индуктора все пары постоянных магнитов установлены относительно друг друга в одной плоскости, параллельной оси вращения трубы. 8. Система по любому из пп. 5, 6, отличающаяся тем, что в сменных блоках индуктора пары постоянных магнитов установлены относительно друг друга в плоскостях, расположенных под углом друг к другу. 9. Система по п. 3, отличающаяся тем, что в сменном блоке индуктора применен один постоянный магнит кольцевой формы с осевой намагниченностью. 10. Система по п. 1, отличающаяся тем, что в индукторе применено чередование сменного блока, содержащего пару постоянных магнитов с диаметральной намагниченностью, и сменного блока, содержащего постоянный магнит кольцевой формы с осевой намагниченностью. 11. Система по п. 1, отличающаяся тем, что в индукторе сменные блоки относительно друг друга установлены без зазора. 12. Система по п. 1, отличающаяся тем, что в индукторе сменные блоки относительно друг друга установлены с зазором. 13. Система по п. 12, отличающаяся тем, что зазоры одинаковые. 14. Система по п. 12, отличающаяся тем, что зазоры неодинаковые.(56) 1. - .-//. - 2003. - . 21. - . 91-97 (Рисунок 3). 2..,.//. - 2004. - . 28. - . 2. . 135-142 (прототип). Полезная модель относится к области чистовой обработки, а именно к обработке наружных и внутренних поверхностей длинномерных тонкостенных немагнитных труб различного диаметра ферромагнитными порошками в магнитном поле. Наибольшая эффективность от применения - для магнитно-абразивной обработки (полирования, модификации) наружных и внутренних поверхностей, в основном труб малого диаметра. Известна система обработки внутренних поверхностей немагнитных труб ферромагнитным порошком 1, содержащая электромагнитный индуктор постоянного тока и механизм осцилляции индуктора. 2 86672012.10.30 Недостатком аналога является использование в качестве источника магнитного поля электромагнитного индуктора. Использование электромагнитного индуктора повышает вероятность остановок процесса обработки в связи с выходом из строя электрических аппаратов или электрического пробоя намагничивающих катушек. Поэтому необходима тщательная герметизация индуктора от попадания внутрь смазочно-охлаждающих технологических средств, что усложняет технологию изготовления устройства в целом. Кроме того, из-за наличия намагничивающих катушек в таких индукторах они имеют сравнительно большие габаритные размеры и массу, что усложняет конструкцию устройства для обработки внутренних поверхностей. Известна более надежная и простая в исполнении система магнитно-абразивной обработки поверхностей немагнитных труб 2, принятая за прототип полезной модели. Такая система содержит устройство вращательного действия, выполненное с возможностью закрепления в нем обрабатываемой трубы, внутри или/и возле которой размещен ферромагнитный материал. В системе имеется также устройство поступательного действия,выполненное с возможностью подачи его вдоль оси обрабатываемой трубы и подвода его с зазором к обрабатываемой трубе, оборудованное приводом возвратно-поступательного перемещения индуктора, в котором в качестве механизма возвратно-поступательного перемещения используется кривошипно-шатунный механизм, и индуктором с постоянными магнитами, которые расположены диаметрально относительно оси вращения обрабатываемой трубы. Причем возвратно-поступательное перемещение индуктора представляет собой короткоходовые колебательные движения (осцилляция) ходом 5 мм, что позволяет перемешивать ферромагнитный порошок для повышения эффективности обработки. Недостатком прототипа 2, как и аналога 1 является неэффективность и даже, в некоторых случаях, невозможность обработки внутренней поверхности труб малого диаметра. Это связано с тем, что обработка поверхностей в основном обеспечивается вращательным движением обрабатываемой трубы, а короткий ход индуктора не осуществляет обработку,а обеспечивает только перемешивание ферромагнитного порошка. Задачей, решаемой полезной моделью, является достижение технического результата по повышению эффективности работы, упрощению конструкции и повышению универсальности системы магнитно-абразивной обработки поверхностей немагнитных труб за счет улучшения качества обработки наружных и внутренних поверхностей длинномерных тонкостенных немагнитных труб малого диаметра. Поставленная задача решается тем, что система магнитно-абразивной обработки поверхностей немагнитных труб, содержащая устройство вращательного действия, выполненное с возможностью закрепления в нем обрабатываемой трубы, внутри или/и возле которой размещен ферромагнитный материал, а также содержащая устройство поступательного действия, выполненное с возможностью подачи его вдоль оси обрабатываемой трубы и возможностью подвода его с зазором к обрабатываемой трубе и оборудованное индуктором, в котором магнитная система имеет источники магнитного поля в виде постоянных магнитов, которые расположены диаметрально относительно оси вращения обрабатываемой трубы, а также оборудованное приводом возвратно-поступательного движения индуктора, в котором в качестве механизма возвратно-поступательного перемещения применен кривошипно-шатунный механизм с кривошипом определенной формы, имеет отличительные признаки 1) в индукторе постоянные магниты расположены как минимум в двух сменных блоках, при этом каждым сменным блоком образована независимая замкнутая магнитная система 2) привод возвратно-поступательного движения индуктора выполнен с возможностью обеспечения такого движения ходом не менее 20 мм. Первый отличительный признак направлен на повышение эффективности обработки поверхностей за счет возможности изменения длины рабочей зоны индуктора, в отличие от прототипа 2, в котором индуктор имеет постоянную длину рабочей зоны, при этом 3 86672012.10.30 повышается универсальность и гибкость индуктора за счет возможности переустановки сменных блоков. Второй отличительный признак направлен на обеспечение возвратно-поступательных движений индуктора, при этом происходит перемещение ферромагнитного порошка, что обеспечивает главное движение резания при обработке с помощью такой системы. Это повысит эффективность действия системы магнитно-абразивной обработки поверхностей немагнитных труб, повысив, в сравнении с прототипом 2, универсальность своего применения для труб малого диаметра. Целесообразными вариантами выполнения полезной модели являются нижеследующие применена крестообразная форма кривошипа, в котором выполнены отверстия для крепления шатуна с помощью пальца, с возможностью избирательной установки пальца в эти отверстия для изменения хода перемещения индуктора индуктор выполнен с закрытой рабочей зоной индуктор выполнен с открытой рабочей зоной независимая замкнутая магнитная система сменного блока индуктора выполнена в виде пары постоянных магнитов с диаметральной намагниченностью, которые установлены разноименными полюсами, расположенными в одной плоскости, параллельной оси вращения трубы в сменном блоке индуктора между парой постоянных магнитов установлен магнитопровод в виде полукольца из ферромагнитного материала в сменных блоках индуктора все пары постоянных магнитов установлены относительно друг друга в одной плоскости, параллельной оси вращения трубы в сменных блоках индуктора пары постоянных магнитов установлены относительно друг друга в плоскостях, расположенных под углом друг к другу в сменном блоке индуктора применен один постоянный магнит кольцевой формы с осевой намагниченностью в индукторе применено чередование сменного блока, содержащего пару постоянных магнитов с диаметральной намагниченностью, и сменного блока, содержащего постоянный магнит кольцевой формы с осевой намагниченностью в индукторе сменные блоки относительно друг друга устанавливаются без зазора или с зазором, при этом такие зазоры могут быть одинаковыми или неодинаковыми. Полезная модель поясняется иллюстрациями, где на фиг. 1 показан пример технологической установки для осуществления способа обработки поверхностей немагнитных труб на фиг. 2 - органы управления технологической установкой на фиг. 3 - общий вид привода возвратно-поступательных движений индуктора для обработки поверхностей немагнитных труб на фиг. 4 - индуктор такой системы с закрытой рабочей зоной на фиг. 5 - индуктор такой системы с открытой рабочей зоной на фиг. 6 - сменный блок с магнитной системой в виде пары постоянных магнитов с диаметральной намагниченностью к индуктору с закрытой рабочей зоной на фиг. 7 - сменный блок с магнитной системой в виде пары постоянных магнитов с диаметральной намагниченностью к индуктору с открытой рабочей зоной на фиг. 8 - сменный блок с магнитной системой в виде пары постоянных магнитов с диаметральной намагниченностью и магнитопроводом к индуктору с открытой рабочей зоной на фиг. 9 - способ обработки поверхностей труб с помощью индуктора с открытой рабочей зоной, имеющего магнитную систему, состоящей из сменных блоков с парами постоянных магнитов, которые установлены относительно друг друга в одной плоскости,параллельной оси вращения трубы на фиг. 10 - способ обработки поверхностей труб с помощью индуктора с открытой рабочей зоной, имеющего магнитную систему, состоящей из сменных блоков с парами по 4 86672012.10.30 стоянных магнитов, которые установлены относительно друг друга в плоскостях, расположенных под углом друг к другу на фиг. 11 - общая схема осуществления способа внутренней и наружной обработки поверхностей немагнитных труб с помощью индуктора с магнитной системой в виде пары постоянных магнитов с диаметральной намагниченностью на фиг. 12 - сменный блок с магнитной системой в виде кольцевого постоянного магнита с осевой намагниченностью к индуктору, имеющего закрытую рабочую зону на фиг. 13 - общая схема осуществления способа внутренней обработки поверхностей немагнитных труб с помощью индуктора с магнитной системой в виде кольцевого постоянного магнита с осевой намагниченностью на фиг. 14 - общая схема осуществления способа внутренней и наружной обработки поверхностей немагнитных труб с помощью индуктора по первому варианту исполнения,содержащего магнитную систему, в которой чередуются сменный блок с парой постоянных магнитов с диаметральной намагниченностью и сменный блок с одним постоянным магнитом кольцевой формы с осевой намагниченностью. Система магнитно-абразивной обработки поверхностей немагнитных труб смонтирована, например (фиг. 1), на станине 1, по направляющих 2 которой с помощью ходового винта 3 перемещается каретка 4. На каретке 4 смонтирован поперечный суппорт 5, на котором закреплен привод возвратно-поступательных движений 6 индуктора 7 для магнитно-абразивной обработки поверхностей немагнитных труб. Например, как показано, это может быть труба 8 из немагнитного материала, закрепленная в устройстве вращательного действия - патроне 9 передней бабки 10 технологической установки, имеющей коробку скоростей 11. Данная технологическая установка также снабжена задней бабкой 12 с патроном 13 для крепления длинномерных труб. На задней бабке 12 установлен стопор 14 для фиксации расстояния между патронами 9 и 13. На станине 1 технологической установки закреплена полка 15, на которой расположен электронный блок управления 16. Технологическая установка (фиг. 2) снабжена органами управления, с помощью которых осуществляется способ магнитно-абразивной обработки поверхностей немагнитных труб. Подача системы осуществляется перемещением каретки 4 с помощью маховика ручной подачи 17 или рычага включения автоматической подачи 18. Скорость подачи и направление устанавливается соответственно переключателем скорости подачи 19 и переключателем направления подачи 20. Подвод системы осуществляется перемещением суппорта 5 с помощью ручки поперечной подачи 21. Вращение обрабатываемой трубы осуществляется кнопкой включения 22 вращения патрона 9, ручкой регулировки скорости 23 этого вращения, переключателем направления(вперед/выключить/назад) 25 этого вращения и аварийным выключателем 24. Электронный блок управления 16 снабжен кнопкой включения 26 и кнопками 27-32 с функциями наладки и пуска технологического процесса магнитно-абразивной обработки поверхностей немагнитных труб. Возвратно-поступательные движения индуктора 7 осуществляются приводом возвратно-поступательных движений 6 (фиг. 3), который посредством двигателя 33, через зубчато-ременную передачу 34 и кривошипно-шатунный механизм 35-37 передает эти движения каретке 39, которая перемещается по основанию 40. К каретке 39 винтами 38 крепится индуктор 7. Изменение хода индуктора 7 осуществляется переустановкой пальца 36 в соответствующее отверстие кривошипа 35. Индуктор 7 может быть выполнен в двух вариантах исполнений (фиг. 4 и 5). Первый вариант исполнения - индуктор с закрытой рабочей зоной (фиг. 4), второй вариант исполнения - индуктор с открытой рабочей зоной (фиг. 5). По первому варианту исполнения индуктор 7 (фиг. 4) состоит из немагнитного корпуса 41,в котором установлена магнитная система, состоящая как минимум из двух кольцевых сменных блоков 42 (на фигуре показан пример, где их три) с постоянными магнитами (не 5 86672012.10.30 показаны). Имеется также крышка 43, которая закрывает магнитную систему сбоку, и трубка 44, которая образует закрытую рабочую зону. При этом трубка 44 имеет возможность свободного извлечения из индуктора для замены порции порошка. Преимуществами образованной трубкой 44 закрытой рабочей зоны являются защита конструктивных элементов технологической установки от попадания на них из рабочей зоны частиц порошка и/или смазочно-охлаждающих технологически средств, а также простота замены порции порошка без переустановки индуктора. По второму варианту исполнения индуктор 7 (фиг. 5) состоит из немагнитного корпуса 46, в котором установлена магнитная система, состоящая как минимум из двух кольцевых сменных блоков 47 (на фигуре показан пример, где их три) с постоянными магнитами (не показаны). Имеется также крышка 48, которая закрывает магнитную систему сбоку, и крышка 49, которая закрывает магнитную систему изнутри, при этом создается открытая рабочая зона. Преимуществом такой открытой рабочей зоны является свободный доступ к ней, что позволяет легко вносить порцию порошка и добавлять порошок без необходимости снятия индуктора. Кроме того, обеспечивается подача смазочно-охлаждающих технологических средств в определенные точки рабочей зоны и визуально осуществляется контроль процесса обработки. Посредством державки 45 индуктор 7 по первому и второму вариантам исполнения(фиг. 4 и 5) крепится к приводу возвратно-поступательных движений 6 (фиг. 3). Сменный блок 42 (фиг. 6) для индуктора по первому варианту исполнения и сменный блок 47 (фиг. 7) для индуктора по второму варианту состоит из немагнитного корпуса блока 50 и постоянных магнитов 51 с диаметральной намагниченностью, установленных относительно друг друга в одной плоскости, параллельной оси вращения трубы. Сменный блок 42 для индуктора по первому варианту исполнения и сменный блок 47 для индуктора по второму варианту может быть дополнительно оснащен магнитопроводом 52 в виде полукольца из ферромагнитного материала (на фиг. 8 показан пример индуктора по второму варианту исполнения) для усиления магнитной индукции в рабочей зоне. В индукторе по первому и второму вариантам исполнения в его сменных блоках 47 все пары постоянных магнитов могут быть установлены относительно друг друга в одной плоскости, параллельной оси вращения трубы 8 (на фиг. 9 показан пример магнитной системы для индуктора по второму варианту исполнения). При этом сменные блоки относительно друг друга могут устанавливаться без зазора (не показано) или с зазором (как показано). Все такие зазоры могут быть одинаковыми (как показано) или неодинаковыми(не показано). В индукторе по первому и второму вариантам исполнения в магнитной системе в сменных блоках индуктора все пары постоянных магнитов могут быть установлены относительно друг друга в плоскостях, расположенных под углом друг к другу (фиг. 10 - показан пример магнитной системы для индуктора по второму варианту исполнения без корпуса и крышек). При этом сменные блоки относительно друг друга могут устанавливаться без зазора (не показано) или с зазором (как показано). Все такие зазоры могут быть одинаковыми (как показано) или неодинаковыми (не показано). Установка сменных блоков в плоскостях, расположенных под углом друг к другу, позволяет даже при установке сменных блоков без зазора минимизировать влияние магнитных систем сменных блоков друг на друга. Использование сменных блоков 42 в магнитной системе индуктора по первому варианту исполнения или сменных блоков 47 в магнитной системе индуктора по второму варианту исполнения позволяет осуществлять обработку наружной и/или внутренней поверхности труб. При этом при обработке наружной поверхности порция порошка 56 под действием магнитного поля, создаваемого постоянными магнитами 51, удерживается в зазоре между наружной поверхностью трубы 8 и корпусом индуктора (как показано на фиг. 11). При обработке внутренней поверхности порция порошка 57 удерживается внутри трубы 8 (как показано на фиг. 11). 6 86672012.10.30 Сменный блок 57 (фиг. 12) для индуктора по первому варианту исполнения оснащен постоянным магнитом 58 кольцевой формы с осевой намагниченностью. Использование сменного блока 57 позволяет осуществлять обработку внутренней поверхности труб. При этом при обработке внутренней поверхности порция порошка 56 под действием магнитного поля, создаваемого постоянным магнитом 58, удерживается внутри трубы 8 (как показано на фиг. 13). Индуктор по первому варианту исполнения может содержать магнитную систему, в которой чередуются сменный блок 42 с парой постоянных магнитов с диаметральной намагниченностью и сменный блок 57 с одним постоянным магнитом кольцевой формы с осевой намагниченностью (фиг. 14). При этом сменные блоки 42 с парой постоянных магнитов с диаметральной намагниченностью предназначены для обработки наружной поверхности трубы 8, а сменные блоки 57 с одним постоянным магнитом кольцевой формы с осевой намагниченностью предназначены для обработки внутренней поверхности трубы 8. Система магнитно-абразивной обработки поверхностей немагнитных труб работает следующим образом. Предварительно с помощью ручки поперечной подачи 21 (фиг. 2) осуществляют подвод индуктора 7 (фиг. 1) в рабочее положение. После этого обрабатываемую трубу 8(фиг. 1) закрепляют в устройстве вращательного действия - патроне 9 передней бабки 10,и в случае длинномерной обрабатываемой трубы 8 - в патроне 13 задней бабки 12 технологической установки. Внутри или/и возле обрабатываемой трубы размещают порцию порошка 53 или/и порцию порошка 56 (фиг. 11, 13). При необходимости с помощью ручки поперечной подачи 21(фиг. 2) технологической установки устанавливают необходимый зазор между индуктором 7 и обрабатываемой трубой 8 (фиг. 1). На панели электронного блока управления 16 с помощью кнопок 27-30 выставляется время и частота возвратно-поступательных движений индуктора (фиг. 2). После этого включают устройство вращательного действия, т.е. переднюю бабку 10, обеспечивая вращение 54 обрабатываемой трубы 8 (фиг. 9, 10, 14), Вместе с этим включается привод возвратно-поступательных движений 6 индуктора 7 (фиг. 1), который обеспечивает цикличность возвратно-поступательного движения 55 индуктора с определенной частотой и ходом не менее 20 мм (фиг. 9, 10, 14). Это вызывает перемещение порции порошка 53 или/и порции порошка 56 вдоль наружной поверхности или/и вдоль внутренней поверхности обрабатываемой трубы 8. При этом возможно перемешивание порции порошка с целью интенсификации процесса обработки. В случае необходимости с помощью рычага включения автоматической подачи 18 или маховика ручной подачи 17 каретки 4 совершают продольную подачу устройства поступательного действия 4-6 (фиг. 1 и 2). Также с помощью ручкой регулировки скорости 23 вращения патрона 9 регулируют вращение обрабатываемой трубы 8 (фиг. 2). Основным движением способа такой обработки является возвратно-поступательное движение вдоль обрабатываемой трубы 8 устройства поступательного действия (совокупность элементов 4-6). Причем вспомогательным движением этого способа является движение устройства вращательного действия, т.е. вращение передней бабки 10 с обрабатываемой трубой 8. Описанные выше действия позволяют осуществлять обработку отдельно наружных поверхностей или внутренних поверхностей труб, а также их одновременную обработку. Применение описанной выше системы магнитно-абразивной обработки немагнитных труб решает проблему эффективного полирования таких изделий малого диаметра и сравнительно большой длины, что позволяет повысить производительность и качество полирования, уменьшить габариты устройств, применяемых в системе для реализации полирования, а также снижает материальные и энергетические затраты. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 10
МПК / Метки
МПК: B08B 9/04, B24B 31/027
Метки: обработки, система, немагнитных, магнитно-абразивной, труб, поверхностей
Код ссылки
<a href="https://by.patents.su/10-u8667-sistema-magnitno-abrazivnojj-obrabotki-poverhnostejj-nemagnitnyh-trub.html" rel="bookmark" title="База патентов Беларуси">Система магнитно-абразивной обработки поверхностей немагнитных труб</a>
Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин

Номер патента: U 5020
Опубликовано: 28.02.2009
Авторы: Федорович Элла Николаевна, Лебедев Владимир Яковлевич, Бабич Виталий Евгеньевич
МПК: B24B 31/00
Метки: магнитно-абразивной, устройство, машин, деталей, цилиндрических, сложнопрофильных, обработки, поверхностей
Текст:
...относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: деталей, устройство, магнитно-абразивной, поверхностей, универсальное, поверхностью, сложнопрофильной, цилиндрических, обработки
Текст:
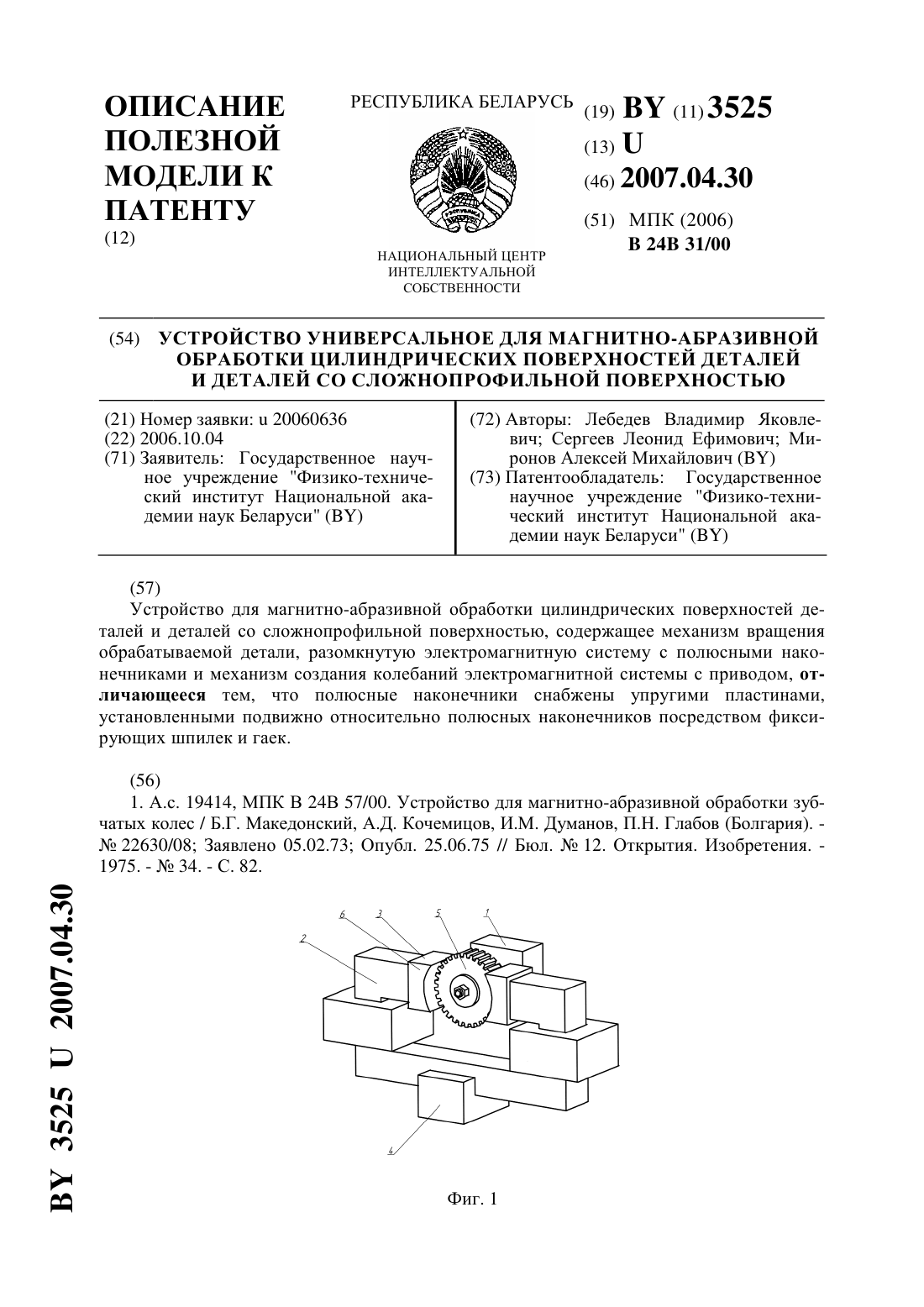
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Станок для двухсторонней магнитно-абразивной обработки сферических поверхностей

Номер патента: U 7933
Опубликовано: 28.02.2012
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Ворошухо Олег Николаевич, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: магнитно-абразивной, сферических, обработки, станок, поверхностей, двухсторонней
Текст:
...материала, например резины,магазины со сквозными отверстиями, имеющими оси, перпендикулярные плоскости симметрии ремня, проходящей через весь его контур с возможностью удержания в магазинах за счет упругих сил обрабатываемых деталей с двухсторонними сферическими поверхностями, причем расположенный между верхней и нижней частями ярма шкив является ведущим и закреплен на нажнем конце установленного на станине в подшипниках с возможностью...
Станок для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов
Номер патента: U 7473
Опубликовано: 30.08.2011
Авторы: Агейчик Валерий Александрович, Акулович Леонид Михайлович, Ермаков Николай Иванович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: бочкообразных, обработки, поверхностей, роликов, станок, рабочих, магнитно-абразивной
Текст:
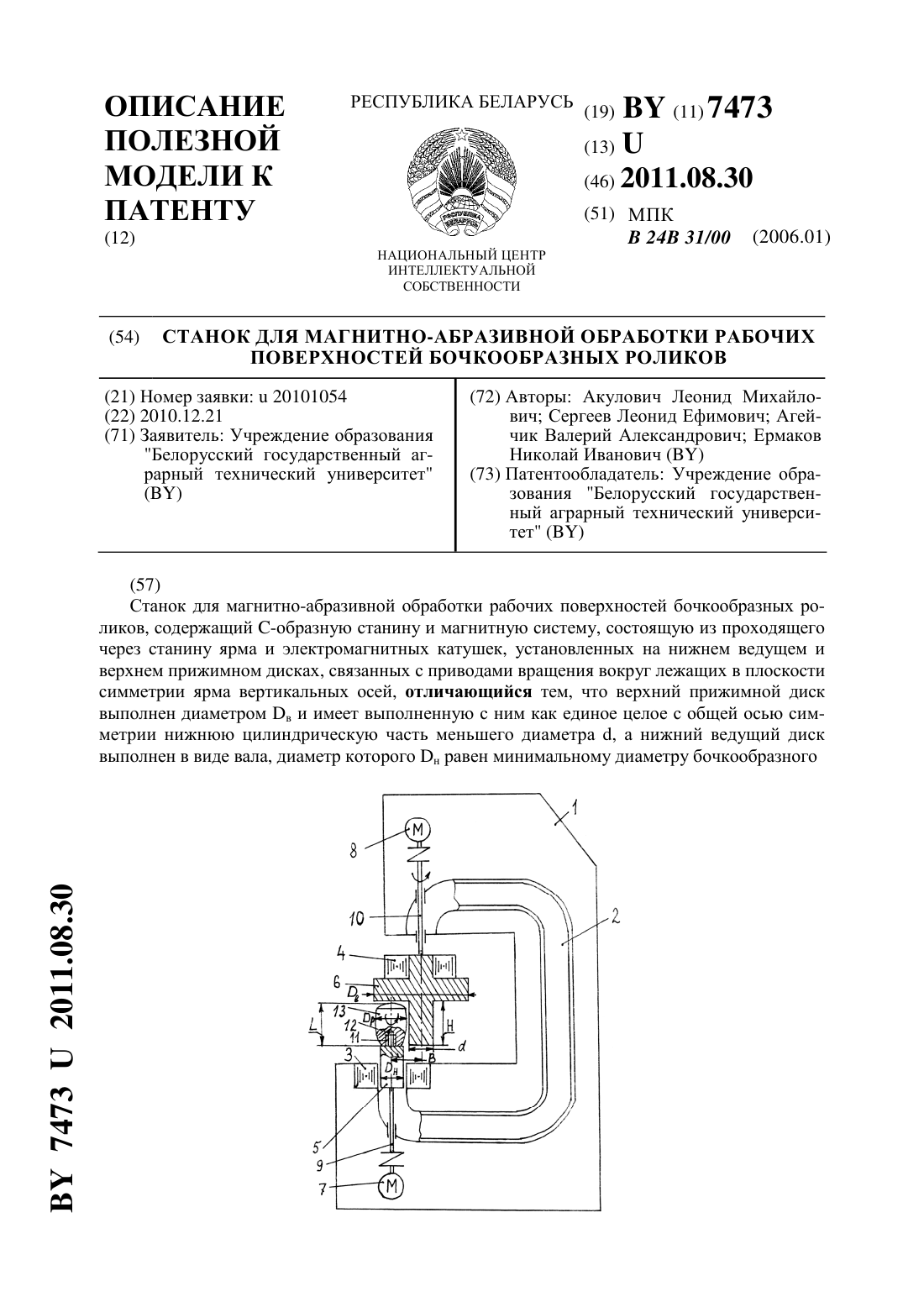
...и верхнем прижимном дисках, связанных с приводами вращения вокруг лежащих в плоскости симметрии ярма вертикальных осей, где верхний прижимной диск выполнен диаметром в и имеет выполненную с ним как единое целое с общей осью симметрии нижнюю цилиндрическую часть меньшего диаметра , а нижний ведущий диск выполнен в виде вала, диаметр которого н равен минимальному диаметру бочкообразного ролика, с жестко закрепленным сверху стержнем с их общей...
Станок для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов

Номер патента: U 8480
Опубликовано: 30.08.2012
Авторы: Ворошухо Олег Николаевич, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: станок, рабочих, магнитно-абразивной, роликов, бочкообразных, обработки, поверхностей
Текст:
...по оси симметрии со стороны меньшего основания установочного технологического отверстия с резьбой большим сферическим торцом вверх бочкообразный ролик с максимальным наружным диаметром р,причем общая ось симметрии и вращения нижнего ведущего диска в виде вала и бочкообразного ролика смещена в сторону, противоположную от сплошной вертикальной части ярма, на расстояние 2 мм(р) / 2, при этом высотанижней цилиндрической части меньшего...
Предыдущий патент: Расходомер
Следующий патент: Установка для ударно-центробежного дробления материалов
Случайный патент: Устройство для эндартериэктомии