Установка для обезводораживания деталей
Номер патента: U 790
Опубликовано: 30.03.2003
Авторы: Петрашенко Петр Дмитриевич, Тороп Василий Владимирович, Соловей Дмитрий Николаевич, Хило Петр Анатольевич, Злотников Александр Игоревич
Текст
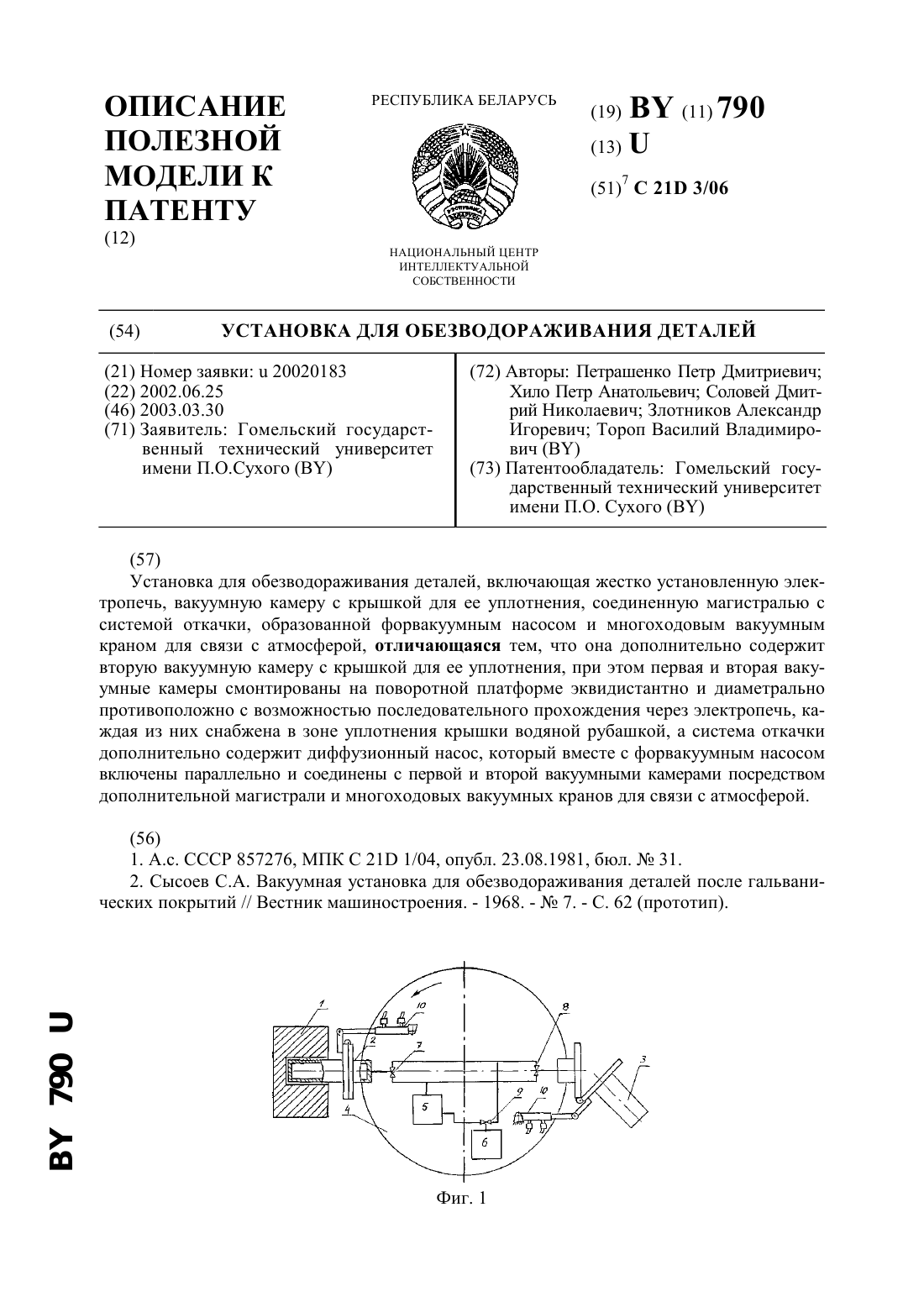
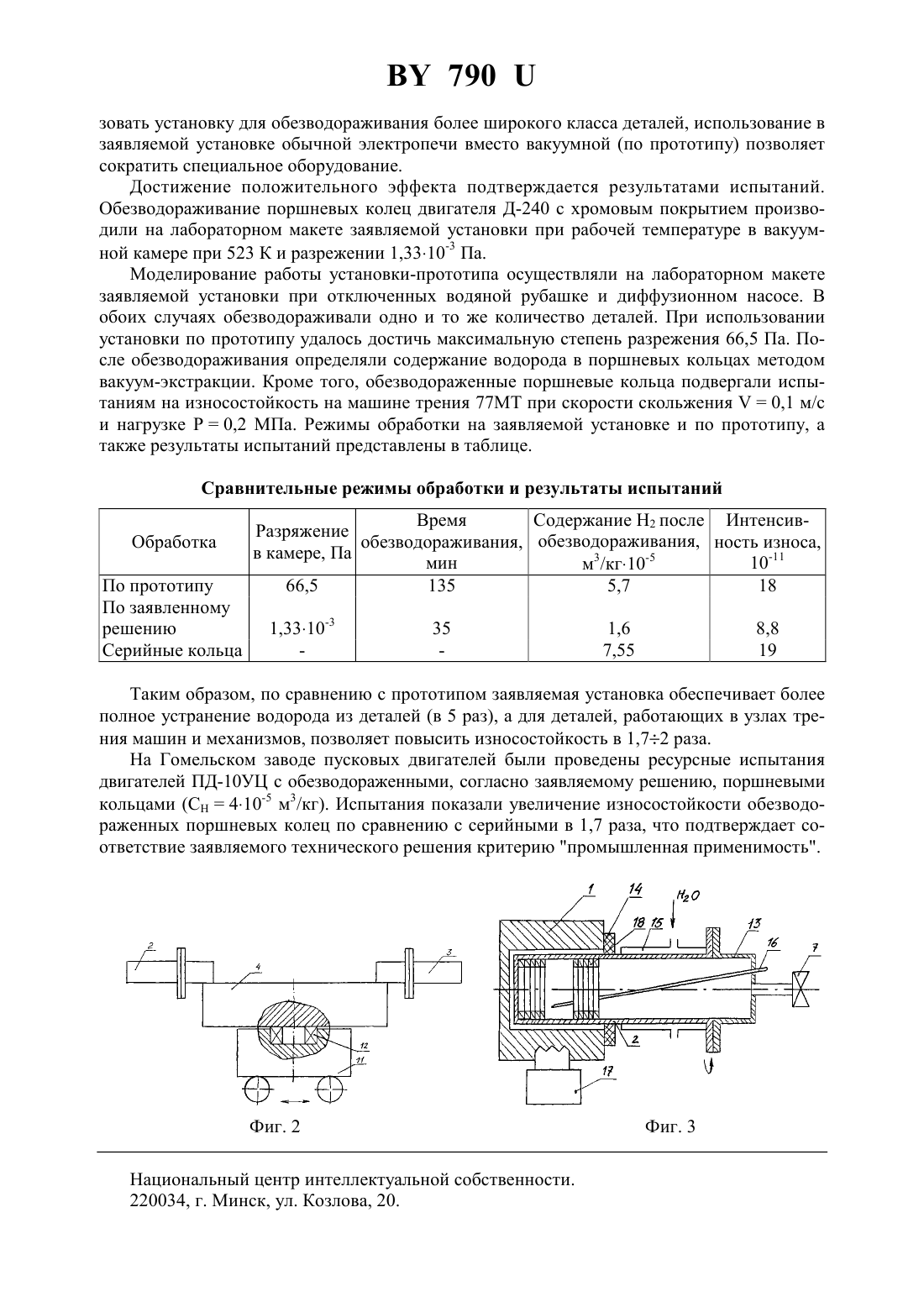
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ОБЕЗВОДОРАЖИВАНИЯ ДЕТАЛЕЙ(71) Заявитель Гомельский государственный технический университет имени П.О.Сухого(72) Авторы Петрашенко Петр Дмитриевич Хило Петр Анатольевич Соловей Дмитрий Николаевич Злотников Александр Игоревич Тороп Василий Владимирович(73) Патентообладатель Гомельский государственный технический университет имени П.О. Сухого(57) Установка для обезводораживания деталей, включающая жестко установленную электропечь, вакуумную камеру с крышкой для ее уплотнения, соединенную магистралью с системой откачки, образованной форвакуумным насосом и многоходовым вакуумным краном для связи с атмосферой, отличающаяся тем, что она дополнительно содержит вторую вакуумную камеру с крышкой для ее уплотнения, при этом первая и вторая вакуумные камеры смонтированы на поворотной платформе эквидистантно и диаметрально противоположно с возможностью последовательного прохождения через электропечь, каждая из них снабжена в зоне уплотнения крышки водяной рубашкой, а система откачки дополнительно содержит диффузионный насос, который вместе с форвакуумным насосом включены параллельно и соединены с первой и второй вакуумными камерами посредством дополнительной магистрали и многоходовых вакуумных кранов для связи с атмосферой.(56) 1. А.с. СССР 857276, МПК С 21 1/04, опубл. 23.08.1981, бюл.31. 2. Сысоев С.А. Вакуумная установка для обезводораживания деталей после гальванических покрытий // Вестник машиностроения. - 1968. -7. - С. 62 (прототип). 790 Полезная модель относится к области термической обработки металлов и сплавов для удаления водорода и может быть использована в машиностроении при обработке металлических деталей с покрытиями из металла или без них, например поршневых колец,шайб и т.п., включая детали, работающие в узлах трения машин и механизмов. Известно устройство для вакуумно-термической обработки стальных деталей, содержащее электропечь, внутри которой расположена вакуумная трубчатая камера с уплотнительным устройством, соединенная с вакуумной системой, включающая форвакуумный и диффузионный насосы 1. Недостатком устройства является недостаточно высокая производительность и повышенная энергоемкость, обусловленная необходимостью охлаждения вакуумной камеры при загрузке и выгрузке деталей. Наиболее близкой по технической сущности и достигаемому эффекту является установка для обезводораживания деталей после гальванических покрытий, включающая электропечь, установленную в ней вакуумную камеру с крышкой и уплотнительным устройством, соединенную магистралью с системой откачки и атмосферой многоходовым вакуумным краном 2. Недостатком данной установки является низкая производительность и недостаточно высокое качество обработки деталей. Низкое качество обусловлено тем, что вакуумная камера расположена внутри печи, при высокой температуре уплотнения не могут обеспечить достаточную степень герметизации для достижения высокого вакуума, а нагрев образцов в атмосфере и при низком вакууме приводит к дополнительному возникновению окисных пленок на поверхности деталей, препятствующих выходу водорода из деталей. Завышенная концентрация выделившихся газов в объеме при отключенном насосе и низком вакууме не обеспечивает необходимой степени удаления водорода из деталей, что также отрицательно сказывается на качестве изделий. Для удаления водорода в условиях низкого вакуума необходима длительная выдержка изделий, что уменьшает производительность, а также ограничивает область применения установки, поскольку длительное пребывание изделий в условиях высоких температур ведет к изменению механических свойств. Таким образом, известная установка не позволяет достичь одновременно необходимого качества и производительности. Основной задачей настоящей полезной модели является повышение производительности установки и качества обезводораживания обрабатываемых деталей. Поставленная задача решается тем, что известная установка для обезводораживания деталей, включающая жестко установленную электропечь, вакуумную камеру с крышкой для ее уплотнения, соединенную магистралью с системой откачки, образованной форвакуумным насосом и многоходовым вакуумным краном для связи с атмосферой, согласно полезной модели, дополнительно содержит вторую вакуумную камеру с крышкой для ее уплотнения, при этом первая и вторая вакуумные камеры смонтированы на поворотной платформе эквидистантно и диаметрально противоположно с возможностью последовательного прохождения через электропечь, каждая из них снабжена в зоне уплотнения крышки водяной рубашкой, а система откачки дополнительно содержит диффузионный насос, который вместе с форвакуумным насосом включен параллельно и соединены с первой и второй вакуумными камерами посредством дополнительной магистрали и многоходовых вакуумных кранов для связи с атмосферой. В отличие от прототипа заявляемая установка содержит ряд новых конструктивных элементов и новых признаков взаимосвязи и взаиморасположения элементов. Введение диффузионного насоса в систему откачки и охлаждение места уплотнения вакуумных камер водяными рубашками обеспечивает достижение достаточно высокого вакуума. Введение в конструкцию второй вакуумной камеры обеспечивает более полную загрузку вакуумной системы, многоходовые вакуумные краны обеспечивают повышенную работоспособность установки. Поворотная платформа создает возможность пооче 2 790 редного нагрева вакуумных камер при одновременной откачке. Размещение вакуумных камер и системы откачки эквидистантно и диаметрально противоположно позволяет реализовать необходимую степень надежности ее работы. Указанные конструктивные элементы, а также новые связи между ними в совокупности обеспечивают возможность ускоренного создания вакуума, нагрева, охлаждения и других операций (см. ниже), с помощью которых обеспечивается более высокая производительность и качество обработки поверхности детали. Таким образом, только полное сочетание отличительных признаков приводит к достижению сверхсуммарного положительного результата. На фиг. 1 изображен общий вид установки для обезводораживания деталей (вид сверху). Фиг. 2 иллюстрирует размещение вакуумных камер на поворотной платформе и принцип работы поворотной платформы (вид сбоку), на фиг. 3 изображено расположение и устройство вакуумной камеры в электропечи (в разрезе). Установка содержит (фиг. 1) электропечь 1, первую 2 и вторую 3 вакуумные камеры,стационарно установленные на поворотной платформе 4, вакуумную систему, состоящую из диффузионного 5 и форвакуумного 6 насосов, установленных на поворотной платформе 4. Выход вакуумной камеры 2 соединен многоходовым вакуумным краном 7 со входом диффузионного 5 и форвакуумного 6 насосов и атмосферой. Соответственно выход второй вакуумной камеры 3 соединен многоходовым вакуумным краном 8 со входом диффузионного 5 и форвакуумного 6 насосов и атмосферой, а выход диффузионного насоса с помощью многоходового вакуумного крана 9 соединен со входом форвакуумного насоса 6. Таким образом, вакуумные камеры 2, 3 соединены с диффузионным 5 и форвакуумным 6 насосами параллельно и в то же время соединены двумя ветвями магистрали вакуумной системы с многоходовыми вакуумными кранами 7 и 8 между собой. Кроме того, на поворотной платформе 4 размещены исполнительные механизмы 10 пневмосистемы (на фиг. 1 не показана), обеспечивающие герметизацию вакуумных камер 2, 3. Поворотная платформа 4 (фиг. 2) установлена на тележке 11 на упорном подшипнике 12. Тележка 11 установлена относительно оси электропечи(см. фиг. 1) с возможностью возвратно-поступательного перемещения. Поворот платформы 4 относительно своей оси осуществляется вручную либо с помощью специального механизма, установленного на тележке (на фиг. 2 не показаны). Вакуумные камеры 2 и 3 идентичны по конструкции и располагаются эквидистантно на диаметрально противоположных сторонах поворотной платформы 4. Вакуумная камера(например, 2), размещенная в электропечи 1, изображена на фиг. 3. Вакуумная камера 2 выполнена в виде тонкостенного стального цилиндра и снабжена крышкой 13 с уплотнениями (на фиг. 3 не изображены). Кроме того, вакуумная камера 2 снабжена теплоизолирующим экраном 14, а в области уплотнений (между экраном 14 и крышкой 13) - водяной рубашкой 15. Крышка 13 вакуумной камеры 2 соединена отрезком магистрали с многоходовым вакуумным краном 7. Внутри вакуумной камеры размещен термопреобразователь 16 для регистрации температур, а электропечь 1 снабжена терморегулятором 17. Позицией 18 условно обозначены обезводораживаемые детали. Водяная рубашка 15 подключается к системе охлаждения диффузионного насоса 5 (фиг. 1) и обеспечивает работоспособность уплотнения при повышенной температуре, многоходовые вакуумные краны 7, 8 обеспечивают соединение вакуумных камер 2,3 с ветвями магистрали вакуумной системы и с атмосферой. Установка работает следующим образом. Обезводораживаемые детали 18 загружают в рабочие части вакуумных камер 2, 3, а крышки 13 герметизируют с помощью исполнительных механизмов 10 пневмосистемы. В первоначальном положении вакуумные камеры 2, 3 ориентированы вдоль оси электропечи 1 и размещены вне ее, а вакуумные краны 7, 8 установлены в положение, обеспечивающее соединение форвакуумного насоса 6 с вакуумными камерами 2, 3, а кран 9 - в положении, обеспечивающем отключение диффузионного насоса 5 от вакуумных камер 2, 3 и форвакуумного насоса 6. 3 790 Включают форвакуумный насос 6 и откачивают воздух из вакуумных камер 2, 3 до разрежения 1,33 Па, одновременно включают электропечь 1 и ранее отвакуумированный насос 5. После достижения требуемого разрежения многоходовые вакуумные краны 7, 8, 9 переводят в положения, обеспечивающие соединение диффузионного насоса 5 с вакуумными камерами 2, 3 и форвакуумным насосом 6, и откачивают воздух до разрежения 1,3310-3 Па. При этом с помощью терморегулятора 17 устанавливают в электропечи 1 требуемую температуру обработки, например 473-523 К. При достижении требуемой степени высокого вакуума тележку 11 вместе с поворотной платформой 12 перемещают к электропечи 1 до соприкосновения теплоизоляционного экрана 14 с электропечью 1 и выдерживают в электропечи 1 при рабочей температуре. После окончания обезводораживания деталей в первой вакуумной камере 2 тележку 11 перемещают в первоначальное положение, затем осуществляют поворот платформы 4 на 180 и снова перемещают тележку 11 до соприкосновения теплоизоляционного экрана вакуумной камеры 3 с электропечью 1 и обезводораживают детали при рабочей температуре. Во время обезводораживания деталей в вакуумной камере 3 многоходовой вакуумный кран 7 переводят в положение отключения диффузионного насоса от вакуумной камеры 2, камеру выдерживают требуемое время до достижения необходимого охлаждения, контролируя температуру с помощью термопреобразователя 16. При достижении охлаждения многоходовой вакуумный кран 7 переводят в положение соединения вакуумной камеры 2 с атмосферой и с помощью исполнительного механизма 10 пневмосистемы открывают камеру 2 и извлекают обезводораженные детали. Загружают новую партию деталей в вакуумную камеру 2, герметизируют с помощью исполнительного механизма 10 пневмосистемы, а вакуумные многоходовые краны 7, 9 переводят в положение соединения форвакуумного насоса 6 с вакуумной камерой 2 (в это время диффузионный насос 5 откачивает из вакуумной камеры 3 на себя). При достижении разрежения 1,33 Па в вакуумной камере 2 вакуумный многоходовой кран 7 переводят в положение соединения диффузионного насоса с вакуумной камерой 2, а многоходовой вакуумный кран 9, в положение соединения форвакуумного насоса 6 с диффузионным 5. После обезводораживания деталей в вакуумной камере 3 тележку 11 возвращают в первоначальное положение, с помощью поворотной платформы 4, вакуумные камеры 3, 2 меняют местами. Снова вакуумную камеру 2 с помощью тележки 11 помещают в электропечь 1, а охлаждение, разгерметизацию, разгрузку, загрузку деталей, герметизацию, создание предварительного и высокого вакуума, обезводораживание в электропечи 1 осуществляют вышеописанном порядке. Таким образом, процесс обработки циклически повторяется. По сравнению с прототипом заявляемая установка обладает следующими преимуществами. В рабочем режиме заявляемая установка для обезводораживания деталей обеспечивает охлаждение, герметизацию, разгрузку, загрузку, разгерметизацию, создание предварительного и высокого вакуума в одной из камер при обезводораживании деталей в другой. За счет совмещения указанных операций увеличивается производительность. Кроме того,нагрев и выдержка деталей при рабочих температурах в условиях высокого вакуума обеспечивает более быструю и полную дегазацию водорода из деталей, что также повышает производительность за счет сокращения времени на обезводораживание. Нагрев, выдержка при рабочей температуре и частичное охлаждение деталей в условиях высокого вакуума позволяет достичь более полного устранения водорода, снизить остаточные напряжения и неравномерность физико-химических свойств приповерхностных слоев, получить менее окисную поверхность, уменьшает вероятность исходных очагов концентрации напряжений. Указанные причины ведут к улучшению качества обрабатываемых поверхностей, что, например, для поршневых колец, ведет к увеличению их износостойкости, а для других деталей - к улучшению их физико-механических свойств. Более ускоренная дегазация водорода и незначительное время нахождения деталей в зоне нагрева не приводит к структурно-фазовому изменению материала изделия, что позволяет исполь 4 790 зовать установку для обезводораживания более широкого класса деталей, использование в заявляемой установке обычной электропечи вместо вакуумной (по прототипу) позволяет сократить специальное оборудование. Достижение положительного эффекта подтверждается результатами испытаний. Обезводораживание поршневых колец двигателя Д-240 с хромовым покрытием производили на лабораторном макете заявляемой установки при рабочей температуре в вакуумной камере при 523 К и разрежении 1,3310-3 Па. Моделирование работы установки-прототипа осуществляли на лабораторном макете заявляемой установки при отключенных водяной рубашке и диффузионном насосе. В обоих случаях обезводораживали одно и то же количество деталей. При использовании установки по прототипу удалось достичь максимальную степень разрежения 66,5 Па. После обезводораживания определяли содержание водорода в поршневых кольцах методом вакуум-экстракции. Кроме того, обезводораженные поршневые кольца подвергали испытаниям на износостойкость на машине трения 77 МТ при скорости скольжения 0,1 м/с и нагрузке Р 0,2 МПа. Режимы обработки на заявляемой установке и по прототипу, а также результаты испытаний представлены в таблице. Сравнительные режимы обработки и результаты испытаний Обработка По прототипу По заявленному решению Серийные кольца Содержание Н 2 после ИнтенсивВремя Разряжение обезводораживания, обезводораживания, ность износа,в камере, Па мин 10-11 м 3/кг 10-5 66,5 135 5,7 18 1,3310-3 Таким образом, по сравнению с прототипом заявляемая установка обеспечивает более полное устранение водорода из деталей (в 5 раз), а для деталей, работающих в узлах трения машин и механизмов, позволяет повысить износостойкость в 1,72 раза. На Гомельском заводе пусковых двигателей были проведены ресурсные испытания двигателей ПД-10 УЦ с обезводораженными, согласно заявляемому решению, поршневыми кольцами (С 410-5 м 3/кг). Испытания показали увеличение износостойкости обезводораженных поршневых колец по сравнению с серийными в 1,7 раза, что подтверждает соответствие заявляемого технического решения критерию промышленная применимость. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C21D 3/06
Метки: установка, обезводораживания, деталей
Код ссылки
<a href="https://by.patents.su/5-u790-ustanovka-dlya-obezvodorazhivaniya-detalejj.html" rel="bookmark" title="База патентов Беларуси">Установка для обезводораживания деталей</a>
Дымоимитирующая установка “Туман”
Номер патента: U 490
Опубликовано: 30.03.2002
Авторы: Гусачек Александр Сергеевич, Яцукович Александр Геннадьевич
МПК: F41H 9/06
Метки: дымоимитирующая, туман, установка
Текст:
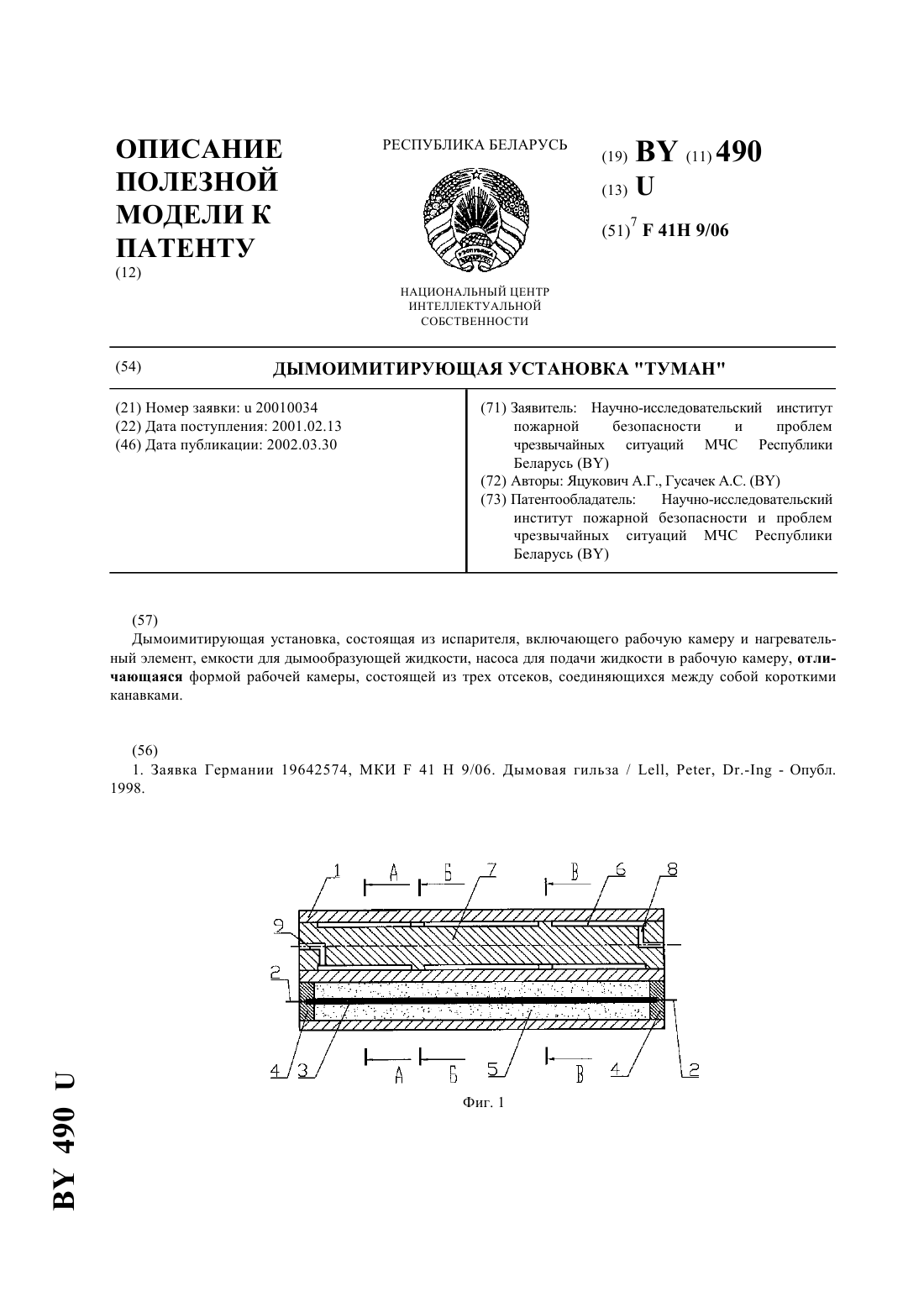
...засорения, а в случае закупорки велика вероятность проталкивания загрязнений наружу непосредственно давлением пара. Рабочая камера представлена как бы тремя отсеками, соединяющимися между собой короткими канавками. Предварительный нагрев происходит непосредственно в первом отсеке камеры. На фиг. 1 изображена форма рабочей камеры дымоимитирующей установки Туман на фиг. 2, 3, 4 - сечения рабочей камеры в разных плоскостях (А-А, Б-Б, В-В на...
Гидроабразивная установка
Номер патента: 2666
Опубликовано: 30.03.1999
Авторы: Мозжухин Михаил Александрович, Чувашенков Сергей Сергеевич, Афанасьев Николай Иванович
МПК: B24C 3/08
Метки: установка, гидроабразивная
Текст:
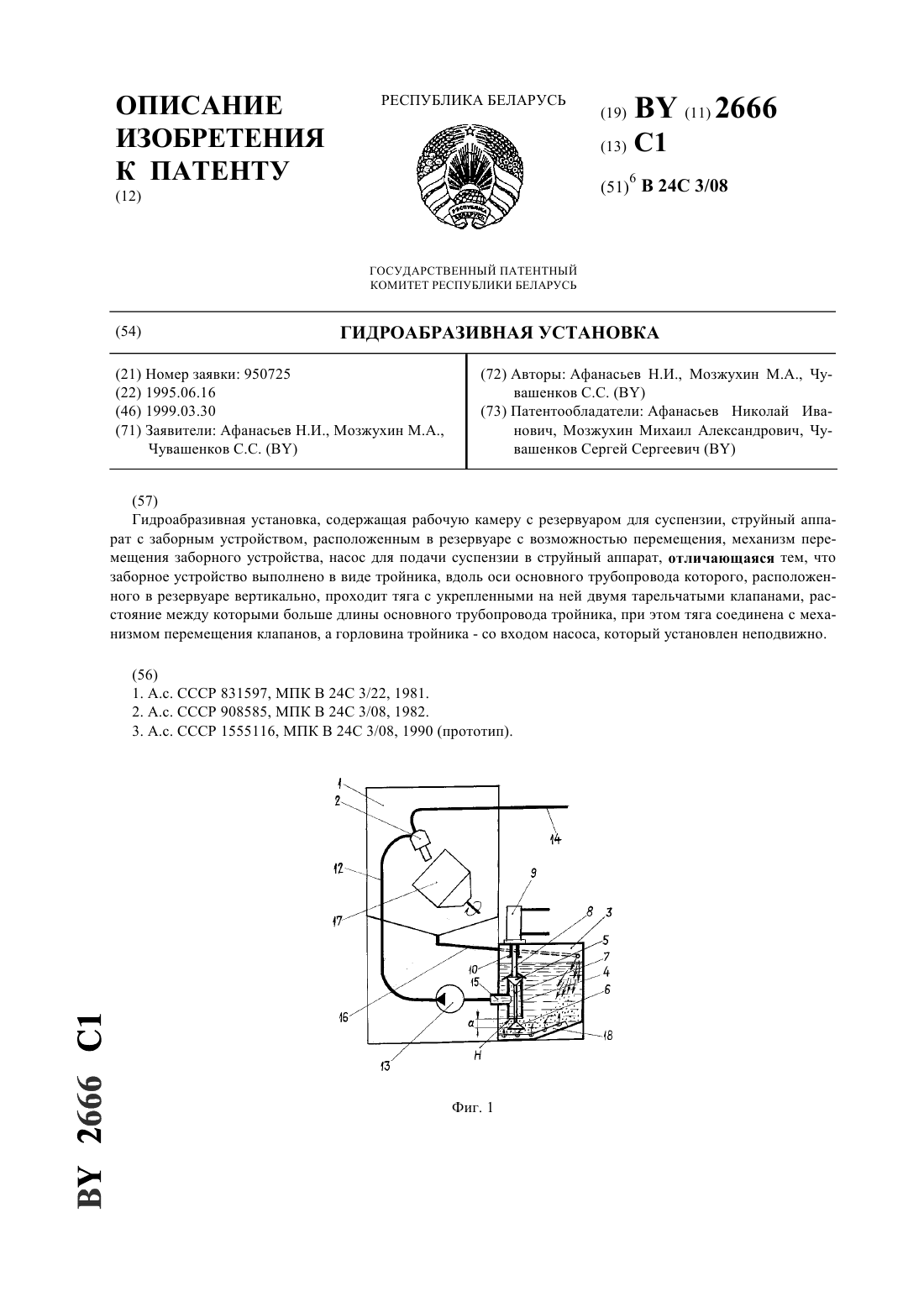
...техническое решение снабжено тройником, вдоль оси основного трубопровода которого, расположенного в резервуаре вертикально, проходит тяга с укреплнными на ней двумя тарелками, расстояние между которыми больше длины основного трубопровода тройника. При этом тяга соединена с механизмом перемещения тарелок, а горловина тройника - с входом насоса, который установлен неподвижно. (Понятие тройник, основной трубопровод и горловина известно в...
Установка для очистки сточных вод
Номер патента: U 613
Опубликовано: 30.09.2002
Авторы: Семижон Анатолий Владимирович, Денисов Аркадий Алексеевич
Метки: установка, вод, очистки, сточных
Текст:
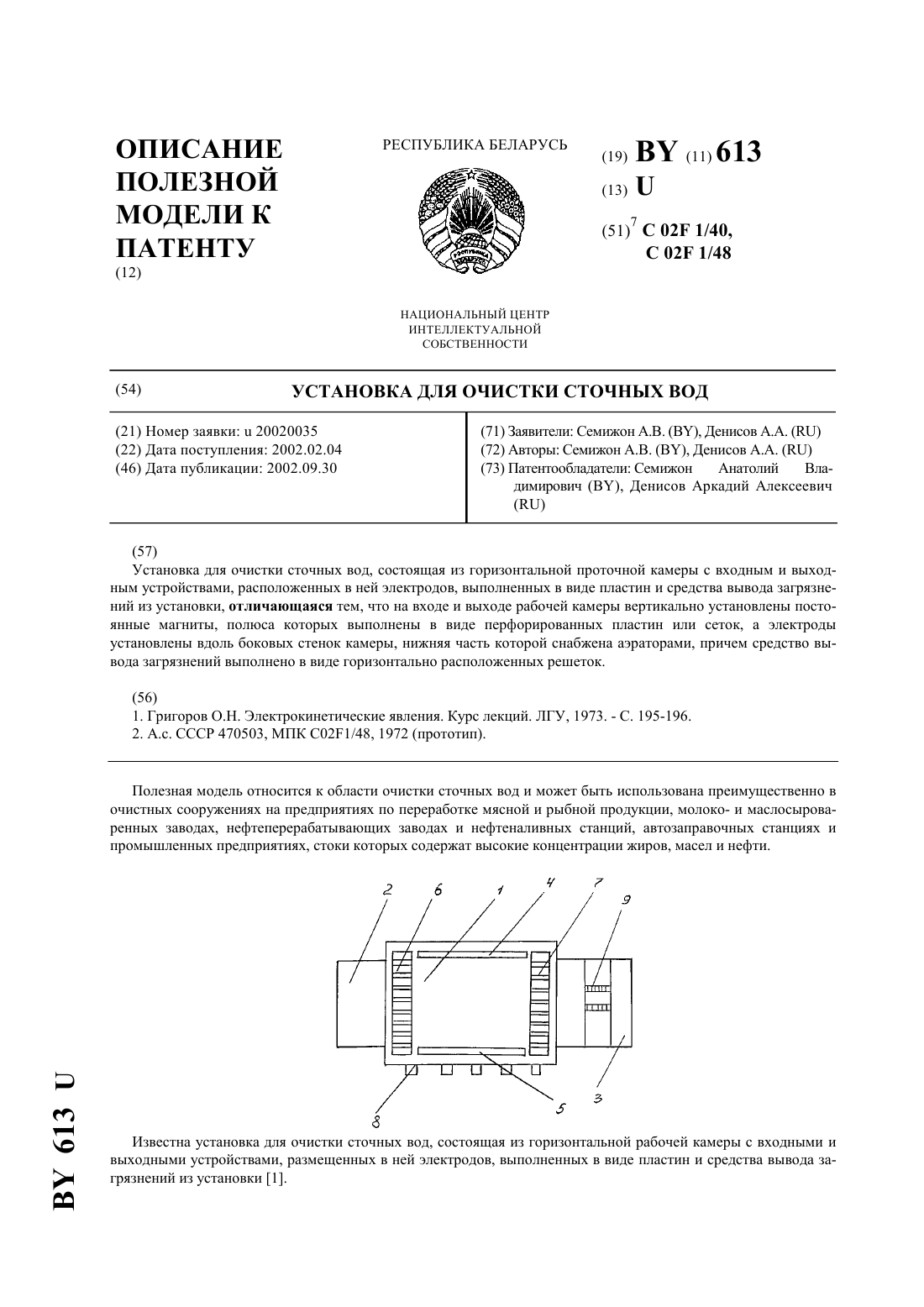
...На фигуре приведена функциональная схема установки для очистки сточных вод. Установка для очистки сточных вод содержит камеру 1 с входным 2 и выходным 3 устройством. В рабочей камере вдоль боковых стенок установлены электроды, выполненные в виде пластин 4, 5. На входе и выходе рабочей камеры вертикально установлены постоянные магниты, полюса которых выполнены в виде перфорированных пластин 6, 7, нижняя часть камеры снабжена аэраторами 8 на...
Устройство для нанесения покрытий на поверхность деталей
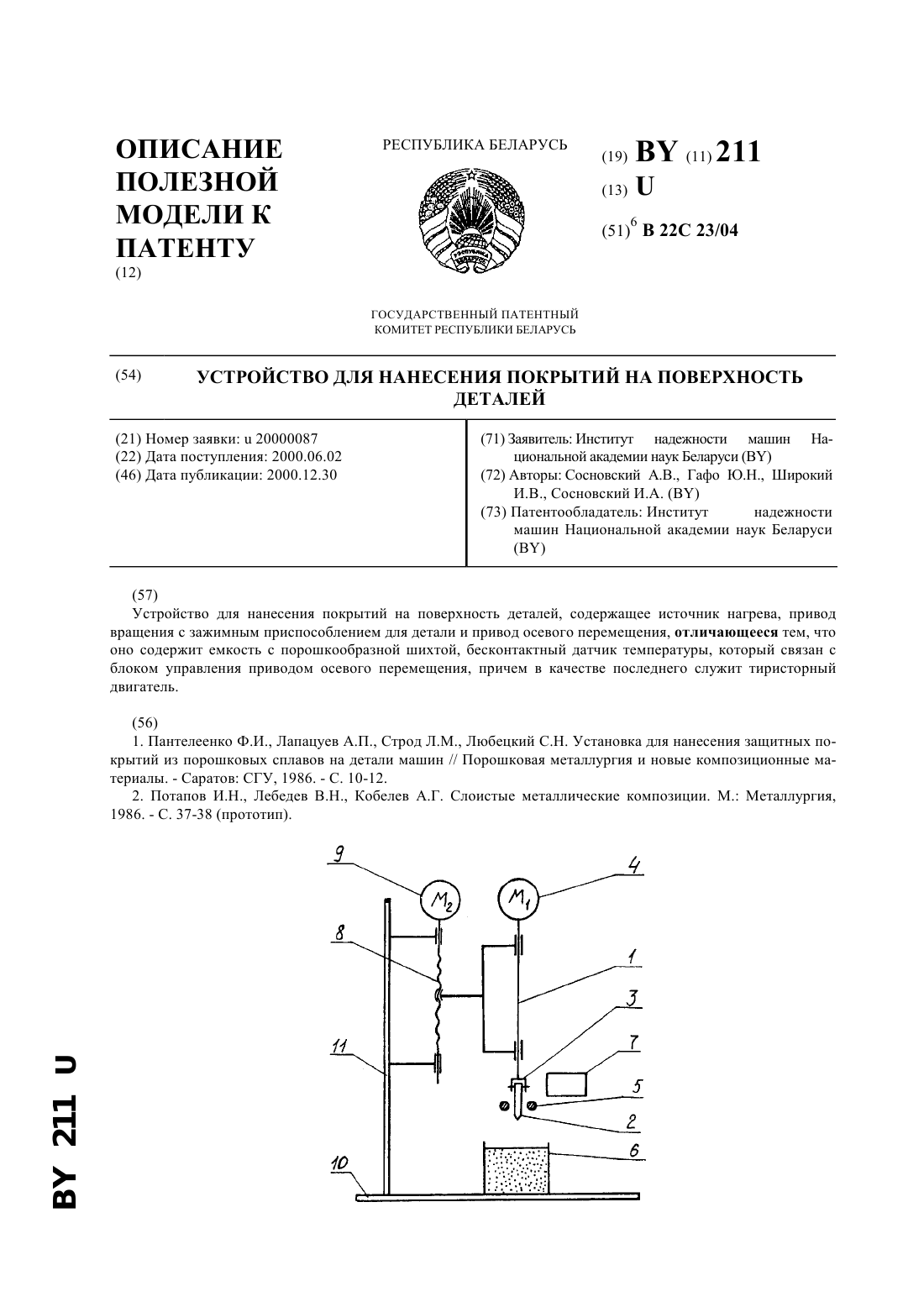
Номер патента: U 211
Опубликовано: 30.12.2000
Авторы: Сосновский Алексей Валерьевич, Широкий Игорь Владимирович, Гафо Юрий Натанович, Сосновский Игорь Александрович
МПК: B22C 23/04
Метки: покрытий, поверхность, нанесения, устройство, деталей
Текст:
...предлагаемой полезной модели является снижение энергоемкости устройства для нанесения порошковых покрытий на поверхность деталей. Решение поставленной задачи достигается в устройстве для нанесения покрытий на поверхность деталей,содержащем источник нагрева, привод вращения с зажимным приспособлением для детали, привод осевого перемещения, в которое дополнительно введено емкость с порошкообразной шихтой и бесконтактный датчик температуры,...
Смесь для комплексного диффузионного насыщения стальных деталей
Номер патента: 2197
Опубликовано: 30.06.1998
Автор: Ситкевич Михаил Васильевич
МПК: C23C 12/02
Метки: смесь, деталей, диффузионного, насыщения, стальных, комплексного
Текст:
...кварцевый песок, а в качестве нитридного соединения продукт карбонитрации порошка железа при следующем соотношении компонентов, мас. карбид бора 10 - 50 фтористый натрий 1 - 5 продукт карбонитрации порошка железа 3 - 10 кварцевый песок 25 - 82 древесные опилки 4 - 10. Данная смесь позволяет проводить процессы ХТО при длительных выдержках в камерных печах. При этом скорость образования диффузионных слоев увеличивается за счет комплексного...
Предыдущий патент: Обувь и заготовка для обуви
Следующий патент: Тормозная система транспортного средства
Случайный патент: Способ определения коэффициента трения