Способ обвивки одноразового стропа и устройство для его осуществления
Номер патента: 8648
Опубликовано: 30.12.2006
Авторы: Широкий Николай Викторович, Соловьев Михаил Андреевич, Маточкин Виктор Аркадьевич, Шатов Сергей Романович, Борщов Сергей Михайлович, Старолавников Петр Максимович
Текст
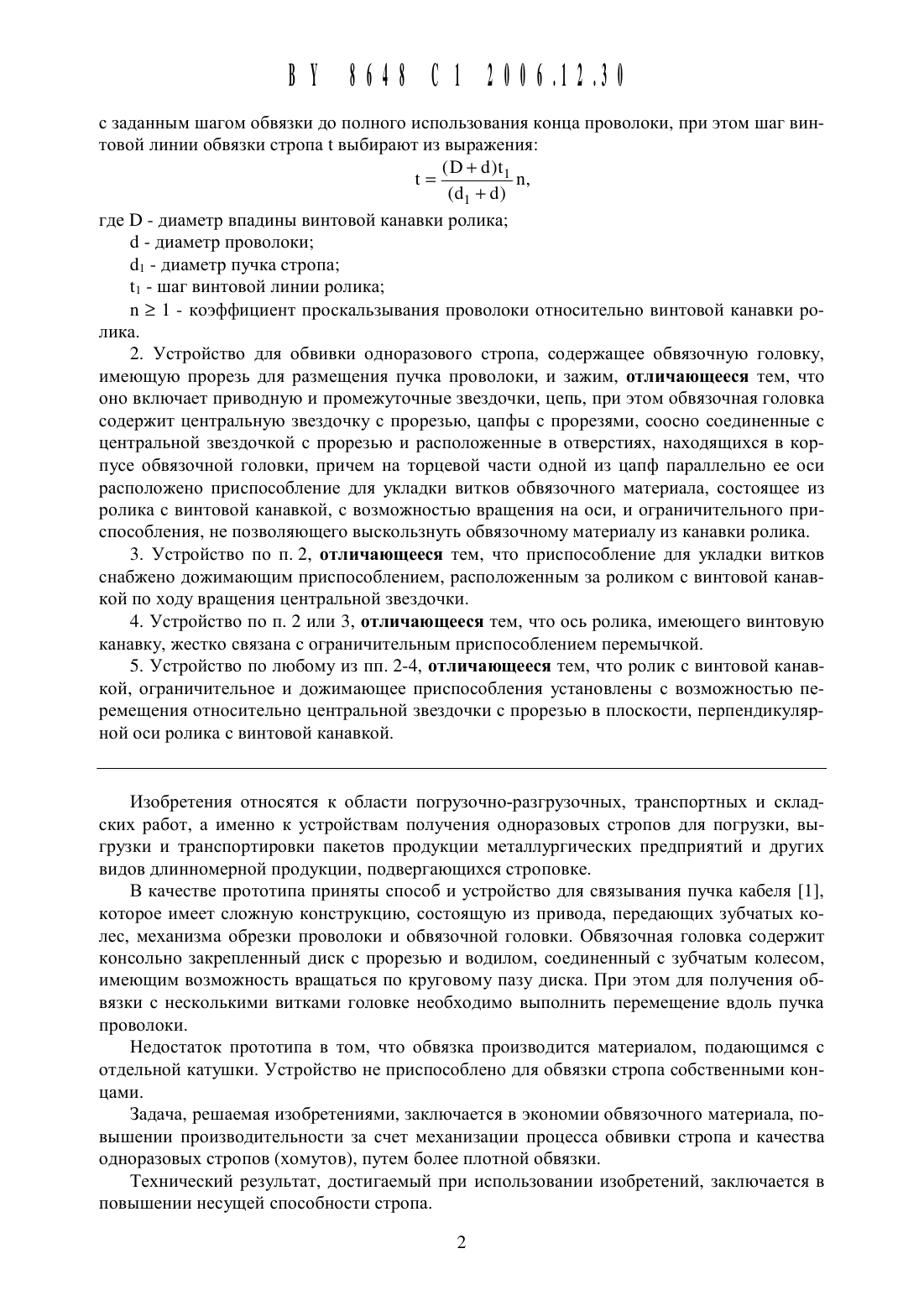
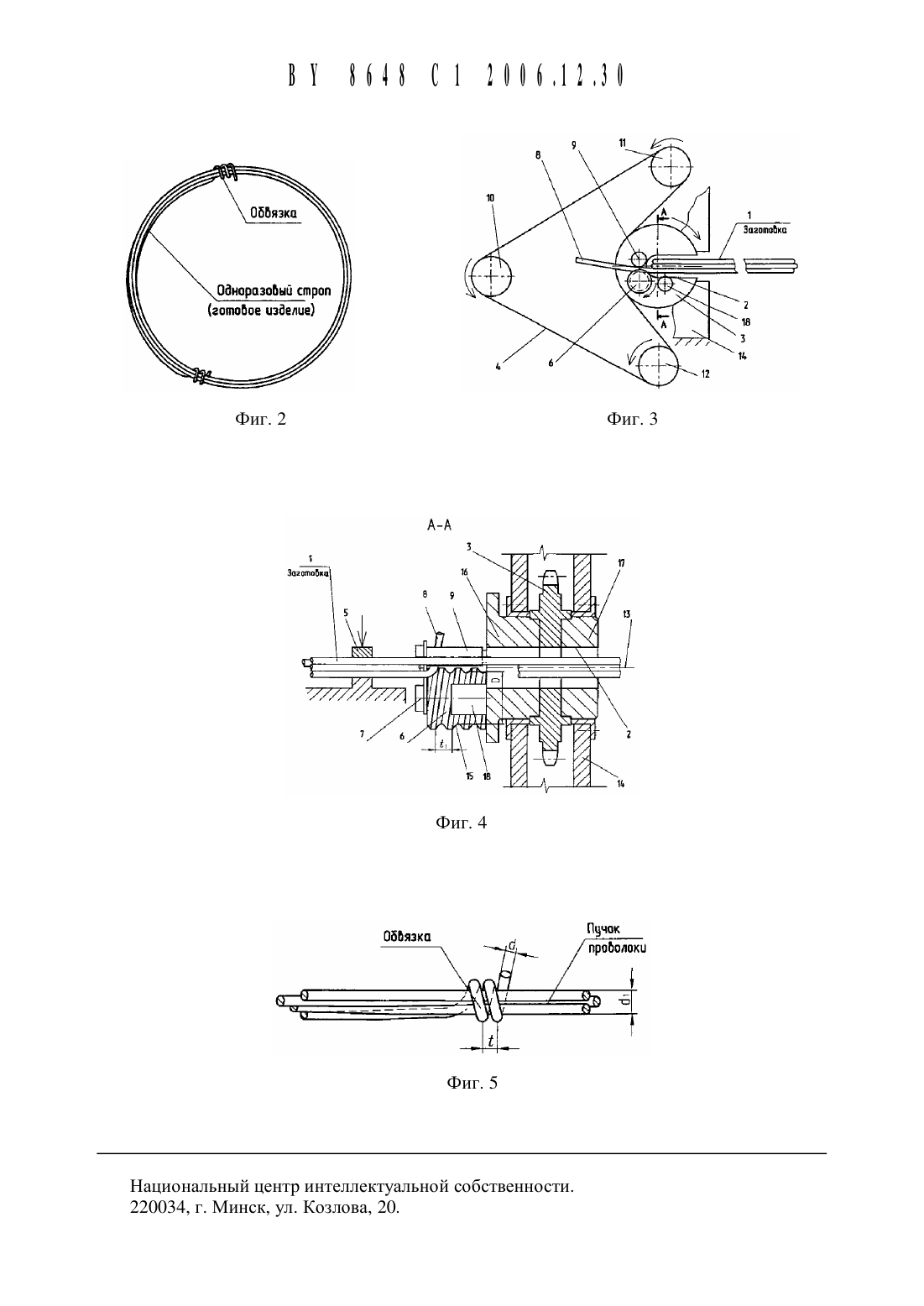
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) СПОСОБ ОБВИВКИ ОДНОРАЗОВОГ О СТРОПАИ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод (ВУ)(72) Авторы Широкий Николай Викторович Старолавников Петр Максимович Соловьев Михаил Андреевич Борщов Сергей Михайлович Маточкин Виктор Аркадьевич Шатов Сергей Романович (ВУ)(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод (ВУ)1. Способ обвивки одноразового стропа, включающий операции зажима и обвивки пучка проволоки, отличающийся тем, что обвивку пучка проволоки, составляющей строп, производят отдельным Г-образным куском проволоки или собственными свободными концами проволоки из обвиваемого стропа, при этом конец проволоки предварительно отгибают во внещнюю сторону перпендикулярно касательной витков стропа, после чего обвязочную проволоку размещают между роликом с винтовой канавкой и ограничительным приспособлением в канавке ролика обвязочной головки, а пучок стропа размещают в прорези обвязочной головки, зажимают его, а затем приводят во вращение обвязочную головку, причем ролик с винтовой канавкой за счет силы трения, возникающей между концом стропа и поверхностью винтовой канавки, вращается как вокруг собственной оси, так и вокруг пучка проволоки и обеспечивает обвивку проволоки концом стропас заданным щагом обвязки до полного использования конца проволоки, при этом щаг винтовой линии обвязки стропа г выбирают из выражения( В (1) 1 г е п 11 а) где В - диаметр впадины винтовой канавки роликац - щаг винтовой линии роликап 2 1 - коэффициент проскальзывания проволоки относительно винтовой канавки ролика.2. Устройство для обвивки одноразового стропа, содержащее обвязочную головку,имеющую прорезь для размещения пучка проволоки, и зажим, отличающееся тем, что оно включает приводную и промежуточные звездочки, цепь, при этом обвязочная головка содержит Центральную звездочку с прорезью, Цапфы с прорезями, соосно соединенные с центральной звездочкой с прорезью и расположенные в отверстиях, находящихся в корпусе обвязочной головки, причем на торцевой части одной из цапф параллельно ее оси расположено приспособление для укладки витков обвязочного материала, состоящее из ролика с винтовой канавкой, с возможностью вращения на оси, и ограничительного приспособления, не позволяющего выскользнуть обвязочному материалу из канавки ролика.3. Устройство по п. 2, отличающееся тем, что приспособление для укладки витков снабжено дожимающим приспособлением, расположенным за роликом с винтовой канавкой по ходу вращения центральной звездочки.5. Устройство по любому из пп. 2-4, отличающееся тем, что ролик с винтовой канавкой, ограничительное и дожимающее приспособления установлены с возможностью перемещения относительно центральной звездочки с прорезью в плоскости, перпендикулярной оси ролика с винтовой канавкой.Изобретения относятся к области погрузочно-разгрузочных, транспортных и складских работ, а именно к устройствам получения одноразовых стропов для погрузки, вь 1 грузки и транспортировки пакетов продукции металлургических предприятий и других видов длинномерной продукции, подвергающихся строповке.В качестве прототипа приняты способ и устройство для связывания пучка кабеля 1,которое имеет сложную конструкцию, состоящую из привода, передающих зубчатых колес, механизма обрезки проволоки и обвязочной головки. Обвязочная головка содержит консольно закрепленный диск с прорезью и водилом, соединенный с зубчатым колесом,имеющим возможность вращаться по круговому пазу диска. При этом для получения обвязки с несколькими витками головке необходимо выполнить перемещение вдоль пучка проволоки.Недостаток прототипа в том, что обвязка производится материалом, подающимся с отдельной катушки. Устройство не приспособлено для обвязки стропа собственными концами.Задача, решаемая изобретениями, заключается в экономии обвязочного материала, повышении производительности за счет механизации процесса обвивки стропа и качества одноразовых стропов (хомутов), путем более плотной обвязки.Технический результат, достигаемый при использовании изобретений, заключается в повышении несущей способности стропа.Решение поставленной задачи обеспечивается тем, что способ обвивки одноразового стропа включает операции зажима и обвивки пучка проволоки. Согласно изобретению,обвивку пучка проволоки, составляющей строп, производят отдельным Г-образнь 1 м куском проволоки или собственными свободными концами проволоки из обвиваемого стропа, при этом конец проволоки предварительно отгибают во внешнюю сторону перпендикулярно касательной витков стропа, после Чего обвязочную проволоку размещают между роликом с винтовой канавкой и ограничительным приспособлением в канавке ролика обвязочной головки, а пучок стропа размещают в прорези обвязочной головки, зажимают его, а затем приводят во вращение обвязочную головку, причем ролик с винтовой канавкой за счет силы трения, возникающей между концом стропа и поверхностью винтовой канавки, вращается как вокруг собственной оси, так и вокруг пучка проволоки и обеспечивает обвивку проволоки концом стропа с заданным шагом обвязки до полного использования конца проволоки, при этом шаг винтовой линии обвязки стропа г выбирают из выражения(В с 1)1 Тп 11 (1) где В - диаметр впадины канавки винтового роликац - шаг винтовой линии роликап 2 1- коэффициент проскальзывания проволоки относительно винтовой канавки ролика.Решение поставленной задачи обеспечивается также и тем, что устройство для обвивки одноразового стропа содержит обвязочную головку, имеющую прорезь для размещения пучка проволоки, и зажим. Согласно изобретению, устройство включает приводную и промежуточные звездочки и цепь, при этом обвязочная головка содержит центральную звездочку с прорезью, цапфы с прорезями, соосно соединенные с центральной звездочкой с прорезью и расположенные в отверстиях, находящихся в корпусе обвязочной головки,причем на торцевой части одной из цапф параллельно ее оси расположено приспособление для укладки витков обвязочного материала, состоящее из ролика с винтовой канавкой,с возможностью вращения на оси, и ограничительного приспособления, не позволяющего выскользнуть обвязочному материалу из канавки ролика.Приспособление для укладки витков может быть снабжено дожимающим приспособлением, расположенным за роликом с винтовой канавкой по ходу вращения центральной звездочки.Ось ролика, имеющего винтовую канавку, может быть жестко связана с ограничительным приспособлением перемычкой.Ролик с винтовой канавкой, ограничительное и дожимающее приспособления могут быть установлены с возможностью перемещения относительно центральной звездочки с прорезью в плоскости, перпендикулярной оси ролика с винтовой канавкой.Дожим будет обеспечиваться тем, что поверхность дожимающего приспособления будет располагаться ближе к обвиваемому пучку, чем поверхность винтовой канавки.Изобретение поясняется чертежами, где на фиг. 1 изображена заготовка на фиг. 2 готовое изделие на фиг. 3 - схема обвивки на фиг. 4 - разрез А-А обвязочной головки на фиг. 5 - схема заготовки к расчету зависимости шага винтовой линии ролика от заданного шага обвязки.Устройство для осуществления предлагаемого способа (обвязочная головка) включает в себя корпус 14, имеющий прорезь, переходящую в отверстие для размещения цапф 16 и 17, соосно соединенных с центральной звездочкой 3. Цапфы и центральная звездочкаИмеют прорезь 2, позволяющую разместить внутри себя пучок стропа 1. На торцевой части цапфы 16 параллельно ее оси располагается приспособление для укладки витков, состоящее из ролика 6 с винтовой Канавкой 15, имеющего возможность свободно вращаться вокруг собственной оси 7, и ограничительного приспособления. Ось ролика 6 может бь 1 ть жестко связана с ограничительным приспособлением 9 перемь 1 чкой. Чтобь 1 обеспечивалось непрерь 1 вное зацепление из-за отсутствия зубьев в звездочке в месте прорези, устанавливаются звездочки 10, 11 и 12, могут располагаться как в корпусе 14 обвязочной головки, так и за его пределами. Все звездочки связань 1 между собой замкнутой цепью 4,состоящей из звеньев. Шаг цепи соответствует Шагу зубьев звездочек. Одна из звездочек приводная, например 10.Ролик 6, ограничительное и дожимающее приспособления могут иметь возможность перемещения относительно центральной звездочки 3 в плоскости, перпендикулярной оси ролика 6.Согласно предлагаемому способу, заготовку 1 размещают в прорези 2 обвязочной головки (фиг. 3) и зажимают с помощью зажимного элемента 5 (фиг. 4), при этом свободнь 1 й отогнуть 1 й конец стропа 8 размещается в винтовой канавке 15 ролика 6, между роликом и ограничительнь 1 м приспособлением 9, например пальцем. Центральной звездочке 3 сообщается вращение. Подвижнь 1 е элементь 1 головки соверщают целое число оборотов, соответствующее числу витков в обвязке.При этом ролик 6 с винтовой канавкой соверщает вращательнь 1 е движения одновременно вокруг собственной оси 10 и оси центральной звездочки 3, тем самь 1 м обвивает свободнь 1 й конец 4 вокруг пучка стропа с определеннь 1 м щагом, зависящим от щага винтовой канавки ролика.Строп освобождается из паза, переворачивается в вертикальной плоскости и снова устанавливается в паз таким образом, чтобь 1 второй (необвить 1 й) конец стропа находился между ограничительнь 1 м приспособлением и роликом с винтовой канавкой обвязочной головки.Устройство работает следующим образом.В исходном положении прорезь 2 звездочки обвязочной головки находится в горизонтальном положении и совпадает с прорезью на корпусе 14 обвязочной головки.Вращение от приводной звездочки 10 (фиг. 3) передается через звездочку 11 на центральную звездочку 3 обвязочной головки посредством замкнутой цепи 4.При вращении звездочки 3 вокруг своей оси 13 вращается и ролик 6, закрепленнь 1 й на цапфе 16. Причем поверхность винтовой канавки 15 взаимодействует с концом 8 заготовки 1, изгибая его вокруг пучка (ветвей) стропа 1. При этом сила трения, возникающая между роликом и проволокой, приводит во вращение ролик 6, которь 1 й с помощью винтовой канавки перемещает конец 8 вдоль оси 13, тем самь 1 м формируя обвязку стропа.Предлагаемь 1 й способ и устройство обвивки одноразовь 1 х стропов опробовань 1 на РУП Белорусский металлургический завод. По сравнению с известнь 1 ми позволяют повь 1 сить качество обвязки стропов путем более плотной обвязки, это позволяет увеличить несущую способность стропа, что подтверждается испь 1 таниями, при этом достигается экономия проволоки, т.к. используются конць 1 стропа меньщей длинь 1.
МПК / Метки
МПК: B65B 13/28
Метки: обвивки, осуществления, способ, стропа, устройство, одноразового
Код ссылки
<a href="https://by.patents.su/5-8648-sposob-obvivki-odnorazovogo-stropa-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ обвивки одноразового стропа и устройство для его осуществления</a>
Устройство для обвивки одноразовых стропов

Номер патента: U 1238
Опубликовано: 30.03.2004
Авторы: Соловьев Михаил Андреевич, Шатов Сергей Романович, Борщов Сергей Михайлович, Широкий Николай Викторович, Старолавников Петр Максимович, Маточкин Виктор Аркадьевич
МПК: B21F 3/00, B65B 13/28
Метки: одноразовых, стропов, обвивки, устройство
Текст:
...предназначена для размещения пучка стропы. Головка состоит из звездочки с цапфами, приводимыми во вращение цепью. На торцевой вращающейся части головки располагается ролик с винтовой канавкой, имеющий возможность свободно вращаться вокруг собственной оси. При этом обвязка формируется с помощью винтовой канавки ролика. Отличие заявленного решения от прототипа в том, что включает двухъярусный стол,цепь, опору натяжения цепи со звездочкой,...
Способ погружения винтовой сваи в грунт и устройство для его осуществления
Номер патента: 8681
Опубликовано: 30.12.2006
Авторы: Подлозный Эдуард Дмитриевич, Бухаров Андрей Владимирович
МПК: E02D 7/22
Метки: винтовой, осуществления, устройство, способ, грунт, сваи, погружения
Текст:
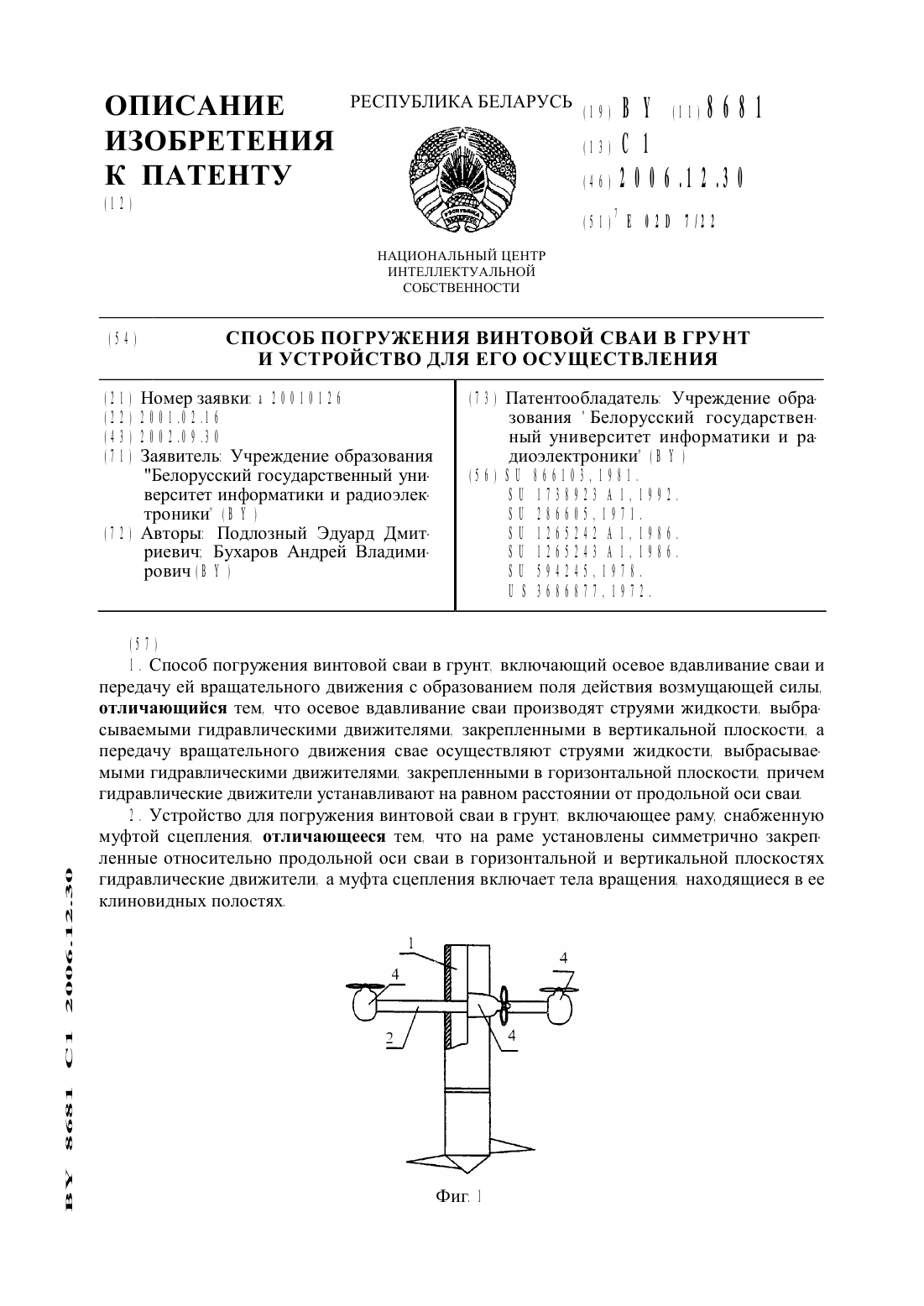
...образу ют струями жидкости. выбрасываемыми из них. поле действия возмущающей силы. обеспечивающей осевое вдавливание и вращательное движение винтовой сваи 4 в грунт По мере погружения сваи 4 в грунт раму 2 с муфтой сцепления Э и гидравлическими движителями 4 перемещают вдоль продольной оси винтовой сваи 4 .Устройство для погружения винтовой сваи 8 в грунт включает раму 2 . снабженную муфтой сцепления 8 . при этом рама 2 снабжена...
Способ приготовления смеси для укрепления откосов земляных сооружений и устройство для его осуществления
Номер патента: 5767
Опубликовано: 30.12.2003
Авторы: Райкевич Николай Григорьевич, Довнар Людмила Леонидовна, Кондратьев Виктор Николаевич
МПК: E02D 17/20
Метки: укрепления, приготовления, смеси, способ, устройство, земляных, сооружений, осуществления, откосов
Текст:
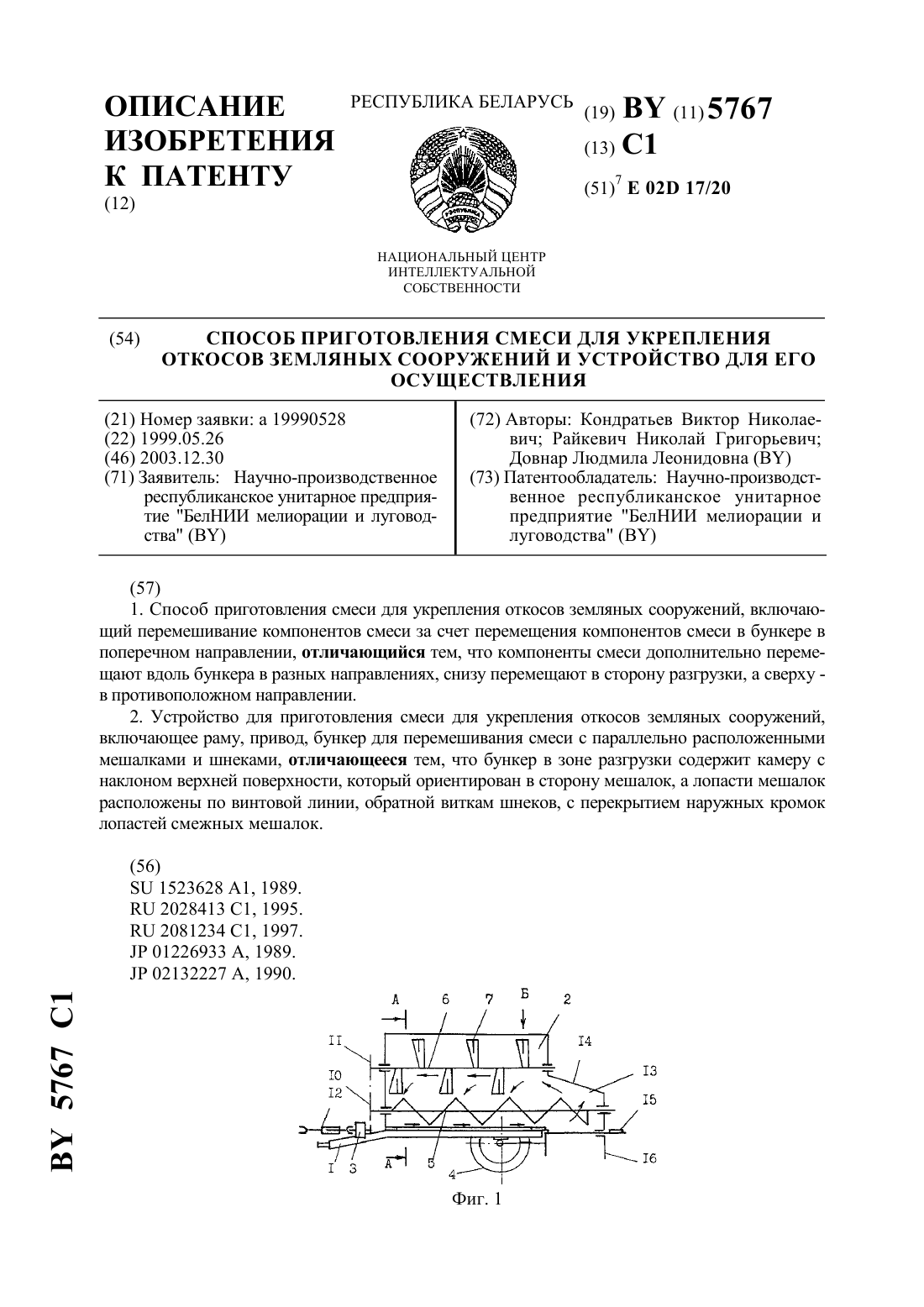
...через звездочки 10, а мешалок 6 - звездочек 11. Привод редуктора от вала отбора мощности трактора обеспечивается через карданный вал 12. Бункер 2 заканчивается камерой 13 с верхней поверхностью 14, наклон которой ориентирован в сторону мешалок 6. Внизу камера 13 оснащена разгрузочным окном, закрываемым заслонкой 15. За заслонкой устанавливаются раструбы 16 для нанизывания рукавов, с помощью которых создаются травяные тюфяки....
Способ изготовления зубчатых ремней и устройство для его осуществления
Номер патента: 7667
Опубликовано: 28.02.2006
Авторы: Никончук Иван Николаевич, Никончук Андрей Николаевич, Безмен Олег Вадимович
МПК: B29D 29/08
Метки: зубчатых, ремней, способ, устройство, осуществления, изготовления
Текст:
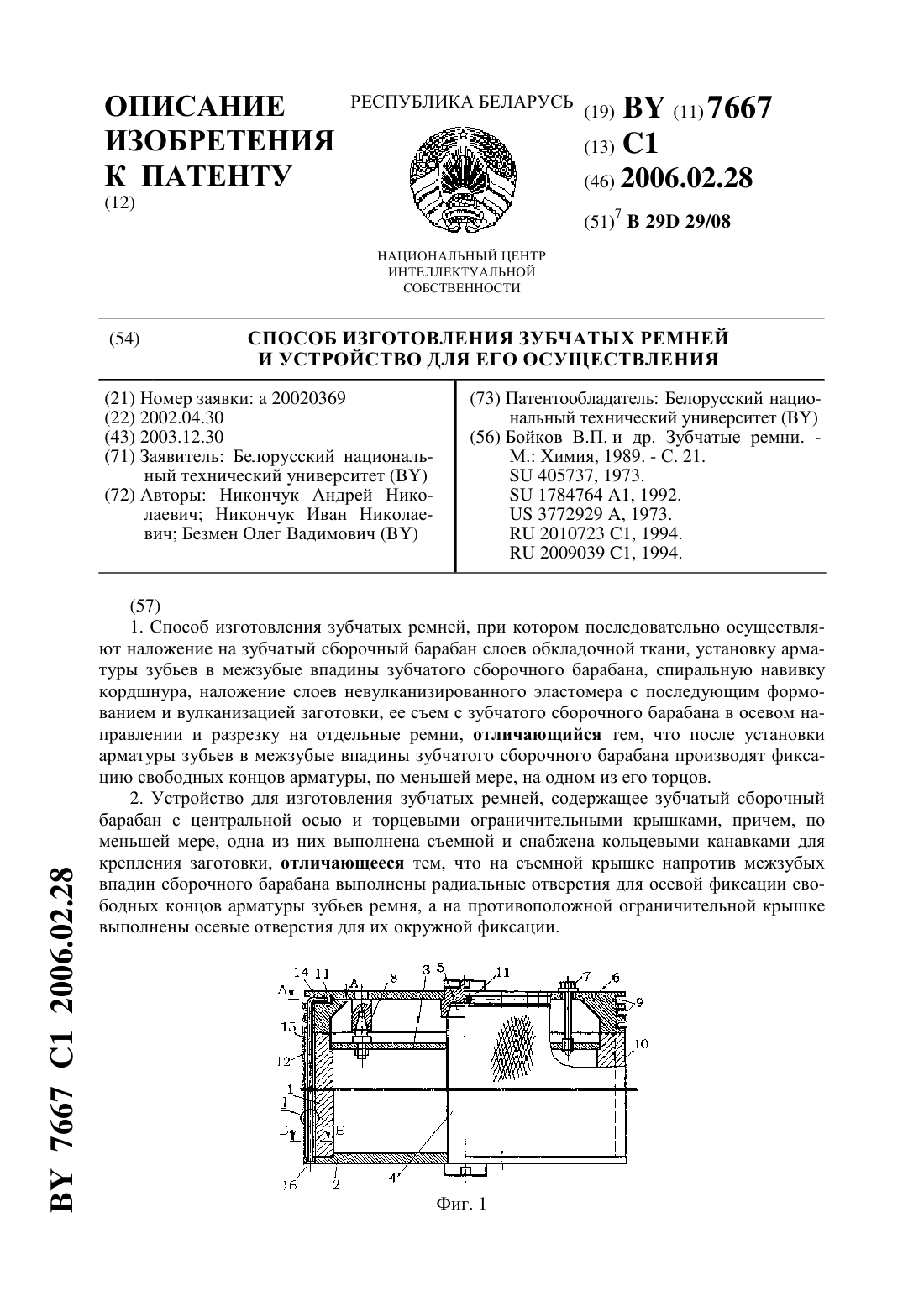
...спиральную навивку кордшнура, наложение слоев невулканизированного эластомера с последующим формованием и вулканизацией заготовки, ее съем с зубчатого сборочного барабана в осевом направлении и разрезку на отдельные ремни, после установки арматуры зубьев в межзубые впадины зубчатого сборочного барабана производят фиксацию свободных концов арматуры, по меньшей мере, на одном из его торцов. В устройстве для осуществления этого способа,...
Способ изготовления щетинных изделий и устройство для его осуществления
Номер патента: 472
Опубликовано: 30.03.1995
Автор: Георг ВАЙРАУХ
МПК: A46B 3/04
Метки: изготовления, щетинных, устройство, осуществления, изделий, способ
Текст:
...2). штриховой линией на фиг. 12 показан разрез для образования концов со стороны 29 закрепления, а позициями 30. 31 различные по длине отрезки, получаемые при отрезании.После оконтуривания щетину 2 б в пучке 25 фиксируют. расплавляя в утолщение 32(фиг.13). На следующей рабочей операцииэто утолщение закрепляют внутри щетинодержателя 33, например. посредством впрыскивания. вспенивания или вставкиНа фиг 15 показана зубная щетка 34,задняя...