Cпособ изготовления многослойного стекла
Номер патента: 7448
Опубликовано: 30.12.2005
Авторы: КУЛЬБЕНКОВ Владимир Матвеевич, ВОЙТЕНКОВ Анатолий Иосифович
Текст
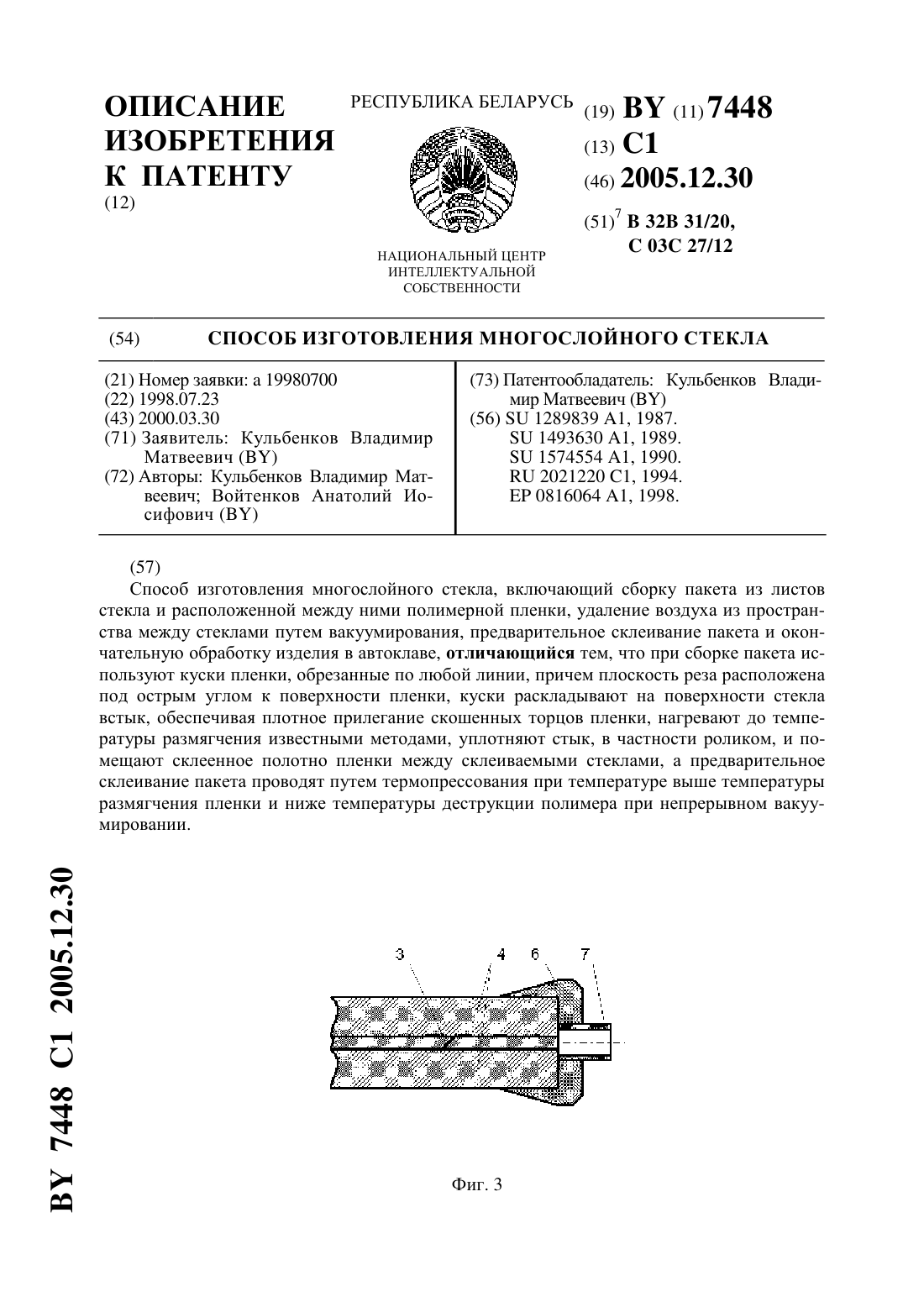
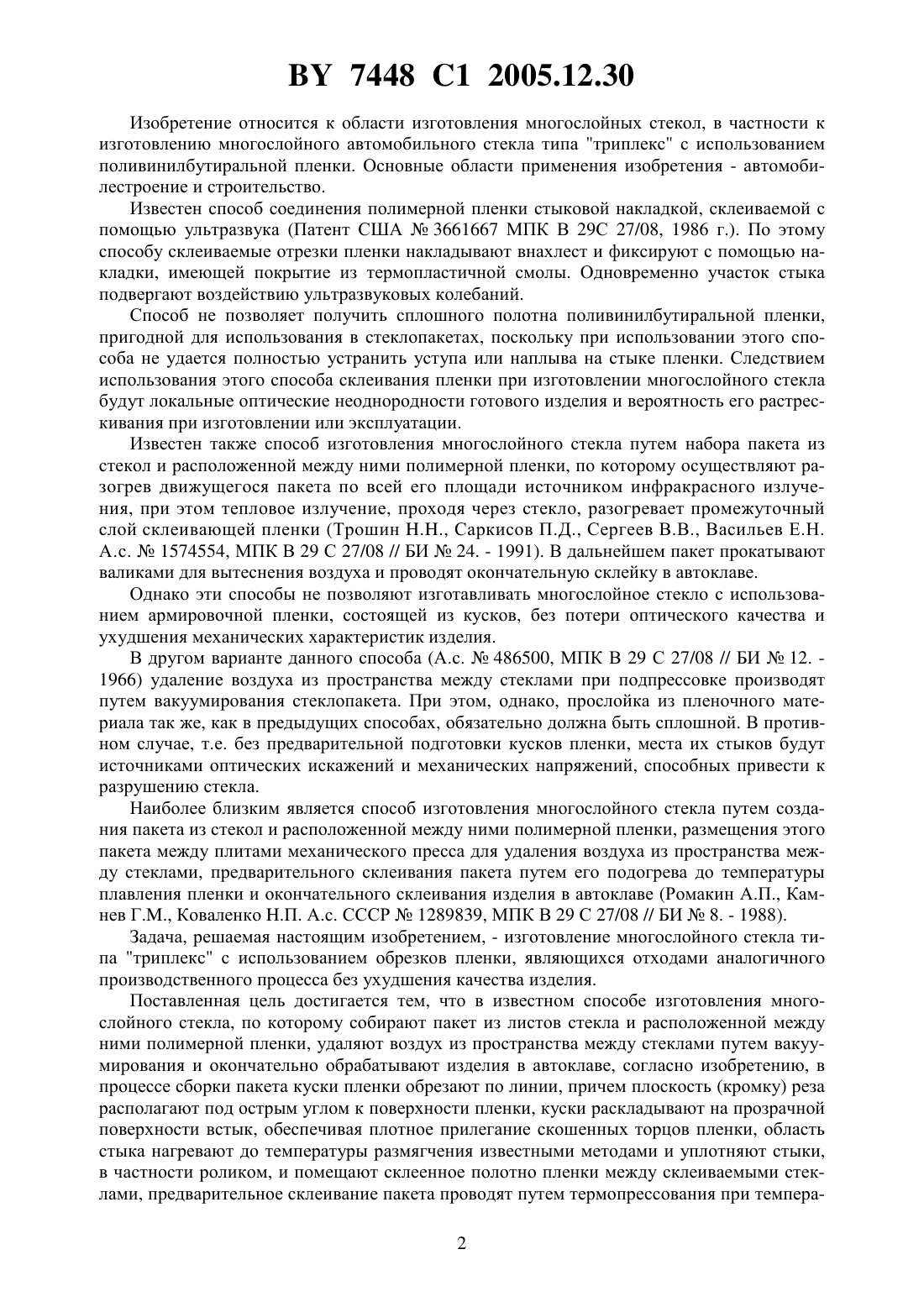
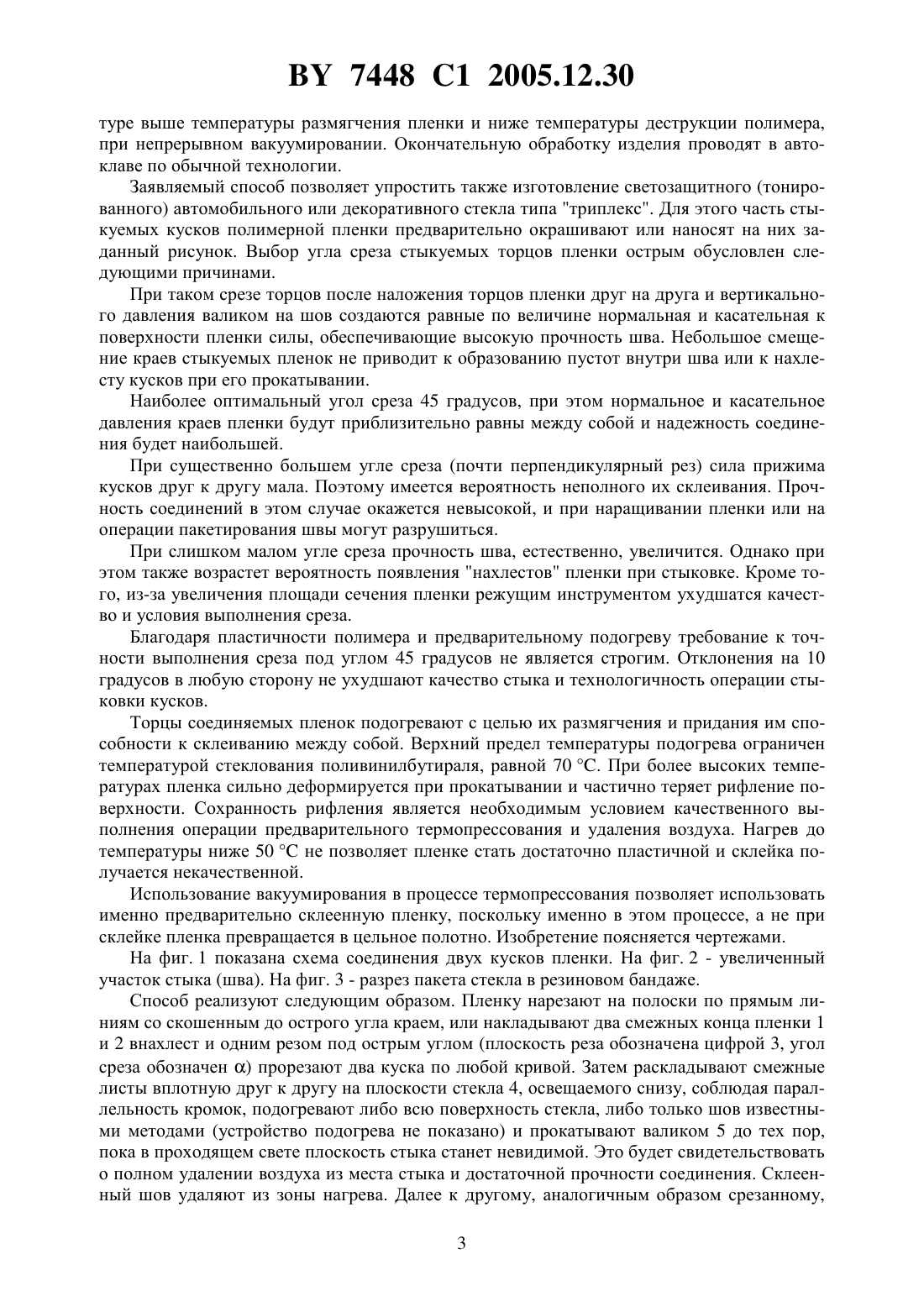
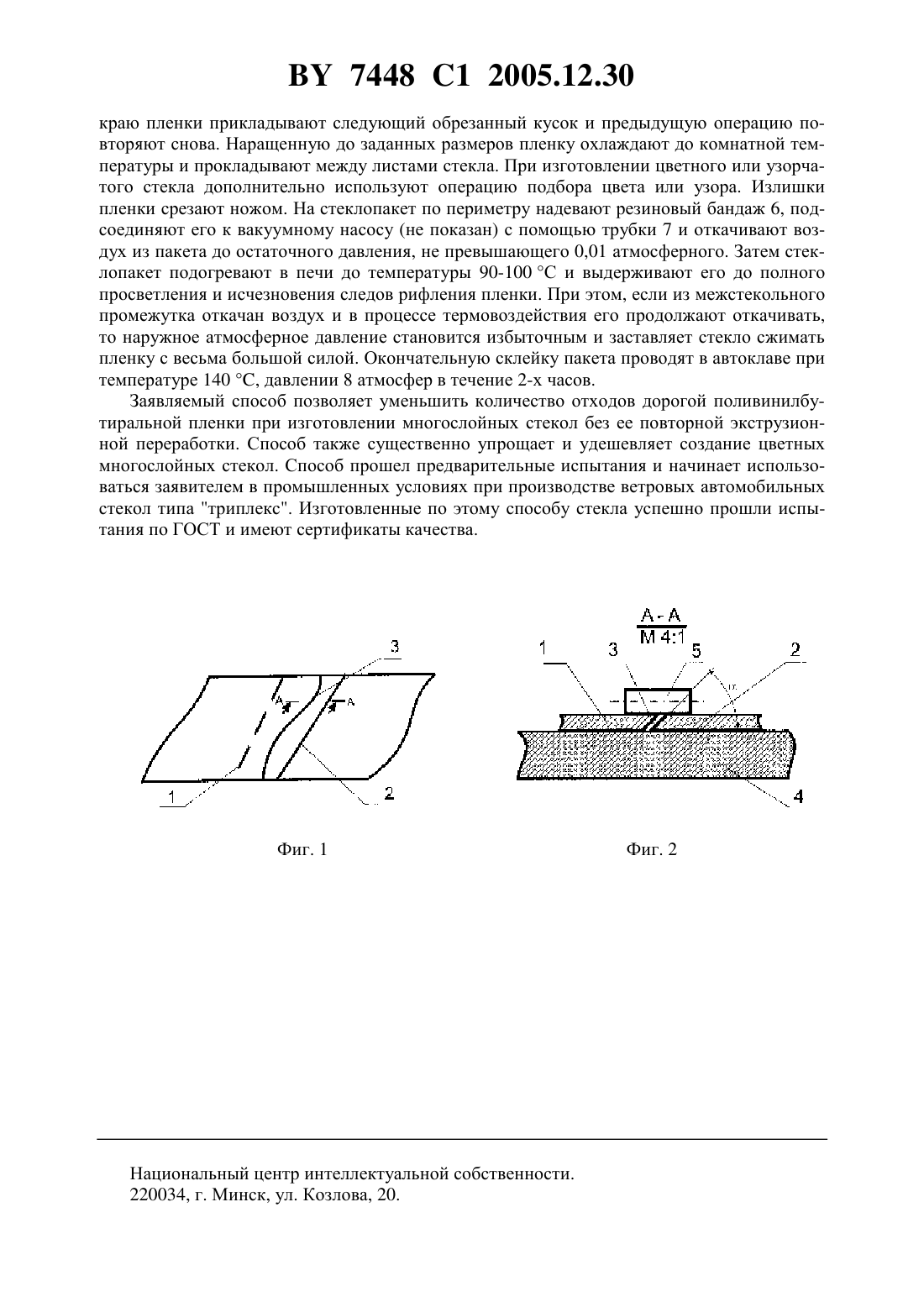
(71) Заявитель Кульбенков Владимир Матвеевич(72) Авторы Кульбенков Владимир Матвеевич Войтенков Анатолий Иосифович(73) Патентообладатель Кульбенков Владимир Матвеевич(57) Способ изготовления многослойного стекла, включающий сборку пакета из листов стекла и расположенной между ними полимерной пленки, удаление воздуха из пространства между стеклами путем вакуумирования, предварительное склеивание пакета и окончательную обработку изделия в автоклаве, отличающийся тем, что при сборке пакета используют куски пленки, обрезанные по любой линии, причем плоскость реза расположена под острым углом к поверхности пленки, куски раскладывают на поверхности стекла встык, обеспечивая плотное прилегание скошенных торцов пленки, нагревают до температуры размягчения известными методами, уплотняют стык, в частности роликом, и помещают склеенное полотно пленки между склеиваемыми стеклами, а предварительное склеивание пакета проводят путем термопрессования при температуре выше температуры размягчения пленки и ниже температуры деструкции полимера при непрерывном вакуумировании. 7448 1 2005.12.30 Изобретение относится к области изготовления многослойных стекол, в частности к изготовлению многослойного автомобильного стекла типа триплекс с использованием поливинилбутиральной пленки. Основные области применения изобретения - автомобилестроение и строительство. Известен способ соединения полимерной пленки стыковой накладкой, склеиваемой с помощью ультразвука (Патент США 3661667 МПК В 29 С 27/08, 1986 г.). По этому способу склеиваемые отрезки пленки накладывают внахлест и фиксируют с помощью накладки, имеющей покрытие из термопластичной смолы. Одновременно участок стыка подвергают воздействию ультразвуковых колебаний. Способ не позволяет получить сплошного полотна поливинилбутиральной пленки,пригодной для использования в стеклопакетах, поскольку при использовании этого способа не удается полностью устранить уступа или наплыва на стыке пленки. Следствием использования этого способа склеивания пленки при изготовлении многослойного стекла будут локальные оптические неоднородности готового изделия и вероятность его растрескивания при изготовлении или эксплуатации. Известен также способ изготовления многослойного стекла путем набора пакета из стекол и расположенной между ними полимерной пленки, по которому осуществляют разогрев движущегося пакета по всей его площади источником инфракрасного излучения, при этом тепловое излучение, проходя через стекло, разогревает промежуточный слой склеивающей пленки (Трошин , Саркисов П.Д., Сергеев В.В., Васильев Е.Н. А.с.1574554, МПК В 29 С 27/08 // БИ 24. - 1991). В дальнейшем пакет прокатывают валиками для вытеснения воздуха и проводят окончательную склейку в автоклаве. Однако эти способы не позволяют изготавливать многослойное стекло с использованием армировочной пленки, состоящей из кусков, без потери оптического качества и ухудшения механических характеристик изделия. В другом варианте данного способа (А.с.486500, МПК В 29 С 27/08 // БИ 12. 1966) удаление воздуха из пространства между стеклами при подпрессовке производят путем вакуумирования стеклопакета. При этом, однако, прослойка из пленочного материала так же, как в предыдущих способах, обязательно должна быть сплошной. В противном случае, т.е. без предварительной подготовки кусков пленки, места их стыков будут источниками оптических искажений и механических напряжений, способных привести к разрушению стекла. Наиболее близким является способ изготовления многослойного стекла путем создания пакета из стекол и расположенной между ними полимерной пленки, размещения этого пакета между плитами механического пресса для удаления воздуха из пространства между стеклами, предварительного склеивания пакета путем его подогрева до температуры плавления пленки и окончательного склеивания изделия в автоклаве (Ромакин А.П., Камнев Г, Коваленко .П. А.с. СССР 1289839, МПК В 29 С 27/08 // БИ 8. - 1988). Задача, решаемая настоящим изобретением, - изготовление многослойного стекла типа триплекс с использованием обрезков пленки, являющихся отходами аналогичного производственного процесса без ухудшения качества изделия. Поставленная цель достигается тем, что в известном способе изготовления многослойного стекла, по которому собирают пакет из листов стекла и расположенной между ними полимерной пленки, удаляют воздух из пространства между стеклами путем вакуумирования и окончательно обрабатывают изделия в автоклаве, согласно изобретению, в процессе сборки пакета куски пленки обрезают по линии, причем плоскость (кромку) реза располагают под острым углом к поверхности пленки, куски раскладывают на прозрачной поверхности встык, обеспечивая плотное прилегание скошенных торцов пленки, область стыка нагревают до температуры размягчения известными методами и уплотняют стыки,в частности роликом, и помещают склеенное полотно пленки между склеиваемыми стеклами, предварительное склеивание пакета проводят путем термопрессования при темпера 2 7448 1 2005.12.30 туре выше температуры размягчения пленки и ниже температуры деструкции полимера,при непрерывном вакуумировании. Окончательную обработку изделия проводят в автоклаве по обычной технологии. Заявляемый способ позволяет упростить также изготовление светозащитного (тонированного) автомобильного или декоративного стекла типа триплекс. Для этого часть стыкуемых кусков полимерной пленки предварительно окрашивают или наносят на них заданный рисунок. Выбор угла среза стыкуемых торцов пленки острым обусловлен следующими причинами. При таком срезе торцов после наложения торцов пленки друг на друга и вертикального давления валиком на шов создаются равные по величине нормальная и касательная к поверхности пленки силы, обеспечивающие высокую прочность шва. Небольшое смещение краев стыкуемых пленок не приводит к образованию пустот внутри шва или к нахлесту кусков при его прокатывании. Наиболее оптимальный угол среза 45 градусов, при этом нормальное и касательное давления краев пленки будут приблизительно равны между собой и надежность соединения будет наибольшей. При существенно большем угле среза (почти перпендикулярный рез) сила прижима кусков друг к другу мала. Поэтому имеется вероятность неполного их склеивания. Прочность соединений в этом случае окажется невысокой, и при наращивании пленки или на операции пакетирования швы могут разрушиться. При слишком малом угле среза прочность шва, естественно, увеличится. Однако при этом также возрастет вероятность появления нахлестов пленки при стыковке. Кроме того, из-за увеличения площади сечения пленки режущим инструментом ухудшатся качество и условия выполнения среза. Благодаря пластичности полимера и предварительному подогреву требование к точности выполнения среза под углом 45 градусов не является строгим. Отклонения на 10 градусов в любую сторону не ухудшают качество стыка и технологичность операции стыковки кусков. Торцы соединяемых пленок подогревают с целью их размягчения и придания им способности к склеиванию между собой. Верхний предел температуры подогрева ограничен температурой стеклования поливинилбутираля, равной 70 . При более высоких температурах пленка сильно деформируется при прокатывании и частично теряет рифление поверхности. Сохранность рифления является необходимым условием качественного выполнения операции предварительного термопрессования и удаления воздуха. Нагрев до температуры ниже 50 не позволяет пленке стать достаточно пластичной и склейка получается некачественной. Использование вакуумирования в процессе термопрессования позволяет использовать именно предварительно склеенную пленку, поскольку именно в этом процессе, а не при склейке пленка превращается в цельное полотно. Изобретение поясняется чертежами. На фиг. 1 показана схема соединения двух кусков пленки. На фиг. 2 - увеличенный участок стыка (шва). На фиг. 3 - разрез пакета стекла в резиновом бандаже. Способ реализуют следующим образом. Пленку нарезают на полоски по прямым линиям со скошенным до острого угла краем, или накладывают два смежных конца пленки 1 и 2 внахлест и одним резом под острым углом (плоскость реза обозначена цифрой 3, угол среза обозначен ) прорезают два куска по любой кривой. Затем раскладывают смежные листы вплотную друг к другу на плоскости стекла 4, освещаемого снизу, соблюдая параллельность кромок, подогревают либо всю поверхность стекла, либо только шов известными методами (устройство подогрева не показано) и прокатывают валиком 5 до тех пор,пока в проходящем свете плоскость стыка станет невидимой. Это будет свидетельствовать о полном удалении воздуха из места стыка и достаточной прочности соединения. Склеенный шов удаляют из зоны нагрева. Далее к другому, аналогичным образом срезанному,3 7448 1 2005.12.30 краю пленки прикладывают следующий обрезанный кусок и предыдущую операцию повторяют снова. Наращенную до заданных размеров пленку охлаждают до комнатной температуры и прокладывают между листами стекла. При изготовлении цветного или узорчатого стекла дополнительно используют операцию подбора цвета или узора. Излишки пленки срезают ножом. На стеклопакет по периметру надевают резиновый бандаж 6, подсоединяют его к вакуумному насосу (не показан) с помощью трубки 7 и откачивают воздух из пакета до остаточного давления, не превышающего 0,01 атмосферного. Затем стеклопакет подогревают в печи до температуры 90-100 С и выдерживают его до полного просветления и исчезновения следов рифления пленки. При этом, если из межстекольного промежутка откачан воздух и в процессе термовоздействия его продолжают откачивать,то наружное атмосферное давление становится избыточным и заставляет стекло сжимать пленку с весьма большой силой. Окончательную склейку пакета проводят в автоклаве при температуре 140 , давлении 8 атмосфер в течение 2-х часов. Заявляемый способ позволяет уменьшить количество отходов дорогой поливинилбутиральной пленки при изготовлении многослойных стекол без ее повторной экструзионной переработки. Способ также существенно упрощает и удешевляет создание цветных многослойных стекол. Способ прошел предварительные испытания и начинает использоваться заявителем в промышленных условиях при производстве ветровых автомобильных стекол типа триплекс. Изготовленные по этому способу стекла успешно прошли испытания по ГОСТ и имеют сертификаты качества. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B32B 31/20, C03C 27/12
Метки: многослойного, изготовления, cпособ, стекла
Код ссылки
<a href="https://by.patents.su/4-7448-cposob-izgotovleniya-mnogoslojjnogo-stekla.html" rel="bookmark" title="База патентов Беларуси">Cпособ изготовления многослойного стекла</a>
Способ изготовления многослойного фильтровального материала
Номер патента: 3147
Опубликовано: 30.12.1999
Авторы: Фицнер Александр Леонидович, Айвазов Юрий Васильевич, Коновалова Елена Евгеньевна, Чиж Александр Ильич, Бахар Александр Васильевич, Козлов Анатолий Павлович
МПК: D21F 11/14, D21H 21/08
Метки: многослойного, фильтровального, изготовления, материала, способ
Текст:
...40-50 мин, очистку суспензии от механических примесей осуществляют на вихревых центробежных очистителях. Данная совокупность признаков обеспечивает увеличение межволоконных связей, что обусловливает повышение равномерности и развитости структуры по всему объму материала. Для изготовления фильтровальной бумаги готовят волокнистую массу следующего состава (в мас. ) целлюлоза хлопковая размолотая 5-30, целлюлоза вискозная размолотая 30-55,...
Способ и устройство для замены оконного стекла или стекла транспортного средства из рамы
Номер патента: 4697
Опубликовано: 30.09.2002
Авторы: ДЕЙВИС Кристофер, КЛЕМЕНТ Роберт Марк, ЛЕДЖЕР Невил Ричард
МПК: B60J 1/00
Метки: устройство, способ, или, средства, замены, стекла, транспортного, рамы, оконного
Текст:
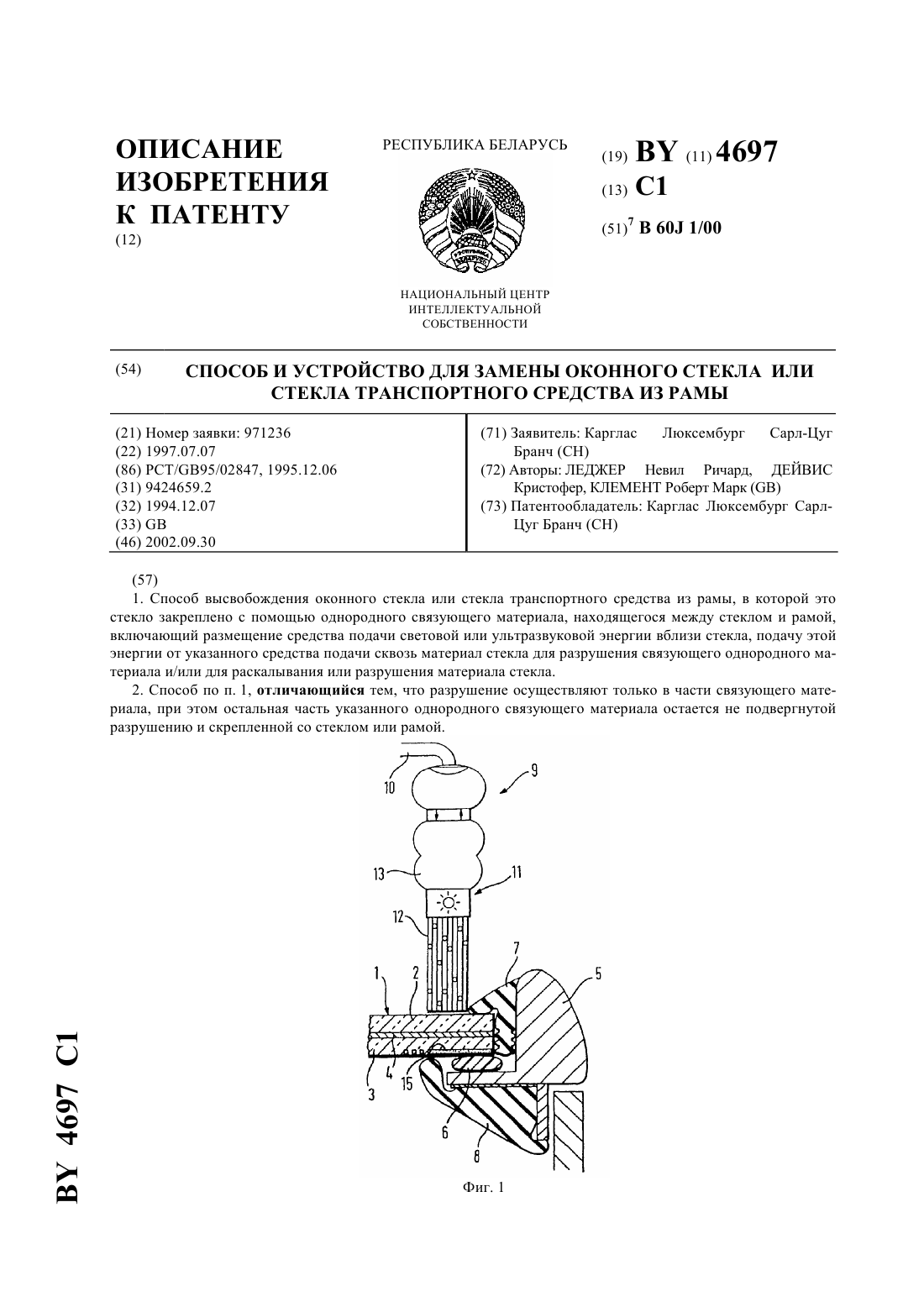
...и скрепленной со стеклом или рамой. Связующий материал может иметь форму прокладки, расположенной по периферии стекла, а средство подачи энергии помещают вблизи периферийного участка стекла для локального высвобождения участка этого стекла и передвигают его вдоль прокладки по периферии стекла для полного его высвобождения, при этом подаваемую световую энергию сосредоточивают в заранее выбранном месте. Подаваемая световая энергия может...
Cпособ изготовления бетонной стены с использованием напряженных опалубок, устройство для его осуществления и трубчатая распорка для связывания конструкции опалубки для изготовления бетонной стены
Номер патента: 3503
Опубликовано: 30.09.2000
Автор: Шмид Рене П.
МПК: E04G 17/06
Метки: бетонной, конструкции, осуществления, использованием, устройство, изготовления, связывания, напряженных, распорка, трубчатая, опалубки, cпособ, стены, опалубок
Текст:
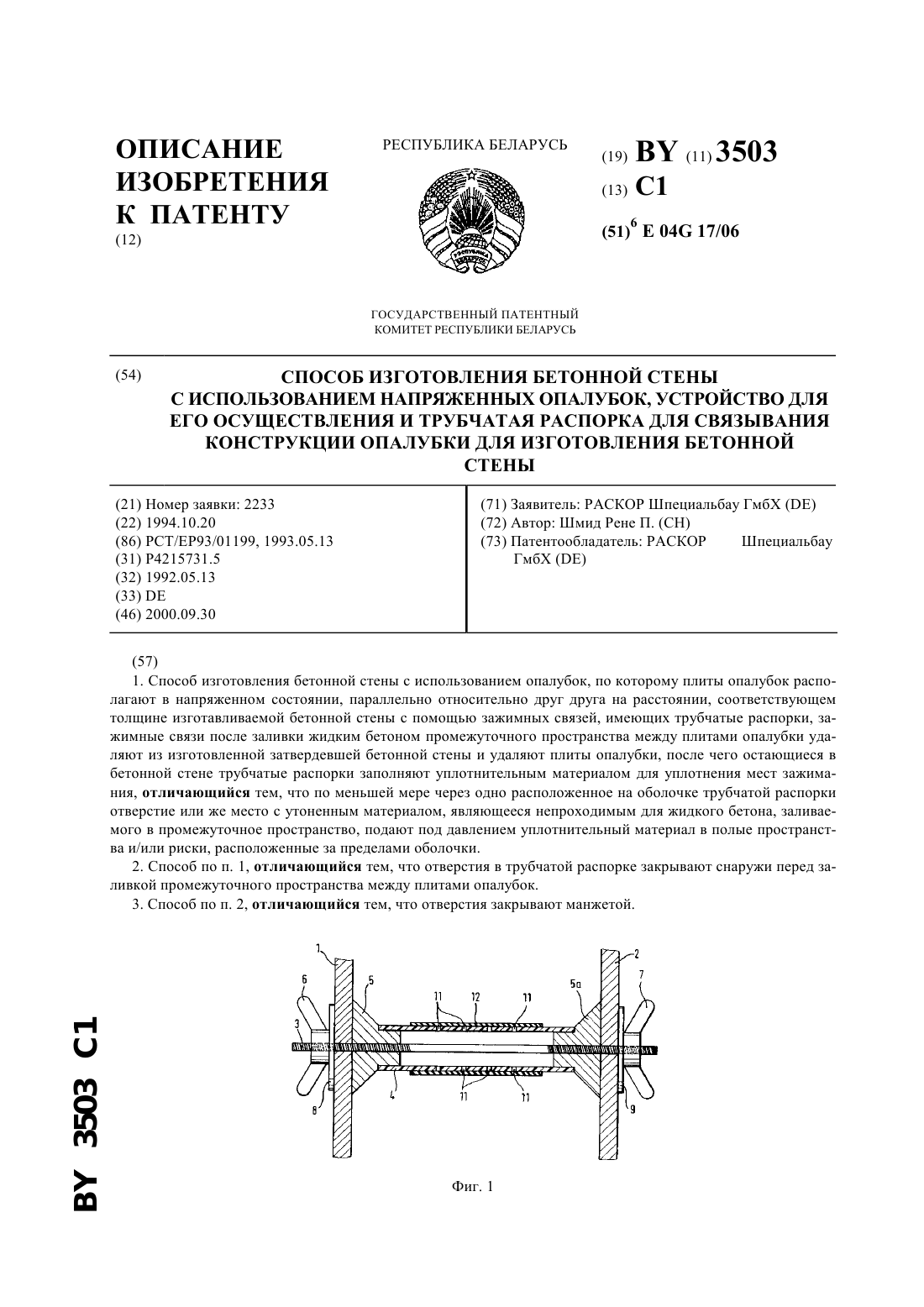
...распорки. Тем самым нет уже более необходимости в том, чтобы просверливать бетон снаружи или создать особые устройства, чтобы пропускать наружу конец или начало инжекторного шланга или инжекторного канала. На фиг. 1 показано поперечное сечение по конструкции опалубки, предназначенной для изготовления бетонной стены с использованием предпочтительного варианта исполнения трубчатой распорки в соответствии с настоящим изобретением на фиг. 2 -...
Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия
Номер патента: 7216
Опубликовано: 30.09.2005
Авторы: Кадников Сергей Аркадьевич, Ласковнев Александр Петрович
МПК: F16C 33/04
Метки: изделия, покрытия, способ, поверхность, нанесения, многослойного, полого, внутреннюю
Текст:
...физико-химические свойства которых значительно отличаются от свойств основного материала. В частности, добавки с низкой плотностью типа графита, оксидов, дисульфидов и т.п., придающих покрытию особые физико-химические и механические свойства. Задачей заявляемого способа является возможность получения сплошного покрытия в полостях с введением в него, особенно в его приповерхностный рабочий слой, дополнительных легирующих компонентов....
Способ осаждения пленок фосфоросиликатного стекла
Номер патента: 3924
Опубликовано: 30.06.2001
Авторы: Наливайко Олег Юрьевич, Емельянов Виктор Андреевич, Буслов Игорь Иванович, Пшеничный Евгений Николаевич, Смагин Дмитрий Леонидович
МПК: H01L 21/316
Метки: осаждения, фосфоросиликатного, пленок, стекла, способ
Текст:
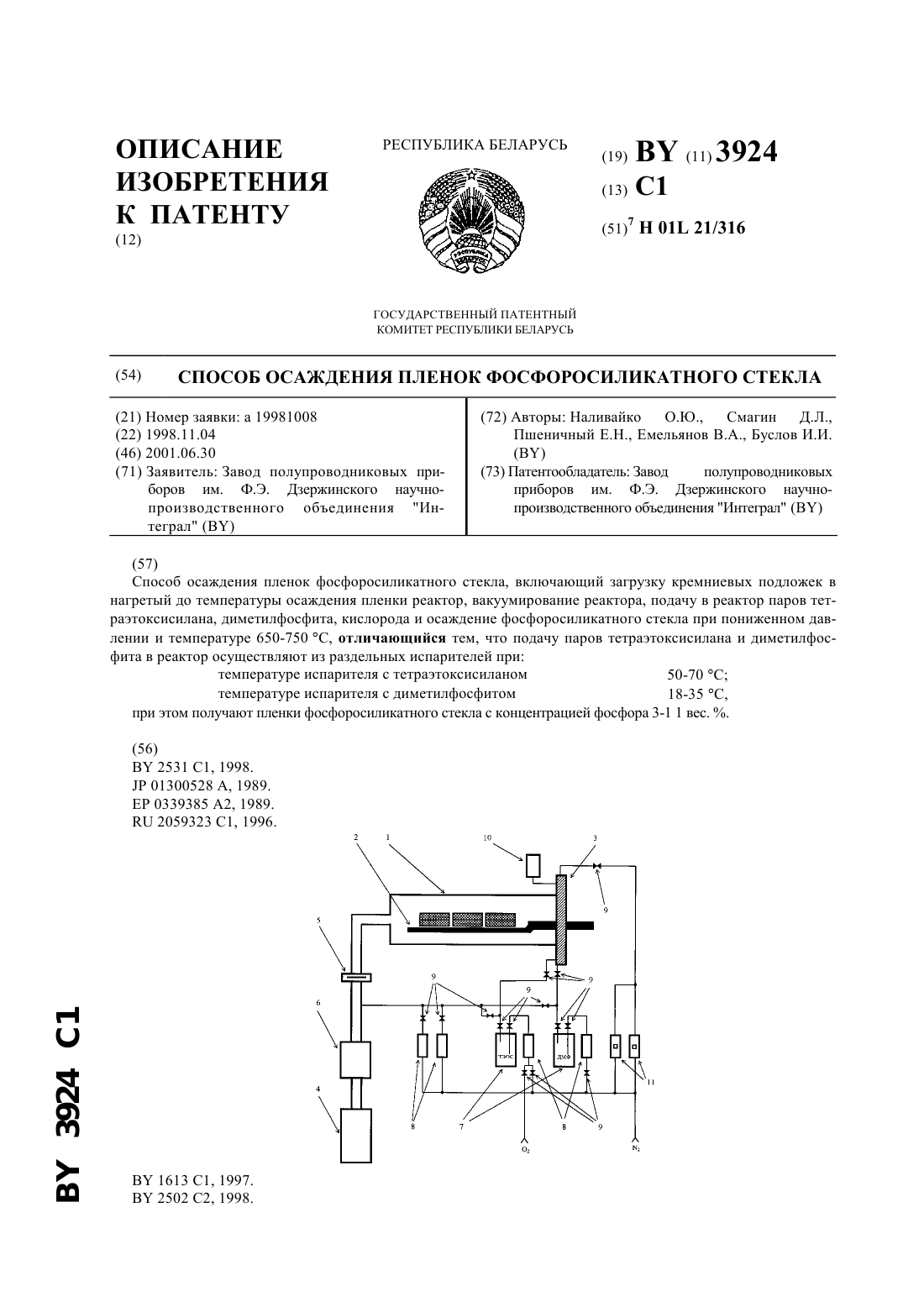
...концентрации фосфора в пленке, так как соотношение потоков ТЭОС/ДМФ поддерживается более точно. Дополнительным преимуществом является более экономное использование реагентов. При температуре испарителя ТЭОС ниже 50 С из-за относительно низкого давления паров реагентов снижается скорость осаждения, что повышает издержки производства. При температуре испарителя ТЭОС более 70 С из-за относительно высокого давления паров трудно...
Предыдущий патент: Новые производные пиразола, способ их получения и содержащие их фармацевтические композиции
Следующий патент: Карбоксамидные производные пирролидина, пиперидина и гексагидроазепина для лечения нарушений, вызываемых тромбозом
Случайный патент: Механизм управления тормозами колесного транспортного средства с реверсивным постом управления, например, трактора