Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия
Номер патента: 7216
Опубликовано: 30.09.2005
Авторы: Ласковнев Александр Петрович, Кадников Сергей Аркадьевич
Текст
(51)16 33/04 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОЛОГО ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Кадников Сергей Аркадьевич Ласковнев Александр Петрович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия, включающий формирование оболочки с последующей обработкой ее наружной поверхности до посадочного размера, размещение оболочки в полости изделия и удаление излишнего материала до внутреннего посадочного размера, отличающийся тем, что формируют оболочку путем газотермического напыления слоев покрытия на наружную поверхность оправки. Предполагаемое изобретение относится к области машиностроения и может быть использовано при изготовлении деталей с защитными покрытиями на внутренних поверхностях. В настоящее время широкое применение нашли покрытия, получаемые методами газотермического, в частности плазменного напыления 1. Однако они не могут использоваться для изготовления изделий с покрытиями в полостях, диаметр или высота которых меньше, по крайней мере, высоты распылительного устройства (плазмотрона, газопламенной горелки и т.п.), т.е. порядка 150-200 мм. И даже в этом случае в рабочем приповерхностном слое возникают растягивающие остаточные напряжения, которые снижают эксплуатационный ресурс покрытия. Из других известных способов нанесения покрытия на внутреннюю поверхность ближайшим аналогом заявляемого способа является способ, включающий формирование оболочки путем литья, механической обработки и запрессовки ее в полость изделия 2. Однако этот способ не приемлем для получения многослойного покрытия, покрытия с твердыми смазками, а также тонкостенного покрытия, поскольку в процессе запрессовки тонкостенного покрытия (втулки) в отверстие произойдет его деформация. Кроме того, он весьма трудоемок и не экономичен, ибо образуются большие отходы как при литье, так и при последующей механической обработке. 7216 1 2005.09.30 Известен способ нанесения покрытий на внутреннюю поверхность путем формирования оболочки из листовых заготовок, например ленты, с последующей запрессовкой ее в полость изделия и удалением излишнего металла до посадочного размера 3. Существенным недостатком этого способа является невозможность использования материалов с низкой пластичностью либо со структурами, не позволяющими проводить пластическую обработку в холодном или в горячем состояниях. К последним относятся, например, многие оловяннофосфористые бронзы, обладающие высокими триботехническими свойствами (значительно выше, чем листовые бронзы), но не допускавшие обработку давлением. Недостатком способа является невозможность получения сплошной оболочки, ибо в ней всегда присутствует несплошность в виде стыка концов ленты, что существенно снижает ее защитные и эксплуатационные свойства. Способ не позволяет также вводить в материал легирующие добавки, физико-химические свойства которых значительно отличаются от свойств основного материала. В частности, добавки с низкой плотностью типа графита, оксидов, дисульфидов и т.п., придающих покрытию особые физико-химические и механические свойства. Задачей заявляемого способа является возможность получения сплошного покрытия в полостях с введением в него, особенно в его приповерхностный рабочий слой, дополнительных легирующих компонентов. Поставленная задача решается таким образом, что в способе нанесения покрытия на внутреннюю поверхность полого изделия, включающем формирование оболочки с последующей обработкой ее наружной поверхности до посадочного размера, размещение оболочки в полости изделия и удаление излишнего материала до внутреннего посадочного размера, формируют оболочку путем газотермического напыления слоев покрытия на наружную поверхность оправки. Заявляемый способ позволяет исключить недостатки аналога и прототипа, а именно снизить трудоемкость, металлоемкость и энергоемкость, позволяет получать сплошную оболочку без несплошности на стыке концов, применять любые материалы вне зависимости от их технологических способностей к обработке давлением или литьем. Существенным преимуществом заявляемого способа является возможность вводить в материал оболочки любые по физико-химическим и механическим свойствам легирующие добавки,причем концентрацию последних можно планомерно менять от первого до последнего слоя по всей толщине оболочки. Такая возможность особенно важна при использовании добавок типа дисульфида молибдена, редкоземельных или драгоценных металлов и сплавов, ибо введение их только в приповерхностный слой снижает их расход, а следовательно снижает и стоимость всего изделия. Сущность заявляемого способа заключается в том, что формирование оболочки осуществляют напылением материала на оправку. Напыление выполняют газотермическими методами (газопламенным, плазменным или электродуговым либо детонационным) порошковых материалов либо специальных шнуров или проволок. В качестве оправки используют тонкостенные трубы соответствующего профиля либо специальные приспособления типа цанги. Пример. Изготавливают подшипник скольжения для сателлита дифференциала автомобиля. Корпусом подшипника служит коническая шестерня с внутренним диаметром 34 мм, а шейкой - шип крестовины диаметром 28 мм. В качестве оправки используют отрезок трубы диаметром 27,5 мм (номенклатура труб Могилевского металлургического завода), который устанавливают во вращатель установки плазменного напыления, например 15-ВБ, и напыляют слой из бронзы БрОФ 10-1 толщиной 10,25 мм, после чего напыляют более дешевый порошок, например ПЖ-25, до диаметра 350,5 мм. Затем напыленную заготовку обрабатывают на токарном станке до посадочного диаметра 340,02 мм и отрезают на требуемую длину. Полученную таким образом заготовку втулки подшипника запрессо 2 7216 1 2005.09.30 вывают в отверстие конической шестерки и растачивают до конструктивного диаметра 280,02 мм. Заявляемый способ нанесения покрытий планируется использовать на Минском автомобильном заводе, Белорусском заводе, Минском электромеханическом заводе и других предприятиях машиностроения. Источники информации 1. Кудинов В.В. Плазменные покрытия. - . Наука, 1977. 2. Прогрессивная технология производства биметаллических подшипников скольжения высокоточных станков. - . Машиностроение, 1972 (прототип). 3. Гусев А.А. и др. Технология машиностроения. - М. Машиностроение, 1968. - С. 464. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: F16C 33/04
Метки: поверхность, изделия, многослойного, покрытия, нанесения, полого, способ, внутреннюю
Код ссылки
<a href="https://by.patents.su/3-7216-sposob-naneseniya-mnogoslojjnogo-pokrytiya-na-vnutrennyuyu-poverhnost-pologo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия</a>
Устройство для нанесения покрытий из порошка на внутреннюю поверхность изделия
Номер патента: U 912
Опубликовано: 30.06.2003
Автор: Буйкус Кястас Вито
МПК: C23C 4/00
Метки: покрытий, внутреннюю, изделия, устройство, поверхность, нанесения, порошка
Текст:
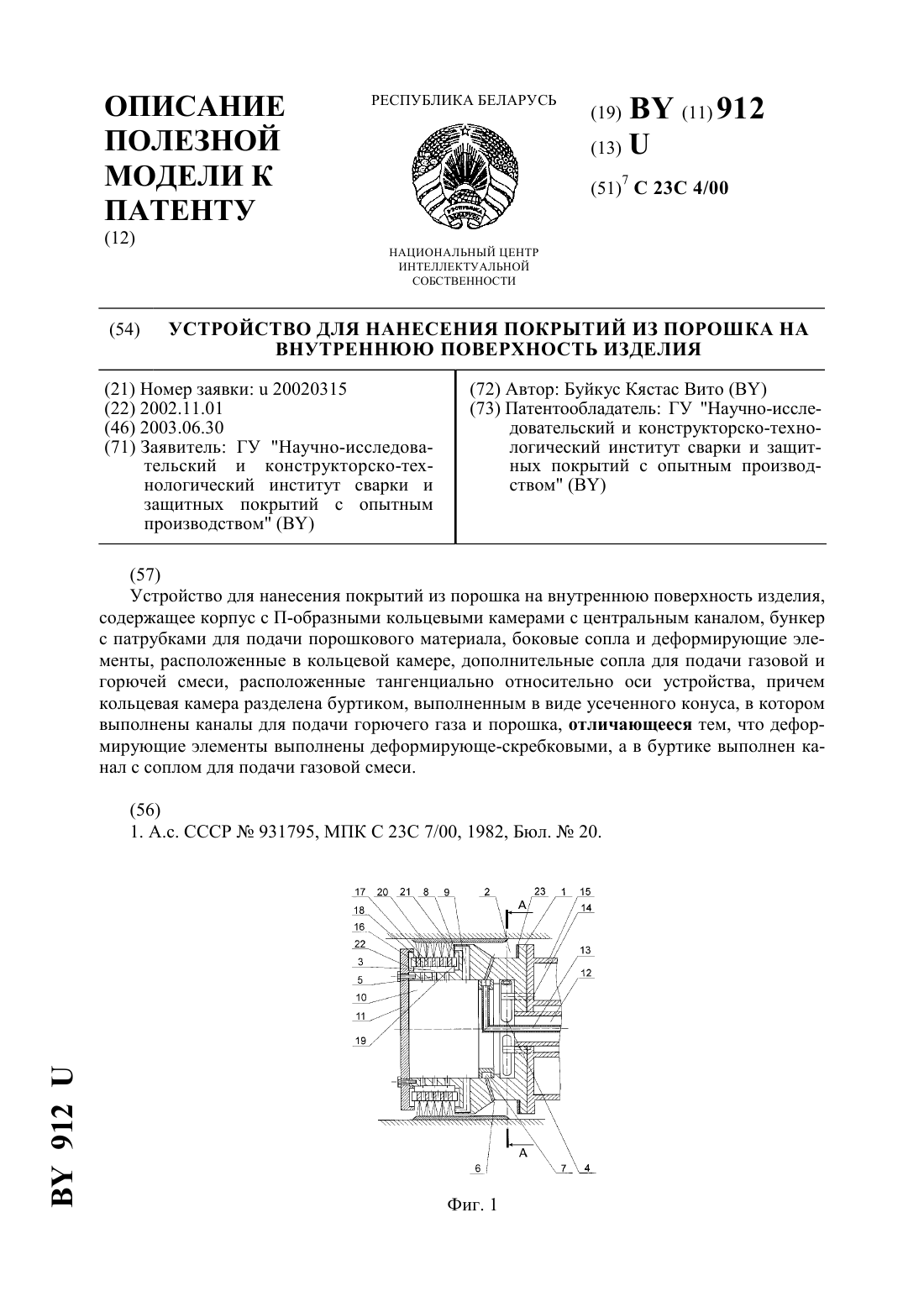
...8 для подачи газовой смеси по каналу 9, соединенного с центральным каналом 10 для подачи газовой смеси, крышки 11, центрального патрубка 12 для подачи газовой смеси в центральный канал 10, патрубка 13 подачи горючего газа в канал 7, патрубков 14 для подачи порошка из бункера 15, деформирующе-скребковых элементов 16, состоящих из основы 17 с отверстиями 18 и направляющими 19, щетины 20 и расположенной в пазах 21 и 22 корпуса 1 и крышки 11...
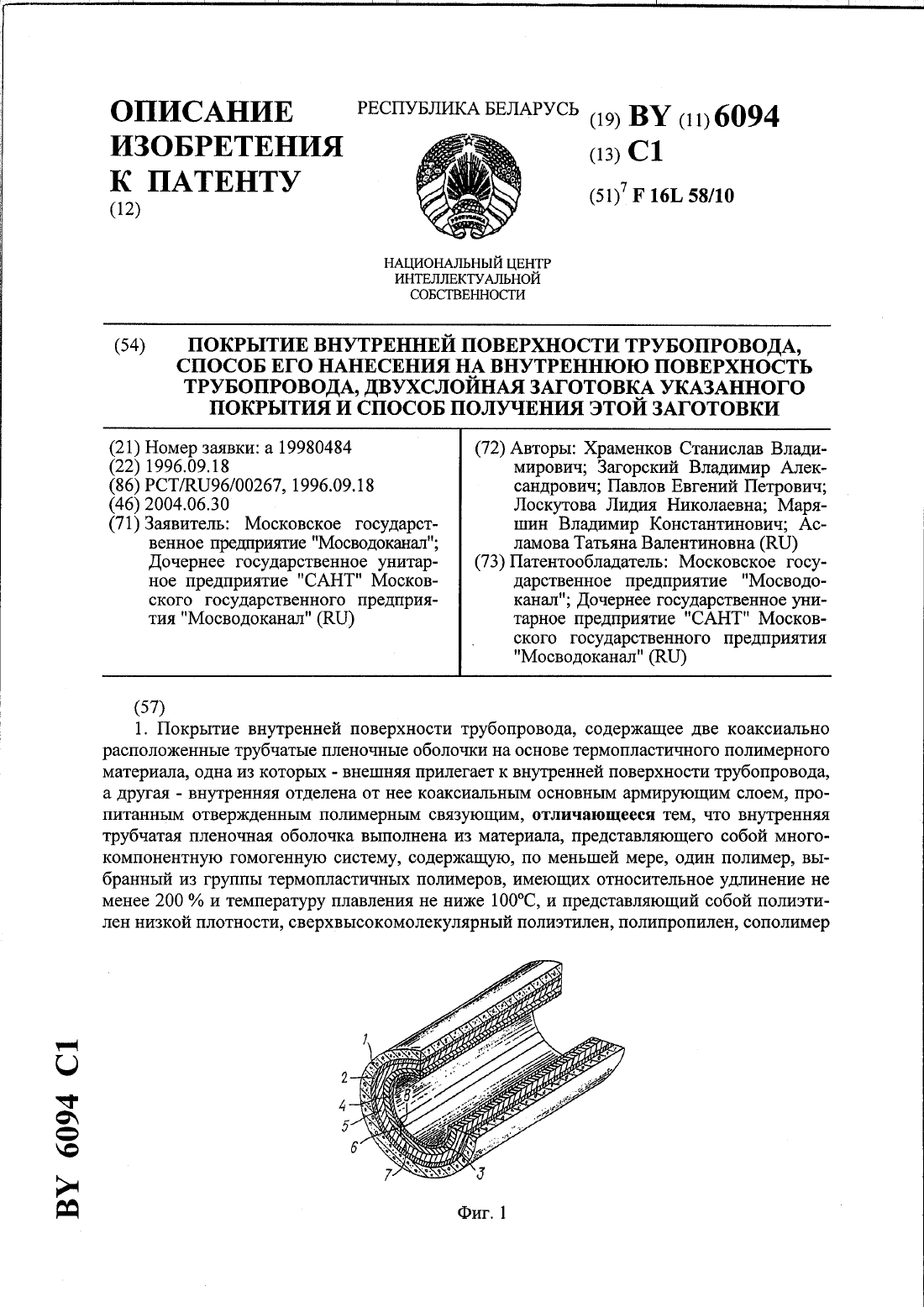
Покрытие внутренней поверхности трубопровода, способ его нанесения на внутреннюю поверхность трубопровода, двухслойная заготовка указанного покрытия и способ получения этой заготовки
Номер патента: 6094
Опубликовано: 30.06.2004
Авторы: Павлов Евгений Петрович, Маряшин Владимир Константинович, Загорский Владимир Александрович, Лоскутова Лидия Николаевна, Храменков Станислав Владимирович, Асламова Татьяна Валентиновна
МПК: F16L 58/10
Метки: покрытие, этой, покрытия, внутренней, внутреннюю, трубопровода, заготовка, получения, указанного, нанесения, заготовки, поверхность, двухслойная, способ, поверхности
Текст:
...качестве полиорганосилоксана полиметилфенилсилоксан.26. Способ по п. 18, отличающийся тем, что в качестве двух выбранных термопластичных полимеров используют полиэтилен низкой плотности в количестве 5-95 мас. и полипропилен в количестве 4,3-94,7 мас. по отношению к общей массе внутренней обопочки, а в качестве полиорганосилоксана - полифенилсилоксан.27. Способ по п. 18, отличающийся тем, что в качестве двух выбранных термопластичных...
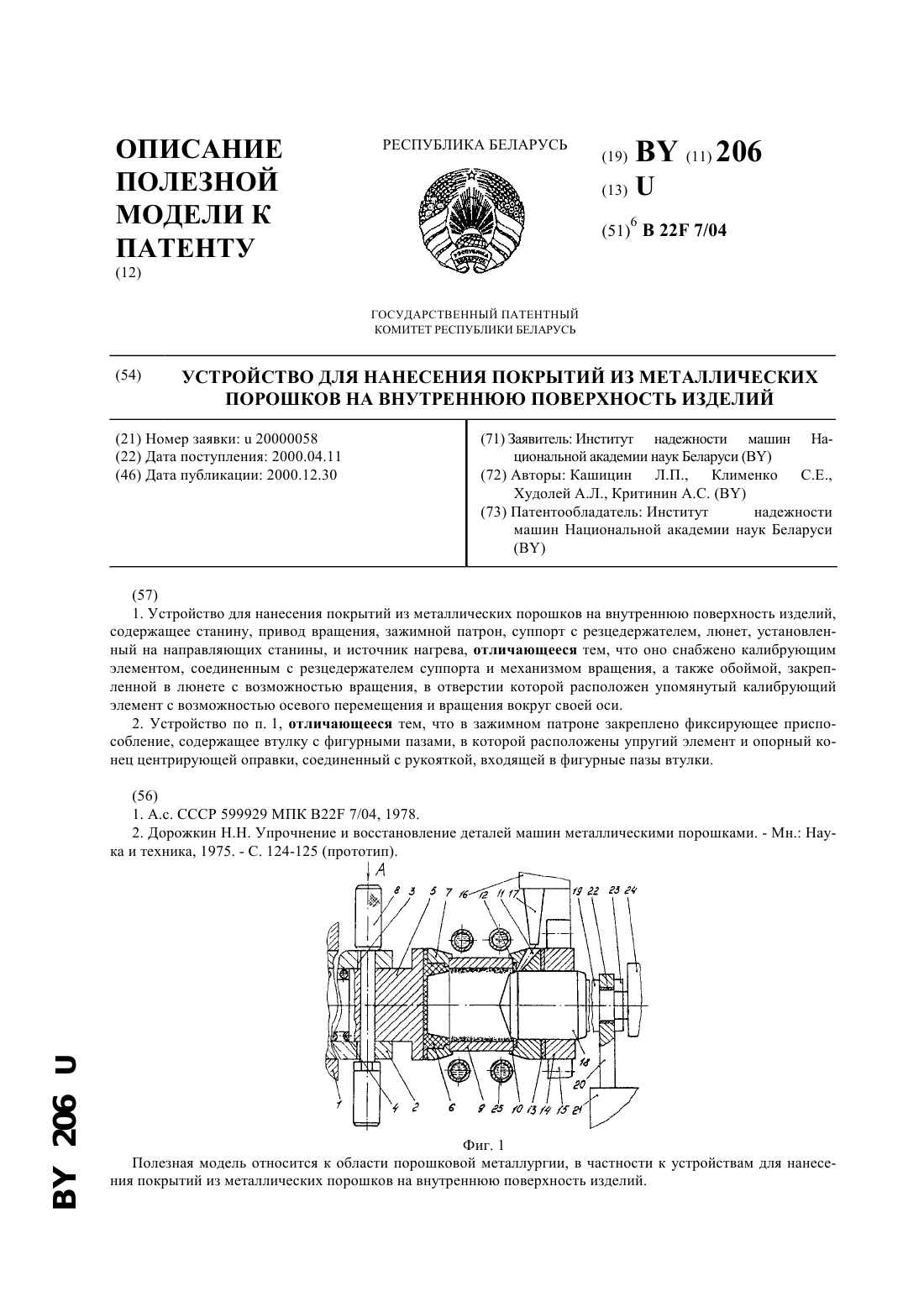
Устройство для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий
Номер патента: U 206
Опубликовано: 30.12.2000
Авторы: Критинин Александр Сергеевич, Клименко Сергей Ефимович, Худолей Андрей Леонидович, Кашицин Леонид Павлович
МПК: B22F 7/04
Метки: поверхность, нанесения, порошков, внутреннюю, изделий, металлических, устройство, покрытий
Текст:
...упругий элемент 4 и опорный конец центрирующей оправки 5, к которой крепятся термоизоляционная втулка 6 и сменный наконечник 7. В опорном конце центрирующей оправки 5 имеется отверстие, через которое проходит рукоятка 8, проходящая также через фигурные пазы 3 втулки 2. Упругий элемент 4, расположенный в полости втулки 2, фиксируется резьбовой пробкой (на чертеже не показана), позволяющей изменять величину силы предварительной...
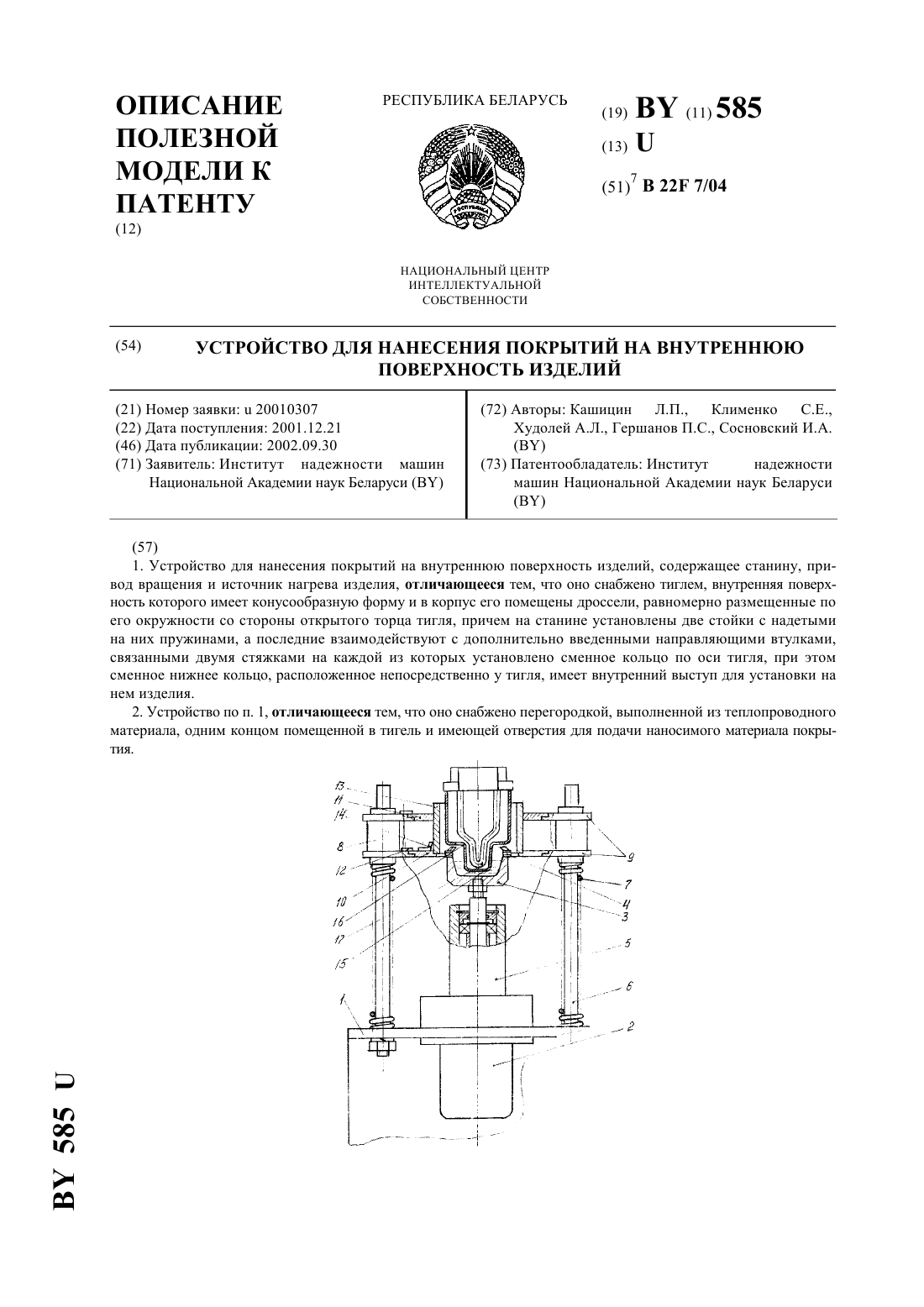
Устройство для нанесения покрытий на внутреннюю поверхность изделий
Номер патента: U 585
Опубликовано: 30.09.2002
Авторы: Гершанов Петр Самуилович, Кашицин Леонид Павлович, Худолей Андрей Леонидович, Сосновский Игорь Александрович, Клименко Сергей Ефимович
МПК: B22F 7/04
Метки: изделий, устройство, внутреннюю, нанесения, поверхность, покрытий
Текст:
...восстанавливаемого изделия перемещение изделия относительно тигля в этом месте повторить несколько раз - в зависимости от требуемой толщины покрытия. Теплопередающая перегородка, имеющая верхнюю и нижнюю части, необходимая для расплавления наносимого материала, служит защитой источника нагрева (например, индуктора ТВЧ) от расплава материала, а также обеспечивает подогревание поверхности изделия, на которую необходимо нанести покрытие. Таким...
Устройство для нанесения полимерных покрытий на внутреннюю поверхность труб

Номер патента: 4284
Опубликовано: 30.03.2002
Автор: Рихард КРАЙЗЕЛЬМАЙЕР
МПК: F16L 58/02, B05B 13/06
Метки: поверхность, труб, внутреннюю, нанесения, покрытий, устройство, полимерных
Текст:
...его в пределах района применения в заданное место. При этом целесообразно, чтобы блок управления располагался с блоком питания на одном шасси, соединенном с блоком нанесения покрытия посредством шланга высокого давления и, при необходимости, электрическим кабелем с пультом ручного управления. При этом может быть выбрана требуемая длина шланга подачи материала, проходящего от блоков управления и питания к блоку нанесения покрытия. Это...
Предыдущий патент: Способ лечения хронических вазомоторных ринитов
Следующий патент: Антифрикционный материал РОМАНИТ, способ его получения и элемент узла трения
Случайный патент: Устройство для выявления формы графитных включений в структуре чугуна