Способ электрохимической обработки поверхности металлических изделий
Текст
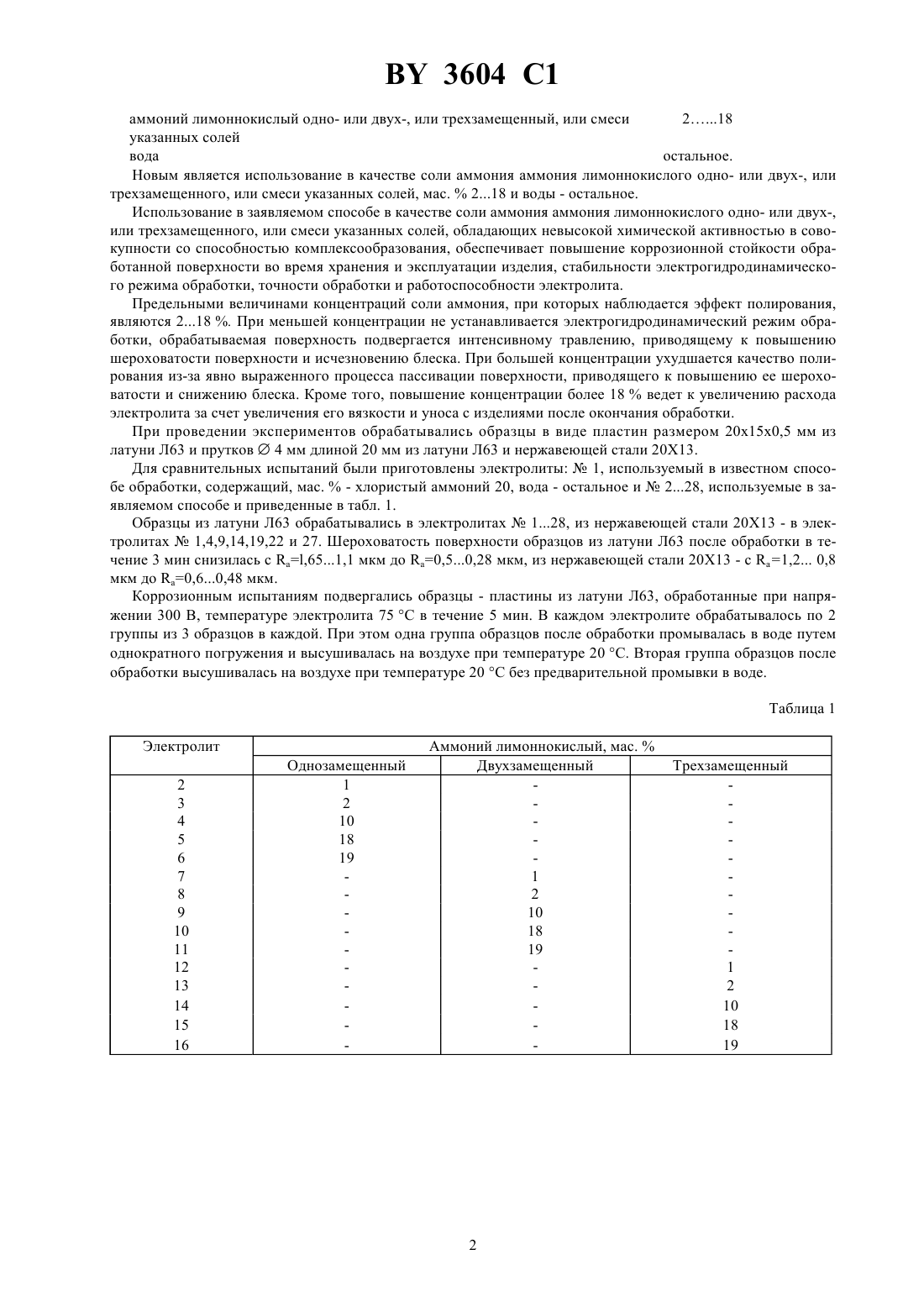
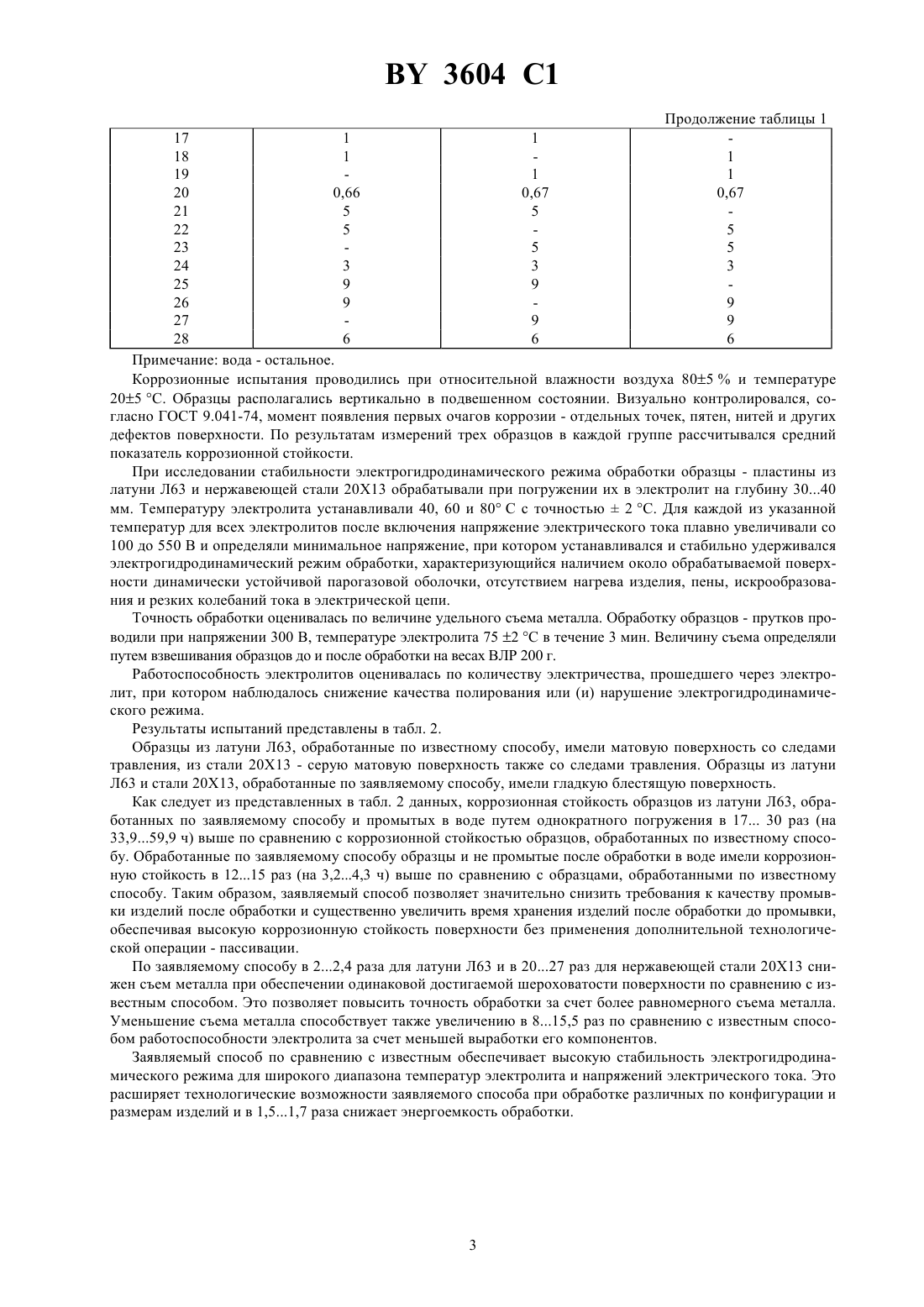
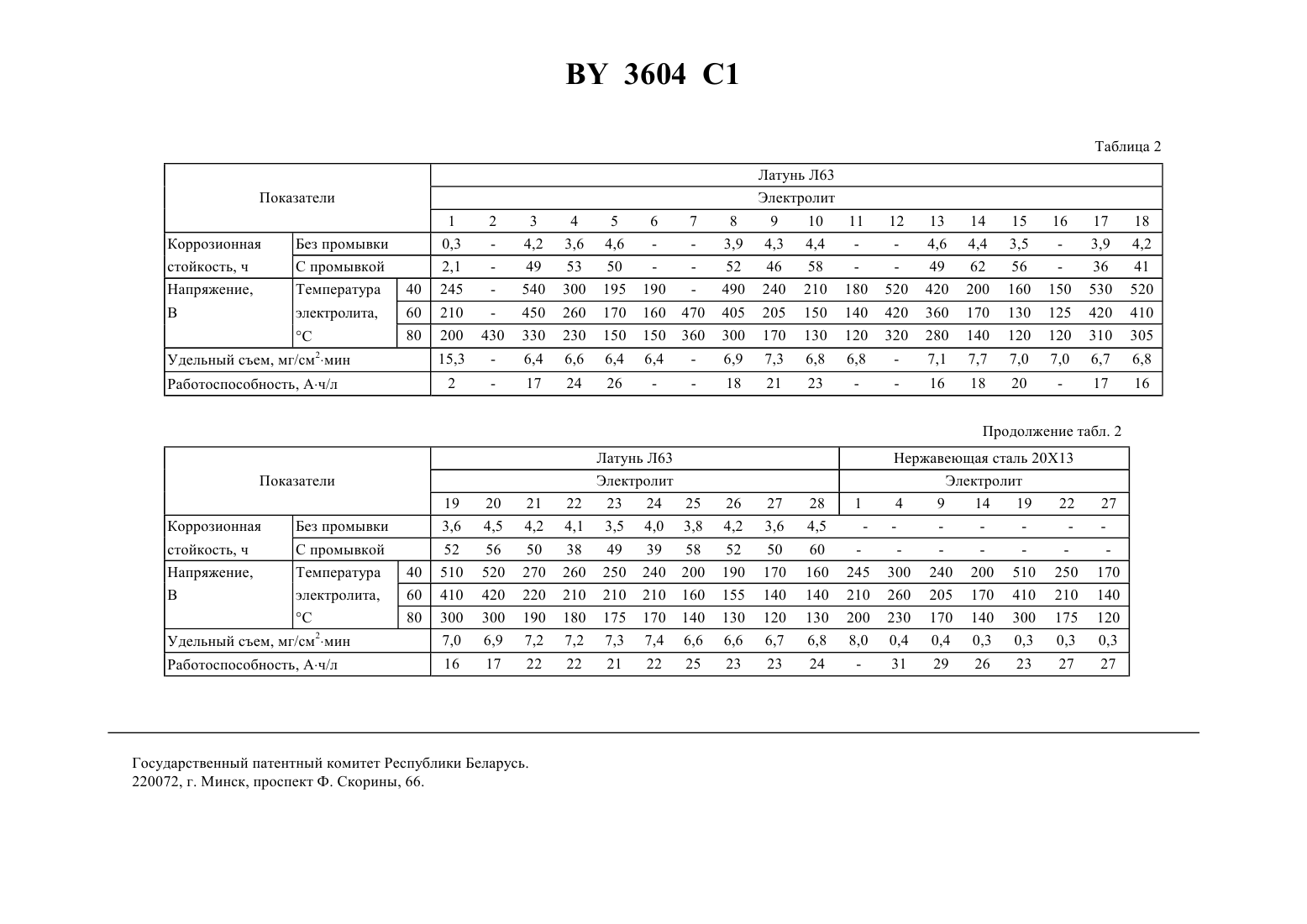
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ(57) Способ электрохимической обработки поверхности металлических изделий, включающий анодную обработку в электрогидродинамическом режиме в электролите, содержащем соль аммония и воду, отличающийся тем, что в качестве соли аммония используют аммоний лимоннокислый одно- или двух-, или трехзамещенный, или смеси указанных солей при следующем соотношении компонентов, мас.аммоний лимоннокислый одно- или двух-, или трехзамещенный, или смеси указанных солей 2-18 вода остальное.(56) 1.1132 С 1, МПК 5 25 3/16, 1996. 2. Электронная обработка материалов. - 1978. -5. - С. 13-17 (прототип). Изобретение относится к области электрохимического полирования металлических изделий, преимущественно из медьсодержащих сплавов и нержавеющих сталей. Известен способ полирования металлических поверхностей, включающий анодную обработку в электрогидродинамическом режиме в электролите, содержащем хлористый аммоний, хлористый натрий и воду 1. Известный способ обеспечивает удаление окалины и снижение шероховатости поверхности и ее блеск только на стальных изделиях. Используемый в способе электролит обладает низкой работоспособностью,требует частой корректировки состава электролита из-за неравномерной выработки его компонентов и имеет высокую химическую активность, что приводит к неравномерному съему металла с поверхности изделия. Известен также способ полирования поверхности металлических изделий, включающий анодную обработку в электрогидродинамическом режиме в электролите, содержащем соль аммония и воду 2. Используемый в способе электролит также имеет высокую химическую активность, что приводит к значительной неравномерности обработки и не позволяет обеспечить высокую коррозионную стойкость обработанной поверхности изделий из медьсодержащих сплавов во время их хранения и эксплуатации. Известный способ обеспечивает достаточно узкий интервал напряжений электрического тока, в котором обработка возможна в электрогидродинамическом режиме. Применительно к обработке изделий из медьсодержащих сплавов и нержавеющих сталей электролит характеризуется низкой работоспособностью. Задача, на которую направлено изобретение, заключается в повышении коррозионной стойкости обработанной поверхности во время хранения и эксплуатации изделия, стабильности электрогидродинамического режима обработки, точности обработки и работоспособности электролита путем использования при обработке электролита с солью аммония, обладающей невысокой химической активностью в совокупности со способностью комплексообразования. Задача решается тем, что в способе электрохимической обработки поверхности металлических изделий,включающем анодную обработку в электрогидродинамическом режиме в электролите, содержащем соль аммония и воду, в качестве соли аммония используют аммоний лимоннокислый одно- или двух-, или трехзамещенный, или смеси указанных солей при следующем соотношении компонентов, мас. 3604 1 аммоний лимоннокислый одно- или двух-, или трехзамещенный, или смеси 218 указанных солей вода остальное. Новым является использование в качестве соли аммония аммония лимоннокислого одно- или двух-, или трехзамещенного, или смеси указанных солей, ма.218 и воды - остальное. Использование в заявляемом способе в качестве соли аммония аммония лимоннокислого одно- или двух-,или трехзамещенного, или смеси указанных солей, обладающих невысокой химической активностью в совокупности со способностью комплексообразования, обеспечивает повышение коррозионной стойкости обработанной поверхности во время хранения и эксплуатации изделия, стабильности электрогидродинамического режима обработки, точности обработки и работоспособности электролита. Предельными величинами концентраций соли аммония, при которых наблюдается эффект полирования,являются 218 . При меньшей концентрации не устанавливается электрогидродинамический режим обработки, обрабатываемая поверхность подвергается интенсивному травлению, приводящему к повышению шероховатости поверхности и исчезновению блеска. При большей концентрации ухудшается качество полирования из-за явно выраженного процесса пассивации поверхности, приводящего к повышению ее шероховатости и снижению блеска. Кроме того, повышение концентрации более 18 ведет к увеличению расхода электролита за счет увеличения его вязкости и уноса с изделиями после окончания обработки. При проведении экспериментов обрабатывались образцы в виде пластин размером 20 х 15 х 0,5 мм из латуни Л 63 и прутков 4 мм длиной 20 мм из латуни Л 63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после обработки в течение 3 мин снизилась с ,651,1 мкм до 0,50,28 мкм, из нержавеющей стали 20 Х 13 - с 1,2 0,8 мкм до 0,60,48 мкм. Коррозионным испытаниям подвергались образцы - пластины из латуни Л 63, обработанные при напряжении 300 В, температуре электролита 75 С в течение 5 мин. В каждом электролите обрабатывалось по 2 группы из 3 образцов в каждой. При этом одна группа образцов после обработки промывалась в воде путем однократного погружения и высушивалась на воздухе при температуре 20 С. Вторая группа образцов после обработки высушивалась на воздухе при температуре 20 С без предварительной промывки в воде. Таблица 1 Электролит 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 3604 1 Продолжение таблицы 1 17 1 1 18 1 1 19 1 1 20 0,66 0,67 0,67 21 5 5 22 5 5 23 5 5 24 3 3 3 25 9 9 26 9 9 27 9 9 28 6 6 6 Примечание вода - остальное. Коррозионные испытания проводились при относительной влажности воздуха 805 и температуре 205 С. Образцы располагались вертикально в подвешенном состоянии. Визуально контролировался, согласно ГОСТ 9.041-74, момент появления первых очагов коррозии - отдельных точек, пятен, нитей и других дефектов поверхности. По результатам измерений трех образцов в каждой группе рассчитывался средний показатель коррозионной стойкости. При исследовании стабильности электрогидродинамического режима обработки образцы - пластины из латуни Л 63 и нержавеющей стали 20 Х 13 обрабатывали при погружении их в электролит на глубину 3040 мм. Температуру электролита устанавливали 40, 60 и 80 С с точностью 2 С. Для каждой из указанной температур для всех электролитов после включения напряжение электрического тока плавно увеличивали со 100 до 550 В и определяли минимальное напряжение, при котором устанавливался и стабильно удерживался электрогидродинамический режим обработки, характеризующийся наличием около обрабатываемой поверхности динамически устойчивой парогазовой оболочки, отсутствием нагрева изделия, пены, искрообразования и резких колебаний тока в электрической цепи. Точность обработки оценивалась по величине удельного съема металла. Обработку образцов - прутков проводили при напряжении 300 В, температуре электролита 75 2 С в течение 3 мин. Величину съема определяли путем взвешивания образцов до и после обработки на весах ВЛР 200 г. Работоспособность электролитов оценивалась по количеству электричества, прошедшего через электролит, при котором наблюдалось снижение качества полирования или (и) нарушение электрогидродинамического режима. Результаты испытаний представлены в табл. 2. Образцы из латуни Л 63, обработанные по известному способу, имели матовую поверхность со следами травления, из стали 20 Х 13 - серую матовую поверхность также со следами травления. Образцы из латуни Л 63 и стали 20 Х 13, обработанные по заявляемому способу, имели гладкую блестящую поверхность. Как следует из представленных в табл. 2 данных, коррозионная стойкость образцов из латуни Л 63, обработанных по заявляемому способу и промытых в воде путем однократного погружения в 17 30 раз (на 33,959,9 ч) выше по сравнению с коррозионной стойкостью образцов, обработанных по известному способу. Обработанные по заявляемому способу образцы и не промытые после обработки в воде имели коррозионную стойкость в 1215 раз (на 3,24,3 ч) выше по сравнению с образцами, обработанными по известному способу. Таким образом, заявляемый способ позволяет значительно снизить требования к качеству промывки изделий после обработки и существенно увеличить время хранения изделий после обработки до промывки,обеспечивая высокую коррозионную стойкость поверхности без применения дополнительной технологической операции - пассивации. По заявляемому способу в 22,4 раза для латуни Л 63 и в 2027 раз для нержавеющей стали 20 Х 13 снижен съем металла при обеспечении одинаковой достигаемой шероховатости поверхности по сравнению с известным способом. Это позволяет повысить точность обработки за счет более равномерного съема металла. Уменьшение съема металла способствует также увеличению в 815,5 раз по сравнению с известным способом работоспособности электролита за счет меньшей выработки его компонентов. Заявляемый способ по сравнению с известным обеспечивает высокую стабильность электрогидродинамического режима для широкого диапазона температур электролита и напряжений электрического тока. Это расширяет технологические возможности заявляемого способа при обработке различных по конфигурации и размерам изделий и в 1,51,7 раза снижает энергоемкость обработки. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: C25F 3/00
Метки: способ, поверхности, электрохимической, металлических, обработки, изделий
Код ссылки
<a href="https://by.patents.su/4-3604-sposob-elektrohimicheskojj-obrabotki-poverhnosti-metallicheskih-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ электрохимической обработки поверхности металлических изделий</a>
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Кашицин Леонид Павлович, Худолей Андрей Леонидович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: порошков, варианты, деталей, внутренние, цилиндрических, его, нанесения, покрытий, поверхности, металлических, способ
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Устройство для электрохимической обработки кремниевых пластин
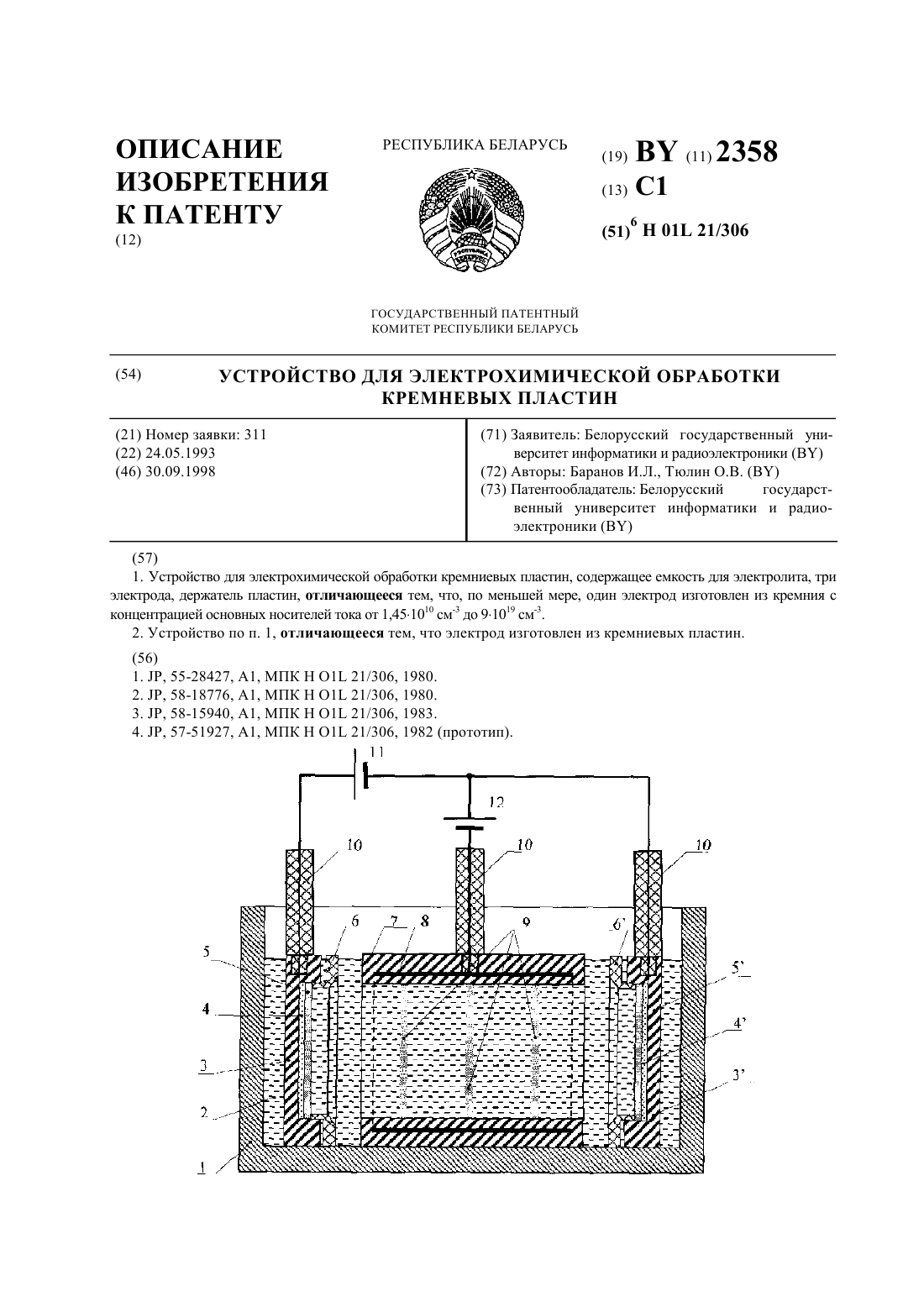
Номер патента: 2358
Опубликовано: 30.09.1998
Авторы: Тюлин Олег Владимирович, Баранов Игорь Ливерьевич
МПК: H01L 21/306
Метки: электрохимической, устройство, кремниевых, обработки, пластин
Текст:
...прижимаются уплотнительными кольцами 6, 6 с помощью их резьбового соединения с держателями 3, 3. Это обеспечивает надежный электрический контакт электродовкремниевых пластин 5,5 с токопроводами 4,4 и изоляцию последних от электролита 2. В электролит 2 между электродами-кремниевыми пластинами 5, 5 помещен держатель 7, изолирующий от электролита 2 и помещенных в него обрабатываемых кремниевых пластин 9, цилиндрический электрод 8. К кремниевым...
Способ и водный состав для дезактивации зараженных радиоактивными веществами металлических изделий
Номер патента: 963
Опубликовано: 15.12.1995
Авторы: Жан-Франсуа Эки, Йозеф Ханулик
МПК: G21F 9/00
Метки: состав, водный, веществами, изделий, металлических, способ, дезактивации, радиоактивными, зараженных
Текст:
...катоде и затем может направляться на за коронение известными приемами. гЭлектролиз.предпочтительно проводят при комнатной температуре и плотности тока, равной 5 БОО ма/смд. Получаемый в результате электролиза раствор можно доводить до требуемой концнтрации и снова приме ННТЬ на СТЭДИИ ДЭЗЭКТИВЗЦИИ. ЕСЛИ СТЕПЕНЬ ЗЭРЭЖВНИН ПОЛХаеМОГО В ЮЗзулътате злектролиза.водного раствора фтороборной кислоты слишком высока, то его нейтрализуют добавлением...
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
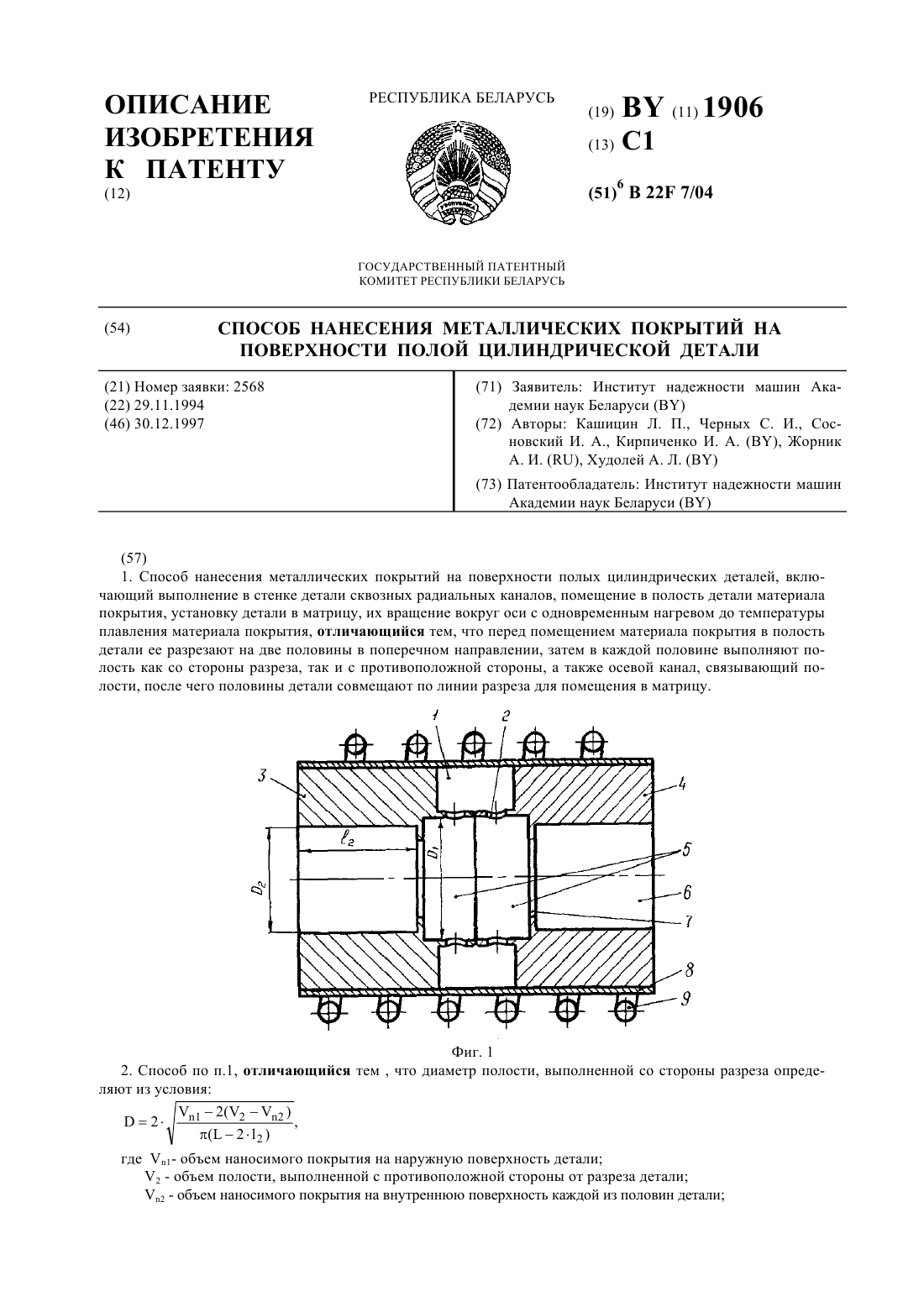
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Сосновский Игорь Александрович, Черных Сергей Иванович, Жорник Александр Иванович, Кашицин Леонид Павлович, Худолей Андрей Леонидович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: способ, полой, металлических, нанесения, цилиндрической, детали, поверхности, покрытий
Текст:
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Способ изготовления изделий из твердосплавных металлических порошков
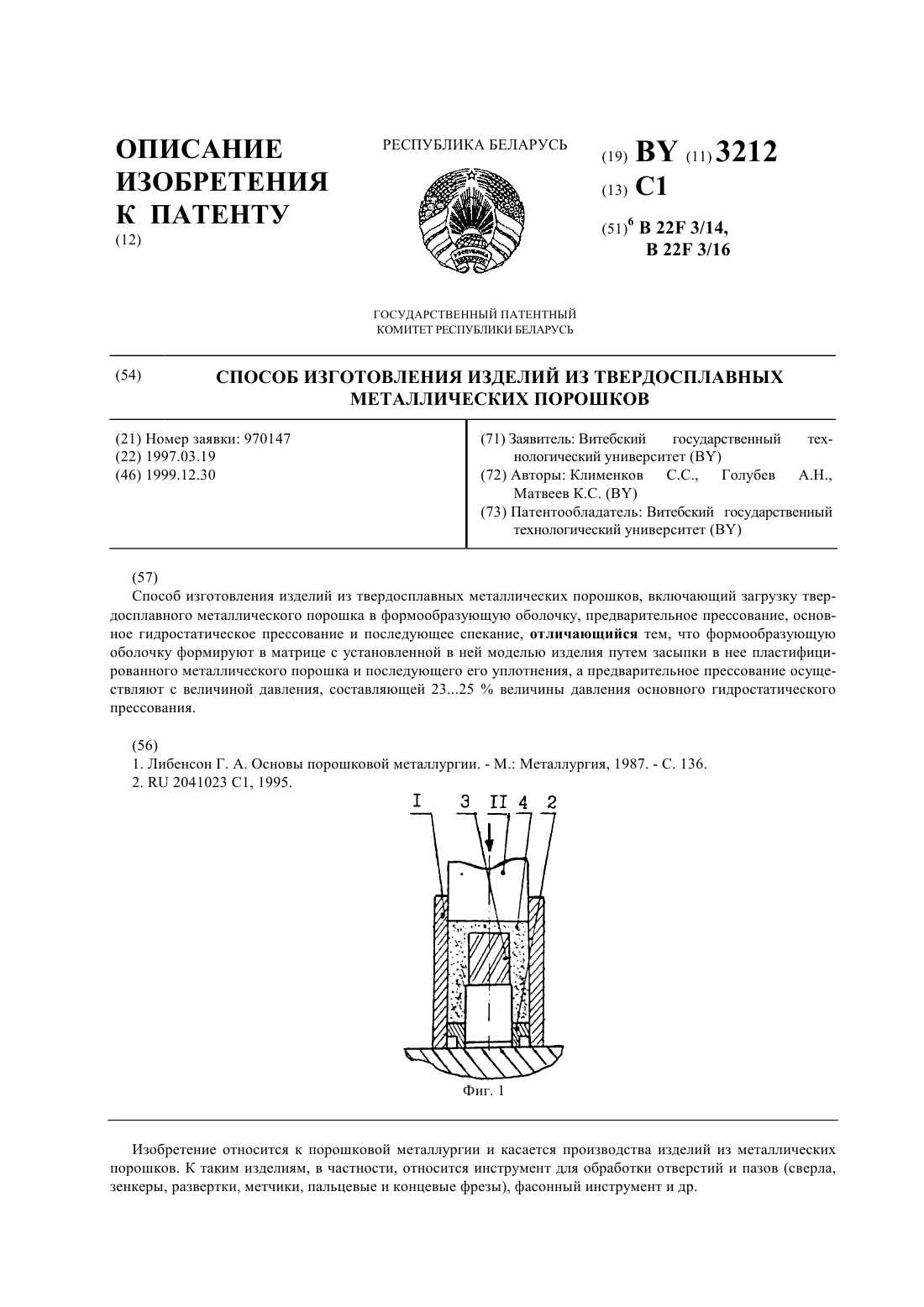
Номер патента: 3212
Опубликовано: 30.12.1999
Авторы: Голубев Алексей Николаевич, Клименков Степан Степанович, Матвеев Константин Сергеевич
Метки: твердосплавных, изготовления, порошков, способ, изделий, металлических
Текст:
...канавок выполняется совмещением вращательного и поступательного движений модели в соответствии с шагом винтовой спирали, как показывает фиг. 2. В полученную полость загружают смесь карбидов 6 в пропорциях, необходимых для получения твердосплавного изделия требуемой марки, сверху полость закрывают засыпкой пластифицированного порошка, после чего выполняют этап предварительного прессования, причем давление прессования составляет 2325 от...