Способ соединения аустенитных марганцовистых стальных отливок крестовин с рельсами из углеродистой стали
Текст
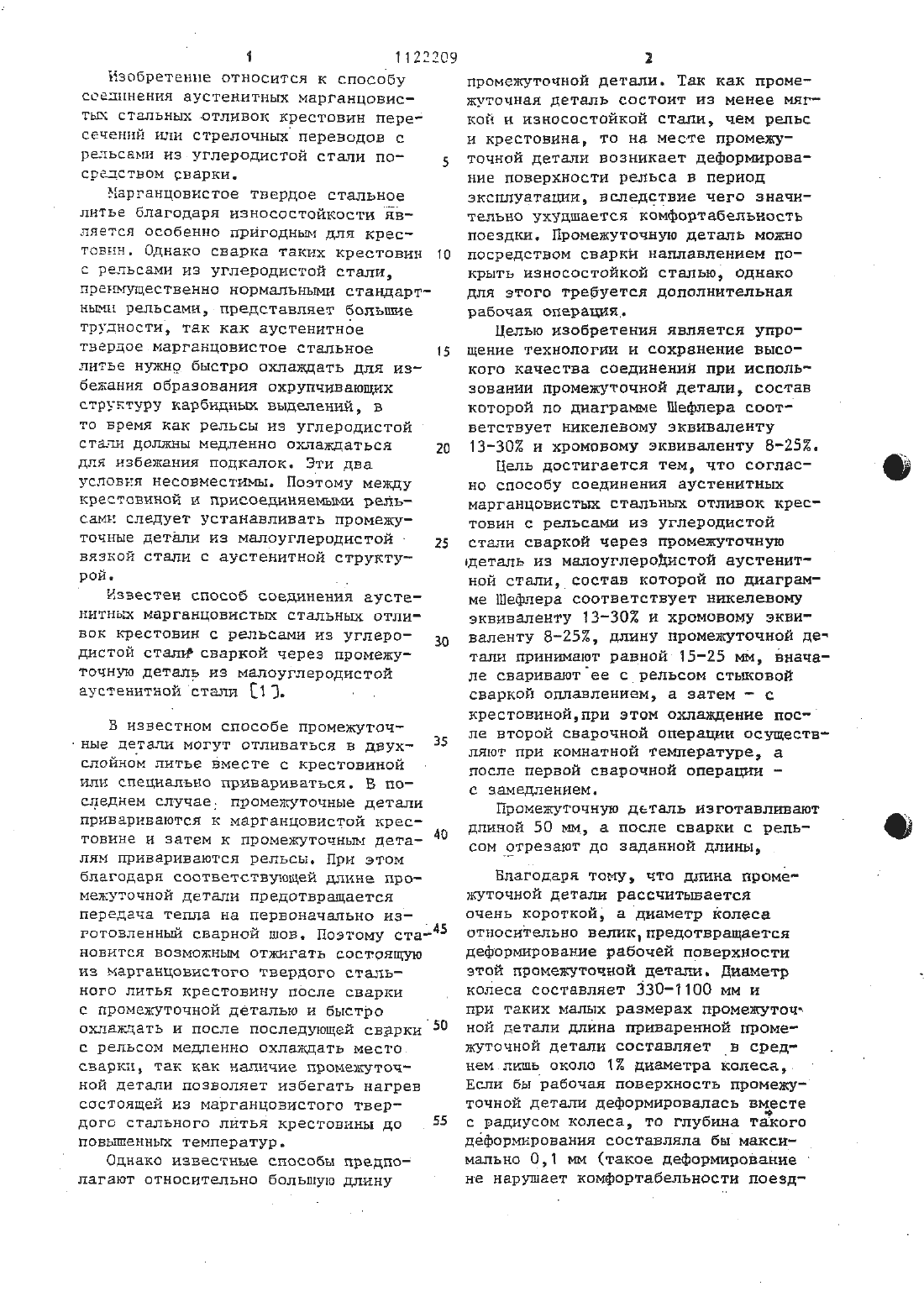
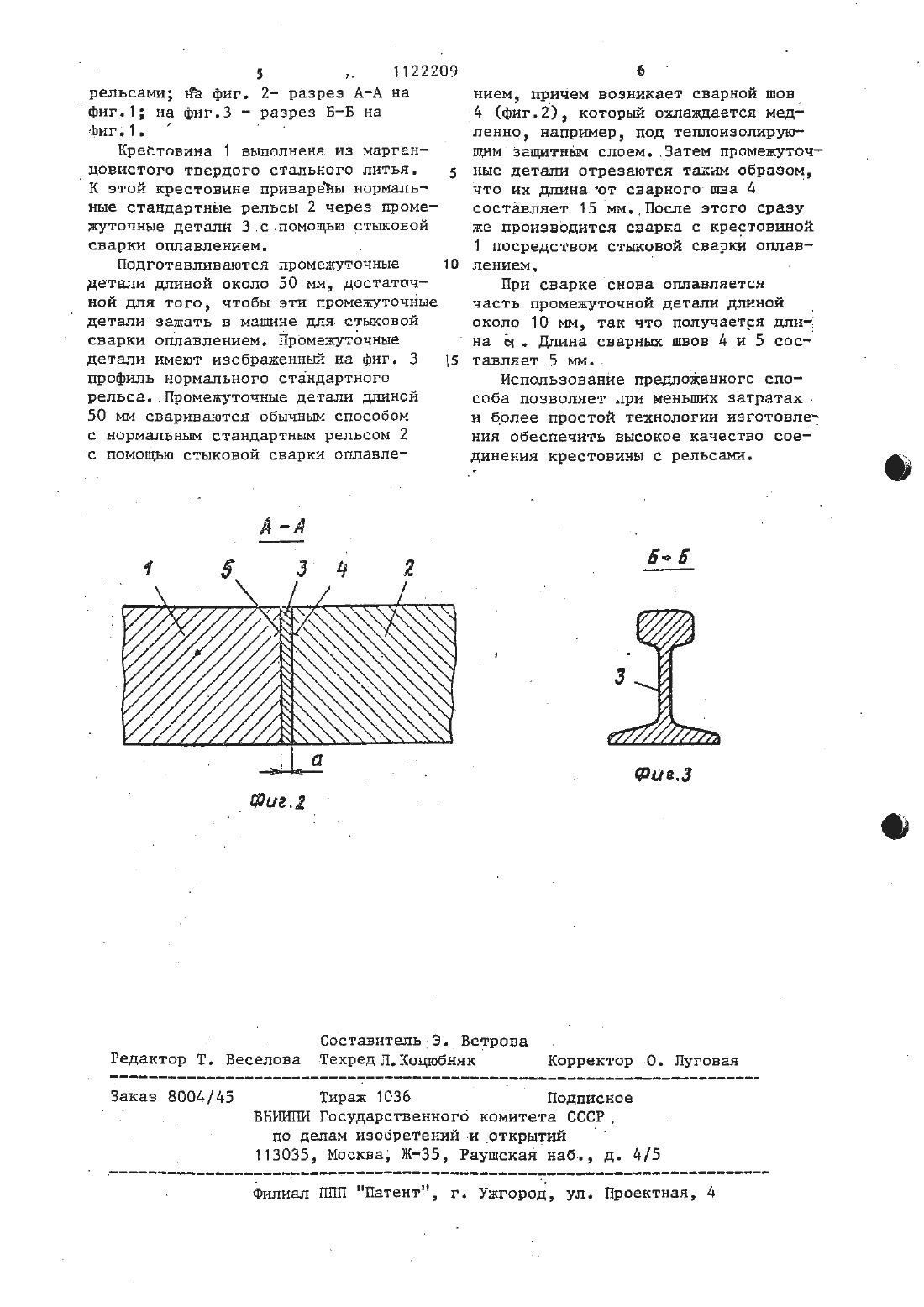
союз советских шдд социдлистичесних РЕСПУБЛИНГОСМДАРСТЕЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(72) Хуберт Аугустин и Альфред Мо зер (Австрия)(54)(57) 1 спосов соединения АУСТЕНИТНЫЖ МАРГАНЦОВИСТЫЩ СТАЛЬНЫШ ОТЛВОК КРЕСТОВИН С РЕЛЬСАММ ИЗ УГЛЕРОДИСТОЙ СТАЛИ сваркой через промежут точную деталь из малоуглеродистой аустенитной стали, о т л и ч а ю щ и йпс я тем,что, с целью упрощения технологии и сохранения высокого качества соединения при использовании промежуточной детали,состав которой по диаграмме Шефлера-соответствует никелевому эквиваленту 13-302 н хромовому эквиваленту 8252 длину промежуточной детали принимают равной 15-25 мм, вначале сваривают ее с рельсом стыковой сваркой сплавлением,а затем с крестовиной при этом охлаждение после второй сварочной операции осуществляют при комнатной темературе а после первой сварочной операции с замедлением.2. Способ по п. 1, о т п и ч а ю-. щ и й с я тем, что промежуточную деталь изготавливают длиной 50 м,а после сварки с релъсом отрезают до заданной длины,Изобретение относится к способу соединения аустеиитных марганцовистых стальных отливок крестовин пересечений или стрелочных переводов с рельсами из углеродистой стали по- 5 средством сварки.Марганцовистое твердое стальное литье благодаря износостойкости является особенно пригодным для крестовин. Однако сварка таких крестовин то с рельсами из углеродистой стали,преимущественно нормальными стандартными рельсами, представляет больше трудности так как аустенитное твердое марганцовистое стальное 5 питье нужно быстро охлаждать для избежания образования охрупчивающих структуру карбидны выделений, в то время как рельсы из углеродистой стали должны медленно охлаждаться 20 для избежания подкалок. Эти два условия несовместим. Поэтому между крестовинои и присоединяемый рельсам следует устанавливать промежуточные детали из малоуглеродистой - 25 вязкой стали с аустенитной структурой.Известен способ соединения аустенитных марганцовистых стальны отливок крестовин с рельсами из углеро 30 дистой стали-сваркой через промежуточную деталь из малоуглеродистой аустенитнойстали 1.-ные детали могут отливаться в двух- 35слойном литье вместе с крестовинойили специально привариваться. В последнем случае, промежуточные детали привариваются к марганцовистой крес товине и затем к промежуточным дета 40 лям привариваются рельсы. при этом благодаря соответствующей длине промежуточной детали предотвращается передача тепла на первоначально из 45готовленный сварной шов. Поэтому становится возможным отжигать состоящую из марганцовистого твердого стального литья крестовину после сварки с промежуточной деталью и быстро охлаждать и после последующей сварки 50 с рельсом медленно охлаждать место сварки, так как наличие промежуточной детали позволяет избегать нагрев состоящей из марганцовистого твердого стальиого литья крестовины до 55 повышенных температур.Однако известные способы предполагают относительно большую длинупромежуточной детали. Так как промежуточная деталь состоит из менее мягкой и износостойкой стали, чем рельс и крестовина, то на месте промежуточной детали возникает деформирование поверхности рельса в период эксплуатации, вследствие чего значительно ухудшается комфортабельность поездки. промежуточную деталь можно посредством сварки Наплавлением покрыть износостойкой сталью, однако для этого требуется дополнительная рабочая операция, Целью изобретения является упрощение технологии и сохранение высокого качества соединения при использовании промежуточной детали, состав которой по диаграме Шефлера соответствует никелевому эквиваленту 13-302 и хромовому эквиваленту 8-252.Цель достигается тем, что согласно способу соединения аустенитныщ марганцовистых стальных отливок крестовин с рельсами из углеродистой стали сваркой через Прбмежуточную идеталь из малоуглеродистой аустенитной стали, состав которой по диаграмме Шефлера соответствует никелевому эквиваленту 13-30 И хромовому эквиваленту 8-25 длину промежуточной детали принимают равной 15-25 мм, вначале свариваютее срельсом стыковой сваркой оплавлением, а затем - с крестовинойпри этом охлаждение после второй сварочной операции осуществляют при комнатной температуре, а после первой сварочной операции с замедлением.Промежуточную деталь изготавливают длиной 50 мм, а после сварки с рельсом 9 трезают до заданной длины, Благодаря тому, что длина промежуточной детапи рассчитыается очень короткой а диаметр колеса относительно великпредотвращается деформрование рабочей поверхности этой промежуточной детали. Диаметр колеса составляет 330-1100 мм И при таких малых размерах промежуточной детали длина приваренной промежуточной детали составляет в среднем лишь около 1 диаметра колеса,ц Если бы рабочая поверхность промежуточной детали деформировалась вмрсте с радиусом колеса, то глубина такого деформирования составляла бы максимально 0,1 м (такое деформирование не нарушает комфортабельности поезд 3.- 11222 кн). Охлаждение после первой сварочной операции, в которой промежуточная деталь была приварена к крестовине, может без затрУднений осуществляться настолько медленно что избе 5 гается возникновение подкалки рельсовой стали, так как нет никакого влияния на крестовину. Если во второй сварочной операции крестовина сваривается с промежуточной деталью, 10 то при небольшой длине промежуточной детали лервы сварной шов между рельсом н промежуточной деталью нагревается только до температуры около 700 С и охлаждение от этой темпера- ,5 туры не должно осуществляться так 5 медленно, как от температуры сварки. Нагревание крестовины после сварочной операции не требуется. Поэтому можно производить охлаждение непосредстг до веяно от температуры сварочной теплоты, причем скорость охлаждения может выбираться настолько быстрой, ЧТОБЫ еще не ПРОИСХОДНЛО охрупчива НИЯ МЗРГЕНЦОВНСТОГО ТВЕРДОГО стаяьно-д ГО ЛИТЬЯ, И НЕСТОЛЬКО МЕДЛЕННОЙ, 1 чтобы при охлаждении с 7 ООС не окрупчивалась углеродистаясталь рельса. Существенным является то, что сначала сваривается промежуточная 30деталь с рельсом н затем только во вт 0 рой рабочей операции она свари вается с крестовнной. Сварка осуществляется с помощью стыковойсвар ки оплавлением. При этом нагрев простирается только на Небольшой участок, причем нагретая до жидкой фазы часть материала выдавливается и отпадает. . Охлаждение после второй сваркиЬЕУЩЕСТВЛЯЕТСЯ на СПОКОЙНОМ ВОЗДУХЕ, в то время как охлаждение после первой сварки осуществляется с замедлением по сравнению с охлаждением на спокойном воздухе. Охлаждение на спокойном воздухе является достаточно быстрым для того, чтобы избежать окрупчивания марганцовистого твердого стального литья при охлаждениис температуры теплоты сварки и достаточно медленны для того, чтобы избежать подкалки углеродистой стали рельса при охлаждении с температуры 7 оос.В предложенном способе прИменяется 55 преимущественно промежуточная деталь,имеющая профиль нормального стандартного рельса. При стыковой сварке09 А оплавленнем промежуточная деталь должна иметь такую длину, которая позволяет осуществлять прочное защемление в сварочной машине.Согласно изобретению подготавливается промежуточная деталь, имеющая большую длину, преимущественно около 50 мм, сваривается с нормальным стандартным рельсом и затем отрезается На требующуюся длину. Предложенный способ может также осуществляться таким образом, что состоящий из материала промежуточной детали рельс сваривается с нормальным стандартным рельсом н затем остаточная часть этого, состоящего из материала промежуточной детали, рельса отрезается от промежуточной детали.При каждом процессе сварки расплавляется или осаживается около 10 мм промежуточной детали. Если длина привариваемой к стандартному рельсу промежуточной детали ограничивается величиной максимально 20 25 мм, преимущественно 15-20 м, то уже при первой сварочной операции можно принимать в расчет оплавление около 10 мм. При второй сварочной операции оплавляются последующе приблизительно 10 мм, так что длина промежуточной части укорачивается-достигнуть необходимого реаультата,. так как для предотвращения диффузии является достаточнм блокирующий слой 0,1-1 м. Учитывая диффузию между легирующими злементами промежуточной детали и марганцовистого твер дого стального литья, выбор материалащпромежуточной детали для предложенного способа имеет большое значение,поэтому промежуточная деталь выполняется из аустенитной хромоникелевой стали, состав которой соответствует никелевому эквиваленту 13-302 и хромовому эквиваленту 8-252, в пересчете на диаграму Шеффлера, причем эквивалент для никеля является равны 1 х 2 никеля 30 х углеродаО,5 х 2 марганЦа, а-эквивалент для хрома является равным 1 х хрома 1 х 2 молибдена 15 х 2 кремния При таком выборе материала промежуточной детали диффузионные явления между материалом промежуточной детали и марганцовистым тверды СТЗЛЬНЬЩ ЛИТЬЕМ крестовины не отражаются отрицательно. На фнг.1 показано соединениефиг.1 на фиг.3 - разрез ББ на фиг.1. Крестовина 1 выполнена из марган ЦОВИСТОГО ТВЕРДОГО стального ЛИТЬЯ.К этой крестовине приварены нормальные стандартные рельсы 2 через промежуточные детали 3 с.помощЬю стыковой сварки оплавпением.Подготавлнваются промежуточные детали длиной около 50 мм, достаточной для того, чтобы эти промежуточные детали зажать в машне для.стыщовой сварки оппавлением. Промежуточные детали имеют изображенный на фиг. 3 профиль нормального стандартного рельсаПромежуточные детали длиной 50 м свариваются обычны способом с нормальным стандартны рольсом 2 с помощью стыковой сварки оплавле унием причем возникает сварной шов4 (фиг.2) который охлаждается медленно, например, под теплонзолируют щим защитным слоем. Затем промежуточ ные детали отрезаются таким образом,что их длина от сварного шва 4 составляет 15 мм.После этого сразу же производится сварка с крестовиной 1 посредством стыковой сварки оплавлением.При сварке снова сплавляется часть промежуточной детали длной около 10 мм, так что получается длина Ы . Длина сварным швов А н 5 сосч тавляет 5 м.Использование предлопенного способа позволяет при меньщх затратах и более простой технологии нзготовпе 5 ния обеспечить высокое качество соед дннения крестовины с рельсам.ВНИШИ Государственного комитета СССР,по делам изобретений-иоткрытнй 113035, Москва ЖЗ 5, Раушская наб, д. 4/5
МПК / Метки
МПК: B23K 11/04
Метки: рельсами, углеродистой, соединения, аустенитных, стальных, отливок, стали, марганцовистых, способ, крестовин
Код ссылки
<a href="https://by.patents.su/4-1746-sposob-soedineniya-austenitnyh-margancovistyh-stalnyh-otlivok-krestovin-s-relsami-iz-uglerodistojj-stali.html" rel="bookmark" title="База патентов Беларуси">Способ соединения аустенитных марганцовистых стальных отливок крестовин с рельсами из углеродистой стали</a>
Способ соединения деталей стрелки
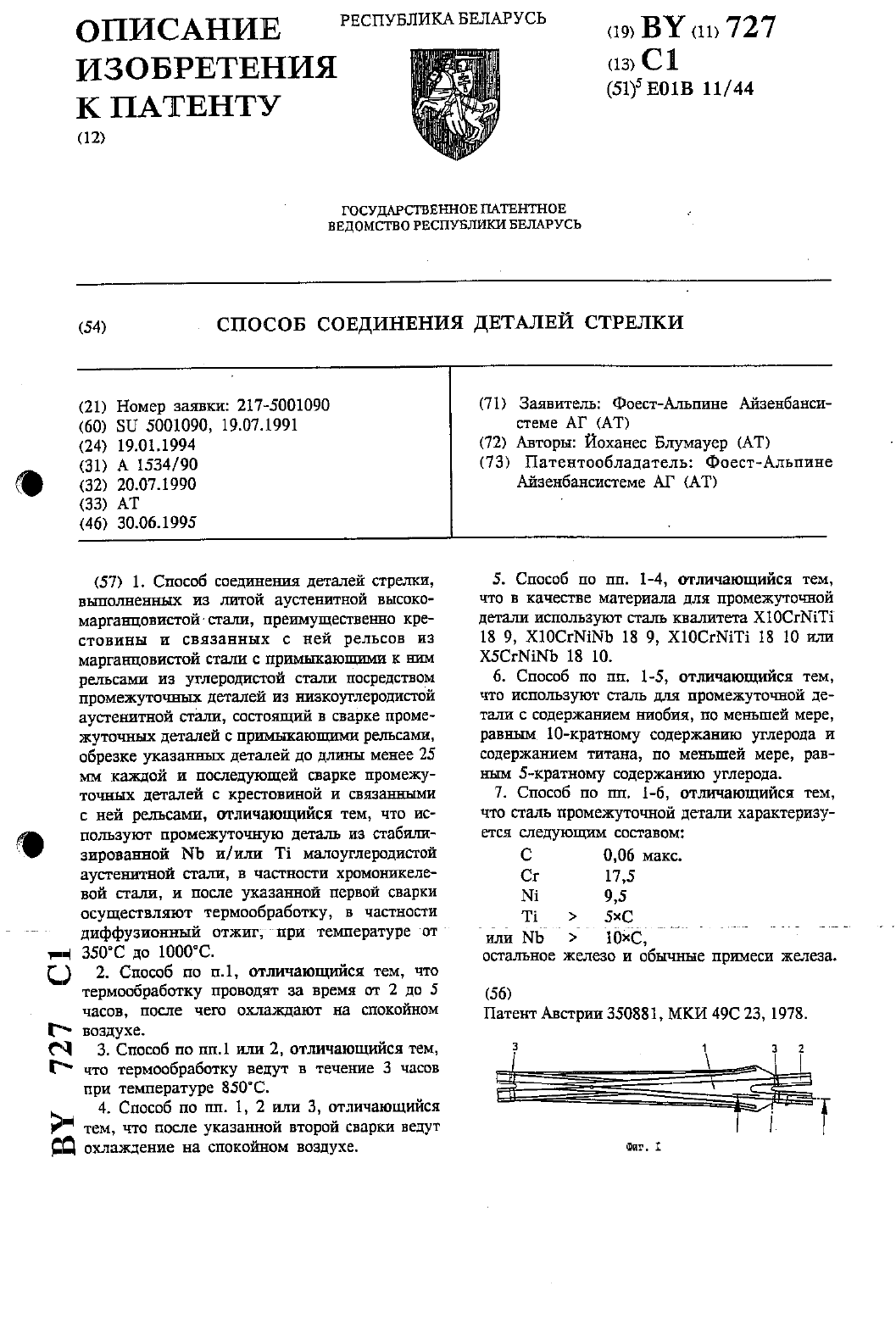
Номер патента: 727
Опубликовано: 30.06.1995
Автор: Йоханес Блумауер
МПК: E01B 11/44
Метки: способ, соединения, стрелки, деталей
Текст:
...сплавлениеммежду УГЛЕРОДИСТОЙ СТЭЛЬЮ РВЛЪСЗ И ПРОМЕЖУТОЧНОЙ ДЭТЕШЪЮ ОСУЩЕствлнют целенаправленную термообработку, достигается сглаживание различной в нонцентраци полностью различных сплавов промежуточной детали и стали рельса за счет диффузии, причем одновременно не только достигается выравнивание концентраций в зоне сварки, но танне вновь устраняетсяобразованный при спределенных обстоятельствах мартенсит. После обрезки промепуточной...
Способ термомеханической обработки арматурной стали
Номер патента: 1664
Опубликовано: 30.03.1997
Авторы: Бобренок Геннадий Людвигович, Токмаков Вадим Анатольевич, Стеблов Анвер Борисович, Парусов Владимир Васильевич, Луценко Владимир Анатольевич, Тихонов Игорь Николаевич, Дышлевич Виктор Федорович, Олейник Вадим Анатольевич, Бондаренко Александр Николаевич, Сычков Александр Борисович
МПК: C21D 8/08
Метки: арматурной, стали, обработки, термомеханической, способ
Текст:
...установлено, что такая структура является наиболее предпочтительной перед деформацией металла в чистовом блоке. В этом случае размер кристаллизованных зерен после обжатия в чистовых клетях наименьший, что обеспечивает требуемый комплекс механических свойств арматурной стали. Пример конкретной реализации. Предлагаемый способ термомеханической обработки арматурной стали в мотках был опробован при прокатке опытной партии в потоке...
Способ изготовления стальных укладочных труб виткоукладчика катанки
Номер патента: 137
Опубликовано: 30.09.1994
Авторы: Бондаренко А. Н., Горбанев А. А., Кармазин Ю. Я., Токмаков В. А., Борщев С. М., Дышлевич В. Ф., Жучков С. М.
МПК: B21D 9/12
Метки: катанки, укладочных, способ, изготовления, труб, стальных, виткоукладчика
Текст:
...последующий отпуск или вообще не устраняемая при нем. что приводит к повы 10шению хрупкости материала трубы. Выдер--кка апроцессе отпуска укладочной трубы впечи при температуре выше 75 ОС (выше А 1 5-10 С) полностью устранит эффект предыдущей термообработки (в металле трубы образуется аустенитно-ферритная структура) ниже 710 С-(ниже А 1 5 О-55 С) образу ющаяся- структура металла трубы будет проявлять склонность к отпускной хрупкости....
Устройство для регистрации состояния стрелочных переводов и их крестовин
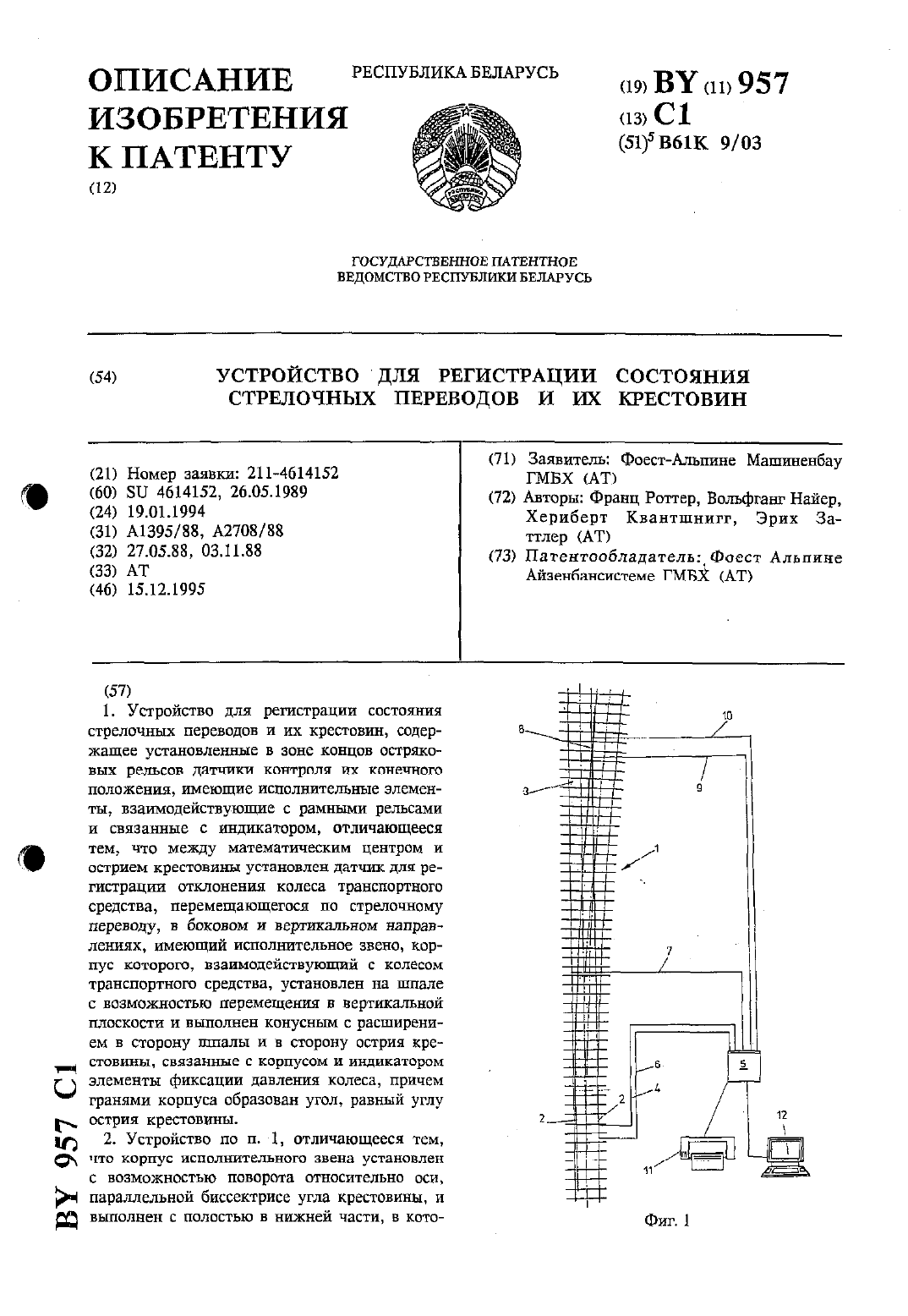
Номер патента: 957
Опубликовано: 15.12.1995
Авторы: Эрих Заттлер, Франц Роттер, Хериберт Квантшнигг, Вольфганг Найер
МПК: B61K 9/03
Метки: крестовин, регистрации, устройство, переводов, состояния, стрелочных
Текст:
...потребление приводом стрелки энергии регистрируется схемой обработки 5, причем соответствующие управляющие линии обозначены позицией б. Кроме того, схематично показан сигнальный провод 7, служащий для дистанционного контроля изолирующего стыка или при необходимостиобогрева стрелки.Через сигнальные провода 9 в зоне крестовины 8 можно регистрировать минимальное расстояние между ходовым рельсом и направляющим рельсом, желобок контррельса или...
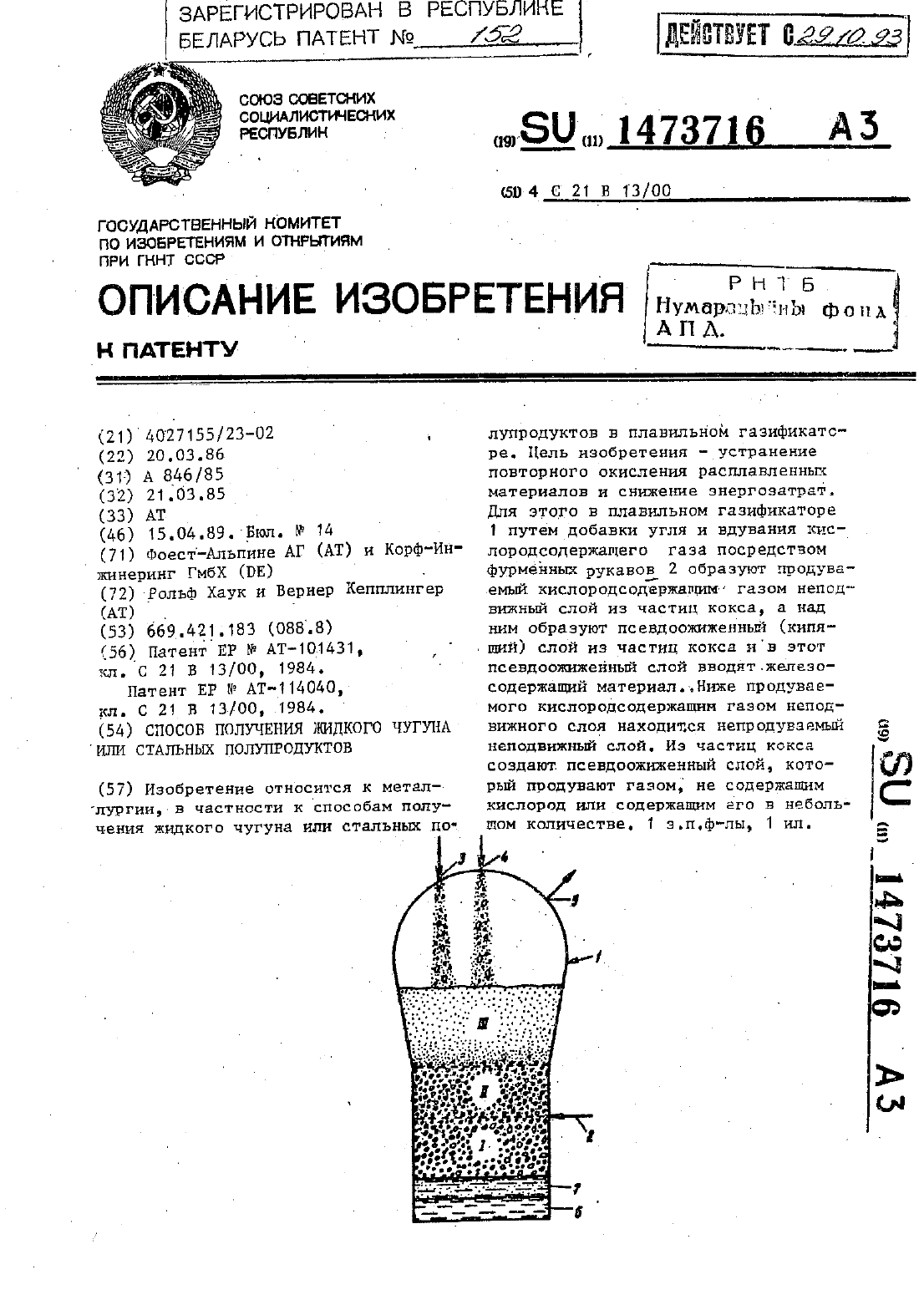
Способ получения жидкого чугуна или стальных полупродуктов
Номер патента: 152
Опубликовано: 30.09.1994
Авторы: Вернер КЕППЛИНГЕР, Рольф Хаук
МПК: C21B 13/00
Метки: полупродуктов, получения, способ, стальных, чугуна, жидкого, или
Текст:
...газового по-50 тока в трубе недостаточна.только затормаживаются и проваливаются через псевдоожиженны слой 111 и, осаждаясь, образуют неподвижный слой 11 или неподвижный слой 1. 1В неподвижном слое 11 создают тепло, необходимое для ведения процесса,передают в противотоке расплавляемо-Рму губчатому железу и перегревают образующийся из шлака и металла рас план, Перегрев должен быть таким.(приблизительно до 1600 С), чтобы можно...
Предыдущий патент: Фурье-спектрометр
Следующий патент: Способ прямого получения чугуна из дисперсной железной руды и устройство для его осуществления
Случайный патент: Активная одновенечная рабочая решетка парогазовой турбины