Патенты с меткой «углеродистой»
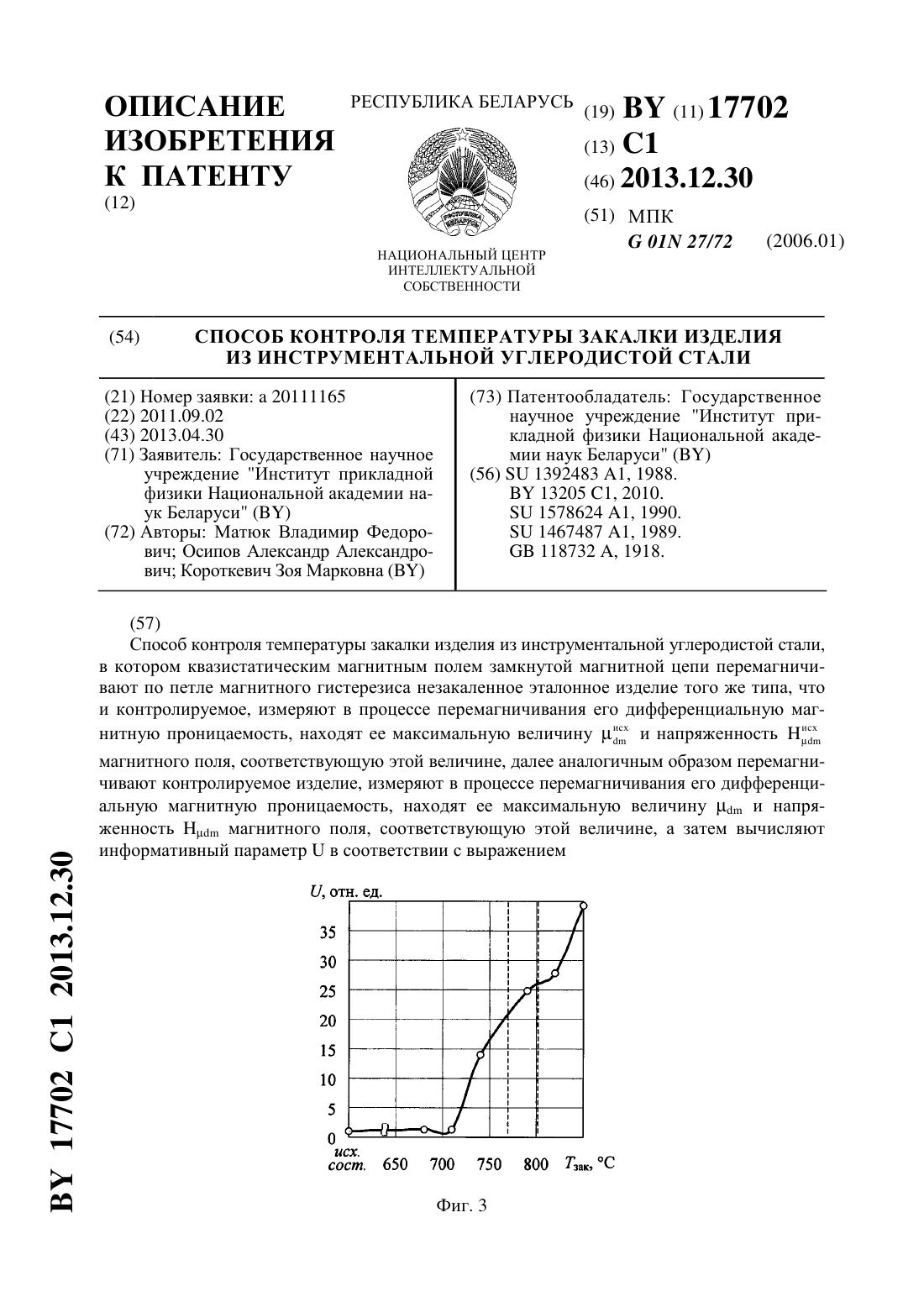
Способ контроля температуры закалки изделия из инструментальной углеродистой стали
Номер патента: 17702
Опубликовано: 30.12.2013
Авторы: Матюк Владимир Федорович, Короткевич Зоя Марковна, Осипов Александр Александрович
МПК: G01N 27/72
Метки: закалки, стали, углеродистой, контроля, способ, изделия, инструментальной, температуры
Текст:
...диапазон температур нагрева под закалку изделий из инструментальной углеродистой стали У 10 по ГОСТ 1435-99 4. На фиг. 4 показана одна из возможных структурных схем устройства для реализации способа по заявке. Способ осуществляется следующим образом. Предварительно при градуировке в магнитное поле замкнутой магнитной цепи (например, магнитное поле пермеаметра) помещают эталонное изделие, в качестве которого используют незакаленное изделие...
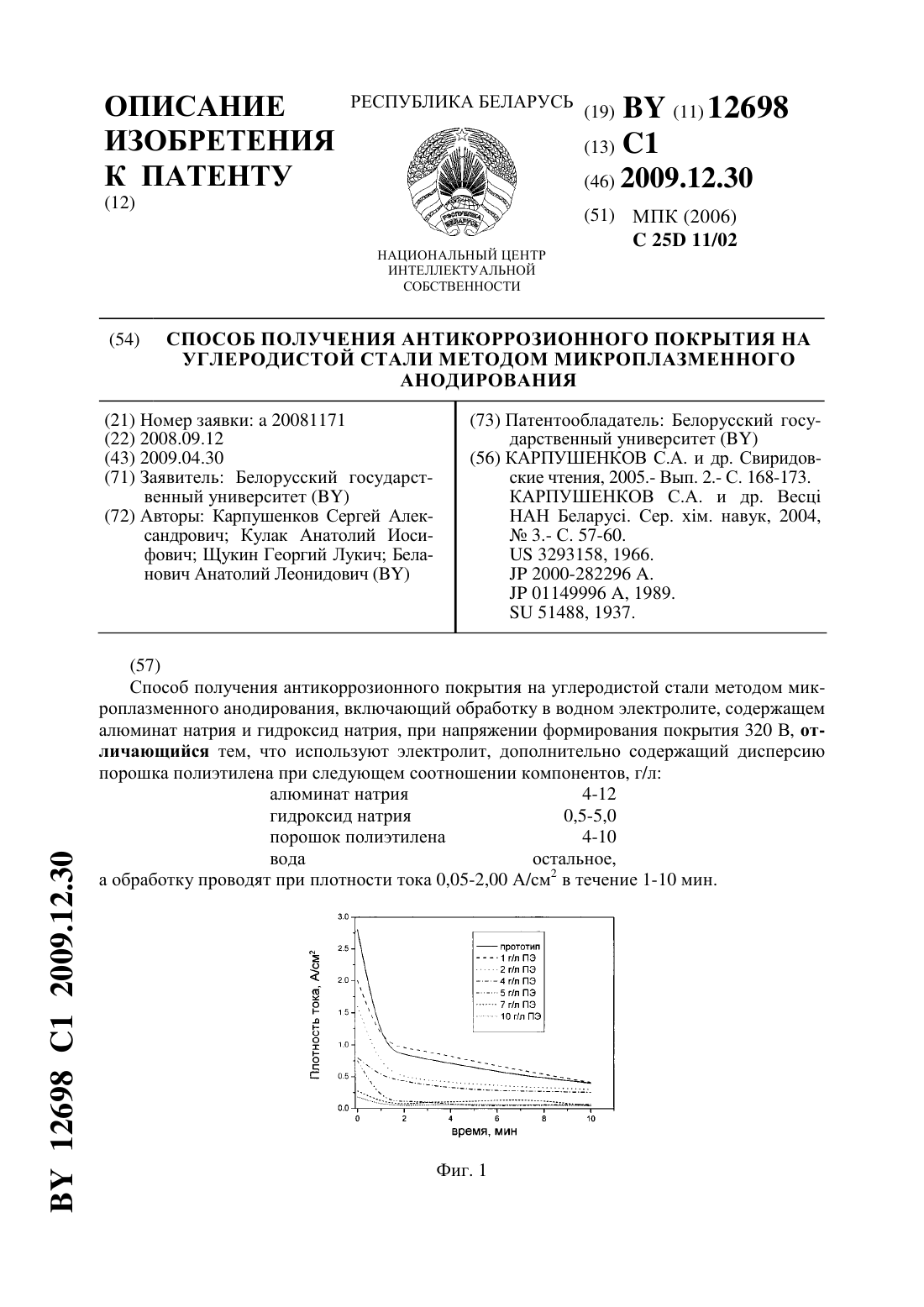
Способ получения антикоррозионного покрытия на углеродистой стали методом микроплазменного анодирования
Номер патента: 12698
Опубликовано: 30.12.2009
Авторы: Беланович Анатолий Леонидович, Щукин Георгий Лукич, Кулак Анатолий Иосифович, Карпушенков Сергей Александрович
МПК: C25D 11/02
Метки: методом, антикоррозионного, покрытия, микроплазменного, анодирования, углеродистой, способ, получения, стали
Текст:
...поверхности 0,5 см 2. Скорость развертки потенциала составляла 2 мВ/с в диапазоне потенциалов -1,5 - 1,5 В. Время выдержки покрытия в коррозионной среде до начала развертки потенциала составляло 10 мин, чтобы изменение потенциала погружения не превышало 2-3 мВ/мин. Полученные кривые в катодной и анодной областях были переведены в полулогарифмические координаты для дальнейшего количественного определения тока коррозии и потенциала коррозии...
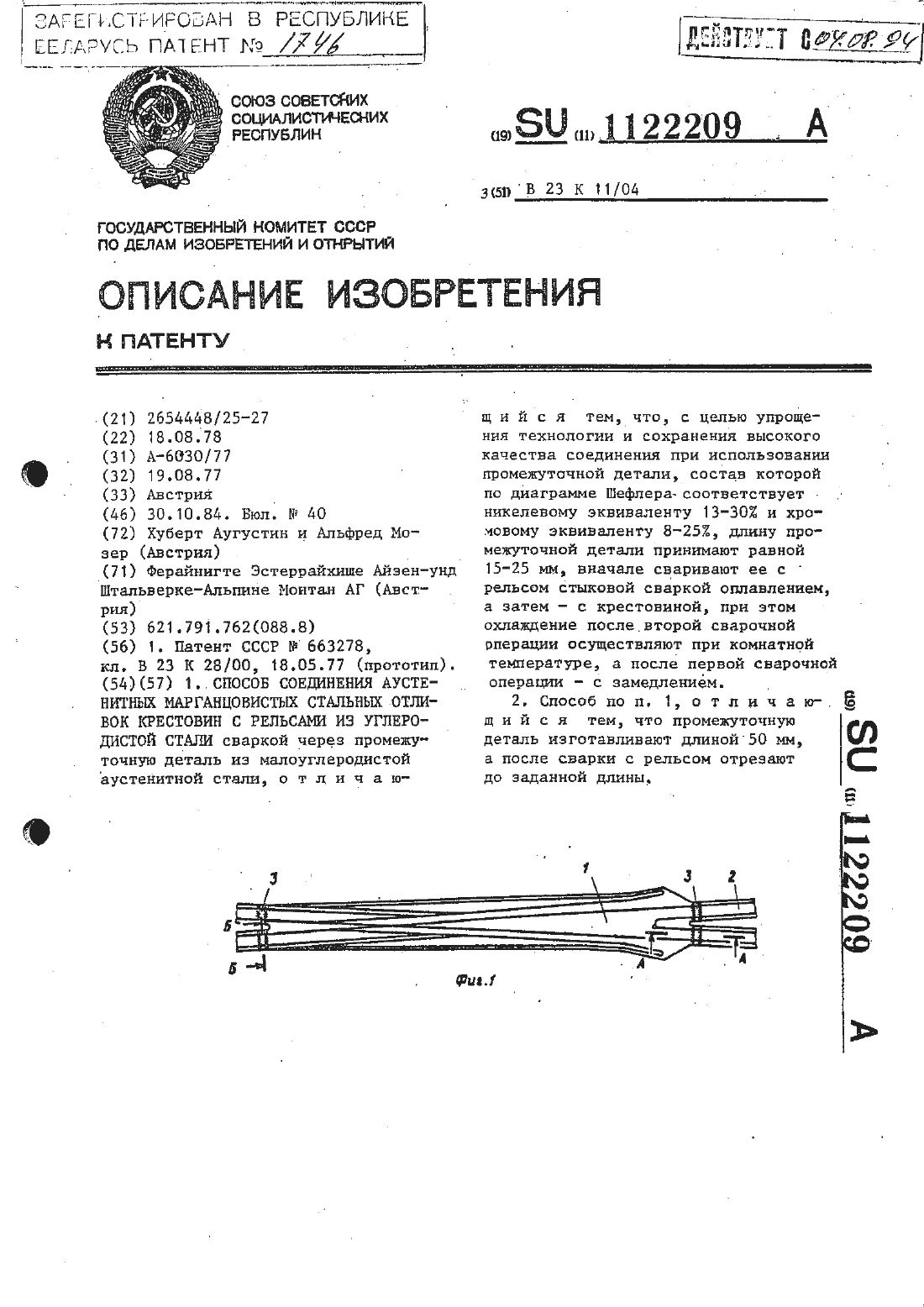
Способ соединения аустенитных марганцовистых стальных отливок крестовин с рельсами из углеродистой стали
Номер патента: 1746
Опубликовано: 30.09.1997
Авторы: Хуберт Аугустин, Альфред Мозер
МПК: B23K 11/04
Метки: стали, стальных, рельсами, способ, соединения, марганцовистых, отливок, крестовин, углеродистой, аустенитных
Текст:
...поезд 3.- 11222 кн). Охлаждение после первой сварочной операции, в которой промежуточная деталь была приварена к крестовине, может без затрУднений осуществляться настолько медленно что избе 5 гается возникновение подкалки рельсовой стали, так как нет никакого влияния на крестовину. Если во второй сварочной операции крестовина сваривается с промежуточной деталью, 10 то при небольшой длине промежуточной детали лервы сварной шов между...