Способ нанесения износостойкого покрытия на режущий инструмент
Номер патента: 14401
Опубликовано: 30.06.2011
Авторы: Сенько Сергей Федорович, Вершина Алексей Константинович, Емельянов Антон Викторович, Емельянов Виктор Андреевич
Текст
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА РЕЖУЩИЙ ИНСТРУМЕНТ(71) Заявитель Открытое акционерное общество ИНТЕГРАЛ(72) Авторы Емельянов Виктор Андреевич Емельянов Антон Викторович Вершина Алексей Константинович Сенько Сергей Федорович(73) Патентообладатель Открытое акционерное общество ИНТЕГРАЛ(57) 1. Способ нанесения износостойкого покрытия на режущий инструмент, включающий размещение инструмента на держателе, очистку и нагрев инструмента бомбардировкой его поверхности в вакууме ускоренными ионами металла расходуемого катода плазменного испарителя, нанесение покрытия в среде реакционного газа пониженного давления, отличающийся тем, что очистку и нагрев инструмента осуществляют при вращении держателя с переменной скоростью, изменяющейся по синусоидальному закону с минимальным значением при ориентации нерабочих торцов инструмента к плазменному испарителю и максимальным в момент нахождения рабочих кромок инструмента напротив испарителя, при синхронном изменении ускоряющего отрицательного напряжения на держателе по косинусоидальному закону с максимальной амплитудой 1-3 кВ и минимальной 200-500 В, а нанесение покрытия осуществляют при неподвижном держателе с ориентацией рабочих кромок инструмента к плазменному испарителю. 2. Способ по п. 1, отличающийся тем, что при нанесении износостойкого покрытия на режущий твердосплавный инструмент очистку и нагрев инструмента осуществляют при синхронном изменении ускоряющего отрицательного напряжения с максимальной амплитудой 3 кВ и минимальной 500 В. 3. Способ по п. 1, отличающийся тем, что при нанесении износостойкого покрытия на режущий инструмент из быстрорежущей стали очистку и нагрев инструмента осуществляют при синхронном изменении ускоряющего отрицательного напряжения с максимальной амплитудой 1,5 кВ и минимальной 400 В. 4. Способ по п. 1, отличающийся тем, что при нанесении износостойкого покрытия на режущий инструмент из углеродистой стали очистку и нагрев инструмента осуществляют при синхронном изменении ускоряющего отрицательного напряжения с максимальной амплитудой 1 кВ и минимальной 200 В. 14401 1 2011.06.30 Предлагаемое изобретение относится к технологии осаждения электродуговых покрытий в вакууме и может быть использовано для формирования износостойких покрытий на рабочих поверхностях металло- и дереворежущего инструмента, а также штамповой оснастки в инструментальном производстве, машиностроении и других отраслях промышленности. В настоящее время вакуумные электродуговые покрытия на основе тугоплавких соединений переходных металлов - групп Периодической системы элементов (например, карбиды и нитриды титана или вольфрама) весьма широко применяются для упрочнения металло- и дереворежущего измерительного инструмента, штамповой оснастки и других формообразующих объектов 1, 2. Типовые процессы формирования износостойких покрытий в вакууме включают зачистку поверхности и нагрев инструмента с последующей конденсацией упрочняющей пленки 3, 4. Однако если для упрочнения твердосплавного инструмента разработаны довольно многочисленные технологические процессы нанесения износостойких покрытий,то при поверхностном упрочнении инструмента из быстрорежущих и углеродистых сталей возникает ряд трудностей, связанных с выбором оптимального температурного режима обработки 2, 3. Обусловлено это тем, что температура конденсации покрытия с одной стороны не должна превышать температуру отпуска инструментального материала, а с другой - быть не ниже температуры активации образования необходимого химического соединения, являющегося материалом покрытия. Неоптимальный температурный режим способствует перегреву рабочих кромок инструмента в процессе нагрева инструмента и нанесения покрытия при ионной бомбардировке ускоренными ионами материала катода плазменного испарителя, что приводит к снижению качества покрытия вследствие уменьшения твердости рабочих кромок. Наиболее близким по технической сущности к заявляемому способу, его прототипом является способ нанесения износостойкого покрытия на режущий инструмент, включающий размещение инструмента на держателе, очистку и нагрев поверхности инструмента путем ее бомбардировки ускоренными частицами в вакууме и последующее нанесение покрытия в среде реакционного газа пониженного давления 5. Недостатком данного способа является то, что при нагреве инструментов также не обеспечивается необходимый температурный режим для дальнейшей конденсации износостойкого покрытия. Нагрев может быть осуществлен электронами или ионами распыляемого катода. Во избежание перегрева рабочих кромок их нагрев необходимо осуществлять путем теплопередачи из тела инструментов, т.е. путем нагрева нерабочих торцов инструментов при их ориентации к испарителю. Процесс этот длительный, а формируемое температурное поле является неравномерным по длине инструментов, что вызывает в дальнейшем получение покрытий неоднородного стехиометрического состава. Эти покрытия, естественно, будут иметь и различные механические свойства, в частности твердость, что снижает в целом их износостойкость. Кроме того, очистка поверхности инструмента и ее нагрев при постоянном значении ускоряющего напряжения приводит нередко (в частности, из-за возникновения микропробоев) к появлению сетки микротрещин,что также снижает качество формируемого покрытия. Технической задачей предлагаемого изобретения является увеличение износостойкости инструмента путем повышения качества наносимого покрытия за счет обеспечения оптимальной температуры нагрева инструментов для формируемого покрытия. Поставленная задача решается тем, что в способе нанесения износостойкого покрытия на режущий инструмент, включающем размещение инструмента на держателе, очистку и нагрев инструмента бомбардировкой его поверхности в вакууме ускоренными ионами металла расходуемого катода плазменного испарителя, нанесение покрытия в среде реакционного газа пониженного давления, очистку и нагрев инструмента осуществляют при вращении держателя с переменной скоростью, изменяющейся по синусоидальному закону 2 14401 1 2011.06.30 с минимальным значением при ориентации нерабочих торцов инструмента к плазменному испарителю и максимальным в момент нахождения рабочих кромок инструмента напротив испарителя, при синхронном изменении ускоряющего отрицательного напряжения на держателе по косинусоидальному закону с максимальной амплитудой 3-1 кВ и минимальной 500-200 В, а нанесение покрытия осуществляют при неподвижном держателе с ориентацией рабочих кромок инструмента к плазменному испарителю. А также тем, что при нанесении износостойкого покрытия на режущий твердосплавный инструмент очистку и нагрев инструмента осуществляют при синхронном изменении ускоряющего отрицательного напряжения с максимальной амплитудой 3 кВ и минимальной 500 В. А также тем, что при нанесении износостойкого покрытия на режущий инструмент из быстрорежущей стали очистку и нагрев инструмента осуществляют при синхронном изменении ускоряющего отрицательного напряжения с максимальной амплитудой 1,5 кВ и минимальной 400 В. А также тем, что при нанесении износостойкого покрытия на режущий инструмент из углеродистой стали очистку и нагрев инструмента осуществляют при синхронном изменении ускоряющего отрицательного напряжения с максимальной амплитудой 1 кВ и минимальной 200 В. Указанные предельные значения амплитуд изменения ускоряющего отрицательного напряжения на подложкодержателе предотвращают перегрев инструментов и их отпуск,способствуют активации поверхности инструментов (верхние значения) и обеспечивают формирование температур, необходимых для протекания плазмохимических реакций образования тугоплавких соединений (нижние значения). Фактические значения этих параметров выбирают с учетом материала, из которого изготовлен инструмент. Скорость вращения держателя, изменяемая по синусоидальному закону, обеспечивает минимальное время нахождения инструментов, ориентированных рабочими кромками к плазменному испарителю, в зоне наибольшей плотности теплового потока, генерируемого плазменным потоком. Это снижает вероятность перегрева рабочих кромок инструмента как на этапе очистки, так и на этапе нагрева последних. Изменение ускоряющего напряжения на подложкодержателе, осуществляемое по косинусоидальному закону синхронно изменению положения рабочих кромок инструментов относительно оси испарителя, способствует подавлению микродуг на рабочих кромках, проведению качественной очистки поверхности последних и формированию однородного температурного поля по длине инструментов. В комплексе эти меры обеспечивают высокое качество осаждаемых на последующем этапе покрытий, а также увеличивают производительность процесса в целом за счет сокращения времени нагрева инструментов. Пример. Покрытия осаждали на фасонные резцы, изготовленные из быстрорежущей стали Р 6 М 5, на установке УРМЗ.279.048 Юнион. Обрабатываемые инструменты размещали на держателе, который приводился во вращение с переменной скоростью 0, где 30 0 - начальная скорость вращения (02 об/мин) подложкодержателя,- время (мин). Очистку поверхности обрабатываемых инструментов и их нагрев проводили бомбардировкой ионами титана при токе дугового разряда 90 и ускоряющем напряжении на держа теле, изменяющемся по закону 0, где 0 - начальное ускоряющее 30 напряжение, равное 1 кВ. Очистку осуществляли до прекращения микродуг, а нагрев - до температуры 400-450 С. По окончании нагрева держатель останавливали в момент нахождения рабочих кромок инструментов напротив испарителя и осуществляли процесс осаждения износостойкого нитридтитанового покрытия на неподвижные инструменты при парциальном давлении азота 0,1 Па и отрицательном напряжении смещения 100 В. 3 14401 1 2011.06.30 Результаты сравнительных испытаний, проведенных на токарно-винторезном станке модели 1 К 62 при точении стали 45, показали, что стойкость инструментов из быстрорежущей стали Р 6 М 5 с нитридтитановым покрытием, полученным по заявляемому способу,повысилась на 20 по сравнению с прототипом (соответственно 120 и 100 мин соответственно). Источники информации 1. Верещака А.С. Работоспособность режущего инструмента с износостойкими покрытиями. - М. Машиностроение, 1993. - 336 с. 2. Васин С.А., Верещака А.С., Кушнер В.С. Резание материалов Термомеханический подход к системе взаимосвязей при резании. - М. Изд-во МГТУ им. Баумана, 2001. - 448 с. 3. Григорьев С.Н. Прогрессивное оборудование и технологии вакуумно-плазменной обработки металлообрабатывающего инструмента // Справочник. Инженерный журнал. 2005. -8. - С. 42-45. 4. Волосова М.А. Технологические принципы нанесения износостойких вакуумноплазменных покрытий на режущий инструмент из керамики // Справочник. Инженерный журнал. - 2005. -8. - С. 46-50 5. Григорьев С.Н., Волосова М.А., Климов В.Н. Модификация поверхности режущего инструмента из быстрорежущей стали путем вакуумно-плазменной обработки // Физика и химия обработки материалов. - 2005. -5. - С. 11-18 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23P 15/28, C23C 14/32
Метки: покрытия, способ, износостойкого, режущий, инструмент, нанесения
Код ссылки
<a href="https://by.patents.su/4-14401-sposob-naneseniya-iznosostojjkogo-pokrytiya-na-rezhushhijj-instrument.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения износостойкого покрытия на режущий инструмент</a>
Режущий инструмент для горной машины
Номер патента: U 1337
Опубликовано: 30.03.2004
Авторы: Ращеня Геннадий Николаевич, Барановский Анатолий Леонидович, Старовойтов Юрий Вячеславович, Старовойтов Вячеслав Савельевич, Прушак Виктор Яковлевич
МПК: E21C 25/00
Метки: режущий, инструмент, машины, горной
Текст:
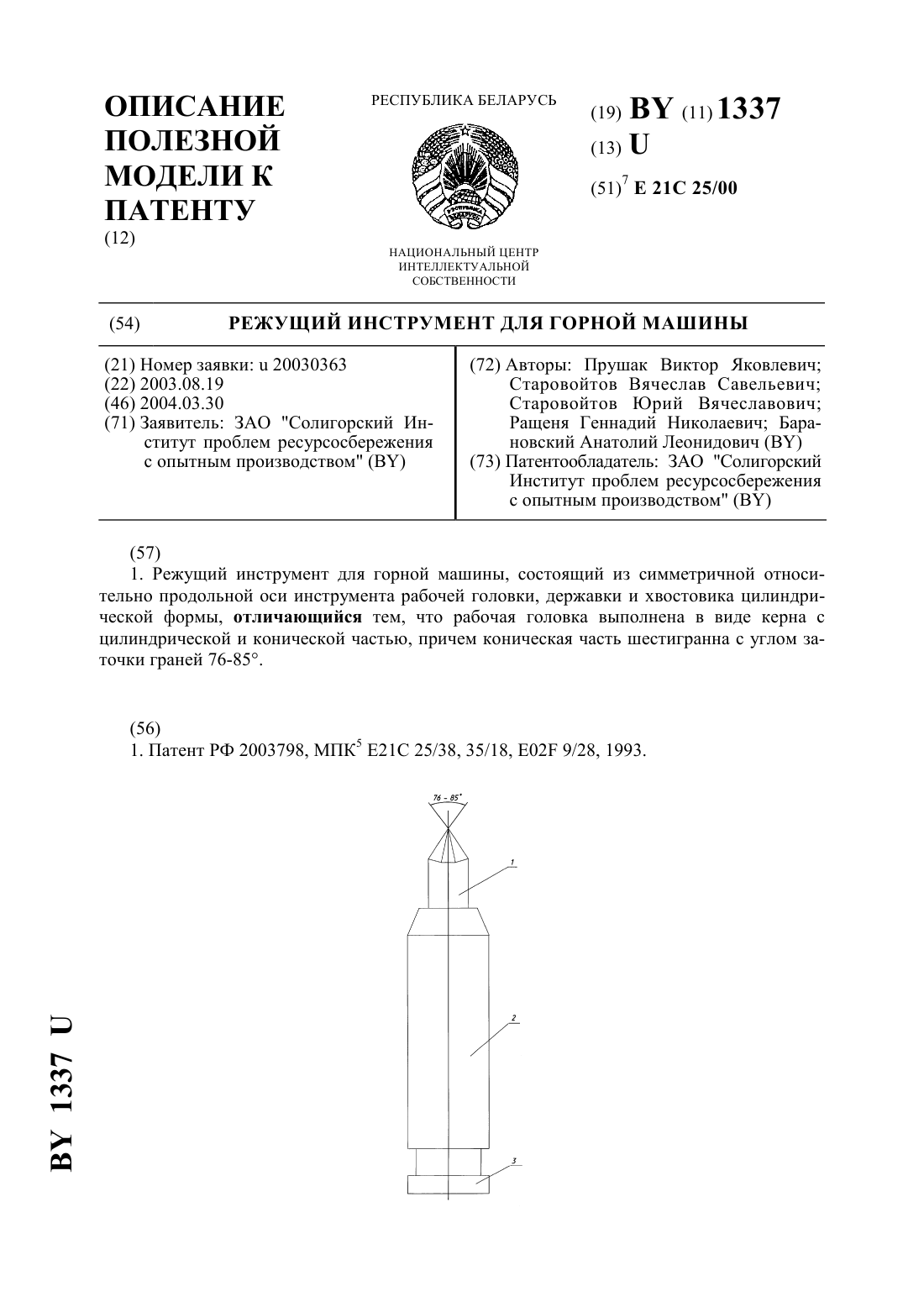
...частой замены резца. Задачей полезной модели является уменьшение износа резца, его удельного расхода за счет осуществления самозаточки путем обеспечения способности вращения резца вокруг своей оси. Технический результат достигается тем, что режущий инструмент для горной машины, состоящий из симметричной относительно продольной оси инструмента рабочей головки, державки и хвостовика цилиндрической формы, рабочая головка выполнена в виде...
Хирургический режущий инструмент
Номер патента: 4631
Опубликовано: 30.09.2002
Авторы: Жуковский Василий Михайлович, Мурзин Иван Сергеевич, Пустовойтенко Владлен Тарасович, Подсобей Григорий Захарович
МПК: A61B 17/32
Метки: хирургический, режущий, инструмент
Текст:
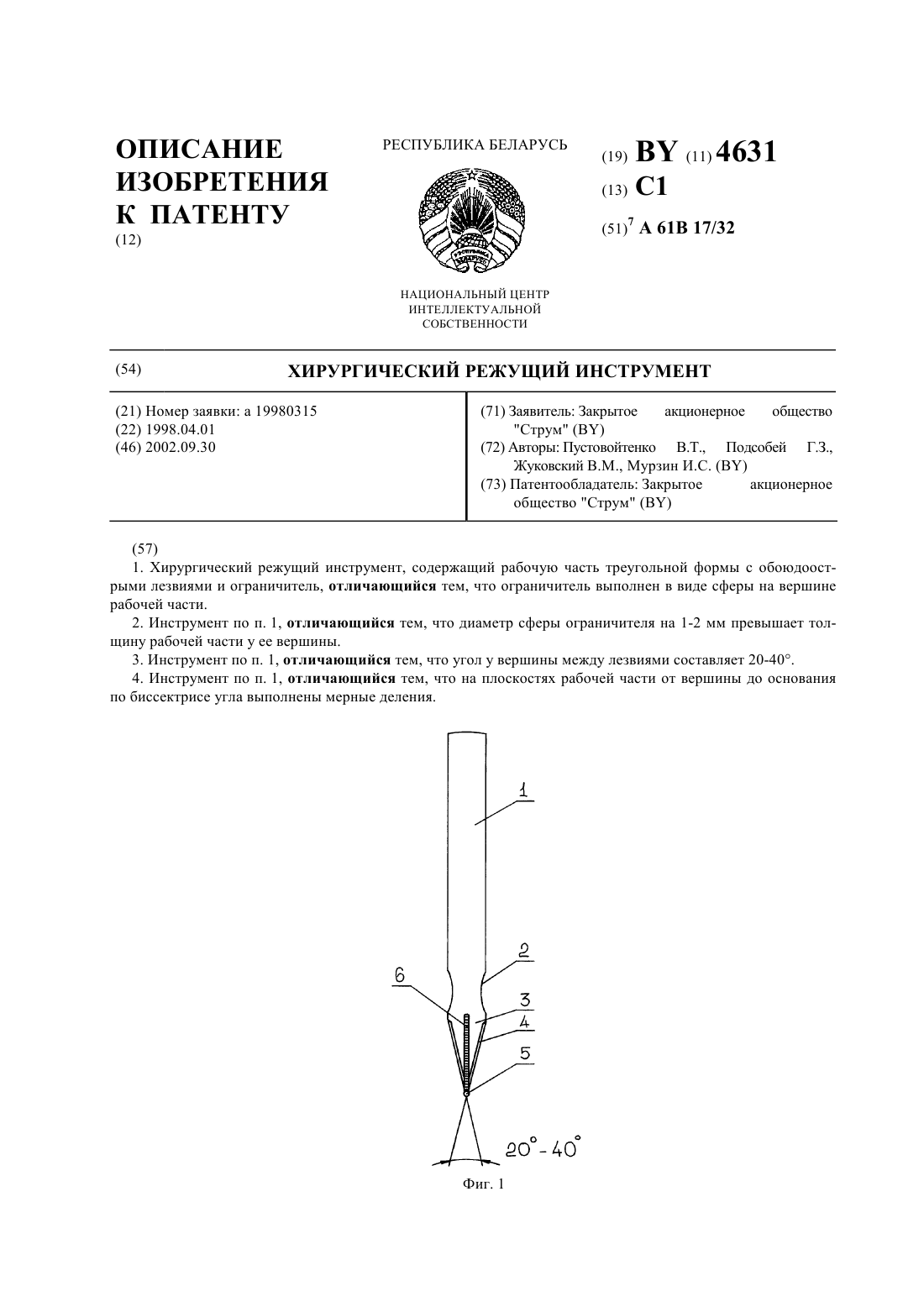
...лезвиями, выполненными с ограничителем, ограничитель выполнен в виде сферы на вершине рабочей части. Диаметр сферы ограничителя на 1-2 мм превышает толщину рабочей части у ее вершины. Угол у вершины рабочей части от вершины до основания инструмента составляет 20-40. На плоскостях рабочей части от вершины до основания инструмента по биссектрисе угла выполнены мерные деления. На фиг. 1 схематически изображен инструмент, общий вид. На...
Режущий инструмент для горной машины
Номер патента: U 2791
Опубликовано: 30.06.2006
Авторы: Старовойтов Вячеслав Савельевич, Ищенко Марина Викторовна, Щерба Юлия Владимировна, Прушак Артем Викторович, Ищенко Роман Владимирович, Щерба Татьяна Павловна
МПК: E21C 25/32
Метки: режущий, горной, машины, инструмент
Текст:
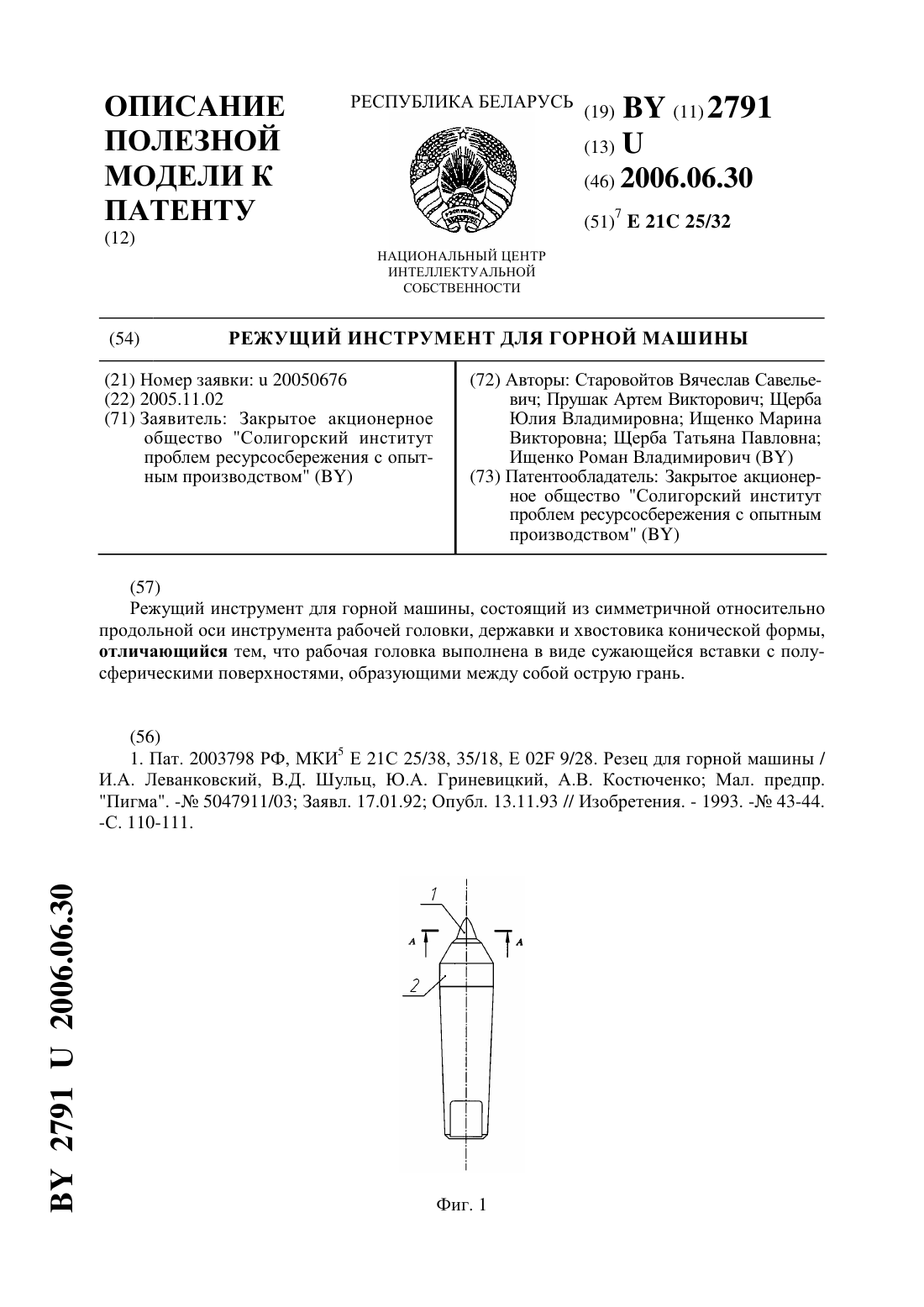
...применяются тангенциальные резцы, под воздействием передней грани которых происходит дробление горной породы, сопровождающееся отрывом крупных элементов. Экспериментально доказано, что перед резцом в процессе работы образуется уплотненное ядро, состоящее из мелкораздробленной породы, находящейся в условиях объемного сжатия, которое оказывает влияние на удельную энергоемкость процесса разрушения. Задачей полезной модели является снижение...
Способ формирования износостойкого покрытия
Номер патента: 11988
Опубликовано: 30.06.2009
Авторы: Маркова Людмила Владимировна, Ильющенко Александр Федорович, Андреев Михаил Анатольевич
МПК: C23C 14/06, C23C 14/46
Метки: формирования, износостойкого, покрытия, способ
Текст:
...порошка оксида алюминия коалесцируют и их концентрация в процессе осаждения пленки уменьшается, присутствие наноразмерных частиц оксида алюминия в мишени для распыления увеличивает количество зародышей в течение всего процесса кристаллизации и ведет к увеличению числа отдельных кристаллов в покрытии. При этом формируется более мелкое зерно. Наноразмерные частицы оксида алюминия располагаются по границам зерен,служащим местом концентраций...
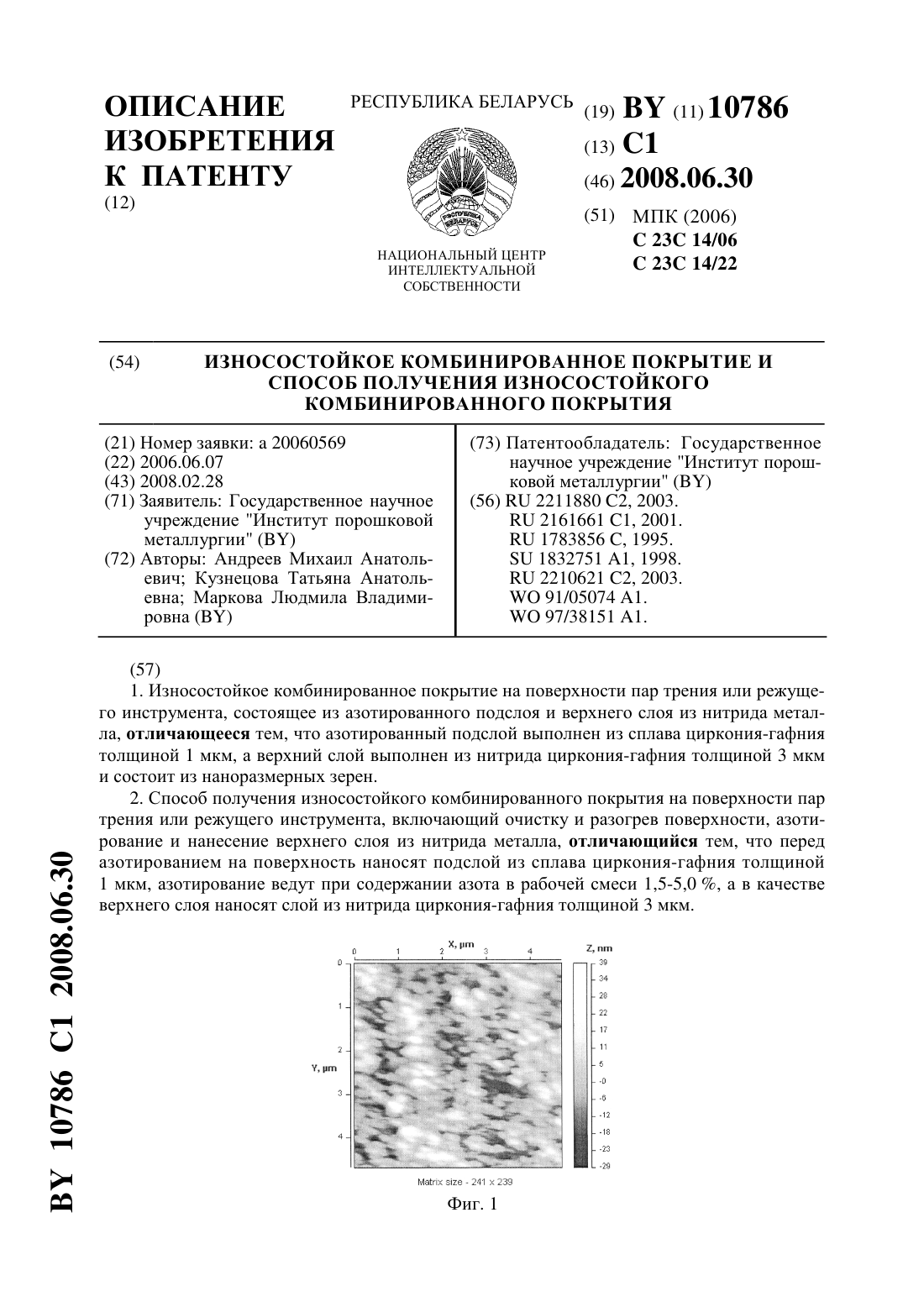
Износостойкое комбинированное покрытие и способ получения износостойкого комбинированного покрытия
Номер патента: 10786
Опубликовано: 30.06.2008
Авторы: Кузнецова Татьяна Анатольевна, Андреев Михаил Анатольевич, Маркова Людмила Владимировна
МПК: C23C 14/06, C23C 14/22
Метки: покрытия, покрытие, износостойкое, способ, комбинированного, получения, комбинированное, износостойкого
Текст:
...тончайшего слоя зерен , служащего центрами зародышеобразования для последующей стадии формирования покрытия. Нанесение подслоятолщиной 1 мкм осуществляется при Ркамеры 5710-2 Па,дуги 80-100 , опорное 120-130 В из плазмы электродугового разряда катода из сплава(80 и 20). При этом формируется структура, в которой зернаразмером 100 нм выстроены в виде шестиугольников с заполненным центром, что определяется гексагональной кристаллической...
Предыдущий патент: Электростатический очиститель для жидкостей и/или газов
Следующий патент: Способ лечения острого парапроктита
Случайный патент: Кровать сборно-разборная