Способ изготовления рукавных изделий (варианты)
Номер патента: 12941
Опубликовано: 28.02.2010
Авторы: Максимова Валентина Петровна, Русецкий Валерий Викторович, Мельников Вячеслав Иванович, Лейзеронок Марина Евгеньевна, Михедов Николай Николаевич, Барцевич Виталий Анатольевич, Кротова Татьяна Валентиновна
Текст
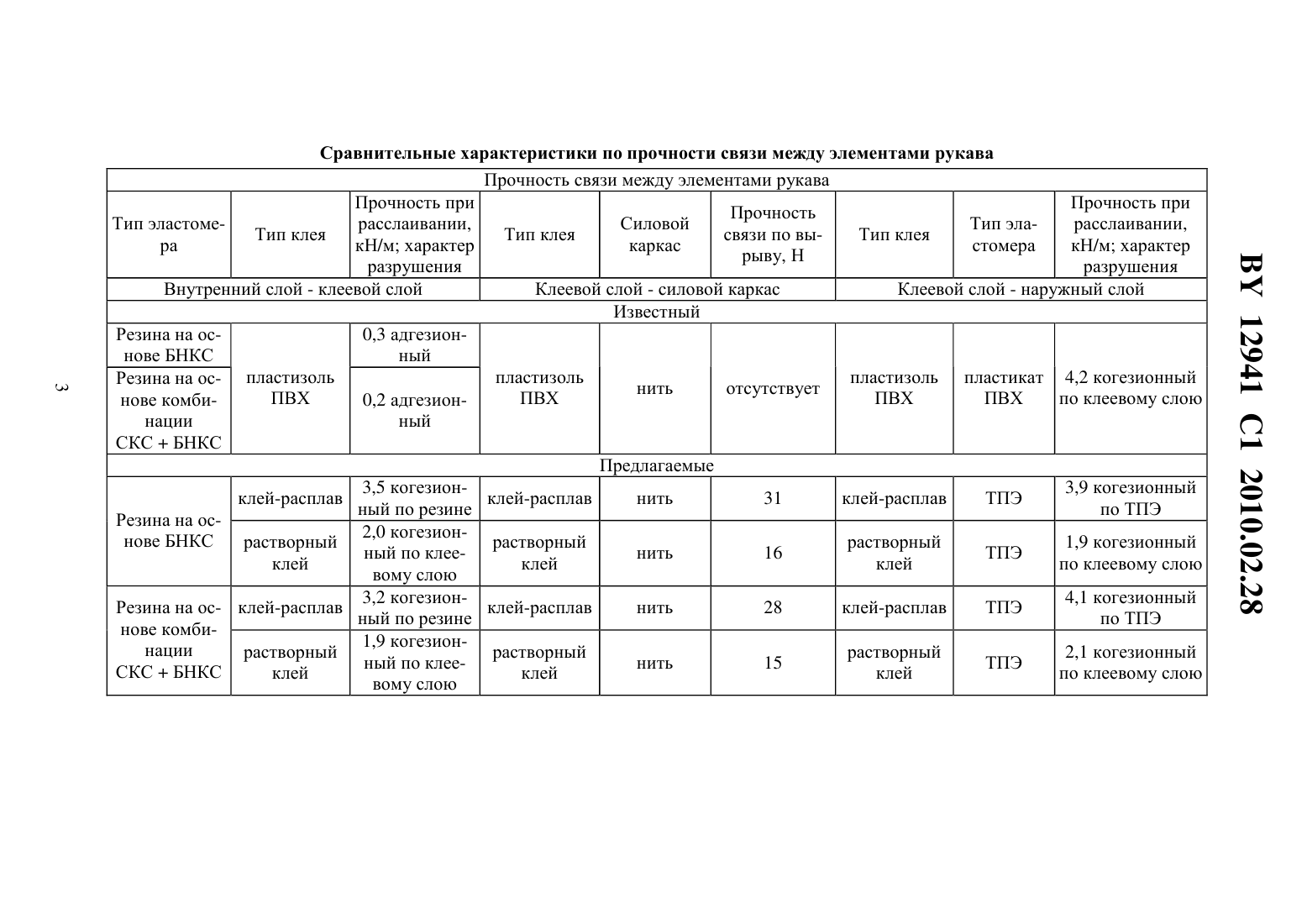
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ РУКАВНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ)(71) Заявитель Открытое акционерное общество Беларусьрезинотехника(72) Авторы Русецкий Валерий Викторович Максимова Валентина Петровна Мельников Вячеслав Иванович Михедов Николай Николаевич Кротова Татьяна Валентиновна Лейзеронок Марина Евгеньевна Барцевич Виталий Анатольевич(73) Патентообладатель Открытое акционерное общество Беларусьрезинотехника(57) 1. Способ изготовления рукавного изделия непрерывным бездорновым методом, при котором экструдируют и вулканизуют резиновую камеру, на полученную камеру-дорн последовательно наносят клей-расплав на основе термопластичного полиуретанового эластомера, силовой каркас и наружный слой из термопластичного эластомера. 2. Способ изготовления рукавного изделия непрерывным бездорновым методом, при котором экструдируют и вулканизуют резиновую камеру, на полученную камеру-дорн последовательно наносят растворный клей на основе хлорпренового эластомера, силовой каркас и наружный слой из термопластичного эластомера. Изобретение относится к изготовлению длинномерных резинотехнических изделий, в частности рукавных изделий. Технология производства рукавных изделий - сложное многостадийное производство,имеющее существенные отличия в технологической цепи для изготовления рукавов различного назначения. Рукавное производство является самым сложным среди других производств резино-технических изделий (РТИ), отличается большими трудозатратами и высокой материалоемкостью. Несмотря на разнообразие конструкций и размеров, существуют основные способы их изготовления дорновой, полудорновой, бездорновой и на гибких дорнах 1. Среди известных способов изготовления рукавов существует новый метод непрерывного производства воздушных и водяных шлангов, позволяющий получать изделия, не 12941 1 2010.02.28 обычной чертой которых является то, что камера изготавливается из вулканизованной резины, а наружный слой из пластиката поливинилхлорида (ПВХ). Резиновая камера экструдируется и вулканизуется непрерывно, а пластизоль ПВХ наносится на вулканизованную камеру. Рецептура пластизоля составляется так, чтобы он связывался с камерой. С дополнительной порцией пластизоля наносятся полиэстер, полиамид или более прочные нити, такие как арамидные. Пластизоль под действием тепла становится более вязким,сверху наносится наружный слой ПВХ, который прочно связывается с пластизолем, окружающим нити 2. Однако его недостатком является использование в качестве клеевого слоя пластизоля ПВХ, который характеризуется низкой жизнеспособностью, узким интервалом рабочих температур клеевых соединений до 60-70 С и предусматривает использование в качестве наружного слоя только термопластичного поливинилхлорида. Пластизоль ПВХ не обеспечивает достаточной прочности с силовым каркасом и наружным слоем, изготавливаемым из термопластичных эластомеров. Кроме того, использование в качестве наружного слоя термопластичного материала ПВХ ограничивает температурный интервал эксплуатации рукавов. При нагревании материала ПВХ выделяется токсичный продукт - хлорид водорода,который оказывает вредное воздействие на экологию. Также недостатком ПВХ является то,что со временем теряется эластичность, ухудшается морозостойкость и происходит изменение окраски изделия. Одновременно отмечается низкая упругость и стойкость к ударам рукавов с использованием в качестве наружного слоя пластиката ПВХ 3, 4. Заявленное изобретение направлено на повышение температурного интервала эксплуатации рукавов, возможность использования в качестве наружного слоя различных типов термопластичных эластомеров, обеспечивающих достаточно высокий уровень адгезионных свойств сохранение стабильной цветовой окраски, гибкости при низких температурах и создание экологически безопасной технологии. Для достижения поставленной задачи предлагается новый способ изготовления рукавного изделия изготовление камеры бездорновым способом на вакуумном экструдере с последующей вулканизацией как непрерывным способом - туннельная вулканизация, так и периодическим способом - котловая вулканизация нанесение на вулканизованную камеру клея-расплава на основе термопластичного полиуретанового эластомера или растворного клея на основе хлоропренового эластомера нанесение силового нитяного каркаса нанесение наружного слоя из термопластичного эластомера. Изготовление камеры бездорновым способом на вакуумном экструдере с последующей вулканизацией непрерывным способом - туннельная вулканизация или периодическим способом - котловая вулканизация позволяет получить свулканизованную камеру. Полученная таким образом камера далее используется для изготовления рукавов как камерадорн. Силовой каркас накладывают непрерывным способом (оплеткой) с предварительным нанесением клея-расплава на основе термопластичного полиуретанового эластомера или растворного клея на основе хлоропренового эластомера. Использование клея-расплава позволяет повысить адгезию к материалам, регулировать скорость склеивания, автоматизировать процесс склеивания. Отсутствие в составе клея-расплава органических веществ позволяет создать экологически безопасные технологии. Также следует отметить их более высокую теплостойкость и жизнеспособность. Использование растворного клея на основе хлоропренового эластомера позволяет обеспечить хорошую адгезию к термопластичному эластомеру. Кроме того, клей обладает высокими конфекционными свойствами и его клеевые соединения водо- и атмосферостойки. Сравнительные характеристики по прочности связи между элементами рукава Прочность связи между элементами рукава Прочность при Прочность при Прочность Тип эластомерасслаивании,Силовой Тип эларасслаивании,Тип клея Тип клея связи по выТип клея ра кН/м характер каркас стомера кН/м характер рыву, Н разрушения разрушения Внутренний слой - клеевой слой Клеевой слой - силовой каркас Клеевой слой - наружный слой Известный Резина на ос 0,3 адгезионнове БНКС ный пластизоль пластизоль пластикат 4,2 когезионный Резина на ос- пластизоль нить отсутствует ПВХ ПВХ ПВХ ПВХ по клеевому слою нове комби 0,2 адгезионнации ный СКСБНКС Предлагаемые 3,5 когезион 3,9 когезионный клей-расплав клей-расплав нить 31 клей-расплав ТПЭ ный по резине по ТПЭ Резина на ос 2,0 когезионнове БНКС растворный растворный растворный 1,9 когезионный ный по клеенить 16 ТПЭ клей клей клей по клеевому слою вому слою 3,2 когезион 4,1 когезионный Резина на ос- клей-расплав клей-расплав нить 28 клей-расплав ТПЭ ный по резине по ТПЭ нове комби 1,9 когезионнации растворный растворный растворный 2,1 когезионный ный по клеенить 15 ТПЭ СКСБНКС клей клей клей по клеевому слою вому слою 12941 1 2010.02.28 Использование в качестве наружного слоя термопластичного эластомера обеспечивает отличную термостойкость, гибкость при низких температурах, стойкость к химическому воздействию, высокую износостойкость и стойкость к ультрафиолетовым лучам. Отличительным признаком предлагаемого способа изготовления рукавного изделия является использование вулканизованной резиновой камеры с последующим нанесением на полученную камеру-дорн клея-расплава на основе термопластичного полиуретанового эластомера или растворного клея на основе хлоропренового эластомера, силового каркаса и наружного слоя из термопластичного эластомера. Источники информации 1. ЦНИИинформации и технико-экономических исследований. Современное состояние и тенденции мирового производства рукавов промышленного назначения. - Москва,2006. 2. Мартин Дж.М., Смит У.К. Производство и применение резинотехнических изделий. Санкт-Петербург Профессия, 2006. - С. 298-299 (прототип). 3. Крыжановский В.К. Производство изделий из полимерных материалов. - СанктПетербург Профессия, 2004. 4. Саммерс Дж., Уилки Ч., Даниэлс Ч. Поливинилхлорид. - Санкт-Петербург Профессия, 2007. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B32B 7/12, F16L 11/04, B29D 23/00
Метки: рукавных, способ, варианты, изготовления, изделий
Код ссылки
<a href="https://by.patents.su/4-12941-sposob-izgotovleniya-rukavnyh-izdelijj-varianty.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления рукавных изделий (варианты)</a>
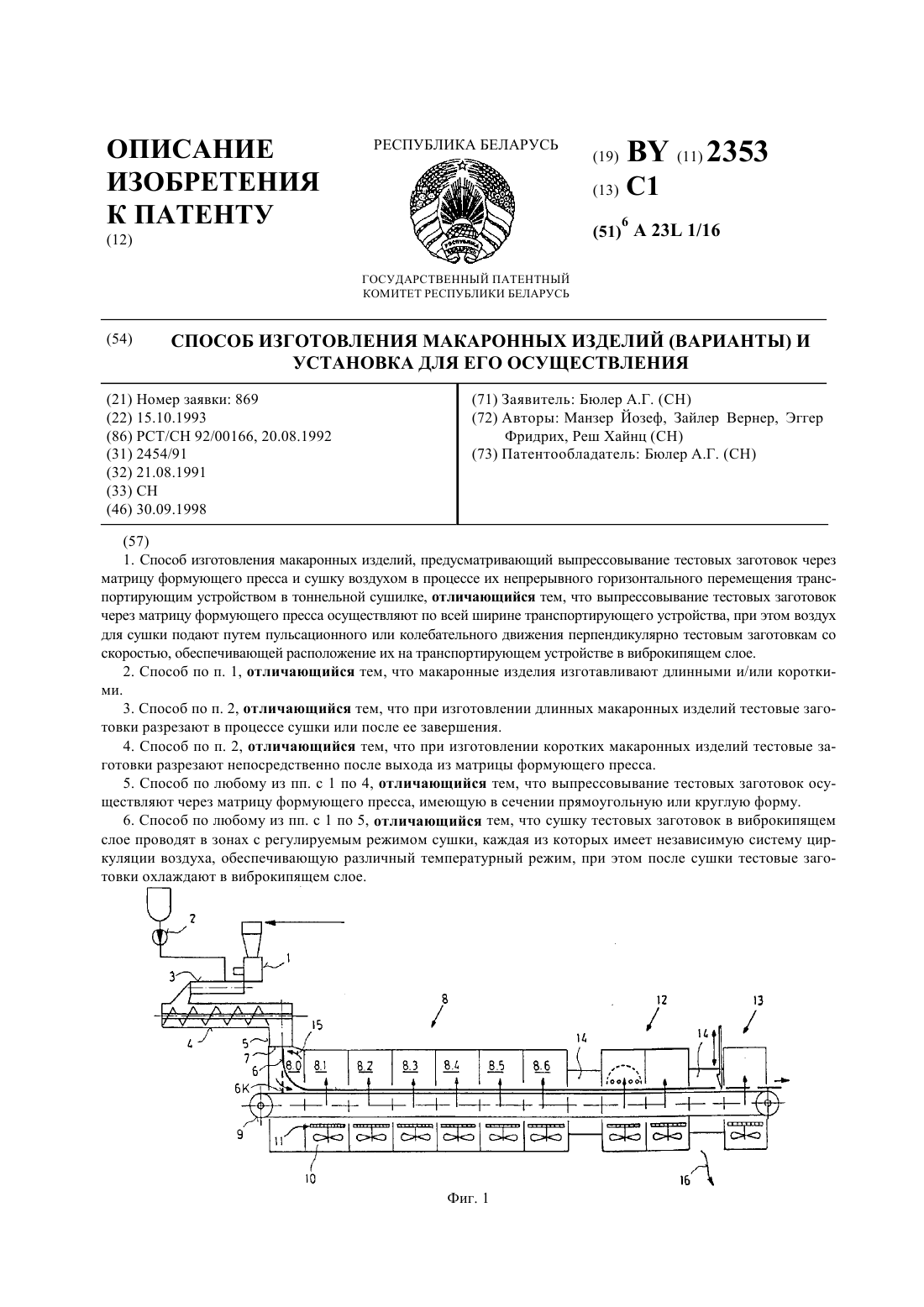
Способ изготовления макаронных изделий (варианты) и установка для его осуществления
Номер патента: 2353
Опубликовано: 30.09.1998
Авторы: ЗАЙЛЕР Вернер, Манзер Йозеф, Эггер Фридрих, РЕШ Хайнц
МПК: A23L 1/16
Метки: осуществления, способ, макаронных, изготовления, изделий, установка, варианты
Текст:
...продукта. Позицией 15 или обозначаемой ею стрелкой 15 указано описываемое ниже более подробно режущее устройство на прессформе 7 для коротких или длинных изделий из теста. С помощью такого режущего устройства могут обрезаться, с одной стороны, изделия, имеющие дефекты в начале экструдирования, или изделия, получающиеся по окончании загрузки компонентов, до одной определенной длины, или, с другой стороны, могут нарезаться макаронные...
Способ изготовления двухслойных пористых изделий
Номер патента: 2168
Опубликовано: 30.06.1998
Авторы: Левченко С. Г., Гуревич А. А., Савич В. В., Кусин Р. А., Капцевич В. М., Бокань Г. А.
МПК: B22F 7/02
Метки: изготовления, двухслойных, пористых, изделий, способ
Текст:
...(уайт-спирит). На слой связующего наносили распылением струей воздуха порошок никеля ПНЭ-1 с размером частиц меньше 0,05 мм. Между слоем порошка п другим формообразующим элементом пуансоном засыпали порошокт з ПНЭ-Ъ с размером частиц меньше 0,05 ММ. смешанныи с порообразователем мочеви ной фракции меньше 0,063 мм в объемном соотношении 11. Прессование полученной композиции проводили давлением 70 МПа. После снятия с пуансона прессовки...
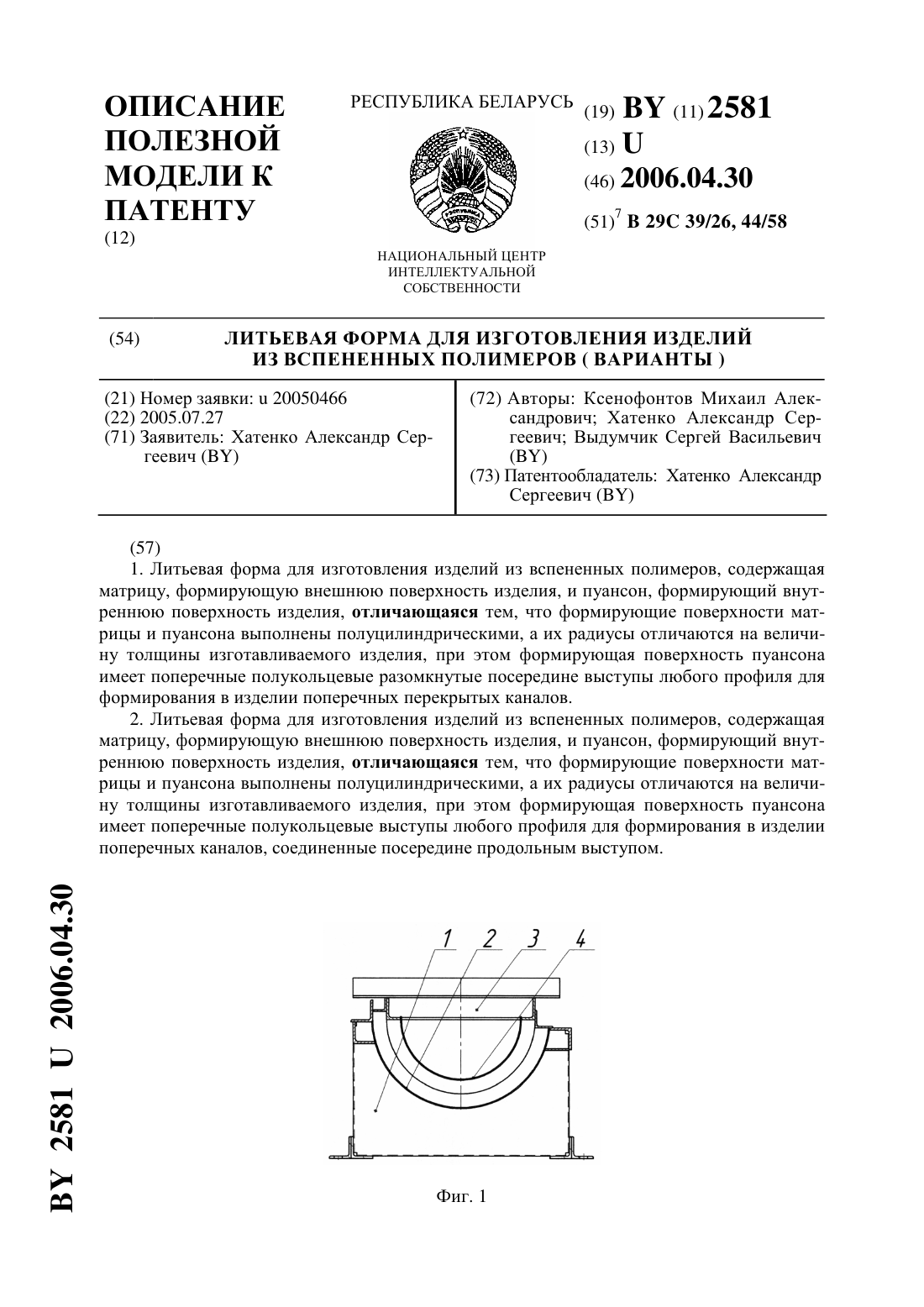
Литьевая форма для изготовления изделий из вспененных полимеров ( варианты )
Номер патента: U 2581
Опубликовано: 30.04.2006
Авторы: Ксенофонтов Михаил Александрович, Выдумчик Сергей Васильевич, Хатенко Александр Сергеевич
МПК: B29C 44/58, B29C 39/26
Метки: изделий, форма, полимеров, варианты, литьевая, вспененных, изготовления
Текст:
...выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона имеет поперечные полукольцевые выступы любого профиля для формирования в изделии поперечных каналов, соединенные посередине продольным выступом. Выполнение формирующей поверхности пуансона по первому и второму вариантам позволяет сформировать каналы на внутренних поверхностях полуцилиндров...
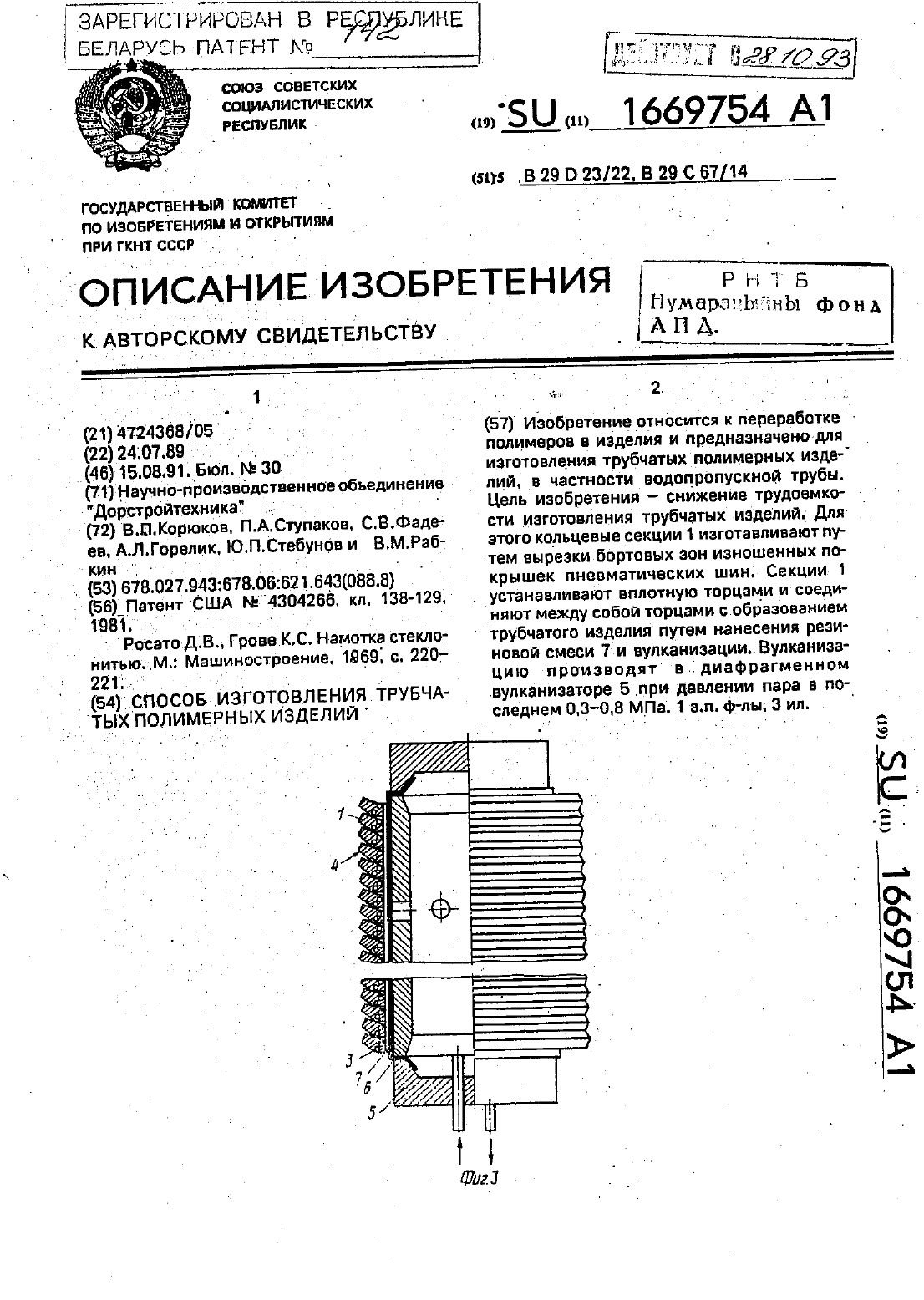
Способ изготовления трубчатых полимерных изделий
Номер патента: 142
Опубликовано: 30.09.1994
Авторы: Стебунов Ю. П., Фадеев С. В., Горелик А. Л., Корюков В. П., Ступаков П. А., Рабкин В. М.
МПК: B29C 67/14, B29D 23/22
Метки: изделий, изготовления, способ, полимерных, трубчатых
Текст:
...давлениивоздействием давления и нагрева резино- вая смесь заполняла зазоры между торцамисекций 1 и покрывалаих внутренней повер 45хности. соединяя секции между собой с об-раз-ованием трубучатого изделия водопропускной трубы и осуществлением вулканизации.После окончания вулканизации прекра- ащапи подачу пара в диафрагму 6. удаляли из нее конденсат и снимали готовую трубу.По результатам испытаний полученной трубы в соответствии с ГОСТ 6482-0-79...
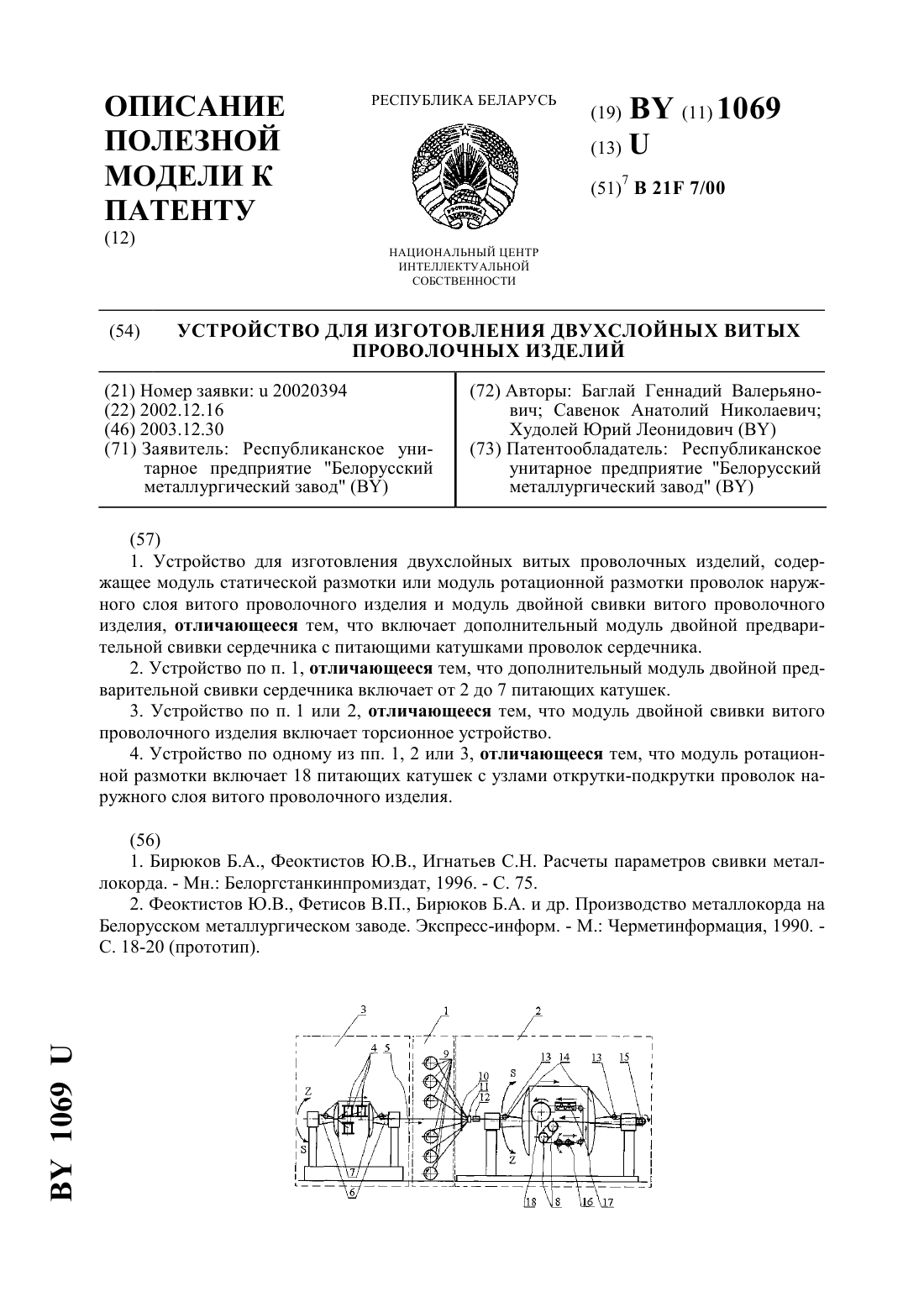
Устройство для изготовления двухслойных витых проволочных изделий
Номер патента: U 1069
Опубликовано: 30.12.2003
Авторы: Худолей Юрий Леонидович, Савенок Анатолий Николаевич, Баглай Геннадий Валерьянович
МПК: B21F 7/00
Метки: проволочных, витых, двухслойных, устройство, изготовления, изделий
Текст:
...проволочного изделия. Модуль двойной свивки витого проволочного изделия включает торсионное устройство. Отличие заявленного решения от прототипа в том, что устройство включает дополнительный модуль двойной предварительной свивки сердечника с 27 питающими катушками. Модуль двойной свивки витого проволочного изделия включает торсионное устройство, а модуль ротационной размотки включает 18 питающих катушек с узлами открутки-подкрутки проволок...
Предыдущий патент: Способ хирургического лечения регматогенной отслойки сетчатки при наличии субретинальной жидкости
Следующий патент: Установка для ультразвукового диспергирования или эмульгирования
Случайный патент: Печь безокислительного нагрева заготовок