Устройство для изготовления двухслойных витых проволочных изделий
Номер патента: U 1069
Опубликовано: 30.12.2003
Авторы: Худолей Юрий Леонидович, Баглай Геннадий Валерьянович, Савенок Анатолий Николаевич
Текст
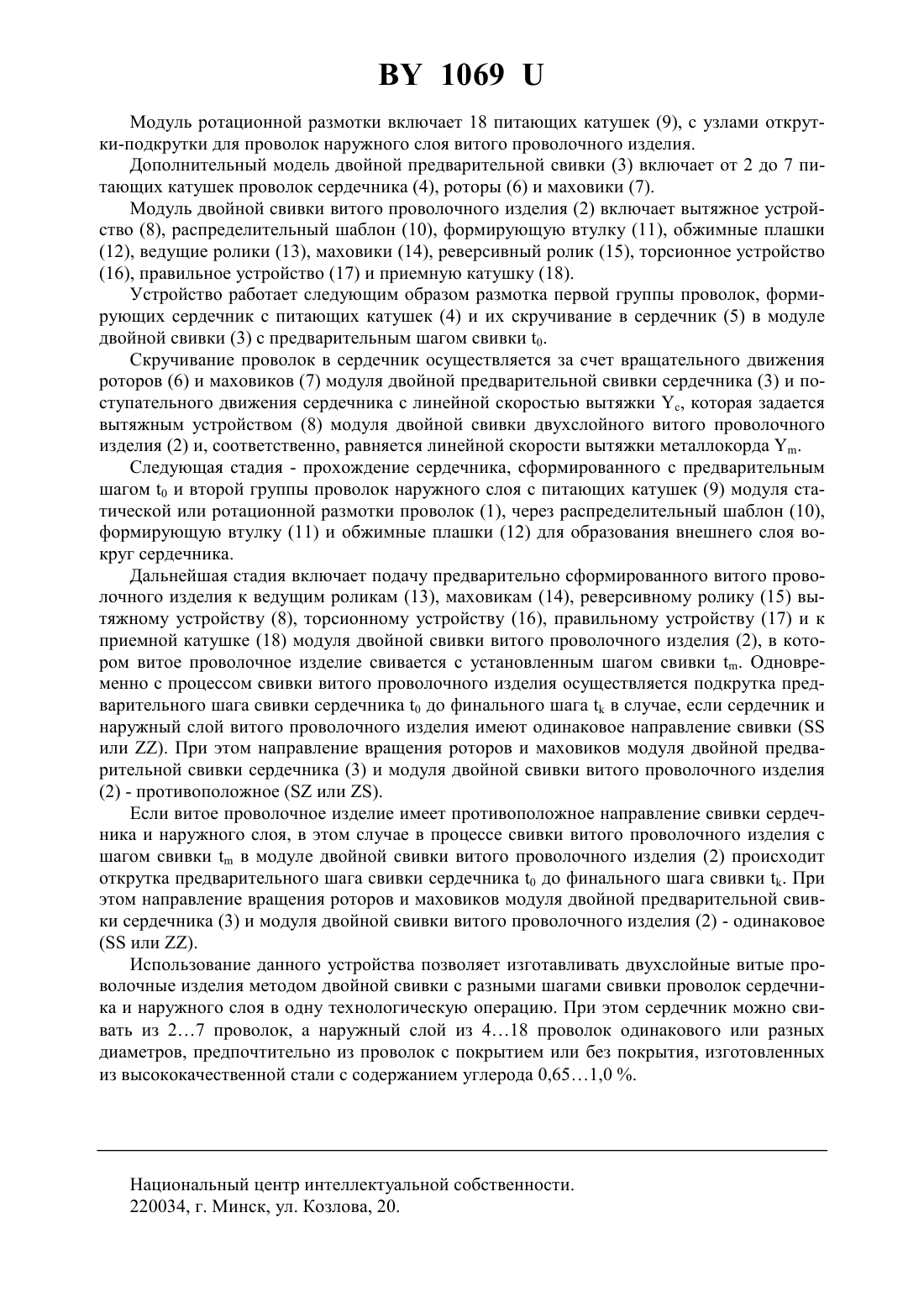
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВИТЫХ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Баглай Геннадий Валерьянович Савенок Анатолий Николаевич Худолей Юрий Леонидович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Устройство для изготовления двухслойных витых проволочных изделий, содержащее модуль статической размотки или модуль ротационной размотки проволок наружного слоя витого проволочного изделия и модуль двойной свивки витого проволочного изделия, отличающееся тем, что включает дополнительный модуль двойной предварительной свивки сердечника с питающими катушками проволок сердечника. 2. Устройство по п. 1, отличающееся тем, что дополнительный модуль двойной предварительной свивки сердечника включает от 2 до 7 питающих катушек. 3. Устройство по п. 1 или 2, отличающееся тем, что модуль двойной свивки витого проволочного изделия включает торсионное устройство. 4. Устройство по одному из пп. 1, 2 или 3, отличающееся тем, что модуль ротационной размотки включает 18 питающих катушек с узлами открутки-подкрутки проволок наружного слоя витого проволочного изделия.(56) 1. Бирюков Б.А., Феоктистов Ю.В., Игнатьев С.Н. Расчеты параметров свивки металлокорда. - Мн. Белоргстанкинпромиздат, 1996. - С. 75. 2. Феоктистов Ю.В., Фетисов В.П., Бирюков Б.А. и др. Производство металлокорда на Белорусском металлургическом заводе. Экспресс-информ. - М. Черметинформация, 1990. С. 18-20 (прототип). 1069 Полезная модель относится к металлургическому производству, в частности к устройствам для производства двухслойных витых проволочных изделий для армирования шин,транспортерных лент, рукавов высокого давления и других резинотехнических изделий, а также канатов и кабелей. Известно устройство 1 для изготовления витых проволочных изделий, содержащее питающие катушки, зону первичной свивки, баллон, зону вторичной свивки, торсионный узел, приемную катушку, распределительный шаблон, плашки. Недостаток данного устройства состоит в том, что для изготовления двухслойных витых проволочных изделий с одинаковыми или разными направлениями свивки слоев и разными шагами свивки в слоях необходимо второе устройство 2, рис. 3 для предварительного изготовления сердечника в отдельную технологическую операцию. В качестве прототипа принята машинафирмы Бармаг 2, рис. 5, содержащая размоточное устройство двойного кручения сердечника, откручивающие устройства (ротационные размотки) на 15 узлов размотки для проволок наружного слоя, аналогичные по конструкции узлу размотки сердечника, распределительный шаблон, плашки, вращающуюся петлю, лопаточные колеса, вытяжной механизм, рихтовальное устройство, укладчик и намоточное устройство. Недостаток прототипа в том, что машина не обеспечивает свивку двухслойных витых проволочных изделий в одну технологическую операцию с разными шагами свивки сердечника и наружного слоя. Задача, решаемая полезной моделью, состоит в создании устройства, обеспечивающего возможность изготовления двухслойных витых проволочных изделий в одну технологическую операцию с разными шагами свивки. Технический результат, полученный при использовании полезной модели, заключается в исключении раздельной операции изготовления сердечника при производстве двухслойных витых проволочных изделий. Решение поставленной задачи обеспечивается тем, что устройство для изготовления двухслойных витых проволочных изделий включает модуль статической размотки или модуль ротационной размотки проволок наружного слоя витого проволочного изделия,модуль двойной свивки витого проволочного изделия, дополнительный модуль двойной предварительной свивки сердечника. Дополнительный модуль двойной - предварительной свивки сердечника, содержит от 2 до 7 питающих катушек проволок сердечника. Модуль ротационной размотки включает 18 питающих катушек с узлами откруткиподкрутки проволок наружного слоя витого проволочного изделия. Модуль двойной свивки витого проволочного изделия включает торсионное устройство. Отличие заявленного решения от прототипа в том, что устройство включает дополнительный модуль двойной предварительной свивки сердечника с 27 питающими катушками. Модуль двойной свивки витого проволочного изделия включает торсионное устройство, а модуль ротационной размотки включает 18 питающих катушек с узлами открутки-подкрутки проволок наружного слоя витого проволочного изделия. Полезная модель поясняется чертежом, где на фигуре изображена конструкция устройства для изготовления двухслойных проволочных изделий в одну технологическую операцию с разными шагами свивки проволок сердечника и наружного слоя. Конструкция включает модуль статической или ротационной размотки проволок наружного слоя (1), модуль двойной свивки двухслойного витого проволочного изделия (2) и дополнительный модуль двойной предварительной свивки сердечника (3). Модуль статической размотки включает 18 питающих катушек (9) для проволок наружного слоя витого проволочного изделия. 2 1069 Модуль ротационной размотки включает 18 питающих катушек (9), с узлами открутки-подкрутки для проволок наружного слоя витого проволочного изделия. Дополнительный модель двойной предварительной свивки (3) включает от 2 до 7 питающих катушек проволок сердечника (4), роторы (6) и маховики (7). Модуль двойной свивки витого проволочного изделия (2) включает вытяжное устройство (8), распределительный шаблон (10), формирующую втулку (11), обжимные плашки(16), правильное устройство (17) и приемную катушку (18). Устройство работает следующим образом размотка первой группы проволок, формирующих сердечник с питающих катушек (4) и их скручивание в сердечник (5) в модуле двойной свивки (3) с предварительным шагом свивки 0. Скручивание проволок в сердечник осуществляется за счет вращательного движения роторов (6) и маховиков (7) модуля двойной предварительной свивки сердечника (3) и поступательного движения сердечника с линейной скоростью вытяжки с, которая задается вытяжным устройством (8) модуля двойной свивки двухслойного витого проволочного изделия (2) и, соответственно, равняется линейной скорости вытяжки металлокорда . Следующая стадия - прохождение сердечника, сформированного с предварительным шагом 0 и второй группы проволок наружного слоя с питающих катушек (9) модуля статической или ротационной размотки проволок (1), через распределительный шаблон (10),формирующую втулку (11) и обжимные плашки (12) для образования внешнего слоя вокруг сердечника. Дальнейшая стадия включает подачу предварительно сформированного витого проволочного изделия к ведущим роликам (13), маховикам (14), реверсивному ролику (15) вытяжному устройству (8), торсионному устройству (16), правильному устройству (17) и к приемной катушке (18) модуля двойной свивки витого проволочного изделия (2), в котором витое проволочное изделие свивается с установленным шагом свивки . Одновременно с процессом свивки витого проволочного изделия осуществляется подкрутка предварительного шага свивки сердечника 0 до финального шагав случае, если сердечник и наружный слой витого проволочного изделия имеют одинаковое направление свивки ( или ). При этом направление вращения роторов и маховиков модуля двойной предварительной свивки сердечника (3) и модуля двойной свивки витого проволочного изделия(2) - противоположное ( или ). Если витое проволочное изделие имеет противоположное направление свивки сердечника и наружного слоя, в этом случае в процессе свивки витого проволочного изделия с шагом свивкив модуле двойной свивки витого проволочного изделия (2) происходит открутка предварительного шага свивки сердечника 0 до финального шага свивки . При этом направление вращения роторов и маховиков модуля двойной предварительной свивки сердечника (3) и модуля двойной свивки витого проволочного изделия (2) - одинаковое( или ). Использование данного устройства позволяет изготавливать двухслойные витые проволочные изделия методом двойной свивки с разными шагами свивки проволок сердечника и наружного слоя в одну технологическую операцию. При этом сердечник можно свивать из 27 проволок, а наружный слой из 418 проволок одинакового или разных диаметров, предпочтительно из проволок с покрытием или без покрытия, изготовленных из высококачественной стали с содержанием углерода 0,651,0 . Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21F 7/00
Метки: устройство, изготовления, изделий, двухслойных, витых, проволочных
Код ссылки
<a href="https://by.patents.su/3-u1069-ustrojjstvo-dlya-izgotovleniya-dvuhslojjnyh-vityh-provolochnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления двухслойных витых проволочных изделий</a>
Способ изготовления витых изделий
Номер патента: 114
Опубликовано: 30.09.1994
Авторы: Фетисов В. П., Феоктистов Ю. В., Ненашев А. В., Веденеев А. В., Бирюков Б. А.
Метки: изготовления, изделий, витых, способ
Текст:
...на чальному согласно (1) составляетпроизводства витого изделия отличается от СУЩеСТВующих тем. что исходные пряди на ВИВЗЮТ С ШЗГОМ 0. а ЗЗТВМ подкручивают ДО шага Тк В процессе СВИВКИ ГОТОВОГО ВИТОГО ИЗДЕЛИЯ. ПРИ ЭТОМ ИСХОДННЙ шаг пряди Вг М 1 а) раз больше шага пряди в готовомизделии. . Увеличение исходного шага то согласно соотношению (2) способствует росту производительности при свивке прядей. а их подкрутка в процессе свивки готового...
Машина для изготовления металлокорда из двух групп проволок

Номер патента: U 1068
Опубликовано: 30.12.2003
Авторы: Худолей Юрий Леонидович, Баглай Геннадий Валерьянович
МПК: B21F 7/00
Метки: металлокорда, изготовления, проволок, машина, групп, двух
Текст:
...устройство включает дополнительные внешние статические размоточные устройства для первой группы проволок с питающими катушками, количество которых может быть от 2 до 4. Причем модуль двойной свивки металлокорда дополнительно включает преформирующее устройство для предварительной преформации проволок. Полезная модель поясняется чертежом, где на фиг. 1 изображена схема машины для изготовления металлокорда из двух групп проволок типа 22, 32,...
Способ изготовления двухслойных пористых изделий
Номер патента: 2168
Опубликовано: 30.06.1998
Авторы: Капцевич В. М., Кусин Р. А., Гуревич А. А., Левченко С. Г., Бокань Г. А., Савич В. В.
МПК: B22F 7/02
Метки: пористых, изделий, двухслойных, способ, изготовления
Текст:
...(уайт-спирит). На слой связующего наносили распылением струей воздуха порошок никеля ПНЭ-1 с размером частиц меньше 0,05 мм. Между слоем порошка п другим формообразующим элементом пуансоном засыпали порошокт з ПНЭ-Ъ с размером частиц меньше 0,05 ММ. смешанныи с порообразователем мочеви ной фракции меньше 0,063 мм в объемном соотношении 11. Прессование полученной композиции проводили давлением 70 МПа. После снятия с пуансона прессовки...
Устройство для удаления окалины с поверхности проволочных изделий
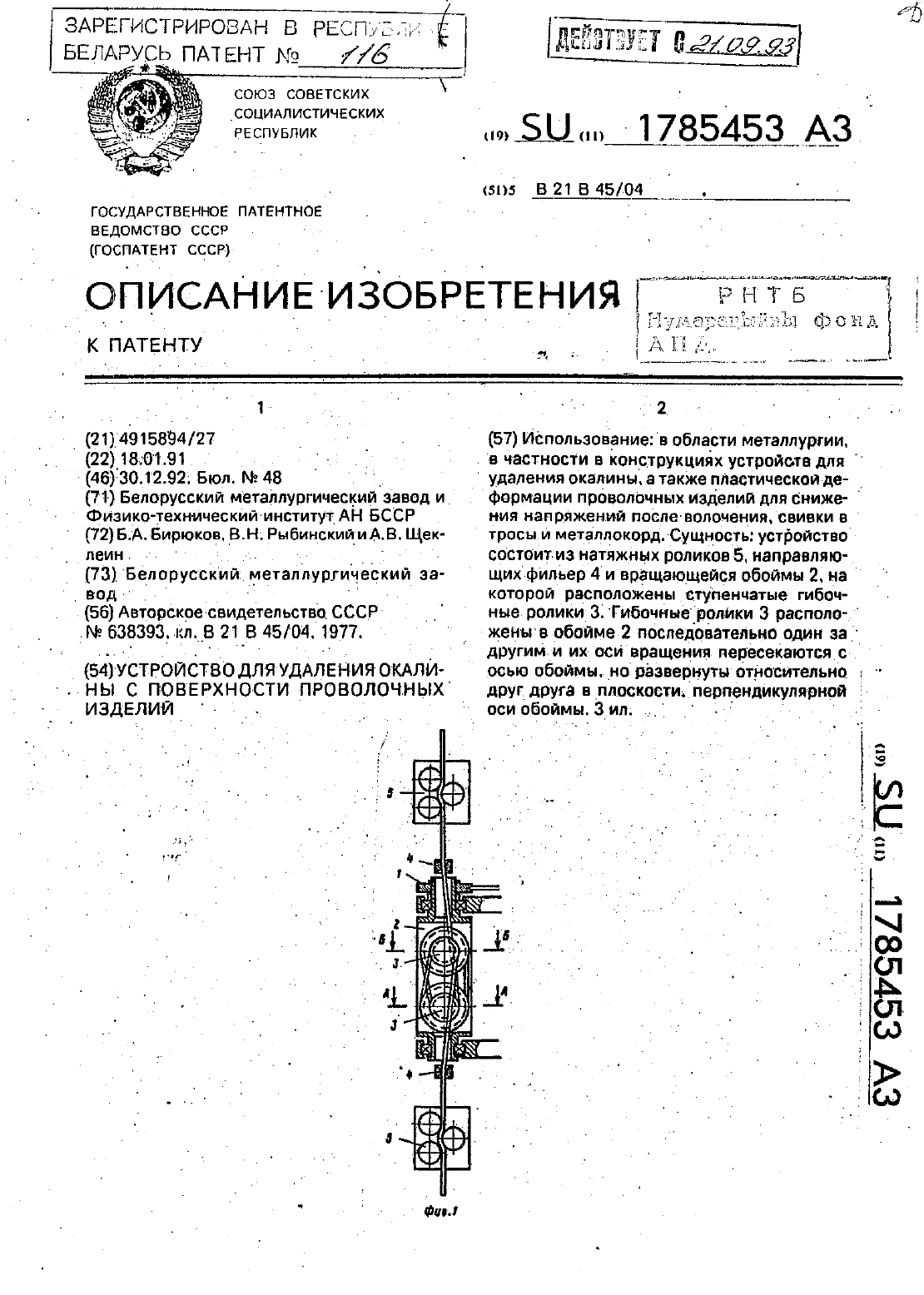
Номер патента: 116
Опубликовано: 30.09.1994
Авторы: Рыбинский В. Н., Бирюков Б. А., Щеклеин А. В.
МПК: B21B 45/04
Метки: устройство, изделий, окалины, проволочных, удаления, поверхности
Текст:
...поступая на вторые натяжные ролики. Разворот осей гибочньтх роликов отн-оси 10тельно друг друга обеспечивает свободный пропуск материала от направляющих филь ер к наиболее удаленному гибочному ролику с целью уменьшения угла изгиба материала в фильерах. йТакое конструктивное решение по сравнению с прототипом позволяет свести к.минимуму центробежныеосипы. действующие на опоры гибочных роликов. за счет размещения центра тяжести гибочных...
Металлокорд с улучшенной фиксацией проволок сердечника и устройство для его изготовления
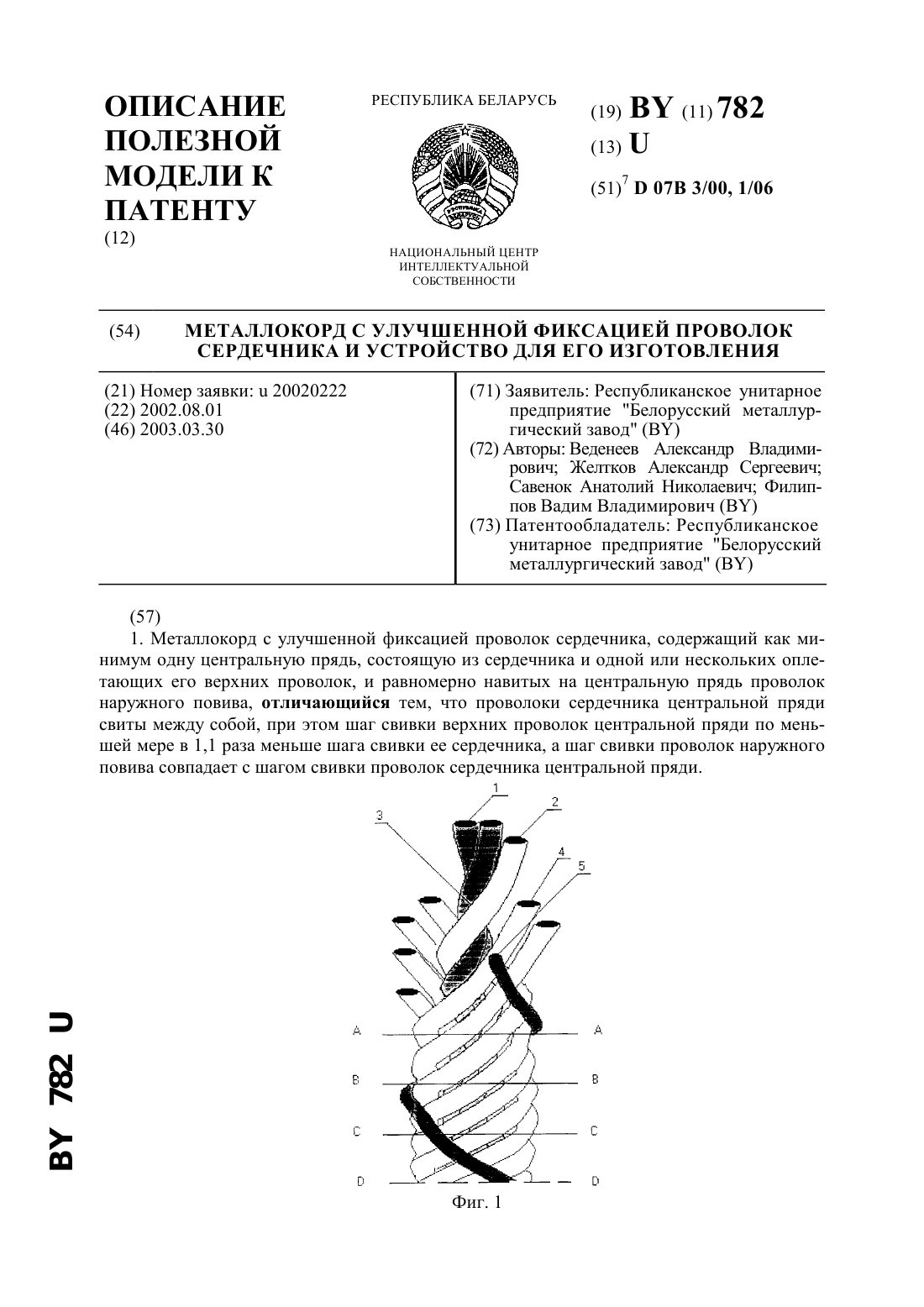
Номер патента: U 782
Опубликовано: 30.03.2003
Авторы: Савенок Анатолий Николаевич, Филиппов Вадим Владимирович, Желтков Александр Сергеевич, Веденеев Александр Владимирович
Метки: улучшенной, изготовления, сердечника, проволок, металлокорд, устройство, фиксацией
Текст:
...сердечника и полнота проникновение резины в структуру корда обеспечивается, если стальные проволоки имеют хорошее сцепление (адгезию) с резиной. Преимущественно это достигается при нанесении на проволоку латунного покрытия, но в некоторых случаях также цинкового или полимерного покрытия. Покрытие должно обладать хорошим сцеплением как с резиной, так и со стальной основой проволоки. Корд, согласно полезной модели, может состоять из...
Предыдущий патент: Машина для изготовления металлокорда из двух групп проволок
Следующий патент: Утеплительная вставка для литья алюминиевых сплавов
Случайный патент: Устройство для пункционного пересечения вены